Лінія для виготовлення пружних притискних вузлів компакт-касет
Формула / Реферат
Линия изготовления упругих прижимных узлов компакт-кассет, содержащая последовательно размещенные устройство для изготовления из металлической ленты полосы заготовок, устройство для наложения фетровой ленты на полосу заготовок и их соединения в полосу прижимных узлов, устройство для стабилизации усилия прижима прижимных узлов, включающее смонтированный на панели датчик измерения упругости полосы заготовок с нажимным роликом, датчик электрического переключателя, шторка которого закреплена на большем плече установленного на панели двуплечего рычага, и балансировочные грузы, а также устройство для деления полосы прижимных узлов на отдельные прижимные узлы, отличающаяся тем, что, с целью повышения выхода годной продукции за счет улучшения качества корректировки рабочего усилия прижимных узлов, датчики электрического переключателя неподвижно установлены на панели, шторка электрического переключателя связана с двуплечим рычагом жестко, подвижные грузы установлены на меньшем плече двуплечего рычага, а нажимной ролик установлен с возможностью взаимодействия с большим плечом двуплечего рычага.
Текст
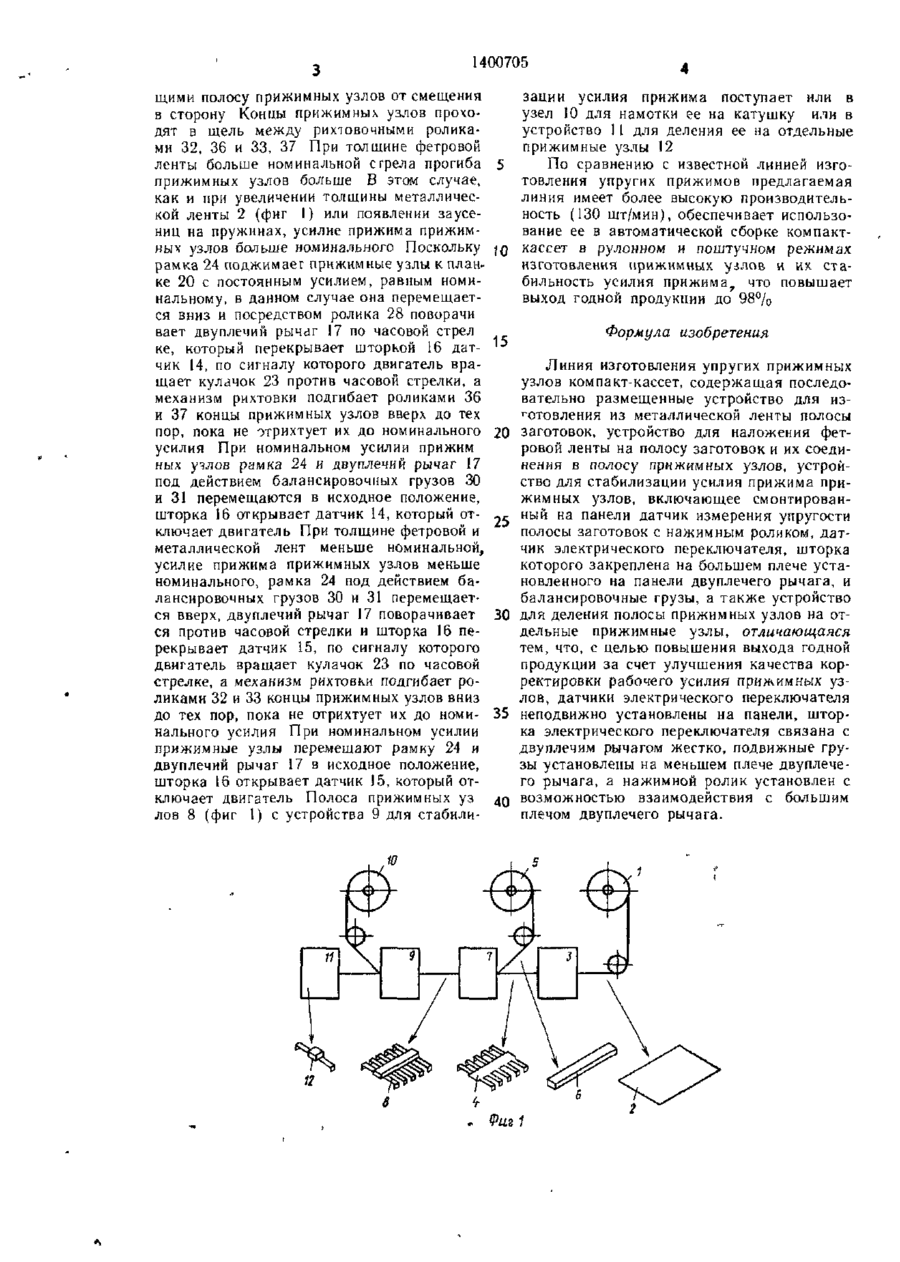
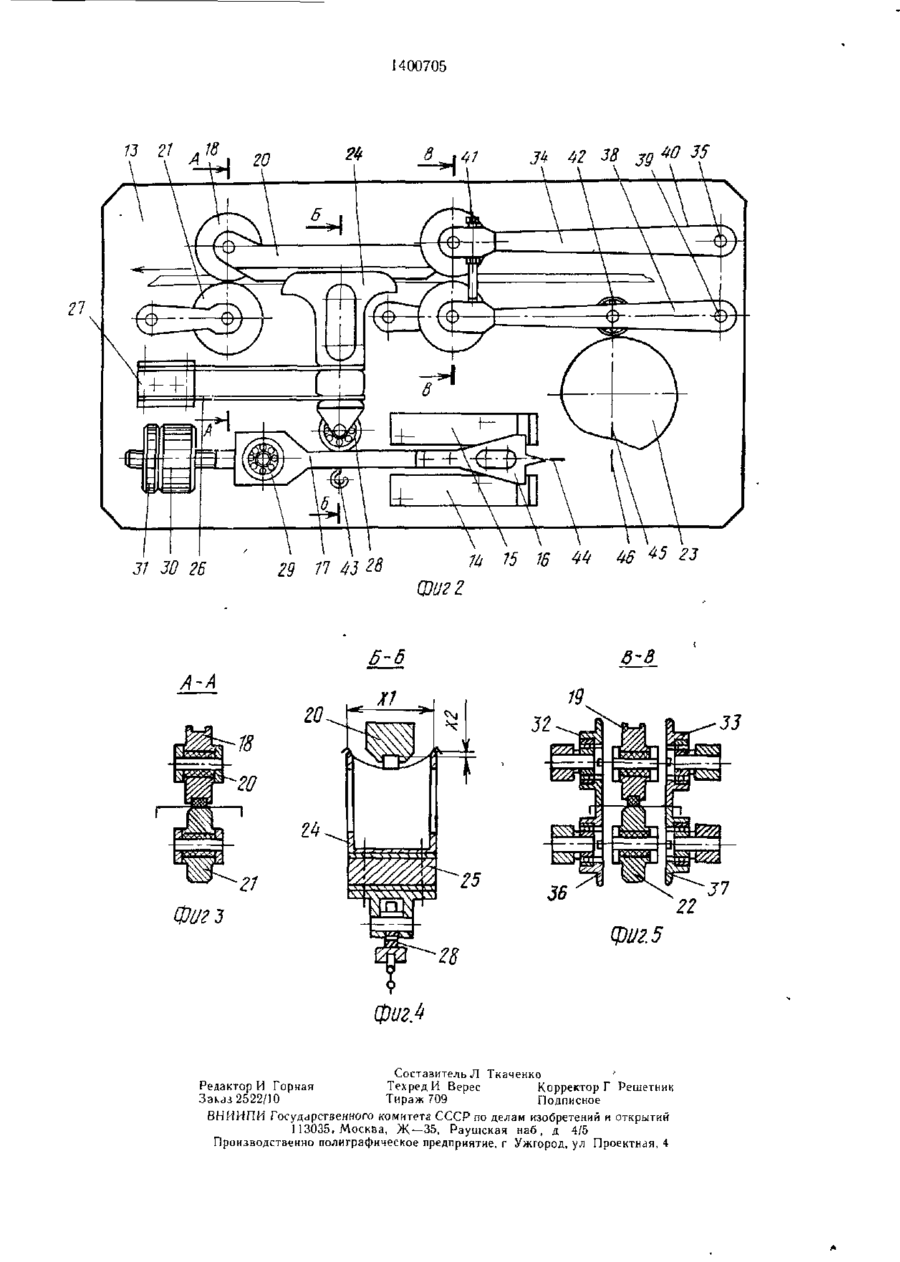
Изобретение относится к устройствам, предназначенным для изготовления кассет. Цель — повышение выхода годной продукции за счет повышения качества корректи ровки рабочего усилия прижимных узлов в процессе изготовления. Линия содержит устройство для изготовления полосы заготовок, устройство для наложения фетровой ленты на полосу заготовок, устройство для стабилизации усилия прижима прижимных узлов, устройство для деления полосы. Входящие в устройство для стабилизации усилия прижима (УСУП) датчики электрического переключателя устанавливают неподвижно на-панели УСУП. Усилие от нажимного ролика передается непосредственно на большее плечо двуплечего рычага и закрепленную на нем шторку электрического переключателя. Конструкция УСУП исключает преждевременное отключение привода рихтовочного механизма в процессе его работы. 