Формуюча головка екструдера з регульованим перепадом тиску
Номер патенту: 102027
Опубліковано: 12.10.2015
Автори: Носко Сергій Вікторович, Шевчук Олександр Анатолійович
Формула / Реферат
Формуюча головка екструдера з регульованим перепадом тиску, що містить корпус, закріплену в ньому за допомогою пустотілих утримувачів фільєру, яка має сегментні сектори, що охоплюють пружний елемент, яка відрізняється тим, що пружний елемент фільєри виконаний з можливістю автоматичного регулювання прохідного перерізу дроселюючих каналів фільєри при деформації сегментних секторів, а в корпусі головки закріплена гнучка хвильова оболонка, яка утворює з конусною поверхнею фільєри кільцевий канал, гідравлічний опір в якому має можливість змінюватись при деформації мембрани.
Текст
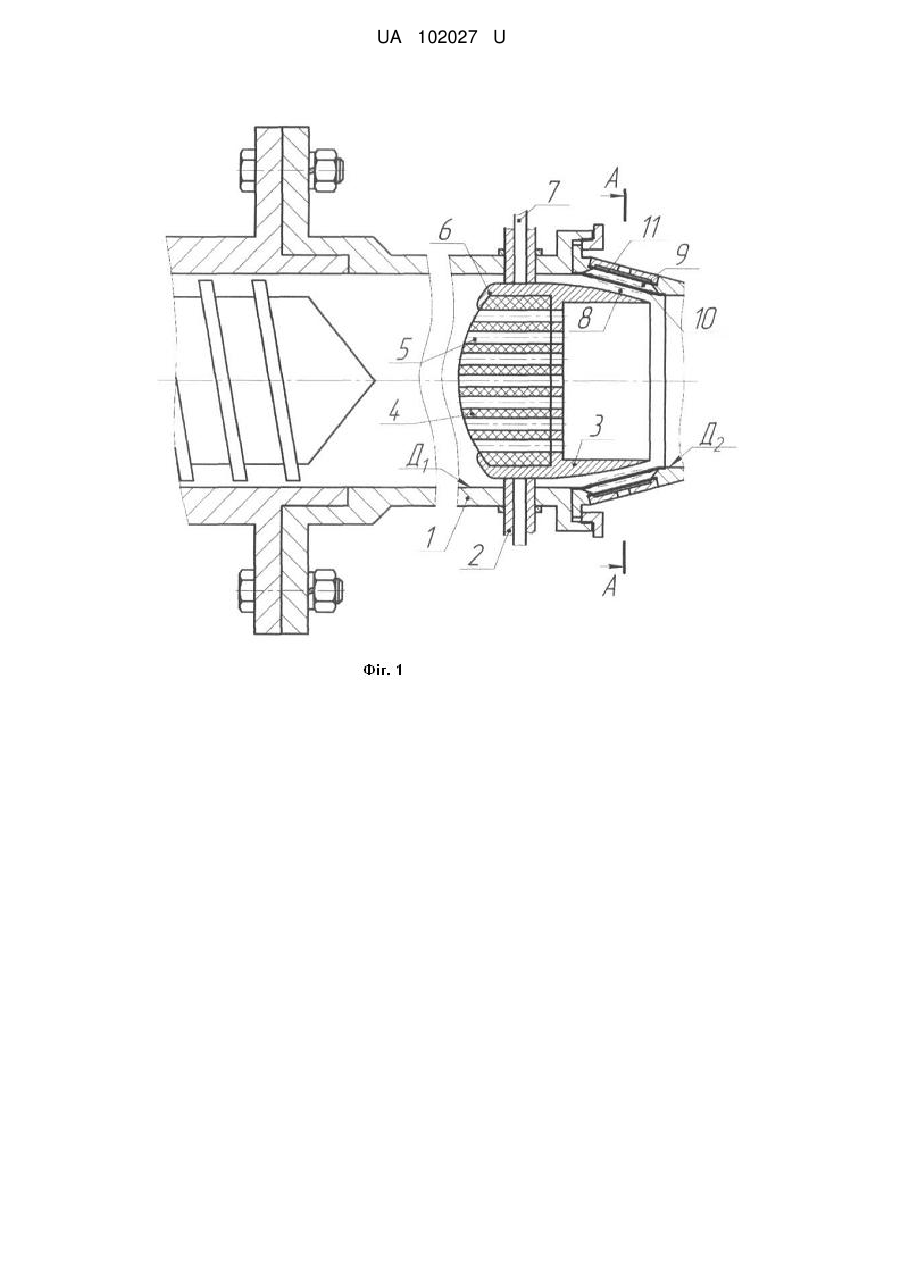
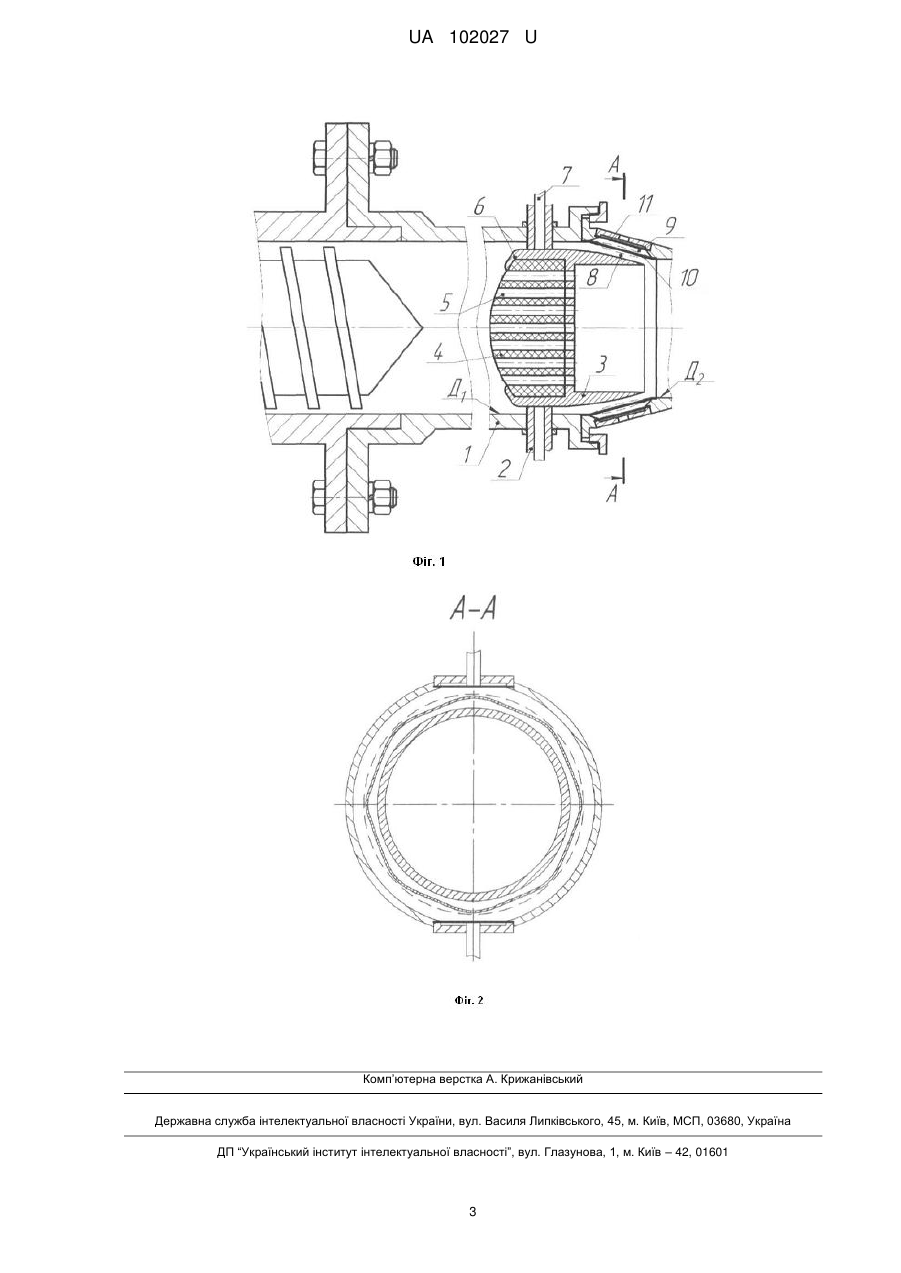
Реферат: UA 102027 U UA 102027 U 5 10 15 20 25 30 35 40 45 50 55 Заявлена корисна модель належить до обладнання для переробки пастоподібних матеріалів, наприклад каталізаторних мас при їх гранулюванні, і може бути застосована в хімічній, нафтохімічній, харчовій та будівельній промисловості. Відома "Екструзійна головка для гранулювання пастоподібних матеріалів" [Пат. РФ № 2205104. МПК В29В9/06; В29С47/30 від 27.05.2003], яка складається з фільєри, випукла поверхня якої направлена в бік входу матеріалу, спрофільована по квадратичній параболі, а формуючі канали мають змінну довжину, яка зменшується від центру фільєри до її країв. Діаметр отворів фільєри задається потребами конкретного технологічного процесу. Недоліком відомої екструзійної головки є відсутність можливості автоматичного регулювання прохідного перерізу дроселюючих каналів (величини перепаду тиску) при порушенні сталого режиму роботи екструдера (пульсації продуктивності і тиску в разі наявності нерівномірності в суміші) або зміни режиму роботи при зміні складу суміші. Крім того, відома екструзійна головка призначена тільки для переробки одного виду матеріалу (триполіфосфату натрію), тобто є вузькоспеціалізованою, що обмежує область її використання. Відома, також "Екструзійна головка для виготовлення трубчастих полімерних виробів" [А.