Спосіб виправлення електрозварних труб
Номер патенту: 19516
Опубліковано: 15.12.2006
Автори: Яковченко Олександр Васильович, Смирнов Євген Миколайович, Булгаков Микита Олегович
Формула / Реферат
Спосіб виправлення електрозварних труб, що включає задання труби в рознімну по довжині циліндричну матрицю, введення конічних голівок по торцях труби і заповнення внутрішнього простору труби водою під тиском, який відрізняється тим, що перед заповненням внутрішнього простору труби водою в трубу вводять циліндричний сердечник паралельно осі матриці.
Текст
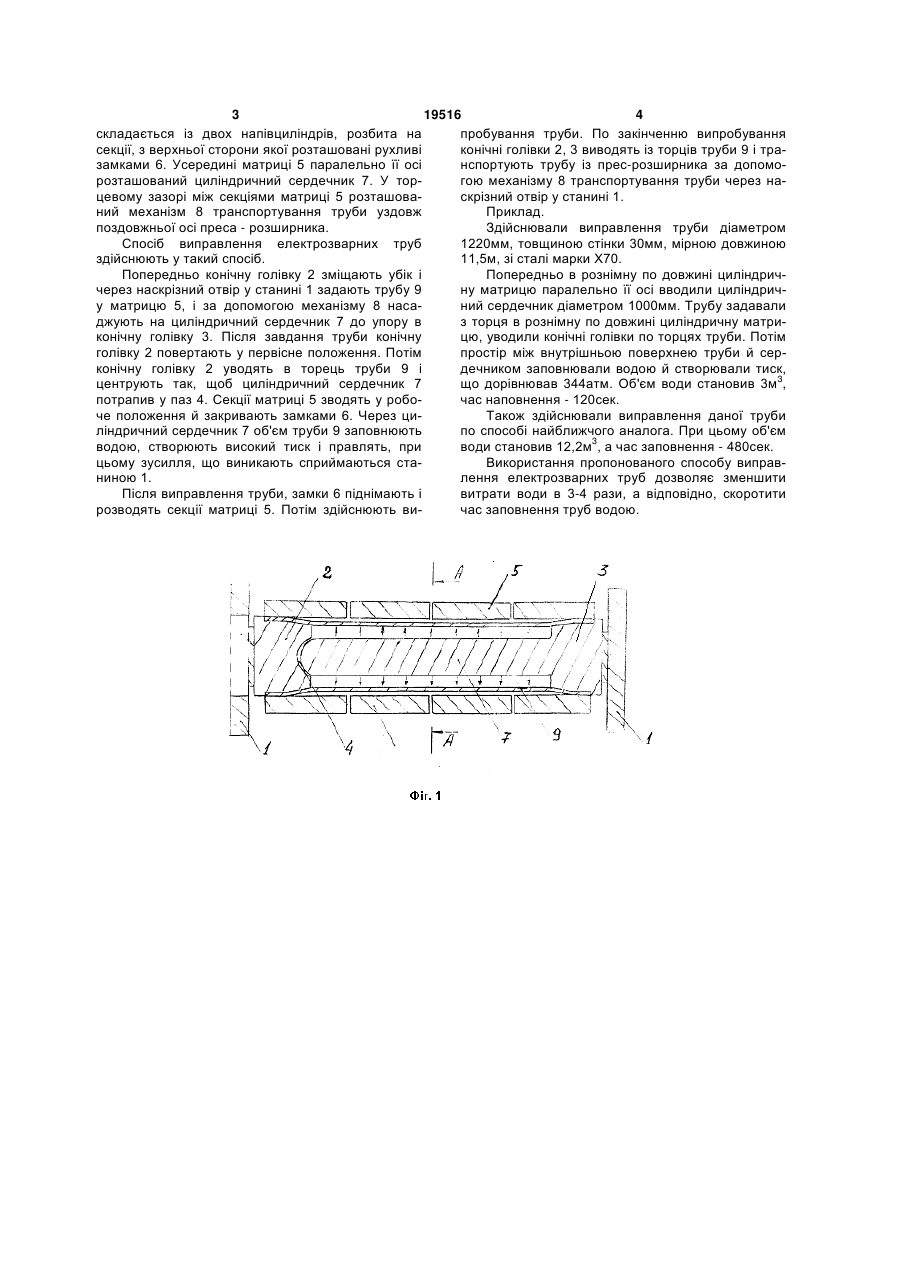
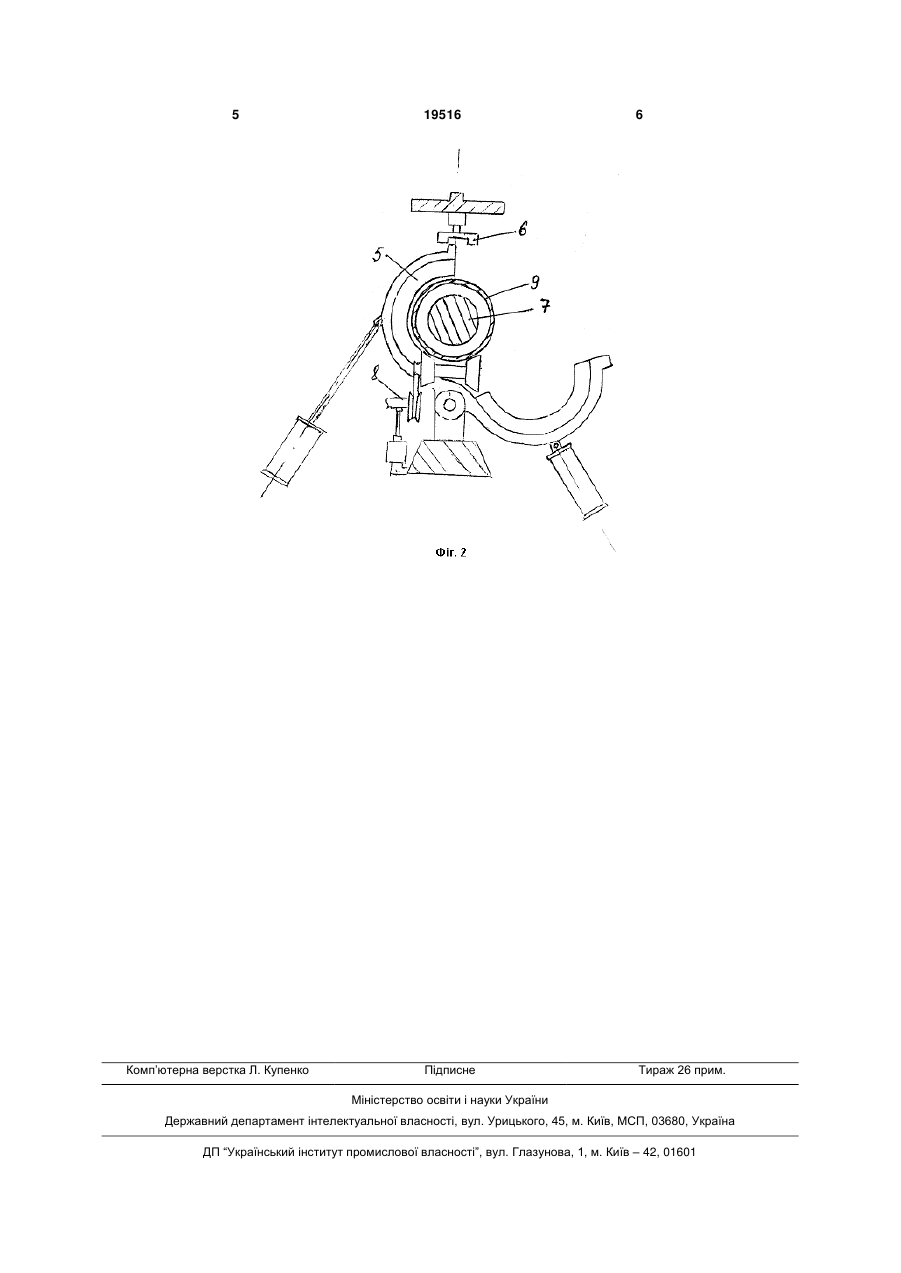
Спосіб виправлення електрозварних труб, що включає задання труби в рознімну по довжині циліндричну матрицю, введення конічних голівок по торцях труби і заповнення внутрішнього простору труби водою під тиском, який відрізняється тим, що перед заповненням внутрішнього простору труби водою в трубу вводять циліндричний сердечник паралельно осі матриці. (19) (21) u200607351 (22) 03.07.2006 (24) 15.12.2006 (46) 15.12.2006, Бюл. № 12, 2006 р. (72) Яковченко Олександр Васильович, Смирнов Євген Миколайович, Булгаков Микита Олегович (73) ДОНЕЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ 3 19516 4 складається із двох напівциліндрів, розбита на пробування труби. По закінченню випробування секції, з верхньої сторони якої розташовані рухливі конічні голівки 2, 3 виводять із торців труби 9 і тразамками 6. Усередині матриці 5 паралельно її осі нспортують трубу із прес-розширника за допоморозташований циліндричний сердечник 7. У торгою механізму 8 транспортування