5 ил. О О СП 1 1400705 Изобретение относится к устройствам, специально предназначенным для изготовления кассет. Цель изобретения — повышение выхода годной продукции за счет повышения качества корректировки рабочего усилия прижимных узлов. На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2 — устройство для стабилизации усилия прижима; на фиг. 3 — сечение А-А на фиг. 2; на'фиг. 4 — сечение Б-Б на фиг 2; на фиг. 5 — сечение В-В на фиг. 2. Линия содержит узел I размотки металлической ленты 2, устройство 3 для изготовления полосы 4 заготовок, узел 5 размотки фетровой ленты 6 с нанесенным на нее термоклеем, устройство 7 для наложения фетровой ленты 6 на полосу 4 заготовок и их соединения в полосу 8 прижимных узлов, устройство 9 для стабилизации усилия прижима прижимных узлов, узел 10 намотки полосы прижимных узлов 8, устройство 11 для деления полосы прижимных узлов 8 на отдельные прижимные узлы 12. Устройство для стабилизации усилия прижима прижимных узлов собрано на панели 13, на которой размещены механизмы измерения упругости прижимных узлов и рихтовки с приводом, опорный механизм и электрический переключатель. Последний содержит датчики 14 и 15, закрепленные на панели 13, и шторку 16, закрепленную на большем плече двуплечего рычага 17. Опорный механизм содержит два верхних ролика 18 и 19, установленных в опорной планке 20, закрепленной на панели 13, и два нижних подпружиненных ролика 21 и 22 Зазор между верхними и нижними роликами выставляется по наименьшей толщине фетровой ленты (не показано) Привод устройства имеет кулачок 23, соединенный с реверсивным двигателем (не показан). 