с. 722777, МПК B29F3/04, від 25.03.1980], що включає корпус, в якому виконані кільцеві канали, з'єднані з джерелом подачі полімеру (робочою камерою) і об'єднані на виході в кільцеву фільєру, дорн і розподільник полімеру, виготовлені у вигляді перфорованого диска з можливістю повороту і сполучення кільцевих каналів з джерелом подачі полімеру через отвори в ньому. Недоліком цього пристрою є відсутність можливості автоматичного регулювання тиску розплаву полімеру (виставлення заданого профілю проводиться оператором вручну) на виході з робочої камери екструдера, що призводить до надмірного перегріву матеріалу, а отже, до погіршення якості одержуваного екструдату внаслідок нестабільності процесу екструзії. Найбільш близькою по технічній суті і досягуваному ефекту є "Система функціонального управління черв'ячним екструдером", [Пат. РФ 2353518, МПК В29С47/92, від 28.01.2008] в якій за допомогою підвідних і відвідних трубок здійснюється циркуляція масла під тиском через внутрішню замкнуту порожнину, утворену гнучкою оболонкою і корпусом фільєри. Під дією спадаючого або зростаючого внутрішнього тиску масла хвилеподібна гнучка оболонка займає нове положення, змінюючи при цьому прохідний переріз кінцевої ділянки головки екструдера. Недоліком найближчого аналога є складність підтримки заданого тиску в замкнутій порожнині через зміну в'язкості і плинності масла при його циркуляції в області нагрітого корпусу головки. Крім того, такий процес стабілізації тиску має значну інерційність, вимагає використання насосної станції і регулюючих гідроапаратів, що збільшує енергетичні витрати процесу екструзії. В основу запропонованої корисної моделі поставлено задачу стабілізації перепаду тиску в формуючій головці екструдера при зміні технологічних параметрів процесу екструдування, за рахунок автоматичного регулювання прохідних перерізів дроселюючих формуючих каналів. Поставлена задача вирішується за рахунок того, що формуюча головка екструдера з регульованим перепадом тиску містить корпус, закріплену в ньому за допомогою пустотілих утримувачів фільєру, яка має сегментні сектори, що охоплюють пружний елемент, пружний елемент фільєри при деформації сегментних секторів автоматично регулює прохідний переріз дроселюючих каналів фільєри, а конусна поверхня фільєри утворює з корпусом головки кільцевий канал, гідравлічний опір якого змінюється гнучкою хвильовою оболонкою при деформації мембрани. На фіг. 1 показаний поздовжній розріз каналу формуючої головки з регульованим опором, на фіг. 2 розріз А-А головки з регульованим опором. Новим є те, що пружний елемент фільєри при деформації сегментних секторів автоматично регулює прохідний переріз дроселюючих каналів фільєри, а конусна поверхня фільєри утворює з корпусом головки кільцевий канал, гідравлічний опір якого змінюється гнучкою хвильовою оболонкою при деформації мембрани. Формуюча