Спосіб глибокого витягування порожнистих виробів в профільованій матриці
Номер патенту: 101348
Опубліковано: 10.09.2015
Автори: Олександренко Ярослав Сергійович, Куліков Іван Петрович, Калюжний Олександр Володимирович, Калюжний Володимир Леонідович

Формула / Реферат
Спосіб глибокого витягування в профільованій матриці, що включає встановлення заготовки в профільовану двоконусну матрицю з витягуванням пуансоном, який відрізняється тим, що деформацію виконують з розвантаженням області торця заготовки між виступами профілю матриці, при цьому діаметр виступів і крок їх розташування підбирають таким, що при розвантаженні зменшують тангенційні напруження, що виключає утворення меридіональних складок на здеформованій частині заготовки.
Текст
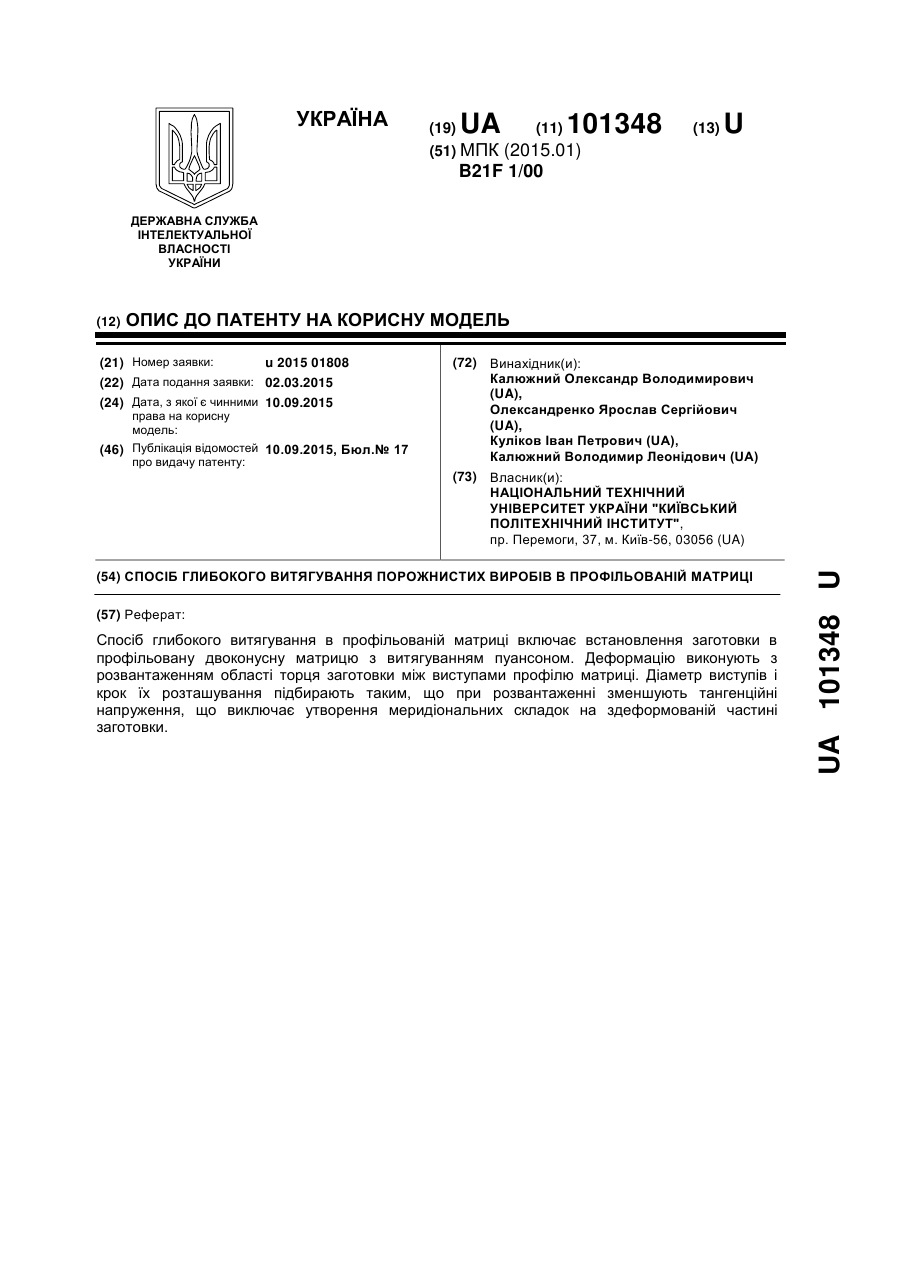
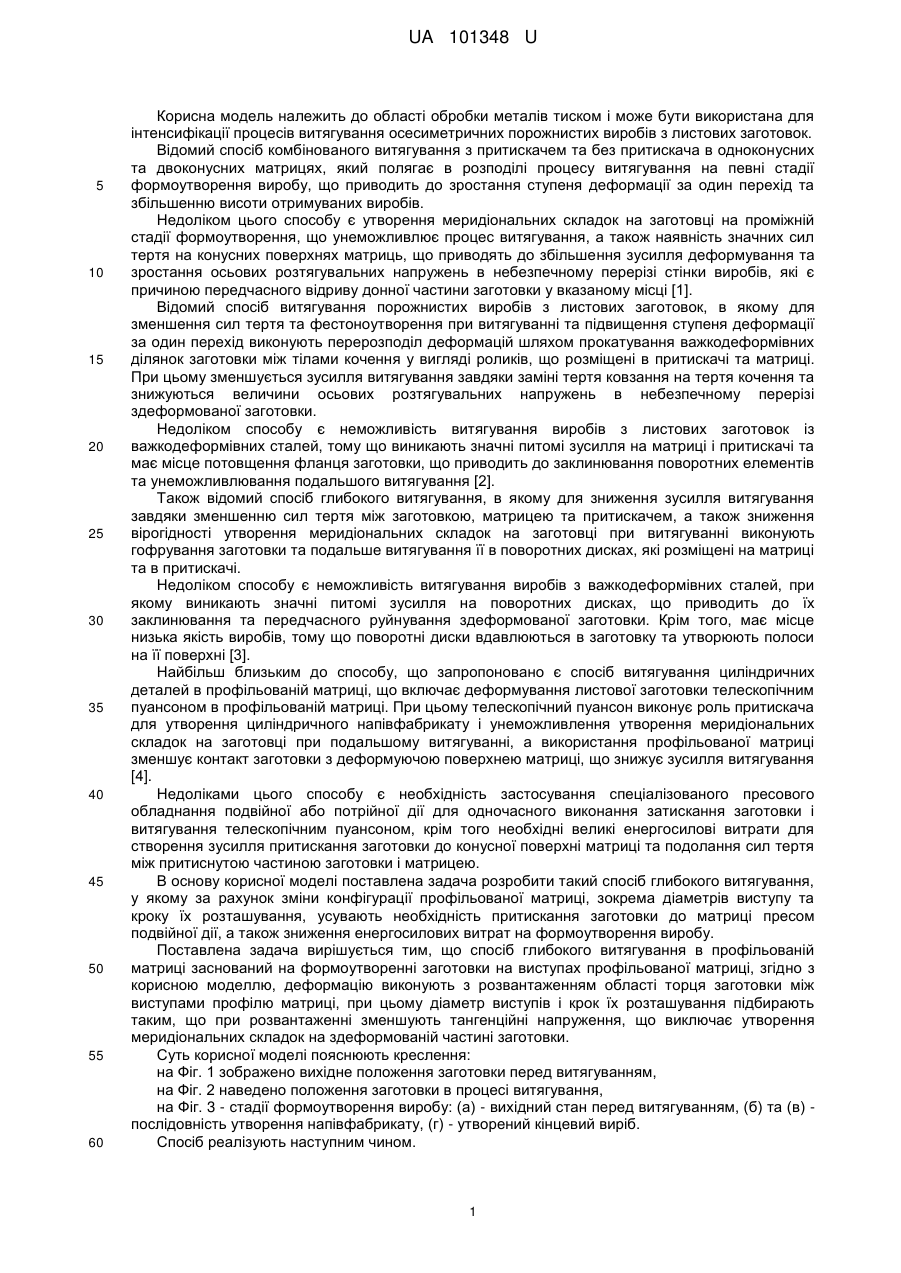
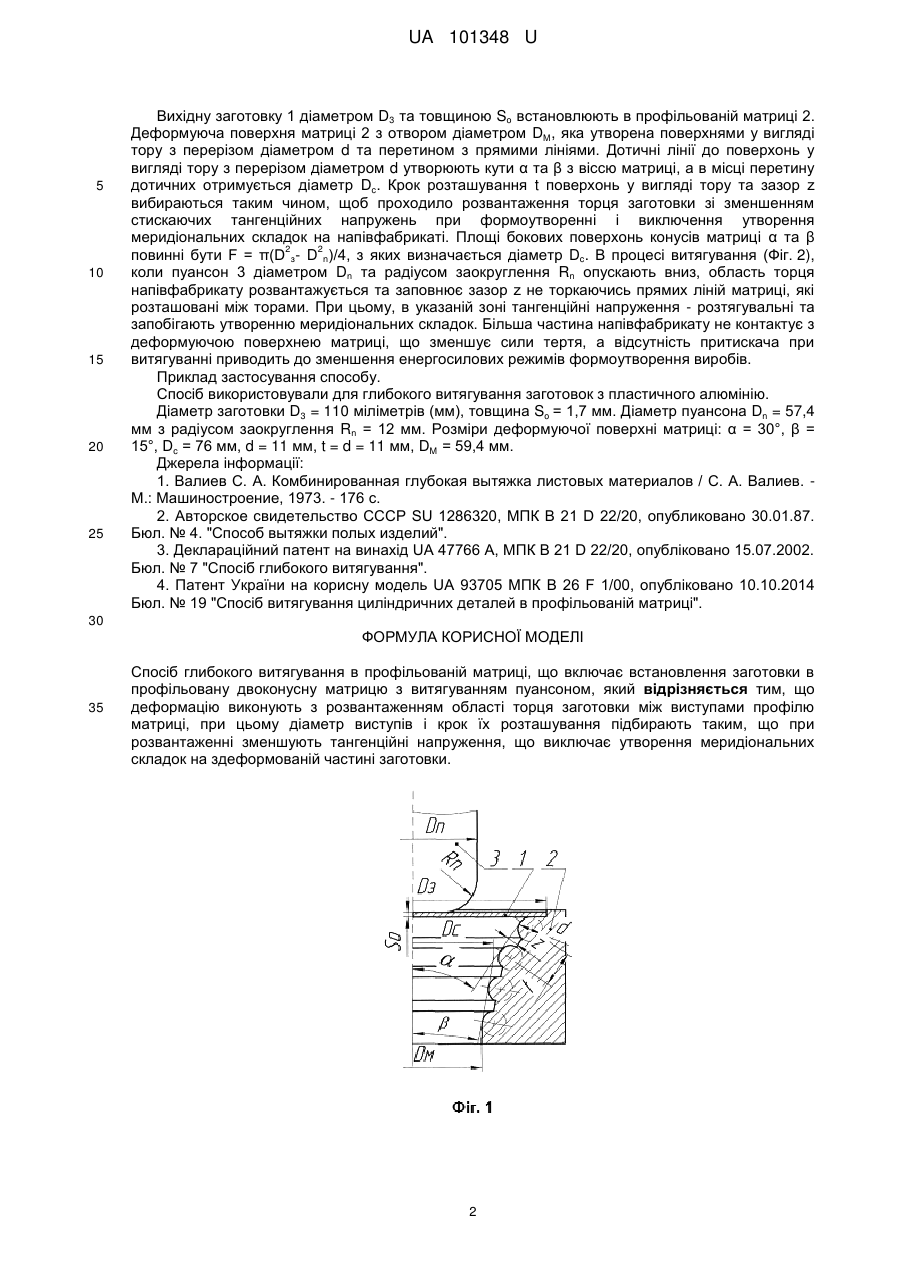
Реферат: Спосіб глибокого витягування в профільованій матриці включає встановлення заготовки в профільовану двоконусну матрицю з витягуванням пуансоном. Деформацію виконують з розвантаженням області торця заготовки між виступами профілю матриці. Діаметр виступів і крок їх розташування підбирають таким, що при розвантаженні зменшують тангенційні напруження, що виключає утворення меридіональних складок на здеформованій частині заготовки. UA 101348 U (12) UA 101348 U UA 101348 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області обробки металів тиском і може бути використана для інтенсифікації процесів витягування осесиметричних порожнистих виробів з листових заготовок. Відомий спосіб комбінованого витягування з притискачем та без притискача в одноконусних та двоконусних матрицях, який полягає в розподілі процесу витягування на певні стадії формоутворення виробу, що приводить до зростання ступеня деформації за один перехід та збільшенню висоти отримуваних виробів. Недоліком цього способу є утворення меридіональних складок на заготовці на проміжній стадії формоутворення, що унеможливлює процес витягування, а також