5 ,Q 15 20 25 3 Q 35 40 гулировка зазора между верхними и нижними рихтовочными роликами для прохода концевых частей прижимных узлов осуществляется регулируемыми упорами 41. Для настройки устройства для стабилизации усилия прижима прижимных узлов предусмотрены крюч 43 для контрольного груза, стрелка на шторке 16 и настроечные метки 44—46. При настройке устройства на крюк 43 подвешивается груз, равный номинальному усилию одного прижимного узла (19 г), умноженному на количество прижимных узлов, одновременно находящихся на опорной рамке 24. Груз уравновешивается балансировочными грузами 30 и 31. В исходном положении стрелка шторки 16 находится против метки 47, метка 45 — против метки 46, верхние ролики 32 и 33 и нижние 36 и 37 механизма рихтовки относительно роликов 19 и 22 находятся в положении, указанном на фиг. 5. Для настройки устройства можно также пользоваться и контрольной полосой прижимных узлов. Размер Х^ между вершинами стенок опорной рамки 24 равен расстоянию между вершинами опорных поверхностей, на которые опирается прижимной узел в компакт-кассетах. В исходном положении размер Х2 между опорной поверхностью планки 20 и опорными поверхностями рамки 24 равен расстоянию от воспроизводящей головки магнитофона до опорных поверхностей, на которые опирается прижимной узел в компакт-кассете при работе в магнитофоне Таким образом, создается прогиб прижимного узла такой, как и прогиб его при работе в магнитофоне, а его усилие прижима магнитной ленты к воспроизводящей головке должно быть равно номинальному (19 г). Линия для изготовления упругих прижимных узлов компакт-кассет работает следующим образом. Металлическая лента 2 с узла 1 размотки подается в устройство 3, где производятся вырубка и гибка полосы 4 заготовок, которая поступает в устройство 7 для наложения и прикрепления к ней фетровой ленты 6, протягиваемой в устройство 7 из узла 5 размотки Полоса 4 заготовок с прикрепленной к ней фетровой лентой 6 образует полосу 8 прижимных узлов, которая поступает в устройство 9 для стабилизации усилия прижима. Механизм измерения упругости прижимных узлов содержит опорную