головка складається з корпусу 1 з розміщеною в ньому за допомогою пустотілих утримувачів 2 фільєри 3. У корпусі фільєри розміщений пружний елемент 4, який має дроселюючі канали 5 змінної довжини. Сегментні сектори 6, що охоплюють пружний елемент 4, мають можливість деформуватися при радіальному переміщенні штока 7 в пустотілому тримачі від зусилля створюваного гідроциліндром системи регулювання (на фіг. 1 не показаний). Конічна поверхня фільєри 8 утворює з гнучкою хвильовою оболонкою 10, закріпленою в корпусі головки, конічний кільцевий дроселюючий канал. Внутрішня замкнута порожнина 9 між гнучкою оболонкою і мембраною 11, що сприймає зусилля від штока гідроциліндра, заповнена 1 UA 102027 U 5 10 15 20 25 30 35 силіконовою рідиною. Датчики тиску, позначені на фіг. 1 (стрілками Д1 і Д2) розміщені в корпусі фільєри. Формуюча головка екструдера з регульованим перепадом тиску працює таким чином. Сировина, що переробляється, під дією температури і тиску, який створюється шнеком екструдера перетворюється в пластичну масу і подається в предматричну камеру формуючої головки. Внаслідок того, що випукла поверхня (форма квадратичної параболи) пружного елемента, спрямована в бік входу матеріалу, а дроселюючі канали мають різну довжину, що зменшується від осі фільєри в радіальному напрямку, внаслідок чого відбувається вирівнювання поперечного градієнта тиску і ліквідується кутова компонента швидкості (закрутка потоку викликана обертанням шнека). В випадку перебільшення максимально допустимої величини тиску в предматричній зоні відбувається радіальне (відносно до осі формуючої головки) переміщення штока в пустотілому тримачі, що призводить до деформації сегментних секторів і зміни поперечного перерізу дроселюючих каналів пружного елемента 4. Крім того, перепад тиску в формуючій головці регулюється також зміною площі поперечного перерізу кільцевого конічного каналу. При утворенні застійних зон матеріалу перед фільєрою шток гідроциліндра деформує мембрану, внаслідок чого тиск у замкнутій порожнині змінюється і гнучка хвилеподібна оболонка займає відповідне положення, збільшуючи при цьому прохідний переріз кільцевого конічного каналу формуючої головки. Все це створює умови для формування потоку матеріалу, що переробляється з рівномірним розподілом швидкостей по перерізу і стабілізованим перепадом тиску в головці, що сприяє отриманню виробів високої якості. Порушення сталого режиму роботи екструдера (пульсації продуктивності і тиску), зміна складу і реологічних властивостей сировини, що