Привідний механізм стану холодної прокатки труб
Номер патенту: 104223
Опубліковано: 25.01.2016
Автори: Вишинський Валерій Трохимович, Поворотній Віктор Володимирович, Рахманов Сулейман Рахманович


Формула / Реферат
Привідний механізм стану холодної прокатки труб, що містить вал, шестерні з косими зубами, підшипникові вузли і кришки з отворами, який відрізняється тим, що в кришці виконані додаткові отвори, в кількості не менше трьох, під регулювальні болти.
Текст
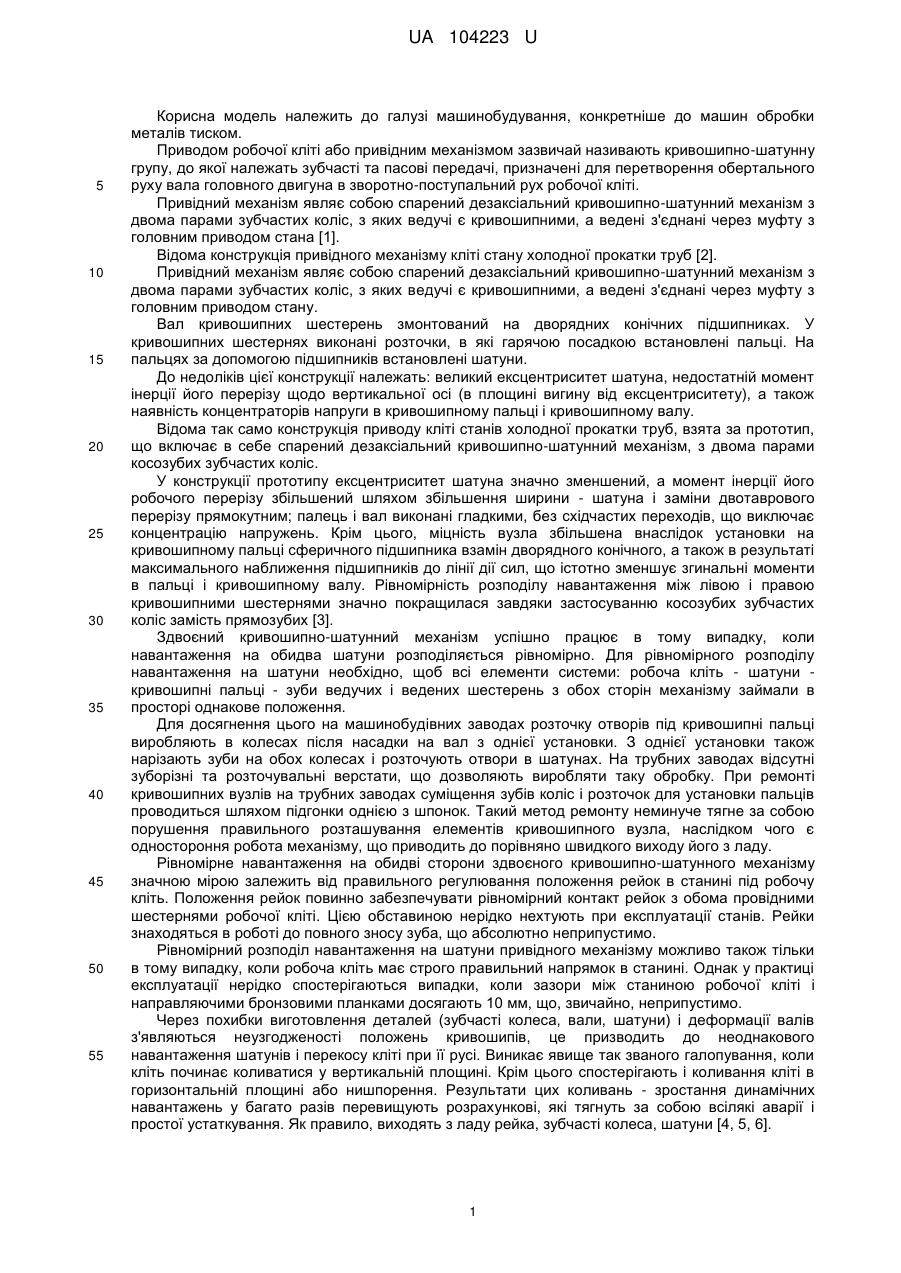
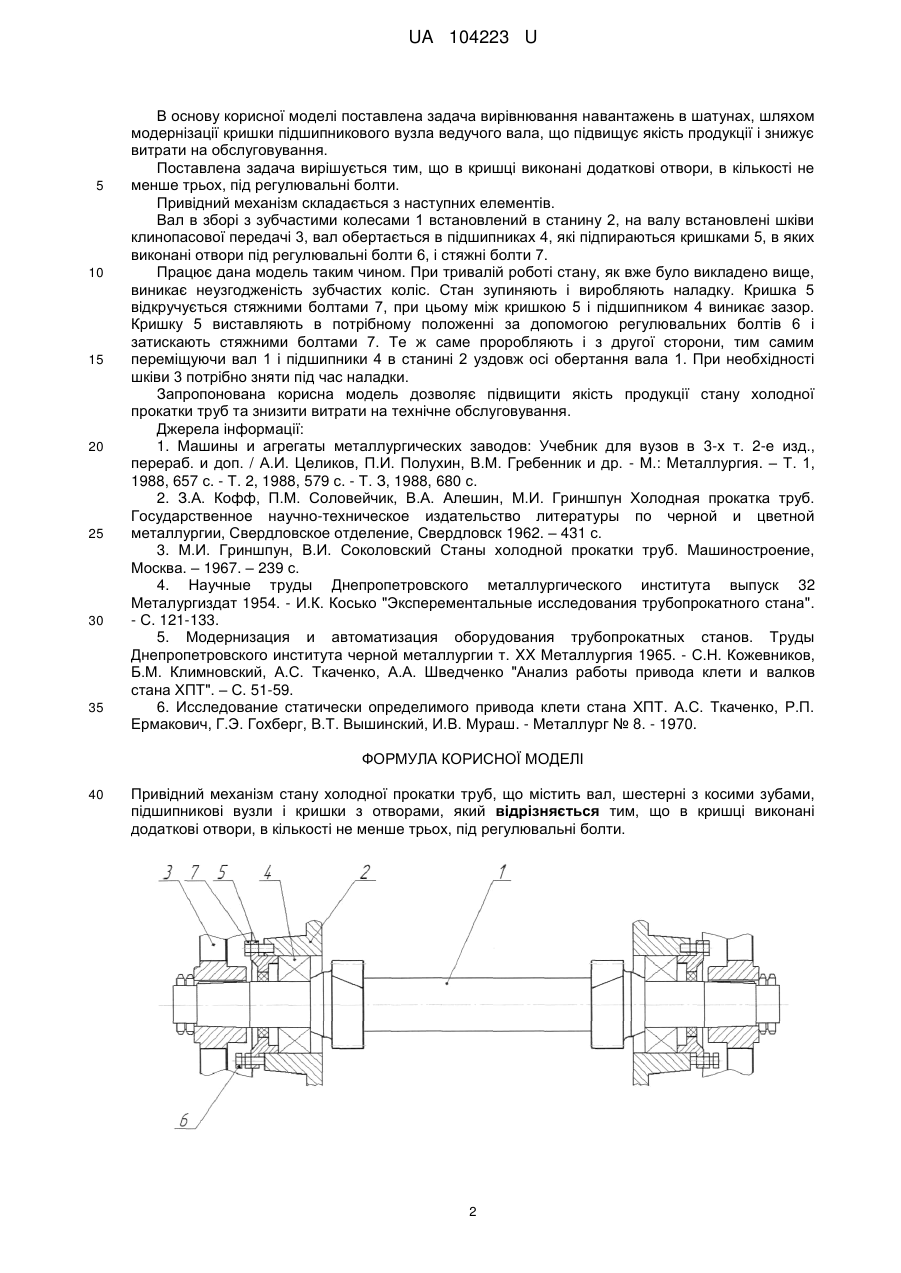
Реферат: Привідний механізм стану холодної прокатки труб містить вал, шестерні з косими зубами, підшипникові вузли і кришки з отворами. В кришці виконані додаткові отвори, в кількості не менше трьох, під регулювальні болти. UA 104223 U (54) ПРИВІДНИЙ МЕХАНІЗМ СТАНУ ХОЛОДНОЇ ПРОКАТКИ ТРУБ UA 104223 U UA 104223 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, конкретніше до машин обробки металів тиском. Приводом робочої кліті або привідним механізмом зазвичай називають кривошипно-шатунну групу, до якої належать зубчасті та пасові передачі, призначені для перетворення обертального руху вала головного двигуна в зворотно-поступальний рух робочої кліті. Привідний механізм являє собою спарений дезаксіальний кривошипно-шатунний механізм з двома парами зубчастих коліс, з яких ведучі є кривошипними, а ведені з'єднані через муфту з головним приводом стана [1]. Відома конструкція привідного механізму кліті стану холодної прокатки труб [2]. Привідний механізм являє собою спарений дезаксіальний кривошипно-шатунний механізм з двома парами зубчастих коліс, з яких ведучі є кривошипними, а ведені з'єднані через муфту з головним приводом стану. Вал кривошипних шестерень змонтований на дворядних конічних підшипниках. У кривошипних шестернях виконані розточки, в які гарячою посадкою встановлені пальці. На пальцях за допомогою підшипників встановлені шатуни. До недоліків цієї конструкції належать: великий ексцентриситет шатуна, недостатній момент інерції його перерізу щодо вертикальної осі (в площині вигину від ексцентриситету), а також наявність концентраторів напруги в кривошипному пальці і кривошипному валу. Відома так само конструкція приводу кліті станів холодної прокатки труб, взята за прототип, що включає в себе спарений дезаксіальний кривошипно-шатунний механізм, з двома парами косозубих