Спосіб виправлення кінцевої кривизни труб
Номер патенту: 102594
Опубліковано: 10.11.2015
Автори: Мосьпан Наталія Миколаївна, Король Радомір Миколайович, Куценко Олександр Михайлович, Гладкий Юрій Олександрович, Сивокозов Валерій Сергійович
Формула / Реферат
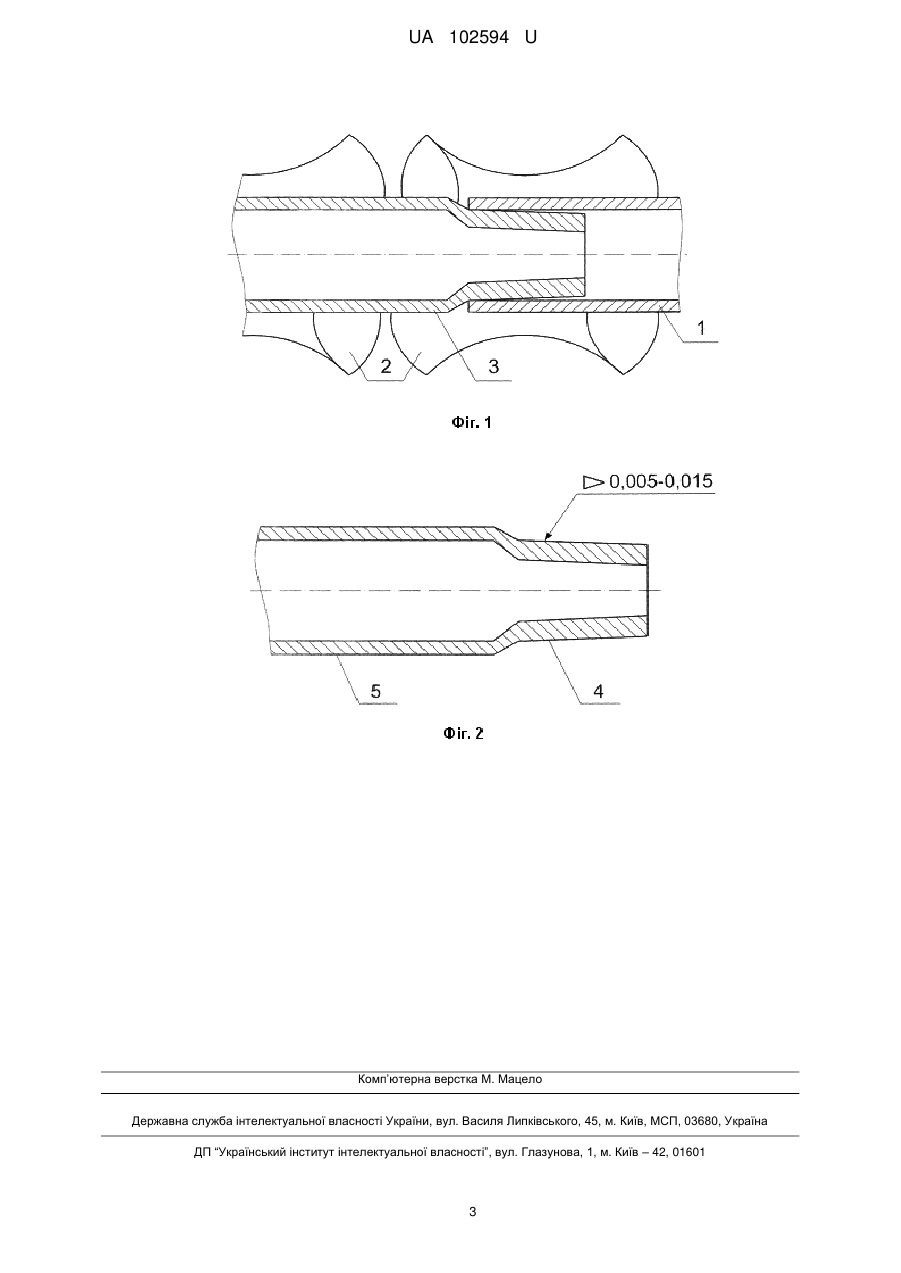
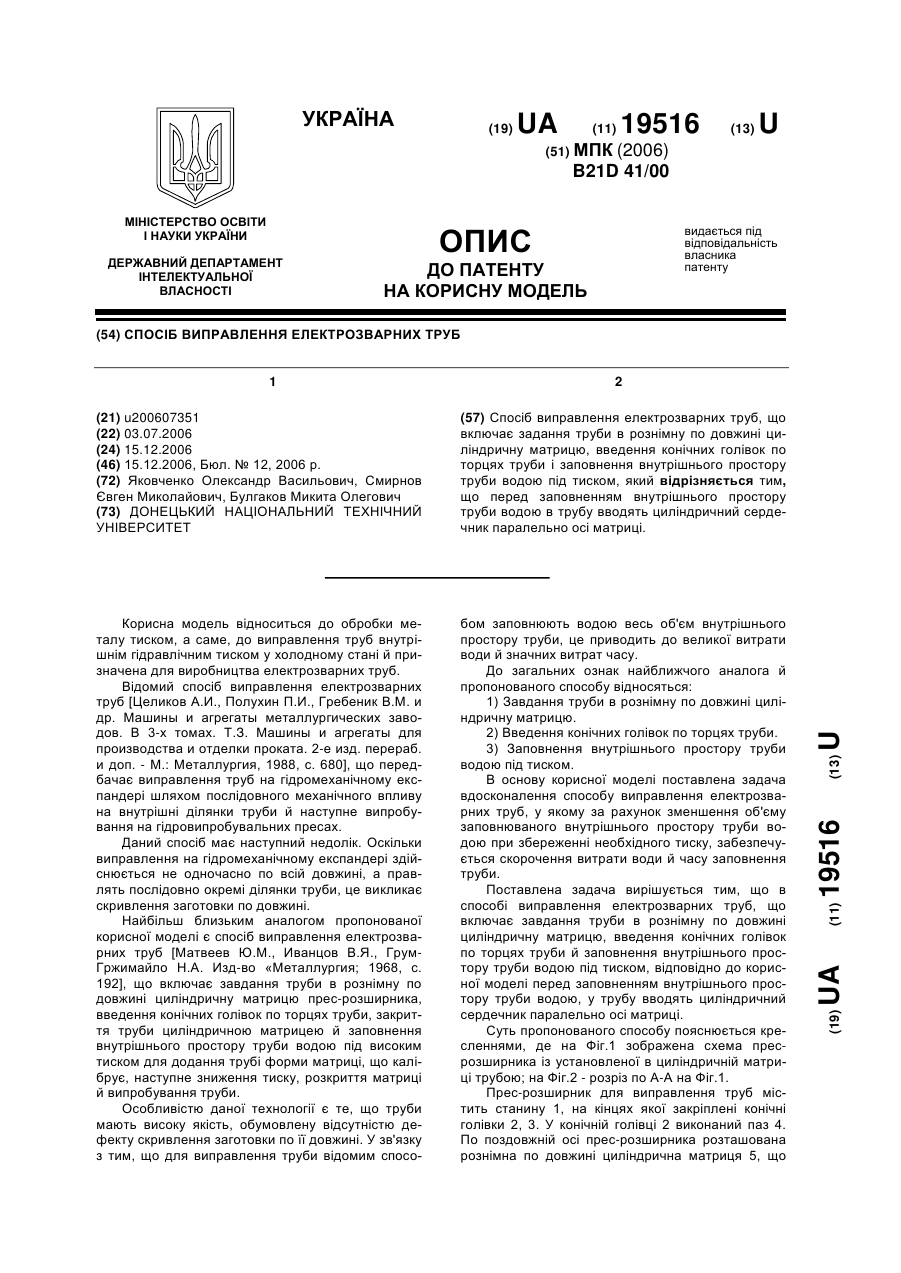
Спосіб виправлення труб шляхом багаторазового пружно-пластичного вигину на косовалкових правильних машинах в кількох послідовно розташованих парах валків, який відрізняється тим, що виправлення кінцевих ділянок труб виконують сумісно із трубою-вставкою з загальною довжиною, що перевершує довжину правильного стану і відстань від стану до прийомних жолобів, при цьому товщина стінки труби-вставки дорівнює 1,25¸1,5 товщини стінки труби, що виправляється, а сама труба-вставка складається з двох частин: конічної з конусністю 0,005¸0,015 в напрямку цієї труби з основою конуса, рівною внутрішньому діаметру труби, що виправляється, й довжиною, що дорівнює половині міжосьової відстані між сусідніми парами валків правильної машини, а також циліндричної з діаметром, що дорівнює зовнішньому діаметру труби, що виправляється, в процесі виправлення конічну частину труби-вставки розміщують всередині виправлюваного кінця труби.