наявність значних сил тертя на конусних поверхнях матриць, що приводять до збільшення зусилля деформування та зростання осьових розтягувальних напружень в небезпечному перерізі стінки виробів, які є причиною передчасного відриву донної частини заготовки у вказаному місці [1]. Відомий спосіб витягування порожнистих виробів з листових заготовок, в якому для зменшення сил тертя та фестоноутворення при витягуванні та підвищення ступеня деформації за один перехід виконують перерозподіл деформацій шляхом прокатування важкодеформівних ділянок заготовки між тілами кочення у вигляді роликів, що розміщені в притискачі та матриці. При цьому зменшується зусилля витягування завдяки заміні тертя ковзання на тертя кочення та знижуються величини осьових розтягувальних напружень в небезпечному перерізі здеформованої заготовки. Недоліком способу є неможливість витягування виробів з листових заготовок із важкодеформівних сталей, тому що виникають значні питомі зусилля на матриці і притискачі та має місце потовщення фланця заготовки, що приводить до заклинювання поворотних елементів та унеможливлювання подальшого витягування [2]. Також відомий спосіб глибокого витягування, в якому для зниження зусилля витягування завдяки зменшенню сил тертя між заготовкою, матрицею та притискачем, а також зниження вірогідності утворення меридіональних складок на заготовці при витягуванні виконують гофрування заготовки та подальше витягування її в поворотних дисках, які розміщені на матриці та в притискачі. Недоліком способу є неможливість витягування виробів з важкодеформівних сталей, при якому виникають значні питомі зусилля на поворотних дисках, що приводить до їх заклинювання та передчасного руйнування здеформованої заготовки. Крім того, має місце низька якість виробів, тому що поворотні диски вдавлюються в заготовку та утворюють полоси на її поверхні [3]. Найбільш близьким до способу, що запропоновано є спосіб витягування циліндричних деталей в профільованій матриці, що включає деформування листової