рамку 24, которая посредством бруска 25 и двух плоских пружин 26 крепится к кронштейну 27, закрепленному на панели 13, и нажимной 45 ролик 28, взаимодействующий с большим плечом двуплечего рычага 17, установленного на панели 13 посредством оси 29 с подшипником. На меньшем плече рычага 17 установлены балансировочные грузы 30 и 31. 5 0 В механизм рихтовки входят два верхУстройство 9 работает следующим обних ролика 32 и 33, установленных на рыразом. чаге 34, закрепленном на панели 13 посредПолоса 8 прижимных узлов проходит ством оси 35, и два нижних ролика 36 и 37, своей средней частью между роликами 19 установленных на рычаге 38, закрепленном и 22 в канале опорной планки 20, опираясь на панели 13 посредством оси 39 Механизм 55 концами прижимных узлов на опорную рамрихтовки посредством пружины 40 кручеку 24, и между роликами 18 и 21, при этом ния, упоров 41 и опорного ролика 42 опирафетровая лента находится между ребордается на кулачок 23 привода устройства. Реми роликов 18 и 19 и планки 20, ограничиваю 1400705 щими полосу прижимных узлов от смещения в сторону Концы прижимных узлов проходят в щель между рихтовочными роликами 32, 36 и 33, 37 При толщине фетровой ленты больше номинальной стрела прогиба прижимных узлов больше В этом случае, как и при увеличении толщины металлической ленты 2 (фиг 1} или появлении заусениц на пружинах, усилие прижима прижимных узлов больше номинального Поскольку рамка 24 поджимает прижимные узлы к планке 20 с постоянным усилием, равным номинальному, в данном случае она перемещается вниз и посредством ролика 28 поворачи вает двуплечий рычаг 17 по часовой стрел ке, который перекрывает шторкой 16 датчик 14, по сигналу которого двигатель вращает кулачок 23 против часовой стрелки, а механизм рихтовки подгибает роликами 36 и 37 концы прижимных узлов вверх до тех пор, пока не отрихтует их до номинального усилия При номинальном усилии прижим ных углов рамка 24 и двуплечий рычаг 17 