Текст
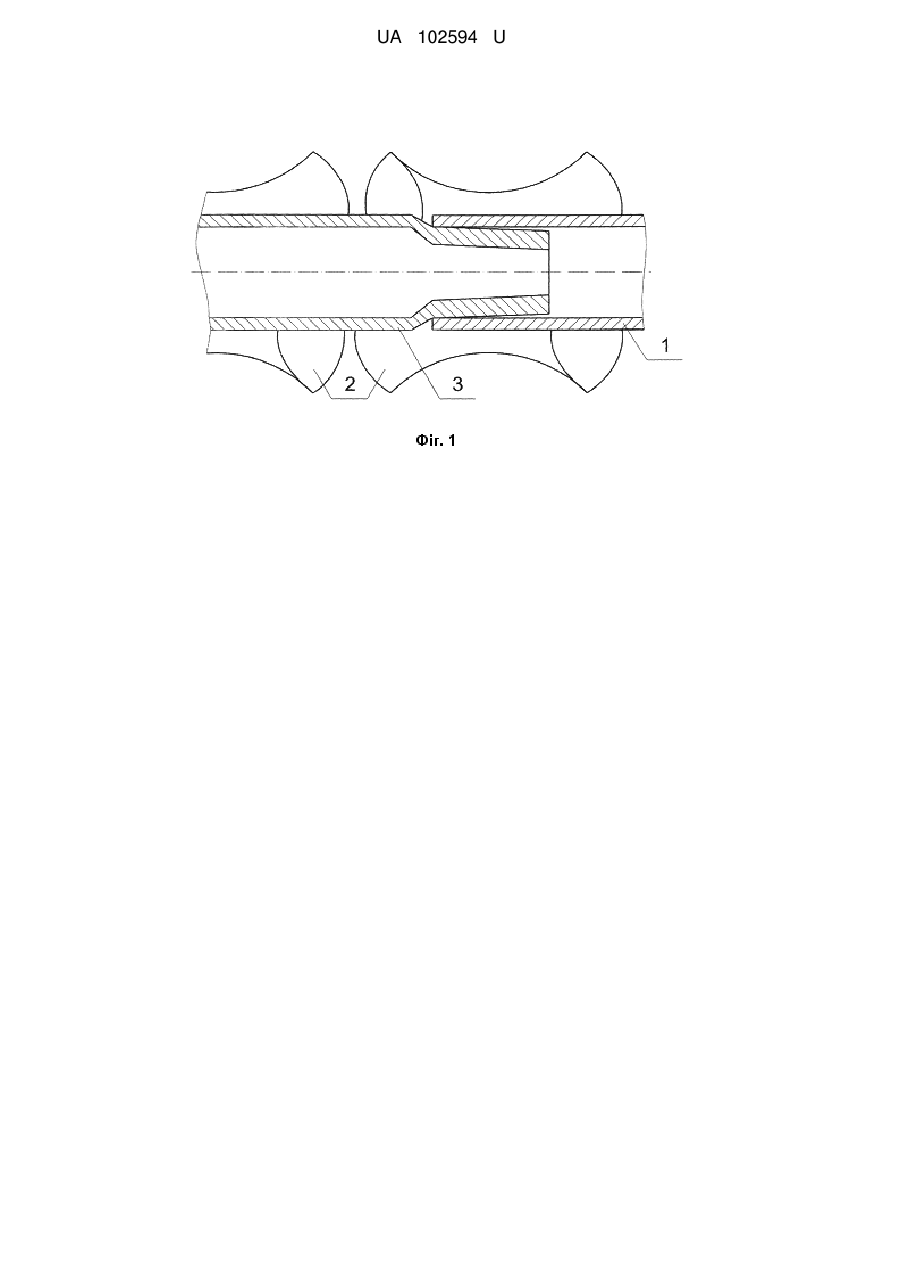
Реферат: Спосіб виправлення труб шляхом багаторазового пружно-пластичного вигину на косовалкових правильних машинах в кількох послідовно розташованих парах валків, причому виправлення кінцевих ділянок труб виконують сумісно із трубою-вставкою з загальною довжиною, що перевершує довжину правильного стану і відстань від стану до прийомних жолобів, при цьому товщина стінки труби-вставки дорівнює 1,251,5 товщини стінки труби, що виправляється, а сама труба-вставка складається з двох частин: конічної з конусністю 0,0050,015 в напрямку цієї труби з основою конусу, рівною внутрішньому діаметру труби, що виправляється, й довжиною, що дорівнює половині міжосьової відстані між сусідніми парами валків правильної машини, а також циліндричної з діаметром, що дорівнює зовнішньому діаметру труби, що виправляється, в процесі виправлення конічну частину труби-вставки розміщують всередині виправлюваного кінця труби. UA 102594 U (54) СПОСІБ ВИПРАВЛЕННЯ КІНЦЕВОЇ КРИВИЗНИ ТРУБ UA 102594 U UA 102594 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області обробки металів тиском і може бути використана при виробництві холоднодеформованих труб. Відомий спосіб виправлення труб на вертикальних пресах. Виправлення здійснюють одноразовими вигинами окремих ділянок труби, вигинаючи кожний з них у напрямку, зворотному напряму виправлюваного викривлення. Ділянку, що потребує виправлення, орієнтують по відношенню до штемпеля преса таким чином, щоб виправлювана кривизна була звернута вигином в сторону штемпеля, а потім лежачу на опорах трубу прогинають переміщенням штемпеля [Семененко Ю.Л. Отделка профилей и труб давлением. - Μ.: Металлургия, 1972. - С. 60-61.]. До недоліків відомого способу належить те, що такий спосіб виправлення кінцевої кривизни не забезпечує необхідну точність труб, характеризується низькою продуктивністю, якість виправлення повністю залежить від кваліфікації правильника. Найбільш близьким аналогом того ж призначення до заявленої корисної моделі з сукупності ознак є спосіб виправлення труб шляхом багаторазового пружно-пластичного вигину на косовалкових правильних машинах в кількох послідовно розташованих парах валків [Машины и агрегаты трубного производства: Учебное пособие для вузов / (А.П. Коликов, В.П. Романенко, С.В. Самусев и др.) - M: МИСИС, 1997. - С. 512-513.]. До недоліків цього способу належить те, що він недостатньо виправляє кінцеву кривизну в зв'язку з тим, що крок зазначеного дефекту менший, ніж міжосьова відстань між сусідніми парами валків правильної машини, а також відбувається зминання торців труб під час виправлення, це в сукупності потребує додаткового обрізування кінців та їх торцювання. Відсутність кінцевої кривизни є обов'язковою умовою протікання процесу шліфування труб на безцентрошліфувальних верстатах. В основу корисної моделі поставлено задачу економії металу за рахунок якіснішого виправлення труб з мінімальними відхиленнями повздовжньої осі від прямолінійності та