переробляється, призводить до дестабілізації тиску в формуючій головці і вимагає оперативного впливу, пов'язаного зі зміною площі поперечних перерізів дроселюючих каналів фільєри. При виході величини тиску в передматричній порожнині головки, з діапазону робочого інтервалу датчики тиску Д1 і Д2 формують відповідний електричний сигнал, який надходить в контролер мехатронної системи регулювання. Модулі електронної апаратури регулювання генерують керуючий сигнал, який надходить на гідроциліндри з електропропорційним керуванням, що взаємодіють з сегментними секторами (плоскими пружинами), змінюючи при цьому площу прохідного перерізу дроселюючих каналів пружного елемента фільєри. Отримані в ході досліджень аналітичні та експериментальні дані підтвердили удосконалення конструкції формуючої головки, яка забезпечує оптимальні гідродинамічні умови течій маси, що переробляється в дроселюючих каналах [див. Носко С.В., Шевчук А.А. стаття "Механотронная система автоматического регулирования перепада давления в формующей головке экструдера". Весник НТУУ "КПИ". Машиностроение. - 2014. Вып. 2(71) - с. 12-18.] ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Формуюча головка екструдера з регульованим перепадом тиску, що містить корпус, закріплену в ньому за допомогою пустотілих утримувачів фільєру, яка має сегментні сектори, що охоплюють пружний елемент, яка відрізняється тим, що пружний елемент фільєри виконаний з можливістю автоматичного регулювання прохідного перерізу дроселюючих каналів фільєри при деформації сегментних секторів, а в корпусі головки закріплена гнучка хвильова оболонка, яка утворює з конусною поверхнею фільєри кільцевий канал, гідравлічний опір в якому має можливість змінюватись при деформації мембрани. 2 UA 102027 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 47/16
Мітки: тиску, регульованим, формуюча, перепадом, екструдера, головка
Код посилання
<a href="https://ua.patents.su/5-102027-formuyucha-golovka-ekstrudera-z-regulovanim-perepadom-tisku.html" target="_blank" rel="follow" title="База патентів України">Формуюча головка екструдера з регульованим перепадом тиску</a>
Формуюча головка екструдера
Номер патенту: 100178
Опубліковано: 10.07.2015
Автори: Двойнос Ярослав Григорович, Назарчук Володимир Валерійович
МПК: B29C 47/12, B29C 47/00, B29C 47/70
Мітки: головка, екструдера, формуюча
Формула / Реферат:
Формуюча головка екструдера, що містить корпус, проміжну матрицю, матрицю, решітку та дорн, яка відрізняється тим, що додатково введено проміжний дорн.