зубчастих коліс. У конструкції прототипу ексцентриситет шатуна значно зменшений, а момент інерції його робочого перерізу збільшений шляхом збільшення ширини - шатуна і заміни двотаврового перерізу прямокутним; палець і вал виконані гладкими, без східчастих переходів, що виключає концентрацію напружень. Крім цього, міцність вузла збільшена внаслідок установки на кривошипному пальці сферичного підшипника взамін дворядного конічного, а також в результаті максимального наближення підшипників до лінії дії сил, що істотно зменшує згинальні моменти в пальці і кривошипному валу. Рівномірність розподілу навантаження між лівою і правою кривошипними шестернями значно покращилася завдяки застосуванню косозубих зубчастих коліс замість прямозубих [3]. Здвоєний кривошипно-шатунний механізм успішно працює в тому випадку, коли навантаження на обидва шатуни розподіляється рівномірно. Для рівномірного розподілу навантаження на шатуни необхідно, щоб всі елементи системи: робоча кліть - шатуни кривошипні пальці - зуби ведучих і ведених шестерень з обох сторін механізму займали в просторі однакове положення. Для досягнення цього на машинобудівних заводах розточку отворів під кривошипні пальці виробляють в колесах після насадки на вал з однієї установки. З однієї установки також нарізають зуби на обох колесах і розточують отвори в шатунах. На трубних заводах відсутні зуборізні та розточувальні верстати, що дозволяють виробляти таку обробку. При ремонті кривошипних вузлів на трубних заводах суміщення зубів коліс і розточок для установки пальців проводиться шляхом підгонки однією з шпонок. Такий метод ремонту неминуче тягне за собою порушення правильного розташування елементів кривошипного вузла, наслідком чого є одностороння робота механізму, що приводить до порівняно швидкого виходу його з ладу. Рівномірне навантаження на обидві сторони здвоєного кривошипно-шатунного механізму значною мірою залежить від правильного регулювання положення рейок в станині під робочу кліть. Положення рейок повинно забезпечувати рівномірний контакт рейок з обома провідними шестернями робочої кліті. Цією обставиною нерідко нехтують при експлуатації станів. Рейки знаходяться в роботі до повного зносу зуба, що абсолютно неприпустимо. Рівномірний розподіл навантаження на шатуни привідного механізму можливо також тільки в тому випадку, коли робоча кліть має строго