без зім'ятих торців. Поставлена задача вирішується тим, що в відомому способі виправлення труб шляхом багаторазового пружно-пластичного вигину на косовалкових правильних машинах в кількох послідовно розташованих парах валків відповідно до корисної моделі виправлення кінцевих ділянок труб виконується сумісно із трубою-вставкою з загальною довжиною, що перевершує довжину правильного стану і відстань від стану до прийомних жолобів, при цьому товщина стінки труби-вставки дорівнює 1,251,5 товщини стінки труби, що виправляється, а сама трубавставка складається з двох частин: конічної з конусністю 0,0050,015 в напрямку цієї труби з основою конуса, рівною внутрішньому діаметру труби, що виправляється, й довжиною, що дорівнює половині міжосьової відстані між сусідніми парами валків правильної машини, а також циліндричної з діаметром, що дорівнює зовнішньому діаметру труби, що виправляється, в процесі виправлення конічну частину труби-вставки розміщують всередині виправлюваного кінця труби. Співвідношення товщин стінок труби-вставки й виправлюваної труби в межах 1,251,50 забезпечує необхідну жорсткість і багаторазовість використання труби-вставки, конусність її конусної частини в межах 0,0050,015 забезпечує необхідне зчеплення труби-вставки та кінця труби, що виправляється. Конічну частину труби-вставки можливо виконати на заковочному або обсадному верстатах з подальшою обточкою на токарному. За рахунок використання труби-вставки збільшується крок кривизни на величину, що перевершує міжосьову відстань між сусідніми парами валків правильної машини й виключається зминання торців труб під час виправлення - зминається лише торець на трубівставці. Таким чином, зникає необхідність додатково відрізати кінці труб з кривизною та зім'ятими торцями з подальшим торцюванням, і, як наслідок, досягається економія металу. Ознаками, спільними як для прототипу, так і для запропонованої корисної моделі, є виправлення труб в косовалкових правильних машинах шляхом багаторазового пружнопластичного вигину в кількох послідовно розташованих парах валків. Відмінними ознаками запропонованої корисної моделі є те, що виправлення кінцевих ділянок труб виконується сумісно із трубою-вставкою з загальною довжиною, що перевершує довжину правильного стану і відстань від стану до прийомних жолобів, при цьому товщина стінки труби-вставки дорівнює 1,251,5 товщини стінки труби, що виправляється, а сама трубавставка складається з двох частин: конічної з конусністю 0,0050,015 в напрямку цієї труби з основою конусу, рівною внутрішньому діаметру труби, що виправляється, й довжиною, що дорівнює половині міжосьової відстані між сусідніми парами валків правильної машини, а також циліндричної з діаметром, що дорівнює зовнішньому діаметру труби, що виправляється, в 1 UA 102594 U 5 10 15 20 25 30 35 40 45 процесі виправлення конічну частину труби-вставки розміщують всередині виправлюваного кінця труби. Корисна модель пояснюється графічно: на фіг. 1 - розташування виправлюваної труби й