заготовки телескопічним пуансоном в профільованій матриці. При цьому телескопічний пуансон виконує роль притискача для утворення циліндричного напівфабрикату і унеможливлення утворення меридіональних складок на заготовці при подальшому витягуванні, а використання профільованої матриці зменшує контакт заготовки з деформуючою поверхнею матриці, що знижує зусилля витягування [4]. Недоліками цього способу є необхідність застосування спеціалізованого пресового обладнання подвійної або потрійної дії для одночасного виконання затискання заготовки і витягування телескопічним пуансоном, крім того необхідні великі енергосилові витрати для створення зусилля притискання заготовки до конусної поверхні матриці та подолання сил тертя між притиснутою частиною заготовки і матрицею. В основу корисної моделі поставлена задача розробити такий спосіб глибокого витягування, у якому за рахунок зміни конфігурації профільованої матриці, зокрема діаметрів виступу та кроку їх розташування, усувають необхідність притискання заготовки до матриці пресом подвійної дії, а також зниження енергосилових витрат на формоутворення виробу. Поставлена задача вирішується тим, що спосіб глибокого витягування в профільованій матриці заснований на формоутворенні заготовки на виступах профільованої матриці, згідно з корисною моделлю, деформацію виконують з розвантаженням області торця заготовки між виступами профілю матриці, при цьому діаметр виступів і крок їх розташування підбирають таким, що при розвантаженні зменшують тангенційні напруження, що виключає утворення меридіональних складок на здеформованій частині заготовки. Суть корисної моделі пояснюють креслення: на Фіг. 1 зображено вихідне положення заготовки перед витягуванням, на Фіг. 2 наведено положення заготовки в процесі витягування, на Фіг. 3 - стадії формоутворення виробу: (а) - вихідний стан перед витягуванням, (б) та (в) послідовність утворення напівфабрикату, (г) - утворений кінцевий виріб. Спосіб реалізують наступним чином. 