правильний напрямок в станині. Однак у практиці експлуатації нерідко спостерігаються випадки, коли зазори між станиною робочої кліті і направляючими бронзовими планками досягають 10 мм, що, звичайно, неприпустимо. Через похибки виготовлення деталей (зубчасті колеса, вали, шатуни) і деформації валів з'являються неузгодженості положень кривошипів, це призводить до неоднакового навантаження шатунів і перекосу кліті при її русі. Виникає явище так званого галопування, коли кліть починає коливатися у вертикальній площині. Крім цього спостерігають і коливання кліті в горизонтальній площині або нишпорення. Результати цих коливань - зростання динамічних навантажень у багато разів перевищують розрахункові, які тягнуть за собою всілякі аварії і простої устаткування. Як правило, виходять з ладу рейка, зубчасті колеса, шатуни [4, 5, 6]. 1 UA 104223 U 5 10 15 20 25 30 35 В основу корисної моделі поставлена задача вирівнювання навантажень в шатунах, шляхом модернізації кришки підшипникового вузла ведучого вала, що підвищує якість продукції і знижує витрати на обслуговування. Поставлена задача вирішується тим, що в кришці виконані додаткові отвори, в кількості не менше трьох, під регулювальні болти. Привідний механізм складається з наступних елементів. Вал в зборі з зубчастими колесами 1 встановлений в станину 2, на валу встановлені шківи клинопасової передачі 3, вал обертається в підшипниках 4, які підпираються кришками 5, в яких виконані отвори під регулювальні болти 6, і стяжні болти 7. Працює дана модель таким чином. При тривалій роботі стану, як вже було викладено вище, виникає неузгодженість зубчастих коліс. Стан зупиняють і виробляють наладку. Кришка 5 відкручується стяжними болтами 7, при цьому між кришкою 5 і підшипником 4 виникає зазор. Кришку 5 виставляють в потрібному положенні за допомогою регулювальних болтів 6 і затискають стяжними болтами 7. Те ж саме проробляють і з другої сторони, тим самим переміщуючи вал 1 і підшипники 4 в станині 2 уздовж осі обертання вала 1. При необхідності шківи 3 потрібно зняти під час наладки. Запропонована корисна модель дозволяє підвищити якість продукції стану холодної прокатки труб та знизити витрати на технічне обслуговування. Джерела інформації: 1. Машины и агрегаты металлургических заводов: Учебник для вузов в 3-х т. 2-е изд., перераб. и доп. / А.И. Целиков, П.И. Полухин, В.