Формуюча головка екструдера для виготовлення спінених блоків з полістиролу
Номер патенту: 5310
Опубліковано: 15.03.2005
Автори: Новицька Тамара Михайлівна, Хцинський Ростислав Ростиславович
МПК: B29C 47/58
Мітки: екструдера, виготовлення, спінених, полістиролу, головка, формуюча, блоків
Формула / Реферат:
1. Формуюча головка екструдера, що містить корпус, приєднаний до екструдера, формуючі губки і розподільники розплаву, встановлені в робочому каналі, яка відрізняється тим, що корпус головки виконаний збірним і складається з двох частин, на вході і виході яких встановлені роздільні решітки, що утворюють окремі камери з встановленими в них розподільниками, які в першій камері мають вигляд пакета гофрованих пластин, а в другій - конусних штирів,...
Формуюча головка екструдера
Номер патенту: 4224
Опубліковано: 17.01.2005
Автори: Новицька Тамара Михайлівна, Хцинський Ростислав Ростиславович, Лукашова Вікторія Володимирівна
МПК: B29C 47/00
Мітки: екструдера, головка, формуюча
Формула / Реферат:
Формуюча головка екструдера, що містить встановлені на осі з можливістю обертання матрицю і дорн з виконаною на ньому нарізкою, які утворюють між собою робочий канал течії розплаву і мають на вихідних кінцях фільєри з каналами виходу розплаву, яка відрізняється тим, що канал течії розплаву перед фільєрами матриці і дорна утворює накопичувальну порожнину, в яку виступають прилеглі вінці фільєр і стінки якої виконані з послідовно розміщеними...
Формуюча головка екструдера
Номер патенту: 66459
Опубліковано: 17.05.2004
Автори: Хцинський Ростислав Ростиславович, Новицька Тамара Михайлівна
МПК: B29C 47/12