под действием балансировочных грузов 30 и 31 перемещаются в исходное положение, шторка 16 открывает датчик 14, который отключает двигатель При толщине фетровой и металлической лент меньше номинальной, усилие прижима прижимных узлов меньше номинального, рамка 24 под действием балансировочных грузов 30 и 31 перемещается вверх, двуплечий рычаг 17 поворачивает ся против часовой стрелки и шторка 16 перекрывает датчик 15, по сигналу которого двигатель вращает кулачок 23 по часовой стрелке, а механизм рихтовки подгибает роликами 32 и 33 концы прижимных узлов вниз до тех пор, пока не отрихтует их до номинального усилия При номинальном усилии прижимные узлы перемещают рамку 24 и двуплечий рычаг 17 в исходное положение, шторка 16 открывает датчик 15, который отключает двигатель Полоса прижимных уз лов 8 (фиг 1) с устройства 9 для стабили зации усилия прижима поступает или в узел 10 для намотки ее на катушку или в устройство 11 для деления ее на отдельные прижимные узлы 12 По сравнению с известной линией изготовления упругих прижимов предлагаемая линия имеет более высокую производительность (130 шт/мин), обеспечивает использование ее в автоматической сборке компакткассет в рулонном и поштучном режимах W изготовления прижимных узлов и их стабильность усилия прижима7 что повышает выход годной продукции до 98% 15 20 25 30 35 40 Формула изобретения Линия изготовления упругих прижимных узлов компакт-кассет, содержащая последовательно размещенные устройство для изготовления из металлической ленты полосы заготовок, устройство для наложения фетровой ленты на полосу заготовок и их соединения в полосу прижимных узлов, устройство для стабилизации усилия прижима прижимных узлов, включающее смонтированный на панели датчик измерения упругости полосы заготовок с нажимным роликом, датчик электрического переключателя, шторка которого закреплена на большем плече установленного на панели двуплечего рычага, и балансировочные грузы, а