М. Гребенник и др. - М.: Металлургия. – Т. 1, 1988, 657 с. - Т. 2, 1988, 579 с. - Т. З, 1988, 680 с. 2. З.А. Кофф, П.М. Соловейчик, В.А. Алешин, М.И. Гриншпун Холодная прокатка труб. Государственное научно-техническое издательство литературы по черной и цветной металлургии, Свердловское отделение, Свердловск 1962. – 431 с. 3. М.И. Гриншпун, В.И. Соколовский Станы холодной прокатки труб. Машиностроение, Москва. – 1967. – 239 с. 4. Научные труды Днепропетровского металлургического института выпуск 32 Металургиздат 1954. - И.К. Косько "Эксперементальные исследования трубопрокатного стана". - С. 121-133. 5. Модернизация и автоматизация оборудования трубопрокатных станов. Труды Днепропетровского института черной металлургии т. XX Металлургия 1965. - С.Н. Кожевников, Б.М. Климновский, А.С. Ткаченко, А.А. Шведченко "Анализ работы привода клети и валков стана ХПТ". – С. 51-59. 6. Исследование статически определимого привода клети стана ХПТ. А.С. Ткаченко, Р.П. Ермакович, Г.Э. Гохберг, В.Т. Вышинский, И.В. Мураш. - Металлург № 8. - 1970. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 Привідний механізм стану холодної прокатки труб, що містить вал, шестерні з косими зубами, підшипникові вузли і кришки з отворами, який відрізняється тим, що в кришці виконані додаткові отвори, в кількості не менше трьох, під регулювальні болти. 2 UA 104223 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 21/00
Мітки: привідний, прокатки, стану, труб, механізм, холодної
Код посилання
<a href="https://ua.patents.su/5-104223-prividnijj-mekhanizm-stanu-kholodno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Привідний механізм стану холодної прокатки труб</a>
Привод кліті стана холодної прокатки труб
Номер патенту: 64522
Опубліковано: 10.11.2011
Автори: Гриневич Володимир Ігоревич, Андрєєв Володимир Андрійович
МПК: B21B 21/00, B21B 35/06
Мітки: прокатки, стана, труб, холодної, кліті, привод
Формула / Реферат:
Привод кліті стана холодної прокатки труб, який включає спарений кривошипно-шатунний механізм і ведучі шестерні, що встановлені на спільному приводному валу та зв'язані з відомими кривошипними колесами кривошипно-шатунного механізму, який відрізняється тим, що приводний вал виконаний у вигляді збірної конструкції, яка містить порожнистий вал-шестірню та хвостовик, що з'єднаний з валом-шестірнею за допомогою шліцьового з'єднання, а...