Мітки: формуюча, головка, екструдера
Формула / Реферат:
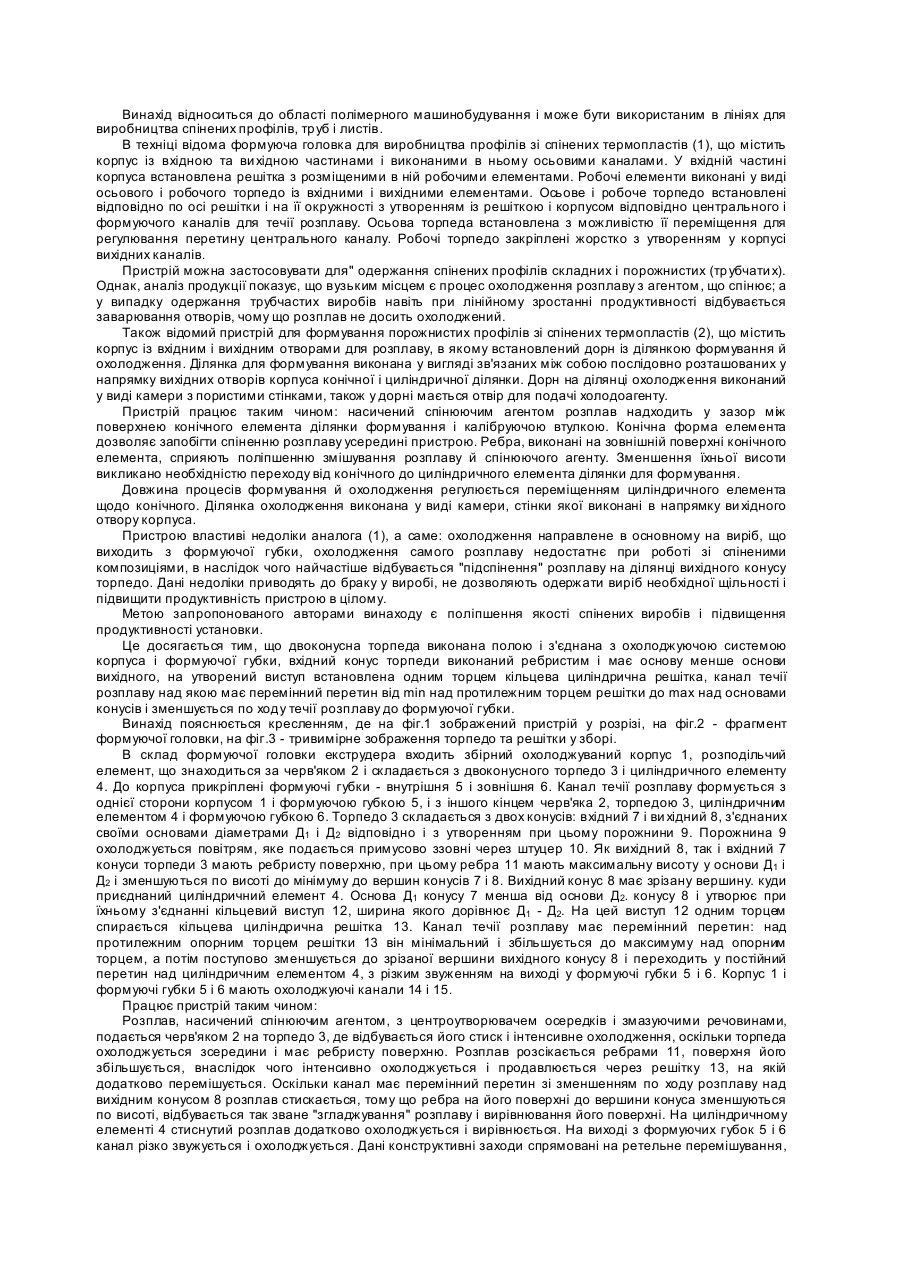
Формуюча головка екструдера, яка містить корпус з формуючими губками, систему їх охолодження, розподільний елемент, встановлений в каналі руху розплаву, який являє собою з'єднане основами двоконусне торпедо з вхідним та вихідним конусами, вихідний конус має ребристу поверхню і жорстко з'єднаний своєю зрізаною вершиною з циліндричним елементом, а канал руху розплаву над ним має постійний переріз, яка відрізняється тим, що двоконусне торпедо...
Головка екструдера
Номер патенту: 418
Опубліковано: 11.10.1999
Автори: Зверлін Валерій Григорович, Кияниця Євген Володимирович, Дяченко Володимир Миколайович, Міщенко Віталій Олександрович, Никитюк Олександр Євгенович, Алікперов Алі Магеррамович, Жемгуліс Казімір Юстинович
МПК: B29C 47/20
Мітки: головка, екструдера
Формула / Реферат:
Головка екструдера, яка містить корпус з вхідним і вихідним отворами і встановленим в ньому дорнотрішачем із спіральними розподільними канавками, дорном і матрицею, що утворюють робочий кільцевий канал із розташованою перед вихідним отвором формувальною дільницею, яка відрізняється тим, що дорн і матриця споряджені змінними формувальними інструментами, а довжина формувальної дільниці дорівнює не менше, ніж 20 товщинам стінки трубк, що...
Попередній патент: Спосіб визначення можливої тяжкості перебігу тропічної малярії (тм) у осіб з немалярійної зони
Наступний патент: Випаровувач комбінованої системи теплопередачі випаровувально-конденсаційного типу з титану та його сплавів
Випадковий патент: Розвантажувальний нагрудник