также устройство для деления полосы прижимных узлов на отдельные прижимные узлы, отличающаяся тем, что, с целью повышения выхода годной продукции за счет улучшения качества корректировки рабочего усилия прижимных узлов, датчики электрического переключателя неподвижно установлены на панели, шторка электрического переключателя связана с двуплечим рычагом жестко, подвижные грузы установлены на меньшем плече двуплечего рычага, а нажимной ролик установлен с возможностью взаимодействия с большим плечом двуплечего рычага. 400705 47 Зк 42 38 jg*O 35 27 \ 31 30 26 29 \ 7lt 15 16 77 43 \ \ 46 \ \ 23 QJU2 2 д-8 А-А J7 Ф//г з фиг 5 фигА Составитель Л Ткаченко ' Редактор И Горная Техред И Верес Корректор Г Решетник Заказ 2522/10 Тираж 709 Подписное ВНИИПИ Госудіїрственкога комитета СССР по делам изобретений и открытий 113035, Москва, Ж—35, Раушская наб, д 4/5 Производственно полиграфическое предприятие, г Ужгород, ул Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for production of elastic tightening units of compact cassettes
Автори англійськоюTolstukhin Volodymyr Oleksandrovych
Назва патенту російськоюЛиния для изготовления упругих прижимных узлов компакт-кассет
Автори російськоюТолстухин Владимир Александрович
МПК / Мітки
МПК: B21D 35/00, B21D 3/00
Мітки: лінія, виготовлення, компакт-касет, притискних, пружних, вузлів
Код посилання
<a href="https://ua.patents.su/4-14270-liniya-dlya-vigotovlennya-pruzhnikh-pritisknikh-vuzliv-kompakt-kaset.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення пружних притискних вузлів компакт-касет</a>
Лінія для виготовлення декоративних панелей
Номер патенту: 333
Опубліковано: 30.04.1993
Автори: Кундін Станіслав Ісакович, Шульман Григорій Маркович, Рогова Сара Давидовна, Фрідман Роман Аркадійович, Гелев Георгій Наумович, Ларіонов Михайло Тихонович, Бурлика Анатолій Пилипович
МПК: B28B 11/00
Мітки: панелей, виготовлення, лінія, декоративних
Формула / Реферат:
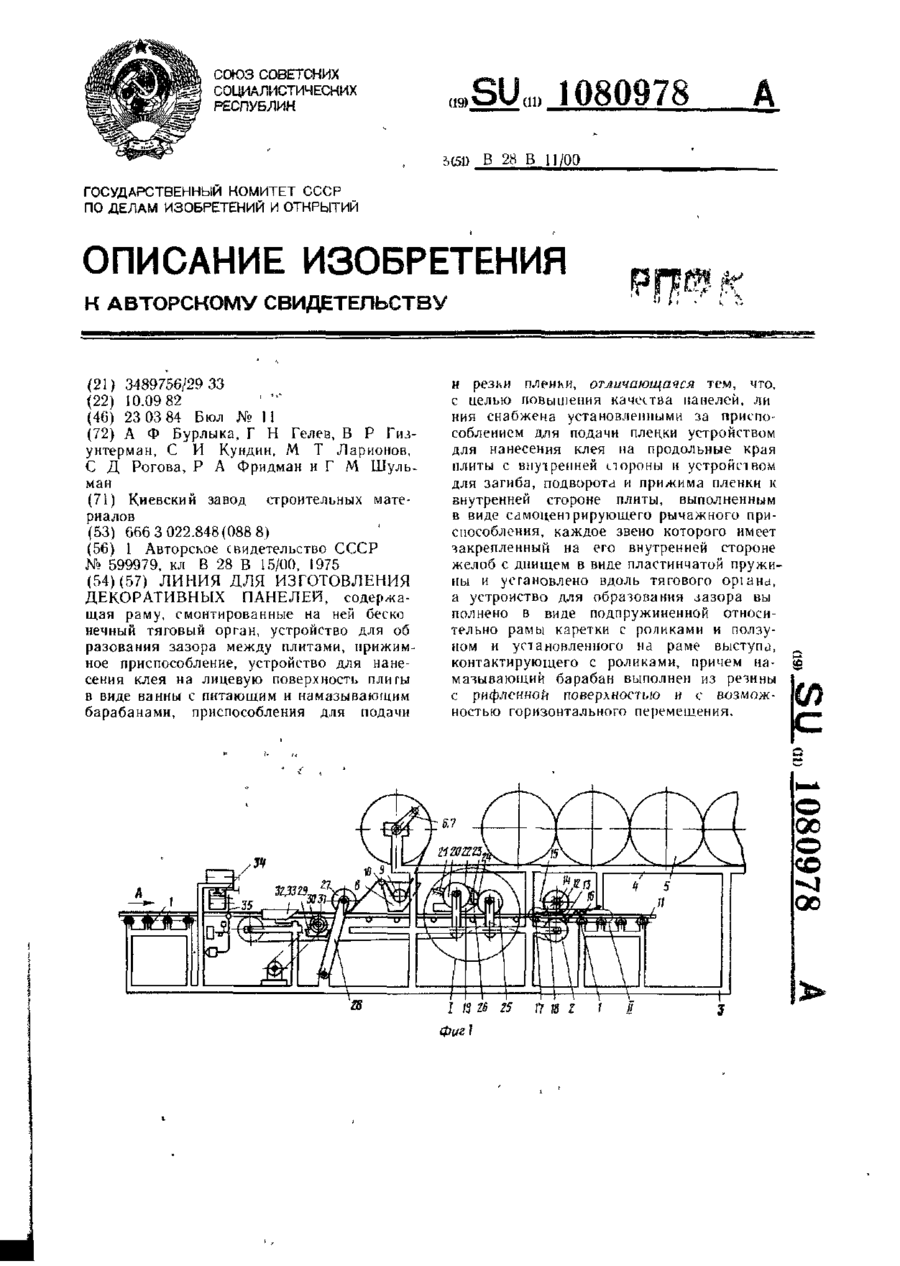
(57) Линия для изготовления декоративных панелей, содержащая раму, смонтированные на ней бесконечный тяговый орган, устройство для образования зазора между плитами, прижимное приспособление, устройство для нанесения клея на лицевую поверхность плиты в виде ванны с питающим и намазывающим барабанами, приспособления для подачии резки пленки, отличающаяся тем, что, с целью повышения качества панелей, линия снабжена установленными за...
Автоматична поточна лінія для виготовлення металевих листових кузовів
Номер патенту: 8353
Опубліковано: 29.03.1996
Автор: ФАТА ЮРОПІАН ГРУПП С.П.А.
МПК: B23K 37/04
Мітки: автоматична, виготовлення, металевих, лінія, поточна, кузовів, листових
Формула / Реферат:
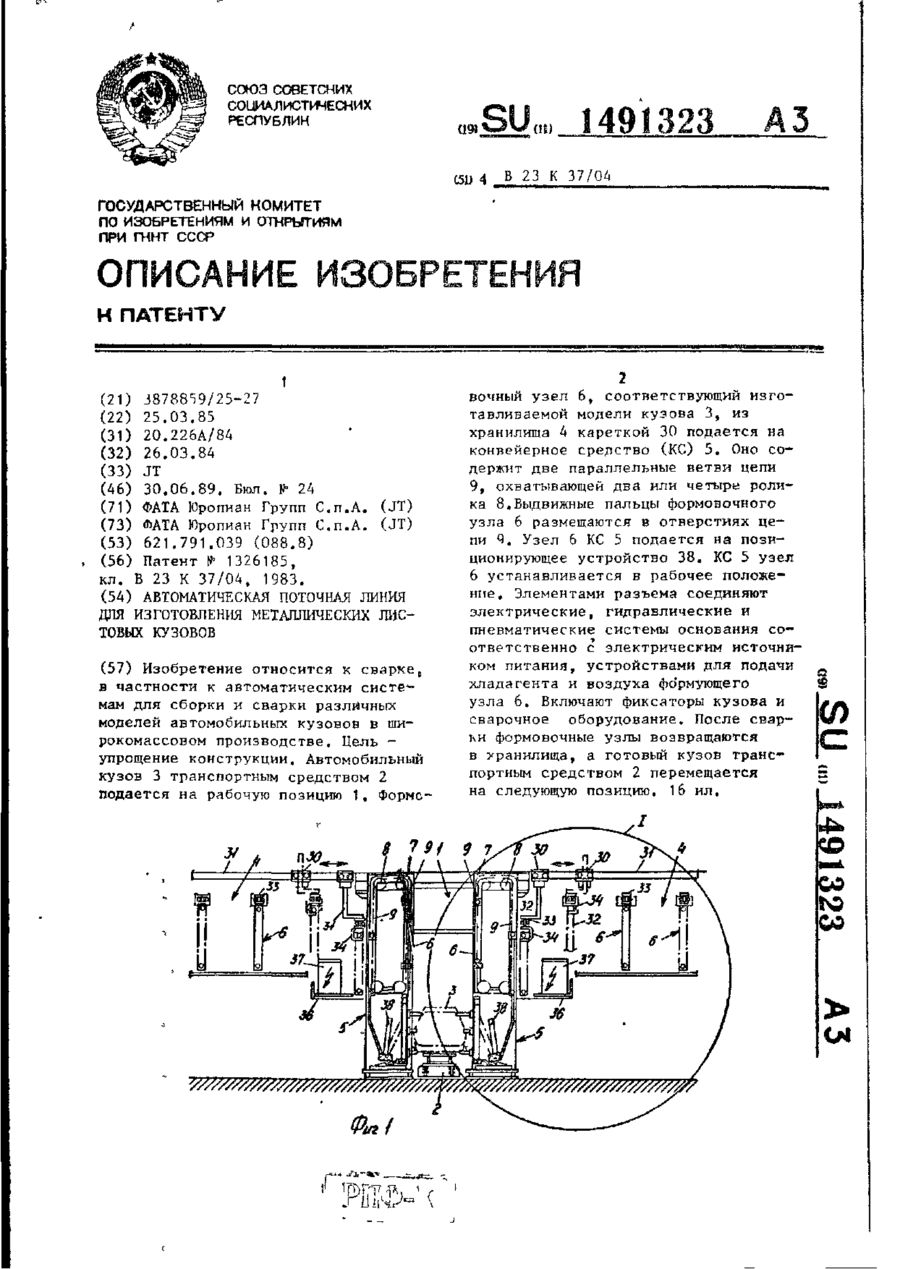
Автоматическая поточная линия для изготовления металлических листовых кузовов, преимущественно автомобильных, содержащая расположенные на основании рабочую позицию, хранил и та для формовочных узлов, выполненных в иидс рам с фиксаторами для элементов кузовов, двумя выдвижными пальцами и ориентирующими роликами, расположенное между хранилищами и рабочей позицией конвейерное средство для подачи из хранилищ к рабочей позиции с двух се сторон...
Автоматична лінія для виготовлення стержнів
Номер патенту: 1681
Опубліковано: 25.10.1994
Автори: Реуцький Станіслав Петрович, Ільїн Вячеслав Олексійович, Гончаров Олександр Терентійович, Воронін Юрій Федорович, Кошелев Віктор Іванович, Наугольний Анатолій Трохимович, Кривохіжин Микола Федорович, Юткало Раїса Афанасіївна
МПК: B22D 47/00
Мітки: автоматична, виготовлення, стержнів, лінія
Формула / Реферат:
Автоматическая линия для изготовления стержней, содержащая рабочую ветвь, состоящую из расположенных в технологической последовательности стержнеобразующего устройства, печи отверждения стержней, механизма разъема стержневого ящика и выталкивания стержней, механизма сборки стержневого ящика и выдачи стержней, подъемно-передающего устройства, отличающаяся тем, что, с целью расширения технологических возможностей и повышения...