труби через нацевому зазорі між секціями матриці 5 розташоваскрізний отвір у станині 1. ний механізм 8 транспортування труби уздовж Приклад. поздовжньої осі преса - розширника. Здійснювали виправлення труби діаметром Спосіб виправлення електрозварних труб 1220мм, товщиною стінки 30мм, мірною довжиною здійснюють у такий спосіб. 11,5м, зі сталі марки Х70. Попередньо конічну голівку 2 зміщають убік і Попередньо в рознімну по довжині циліндриччерез наскрізний отвір у станині 1 задають трубу 9 ну матрицю паралельно її осі вводили циліндричу матрицю 5, і за допомогою механізму 8 насаний сердечник діаметром 1000мм. Трубу задавали джують на циліндричний сердечник 7 до упору в з торця в рознімну по довжині циліндричну матриконічну голівку 3. Після завдання труби конічну цю, уводили конічні голівки по торцях труби. Потім голівку 2 повертають у первісне положення. Потім простір між внутрішньою поверхнею труби й серконічну голівку 2 уводять в торець труби 9 і дечником заповнювали водою й створювали тиск, центрують так, щоб циліндричний сердечник 7 що дорівнював 344атм. Об'єм води становив 3м3, потрапив у паз 4. Секції матриці 5 зводять у робочас наповнення - 120сек. че положення й закривають замками 6. Через циТакож здійснювали виправлення даної труби ліндричний сердечник 7 об'єм труби 9 заповнюють по способі найближчого аналога. При цьому об'єм водою, створюють високий тиск і правлять, при води становив 12,2м3, а час заповнення - 480сек. цьому зусилля, що виникають сприймаються стаВикористання пропонованого способу виправниною 1. лення електрозварних труб дозволяє зменшити Після виправлення труби, замки 6 піднімають і витрати води в 3-4 рази, а відповідно, скоротити розводять секції матриці 5. Потім здійснюють вичас заповнення труб водою. 