труби-вставки під час виправлення кінцевої кривизни; фіг. 2 - труба-вставка. Спосіб виправлення труби 1 шляхом багаторазового пружно-пластичного вигину на косовалковій правильній машині (не показана) в кількох послідовно розташованих парах валків 2, в якому виправлення кінцевих ділянок труби 1 виконується сумісно із трубою-вставкою 3 з загальною довжиною, що перевершує довжину правильного стану і відстань від стану до прийомних жолобів, товщина стінки труби-вставки 3 дорівнює 1,251,5 товщини стінки труби 1, що виправляється, а сама труба-вставка 3 складається з двох частин: конічної 4 з конусністю 0,0050,015 в напрямку цієї труби з основою конуса, рівною внутрішньому діаметру труби 1, що виправляється, й довжиною, що дорівнює половині міжосьової відстані між сусідніми парами валків 2 правильної машини, а також циліндричної 5 з діаметром, що дорівнює зовнішньому діаметру труби 1, що виправляється, в процесі виправлення конічну частину 4 труби-вставки 3 розміщують всередині виправлюваного кінця труби 1 Запропонований спосіб реалізується наступним чином. Для здійснення процесу виправлення в приймальному жолобі правильного стану розміщують трубу-вставку 3 циліндричним кінцем 5 вперед, вмикають правильний стан, потім в валки 2 задають трубу-вставку 3 циліндричним кінцем 5 вперед. Коли конічний кінець 4 трубивставки 3 буде знаходитися перед входом до правильного стану, стан зупиняють, на конічний кінець 4 труби-вставки 3 одягають передній кінець труби 1, що потребує виправлення, потім вмикають правильний стан, при цьому трубу 1 підштовхують в стан вручну. Після того, як задній кінець труби 1, що виправляється, буде знаходитися перед входом до правильного стану, стан зупиняють, трубу-вставку 3 виймають з труби 1, що виправляється, перекидають її в приймальний жолоб конічним кінцем 4 вперед по ходу правки. Потім конічний кінець 4 трубивставки 3 засовують в задній кінець труби 1, що виправляється, вмикають правильний стан і правлять задній кінець труби 1 разом з трубою-вставкою 3, підштовхуючи останню вручну. Запропонований спосіб виправлення кінцевої кривизни труб пройшов апробацію в умовах ПНВП "Спеціальні труби'" при виготовленні промислової партії труб розміром 252н.к.4900 мм з вимогами згідно з ГОСТ 22897-86 із титану марки ВТ 1-0 в кількості 294 штуки. Після подовження на волочильному стані, термічної обробки та попередньої правки на косовалковому правильному стані в 3-х парах валків з міжосьовою відстанню між сусідніми парами валків 300 мм та відстанню від прийомних жолобів до входу й виходу з стану 600 мм, труби мали кінцеву кривизну, що перевищувала 10 мм на довжині 150-180 мм. Згідно з існуючою технологією викривлені кінці потрібно було відрізати, так як ГОСТ 22897-86 допускає кривизну не більше ніж 1,5 мм на довжині 1 м. Для виправлення зазначеного дефекту була виготовлена труба-вставка. Як заготовка для неї була використана корозійностійка труба з товщиною стінки 3 мм і довжиною 2000 мм. Зазначена труба була попередньо проволочена