Лінія для виготовлення звукопоглинаючих гіпсових плит
Номер патенту: 511
Опубліковано: 30.04.1993
Автори: Гелев Георгій Наумович, Фрідман Роман Аркадійович, Рогова Сара Давидовна, Ларіонов Михайло Тихонович, Бурлика Анатолій Пилипович
МПК: B28B 11/04, B28B 11/00, E04F 13/00
Мітки: гіпсових, плит, виготовлення, звукопоглинаючих, лінія
Формула / Реферат:
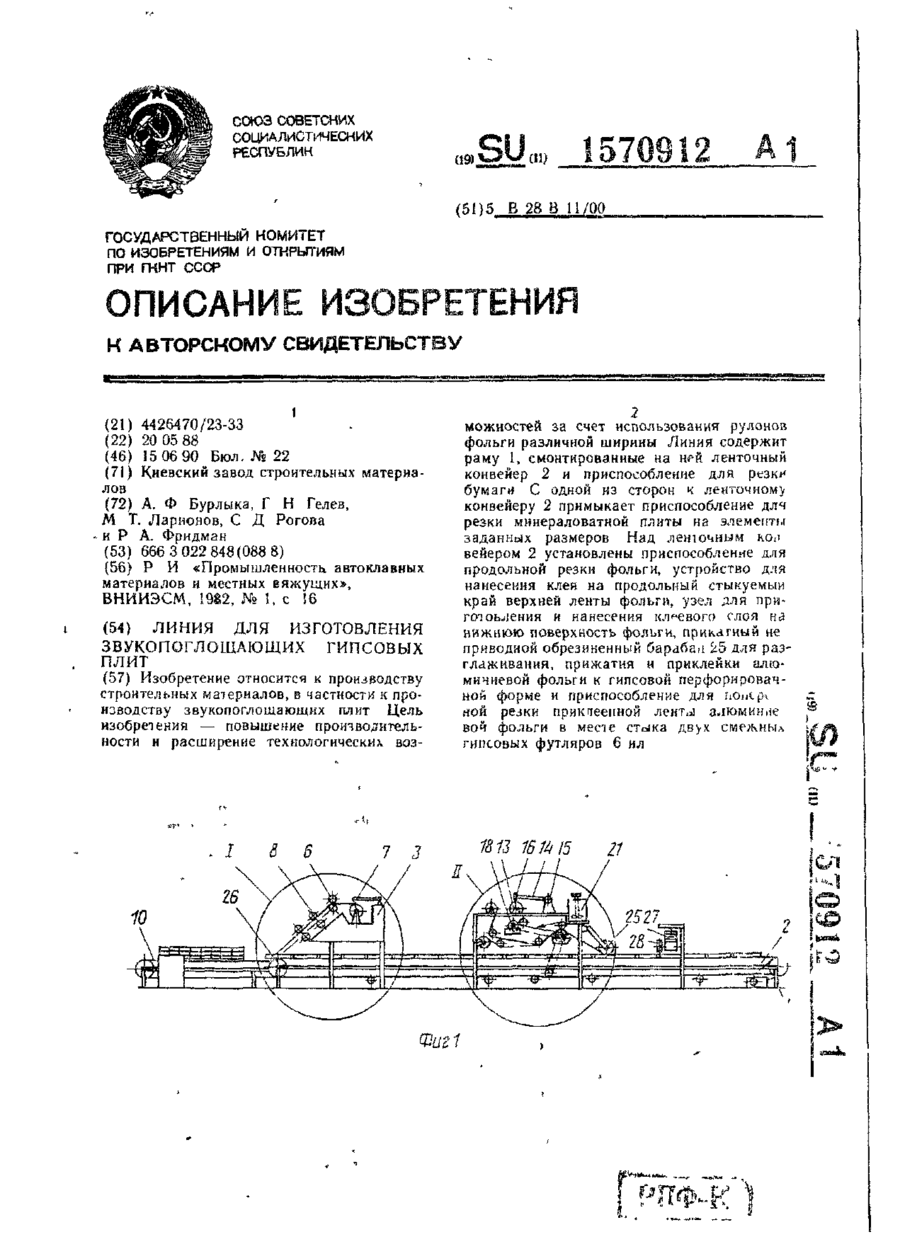
Ф о р м у л а и з о б р е т е н и я Линия для изготовления звукопоглощающих гипсовых плит, содержащая раму с установленным на ней бесконечным тяговым органом для подачи гипсовых форм, приспособления для поперечной резки бумаги и минерало-ватной плиты, узел для приготовления и нанесения клея и механизм подачи алюминиевой фольги, о т л и ч а ю щ а я с я тем, что, с целью повышения производительности и расширения технологических...
Лінія для нанесення плівкового покриття на панелі

Номер патенту: 510
Опубліковано: 30.04.1993
Автори: Бурлика Анатолій Пилипович, Кундін Станіслав Ісакович, Гелев Георгій Наумович, Фрідман Роман Аркадійович, Ларіонов Михайло Тихонович
МПК: E04F 13/00, B28B 11/04, B28B 11/00
Мітки: покриття, плівкового, нанесення, панелі, лінія
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Линия для нанесения пленочного покрытия на панели, содержащая раму и установленные на ней бесконечный тяговый орган, приспособления для подачи и резки пленочного покрытия, прижимной механизм, прикатное устройство в виде неприводного барабана, устройство для загиба, подворота и прижима покрытия к внутренней стороне панели, о т л и ч а ю щ а я с я тем, что, с целью повышения надежности работы линии...
Попередній патент: Сопло для трубчатої обертальної печі
Наступний патент: Вертикальна багатокамерна коксова піч безперервної дії
Випадковий патент: Спосіб одержання гліоксилових естерів або їх гідратів