Прокатний валок робочої кліті стана холодної прокатки труб
Номер патенту: 54197
Опубліковано: 25.10.2010
Автори: Чуприна Дмитро Олегович, Гриневич Володимир Ігорович
МПК: B21B 21/00, B21B 31/00
Мітки: робочої, прокатній, валок, кліті, труб, прокатки, стана, холодної
Формула / Реферат:
Прокатний валок робочої кліті стана холодної прокатки труб, що включає калібр та валок, який відрізняється тим, що він виконаний у вигляді збірної конструкції, яка містить дисковий калібр з рівчаком змінного перерізу та два піввалки, які з'єднані з калібром за допомогою конусних виступів у калібрі та стискаючого болта.
Механізм подачі та повороту стана холодної прокатки труб
Номер патенту: 86688
Опубліковано: 12.05.2009
Автори: Аміров Ібрагім Масхудович, Король Радомір Миколайович, Пройдак Юрій Сергійович
МПК: B21B 21/06, B21B 21/04
Мітки: подачі, стана, прокатки, труб, холодної, повороту, механізм
Формула / Реферат:
Механізм подачі та повороту стана холодної прокатки труб, що включає кінематично зв'язаний з головним двигуном приводу робочої кліті ведучий вал, на якому посаджені фіксатор і два кривошипи з двома пальцями, виконаними з можливістю періодичної взаємодії з мальтійським хрестом, який сполучений через систему шестерень з гвинтом і гайкою, жорстко зв'язаною з патроном затиску заготівки, при цьому гвинт кінематично зв'язаний через муфту зчеплення...
Стан холодної періодичної роликової прокатки труб
Номер патенту: 40801
Опубліковано: 27.04.2009
Автори: Григоренко Володимир Устинович, Маркевич Іван Вікторович
МПК: B21B 21/00
Мітки: періодичної, труб, прокатки, холодної, роликової, стан
Формула / Реферат:
Стан холодної періодичної роликової прокатки труб, що містить станину й змонтовану в ній робочу кліть, що складається з каретки з опорними планками і сепаратора з прокатними роликами, та важільний механізм, що складається з куліси та тяг каретки і сепаратора, механізм подачі й повороту труби, допоміжні механізми, який відрізняється тим, що в стані додатково розташована над торцем куліси опорна калібрована балка, що з'єднана зі станиною стана,...
Привід переміщення робочої кліті стана холодної прокатки труб
Номер патенту: 13510
Опубліковано: 17.04.2006
Автори: Луцик Володимир Олександрович, Черних Володимир Миколайович, Клименко Фелікс Констянтинович, Гриневич Володимир Ігоревич
МПК: B21B 35/06
Мітки: стана, холодної, привід, труб, переміщення, кліті, прокатки, робочої
Формула / Реферат:
Привід переміщення робочої кліті стана холодної прокатки труб, що містить зубчастий планетарний механізм з сателітом на валу водила та зрівноважувальний вантаж з кривошипом під шатун робочої кліті, який відрізняється тим, що сателіт та два додаткових сателіта встановлені на нерухомій опорі маточини водила зрівноважувального вантажу з можливістю обертання його навколо власної осі та осі вихідного вала, при цьому водило є кривошипом під шатун...
Попередній патент: Мобільний робот для очищення підводних поверхонь суден
Наступний патент: Спосіб фізичного моделювання взаємодії кріплення з породним масивом
Випадковий патент: Спосіб блочного шифрування даних