5 Комп’ютерна верстка Л. Купенко 19516 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCorrection method of electric welding pipes
Автори англійськоюYakovchenko Oleksandr Vasyliovych, Smyrnov Yevhen Mykolaiovych
Назва патенту російськоюСпособ исправления электросварных труб
Автори російськоюЯковченко Александр Васильевич, Смирнов Евгений Николаевич
МПК / Мітки
МПК: B21D 41/00
Мітки: електрозварних, виправлення, труб, спосіб
Код посилання
<a href="https://ua.patents.su/3-19516-sposib-vipravlennya-elektrozvarnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виправлення електрозварних труб</a>
Спосіб правки електрозварних прямошовних труб
Номер патенту: 41110
Опубліковано: 15.08.2001
Автори: Лебідь Генадій Олександрович, Стома Генріх Францевич, Заплаткін Юрій Ананійович, Антіпов Юрій Миколайович, Хоменко Анатолій Федорович, Коваленко Анатолій Панасович, Іванов Євген Іванович
МПК: B21C 37/08, B21D 3/00
Мітки: електрозварних, труб, правки, прямошовних, спосіб
Формула / Реферат:
Спосіб правки електрозварних прямошовних труб шляхом деформації їх у валках правильної машини, відповідно до якого роблять навантаження труби із деформацією прилеглих до центрального і бокових валків зон, наступне викочування і розвантаження обертової труби, який відрізняється тим, що навантаження роблять при обертанні труби за 2-3 оберти зі ступінчастим збільшенням деформацій за кожен оберт, викочування здійснюють у навантаженому стані за 4...