1 UA 101348 U 5 10 15 20 25 Вихідну заготовку 1 діаметром D3 та товщиною So встановлюють в профільованій матриці 2. Деформуюча поверхня матриці 2 з отвором діаметром DM, яка утворена поверхнями у вигляді тору з перерізом діаметром d та перетином з прямими лініями. Дотичні лінії до поверхонь у вигляді тору з перерізом діаметром d утворюють кути α та β з віссю матриці, а в місці перетину дотичних отримується діаметр Dc. Крок розташування t поверхонь у вигляді тору та зазор z вибираються таким чином, щоб проходило розвантаження торця заготовки зі зменшенням стискаючих тангенційних напружень при формоутворенні і виключення утворення меридіональних складок на напівфабрикаті. Площі бокових поверхонь конусів матриці α та β 2 2 повинні бути F = π(D з- D n)/4, з яких визначається діаметр Dc. В процесі витягування (Фіг. 2), коли пуансон 3 діаметром Dn та радіусом заокруглення Rn опускають вниз, область торця напівфабрикату розвантажується та заповнює зазор z не торкаючись прямих ліній матриці, які розташовані між торами. При цьому, в указаній зоні тангенційні напруження - розтягувальні та запобігають утворенню меридіональних складок. Більша частина напівфабрикату не контактує з деформуючою поверхнею матриці, що зменшує сили тертя, а відсутність притискача при витягуванні приводить до зменшення енергосилових режимів формоутворення виробів. Приклад застосування способу. Спосіб використовували для глибокого витягування заготовок з пластичного алюмінію. Діаметр заготовки D3 = 110 міліметрів (мм), товщина So = 1,7 мм. Діаметр пуансона Dn = 57,4 мм з радіусом заокруглення Rn = 12 мм. Розміри деформуючої поверхні матриці: α = 30°, β = 15°, Dc = 76 мм, d = 11 мм, t = d = 11 мм, DM = 59,4 мм. Джерела інформації: 1. Валиев С. А. Комбинированная глубокая вытяжка листовых материалов / С. А. Валиев. М.: Машиностроение, 1973. - 176 с. 2. Авторское свидетельство СССР SU 1286320, МПК В 21 D 22/20, опубликовано 30.01.87. Бюл. № 4. "Способ вытяжки полых изделий". 3. Деклараційний патент на винахід UA 47766 А, МПК В 21 D 22/20, опубліковано 15.07.2002. Бюл. № 7 "Спосіб глибокого витягування". 