крізь теж саме волочильне кільце, що й титанові труби. Вона була термічно оброблена і виправлена при такому ж налаштуванні правильного стану, що й для титанових труб. Далі, на ній була забита за допомогою ротаційно-кувальної машини конічна захватка довжиною 150 мм, діаметр захватки після обточування на токарному верстаті складав: в основі конуса 20,9 мм, на відстані 150 мм від основи 18,9 мм. Виправлення кінцевої кривизни виконували згідно з розробленим способом. Після цієї операції, кривизна труб відповідала вимогам ГОСТ 22897-86 і дозволила здійснити наступну операцію шліфування. Таким чином, економія металу склала від 6 % до 8 %. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Спосіб виправлення труб шляхом багаторазового пружно-пластичного вигину на косовалкових правильних машинах в кількох послідовно розташованих парах валків, який відрізняється тим, що виправлення кінцевих ділянок труб виконують сумісно із трубою-вставкою з загальною довжиною, що перевершує довжину правильного стану і відстань від стану до прийомних жолобів, при цьому товщина стінки труби-вставки дорівнює 1,251,5 товщини стінки труби, що виправляється, а сама труба-вставка складається з двох частин: конічної з конусністю 0,0050,015 в напрямку цієї труби з основою конуса, рівною внутрішньому діаметру труби, що виправляється, й довжиною, що дорівнює половині міжосьової відстані між сусідніми парами валків правильної машини, а також циліндричної з діаметром, що дорівнює зовнішньому діаметру труби, що виправляється, в процесі виправлення конічну частину труби-вставки розміщують всередині виправлюваного кінця труби. 2 UA 102594 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for straightening end curvature of pipes
Автори англійськоюKorol Radomyr Mykolaiovych, Hladkyi Yurii Oleksandrovych, Mospan Natalia Mykolaivna, Syvokozov Valerii Serhiiovycb, Kutsenko Oleksandr Mykhailovych
Назва патенту російськоюСпособ правки конечной кривизны труб
Автори російськоюКороль Радомир Николаевич, Гладкий Юрий Александрович, Мосьпан Наталия Николаевна, Сивокозов Валерий Сергеевич, Куценко Александр Михайлович
МПК / Мітки
МПК: B21B 21/00
Мітки: спосіб, виправлення, кривизни, труб, кінцевої
Код посилання
<a href="https://ua.patents.su/5-102594-sposib-vipravlennya-kincevo-krivizni-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виправлення кінцевої кривизни труб</a>
Спосіб виправлення електрозварних труб
Номер патенту: 19516
Опубліковано: 15.12.2006
Автори: Булгаков Микита Олегович, Яковченко Олександр Васильович, Смирнов Євген Миколайович
МПК: B21D 41/00
Мітки: труб, електрозварних, спосіб, виправлення
Формула / Реферат:
Спосіб виправлення електрозварних труб, що включає задання труби в рознімну по довжині циліндричну матрицю, введення конічних голівок по торцях труби і заповнення внутрішнього простору труби водою під тиском, який відрізняється тим, що перед заповненням внутрішнього простору труби водою в трубу вводять циліндричний сердечник паралельно осі матриці.