Спосіб виробництва прямошовних електрозварних труб
Номер патенту: 36180
Опубліковано: 16.04.2001
Автори: Полуектов Вадим Володимирович, Куцін Володимир Семенович, Білий Олександр Іванович, Коваленко Анатолій Панасович, Антіпов Юрій Миколайович, Саф'ян Олександр Матвійович, Фурманов Валерій Борисович
МПК: B21C 37/15, B21C 37/08
Мітки: прямошовних, труб, виробництва, електрозварних, спосіб
Текст:
...(тангенціальній) деформації різних знаків, тобто одні дільниці поперечного перетину підгинаються, зменшуючи радіус поперечної кривизни, а інші одночасно з цим розгинаються, збільшуючи радіус поперечної кривизни. Така знакоперемінна поперчна деформація заготовки і готової труби зменшує нерівномірність не тільки поперечних, але і поздовжніх деформацій в заготовці та готовій трубі і цим стабілізує процес зварки кромок, підвищує точність труб за...
Прокатна кліть лінії для виготовлення електрозварних прямошовних труб
Номер патенту: 9311
Опубліковано: 15.09.2005
Автори: Потапкін Віктор Федорович, Сатонін Олександр Володимирович, Черненко Павло Петрович, Доброносов Юрій Костянтинович, Тімченко Віктор Вікторович, Послушняк Олексій Володимирович
МПК: B21B 31/00
Мітки: лінії, прямошовних, електрозварних, виготовлення, прокатна, труб, кліть
Формула / Реферат:
1. Прокатна кліть лінії для виготовлення електрозварних прямошовних труб, що включає станину з розміщеними в ній подушками з двома привідними зовнішніми каліброваними робочими валками, радіус твірних калібру яких дорівнює радіусу зовнішньої поверхні труби, що прокатується, і пристрій для локального термомеханічного зміцнення внутрішнього зварного шва, що містить касету, яка переміщується, з установленими в ній двома обтискними з'єднаними один...
Спосіб безперервного виробництва електрозварних холоднодеформованих труб з корозійностійких сталей
Номер патенту: 17989
Опубліковано: 17.06.1997
Автори: Туренков Микола Мойсейович, Фурманов Валерій Борисович, Ханін Марко Ісаакович, Ромакін Віктор Савелійович, Лобанов Олександр Іванович, Ковіка Микола Данилович, Новіков Леонід Миколайович, Балтакса Павло Михайлович, Гладченко Олександр Федорович, Бут Олександр Володимирович, Хаустов Георгій Йосипович, Крижевський Аркадій Захарович
МПК: B21C 37/08, B21B 21/00
Мітки: труб, холоднодеформованих, корозійностійких, безперервного, спосіб, сталей, електрозварних, виробництва
Формула / Реферат:
Способ непрерывного производства электросварных холоднодеформированных труб из коррозионностойких сталей, при котором полосу формуют в трубную заготовку, сваривают ее продольные кромки, калибруют полученную трубу сначала в калибровочном стане, а затем в фильере, правят и разрезают на мерные длины, отличающийся тем, что перед калиброванием трубу подвергают индукционному нагреву до температуры 450-800°С, выдержке в нагретом состоянии,...
Спосіб різання труб на короткі заготовки
Номер патенту: 50653
Опубліковано: 15.10.2002
Автори: Розов Юрій Георгійович, Савченко Дмитро Миколайович
МПК: B23D 21/00
Мітки: різання, труб, короткі, заготовки, спосіб
Формула / Реферат:
Спосіб різання труб на короткі заготовки, який включає подачу труби у втулочний ніж до упора, введення в трубу оправок, надрізання зсувом частини труби для формування заготовки, що відрізається, та остаточне відділення заготовки шляхом її зсуву в напрямку, перпендикулярному напрямку зсуву при надрізанні труби, який відрізняється тим, що при відділенні частини труби одночасно з зсувом скручують трубу.
Попередній патент: Універсальний дослідницький стенд для цифрових систем керування
Наступний патент: Електрофільтр для очищення газу від високоомного пилу
Випадковий патент: Механізм очистки бульбокоренеплодів