4. Патент України на корисну модель UA 93705 МПК В 26 F 1/00, опубліковано 10.10.2014 Бюл. № 19 "Спосіб витягування циліндричних деталей в профільованій матриці". 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Спосіб глибокого витягування в профільованій матриці, що включає встановлення заготовки в профільовану двоконусну матрицю з витягуванням пуансоном, який відрізняється тим, що деформацію виконують з розвантаженням області торця заготовки між виступами профілю матриці, при цьому діаметр виступів і крок їх розташування підбирають таким, що при розвантаженні зменшують тангенційні напруження, що виключає утворення меридіональних складок на здеформованій частині заготовки. 2 UA 101348 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21F 1/00
Мітки: матриці, порожнистих, профільований, виробів, глибокого, спосіб, витягування
Код посилання
<a href="https://ua.patents.su/5-101348-sposib-glibokogo-vityaguvannya-porozhnistikh-virobiv-v-profilovanijj-matrici.html" target="_blank" rel="follow" title="База патентів України">Спосіб глибокого витягування порожнистих виробів в профільованій матриці</a>
Спосіб витягування циліндричних деталей в профільованій матриці
Номер патенту: 93705
Опубліковано: 10.10.2014
Автори: Гайкова Тетяна Владиславівна, Калюжний Володимир Леонідович, Пузир Руслан Григорович, Аргат Роман Григорович, Драгобецький Володимир В'ячеславович
МПК: B26F 1/00
Мітки: деталей, профільований, циліндричних, витягування, матриці, спосіб
Формула / Реферат:
Спосіб витягу циліндричних деталей в профільованій матриці, який заснований на деформації заготовки телескопічним пуансоном, який відрізняється тим, що на першому етапі деформації заготовка притискається першим ступенем пуансона по другому ступеню матриці, що формує поріг перетяжки і крім того, нахил другого ступеня матриці має кут нахилу a1 деформуючої поверхні більший, ніж кут нахилу верхнього конуса а з метою забезпечення достатніх зусиль...