Спосіб виправлення товстого листа, наприклад, штрипсової сталі
Номер патенту: 73438
Опубліковано: 15.07.2005
Автори: Климанчук Владислав Владиславович, Мурашкін Олександр Вікторович, Бойко Володимир Семенович, Шебаніц Едуард Миколайович
МПК: B21D 1/00
Мітки: листа, спосіб, сталі, наприклад, штрипсової, товстого, виправлення
Формула / Реферат:
Спосіб виправлення товстого листа, наприклад, штрипсової сталі, що включає знакозмінний пружнопластичний вигин листа у роликовиправній машині, який відрізняється тим, що перед знакозмінним пружнопластичним вигином проводять протифлокенну обробку листа, визначають фактичне значення границі текучості σt даної партії штрипсової сталі і по діаграмі n - σt, знаходять фактичне значення коефіцієнта твердості виправлення n для даної партії...
Спосіб давидова для вільного редукування труб зі стоншуванням стінки
Номер патенту: 4783
Опубліковано: 15.02.2005
Автор: Давидов Фома Давидович
МПК: B21B 17/00
Мітки: давидова, стоншуванням, стінки, труб, вільного, редукування, спосіб
Формула / Реферат:
Спосіб для вільного редукування труб зі стоншуванням стінки, що включає деформацію трубної заготовки у калібрах, утворених привідними валками, частоту обертання яких вибирають залежно від катаючого діаметра валків, периметра, товщини та швидкості руху труби до та після деформації, який відрізняється тим, що розрахунок кількості обертів валків здійснюють у додатковій...
Спосіб виготування багатошарових труб з особливотонкостінних труб-шарів
Номер патенту: 31226
Опубліковано: 15.12.2000
Автори: Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Сало Миколай Федорович, Беліков Юрій Михайлович, Хаустов Георгій Йосипович, Єсаулов Михайло Олексійович, Кравченко Володимир Іванович
МПК: B23K 20/04, B21B 21/00
Мітки: труб-шарів, спосіб, багатошарових, труб, виготування, особливотонкостінних
Текст:
...з Д/S труб-шарів 280-300 (де 76 мм - зовнішний діаметр; 0,25 мм - товщина стінки шарів). Труби шари з готовою товщиною стінки, наприклад, діаметрами 75,8; 74,7; 73,6; 72,65; 71,55; 70,5 були прокатані на стані ХПТР-60-120 на циліндричній оправці, яка стирчає за осередок деформації з виходного боку стану на довжину від 125 де 300 мм, що складає від 25 де 60% від довжини осередка деформації. Діаметри труб-шарів змінювались таким чином, що...
Спосіб мінімізації стовщених кінців при прокатуванні труб в редукційно-розтяжному стані
Номер патенту: 67792
Опубліковано: 15.07.2004
Автор: Пеле Ганс Йоахім
МПК: B21B 37/78, B21B 35/02, B21B 17/00
Мітки: спосіб, труб, редукційно-розтяжному, стані, мінімізації, стовщених, кінців, прокатуванні
Формула / Реферат:
Спосіб мінімізації стовщених кінців труб в редукційно-розтяжному стані шляхом часової зміни крутного моменту окремих привідних прокатних клітей при проходженні початку труби або, відповідно, кінця труби через редукційно-розтяжний стан так, що кінці труби прокатують з більшими, ніж стаціонарні, відношеннями швидкостей обертання валків, який відрізняється тим, що між стаціонарними і підвищеними відношеннями швидкостей обертання встановлюють...