Матриця для витягування порожнистих виробів з косим дном
Номер патенту: 37399
Опубліковано: 25.11.2008
Автори: Лісовий Максим Олегович, Діамантопуло Костянтин Костянтинович, Тихонський Олександр Адамович
МПК: B21J 13/02
Мітки: дном, витягування, виробів, косим, матриця, порожнистих
Формула / Реферат:
Матриця для витягування виробів з косим дном, що містить корпус з паралельними опорними робочими поверхнями, робоче вікно для витягування, радіусну робочу кромку та циліндричний робочий поясок, яка відрізняється тим, що висота робочого пояска виконана змінною по периметру робочого вікна матриці - меншої висоти пояска з боку більшої висоти виробу і більшої висоти пояска з боку меншої висоти виробу.
Штамп для витягування порожнистих виробів з косим дном
Номер патенту: 32577
Опубліковано: 26.05.2008
Автори: Тихонський Олександр Адамович, Діамантопуло Констянтин Констянтинович, Лісовий Максим Олегович
МПК: B21J 13/02
Мітки: штамп, косим, дном, виробів, порожнистих, витягування
Формула / Реферат:
1. Штамп для витягування порожнистих виробів з косим дном, що містить верхню плиту, до якої прикріплений пуансон з косою робочою поверхнею та притискне кільце, і матрицю, закріплену на нижній плиті, який відрізняється тим, що на торці робочої частини виконані виступи, обумовлені формою дна штампованої деталі, а неробоча частина пуансона виконана потовщеною на величину діаметрального зазору між пуансоном і матрицею.2. Штамп за п. 1,...
Штамп для витягування порожнистих виробів
Номер патенту: 31868
Опубліковано: 25.04.2008
Автори: Діамантопуло Констянтин Констянтинович, Лісовий Максим Олегович, Тихонський Олександр Адамович
МПК: B21J 13/02
Мітки: виробів, порожнистих, штамп, витягування
Формула / Реферат:
Штамп для витягування порожнистих виробів з листової заготовки, що містить верхню плиту, до якої прикріплений пуансон та притискне кільце, і матрицю, закріплену на нижній плиті, який відрізняється тим, що товщина неробочої радіальної частини пуансона виконана більшою на величину діаметрального зазору між пуансоном і матрицею.
Спосіб глибокого витягування
Номер патенту: 47766
Опубліковано: 15.07.2002
Автори: Майоров Геннадій Іванович, Коробко Тамара Борисовна, Майоров Дмитро Геннадійович, Луценко Віктор Олександрович
МПК: B21D 22/20
Мітки: глибокого, витягування, спосіб
Формула / Реферат:
Спосіб глибокого витягування, що включає гофрування фланцевої зони, притиск до фланця і витягування, який відрізняється тим, що на фланцевій частині витягують кільцеві гофри між поворотними дисками радіуса r і волочильними ребрами того ж радіуса, при цьому зазор між ними складає 1-1,2 товщини заготовки, а кільцеві гофри формують з періодом 2(2r + S0) і амплітудою, рівною 2(r + S0), де r - радіус скруглення робочого отвору витяжної матриці,...
Попередній патент: Апарат для нарізання чипсів
Наступний патент: Пневматичний двигун турбінного типу з регулюючим елементом для високошвидкісного шпиндельного вузла
Випадковий патент: Спосіб експресної оцінки радіоактивних аерозолів