Механізм подачі та повороту стана холодної прокатки труб
Номер патенту: 86688
Опубліковано: 12.05.2009
Автори: Пройдак Юрій Сергійович, Король Радомір Миколайович, Аміров Ібрагім Масхудович
Формула / Реферат
Механізм подачі та повороту стана холодної прокатки труб, що включає кінематично зв'язаний з головним двигуном приводу робочої кліті ведучий вал, на якому посаджені фіксатор і два кривошипи з двома пальцями, виконаними з можливістю періодичної взаємодії з мальтійським хрестом, який сполучений через систему шестерень з гвинтом і гайкою, жорстко зв'язаною з патроном затиску заготівки, при цьому гвинт кінематично зв'язаний через муфту зчеплення з двигуном повернення гайки і патрона затиску заготівки, причому згадані кривошипи розгорнуті один відносно одного на кут 180° (механізм подачі), який відрізняється тим, що механізми подачі та повороту розміщені в окремих корпусах і зв'язані між собою загальним ведучим валом, кінематично сполученим з головним двигуном приводу робочої кліті, а поворотний механізм виконаний у вигляді симетрично розташованих на двох окремих валах по фіксатору і конічній кривошипній шестірні з пальцями, виконаними з можливістю періодичної взаємодії з двома відповідними мальтійськими хрестами, які кінематично сполучені через систему шестерень із стрижнем оправки та з валом повороту, зв'язаним з патроном затиску заготівки, причому обидві конічні кривошипні шестерні сполучені між собою загальною конічною шестірнею, кінематично сполученою через конічні шестерні із загальним ведучим валом, при цьому кривошипи конічних кривошипних шестерень розгорнуті один відносно одного на кут 180°, а їх пальці розвернуті в протилежні сторони.
Текст
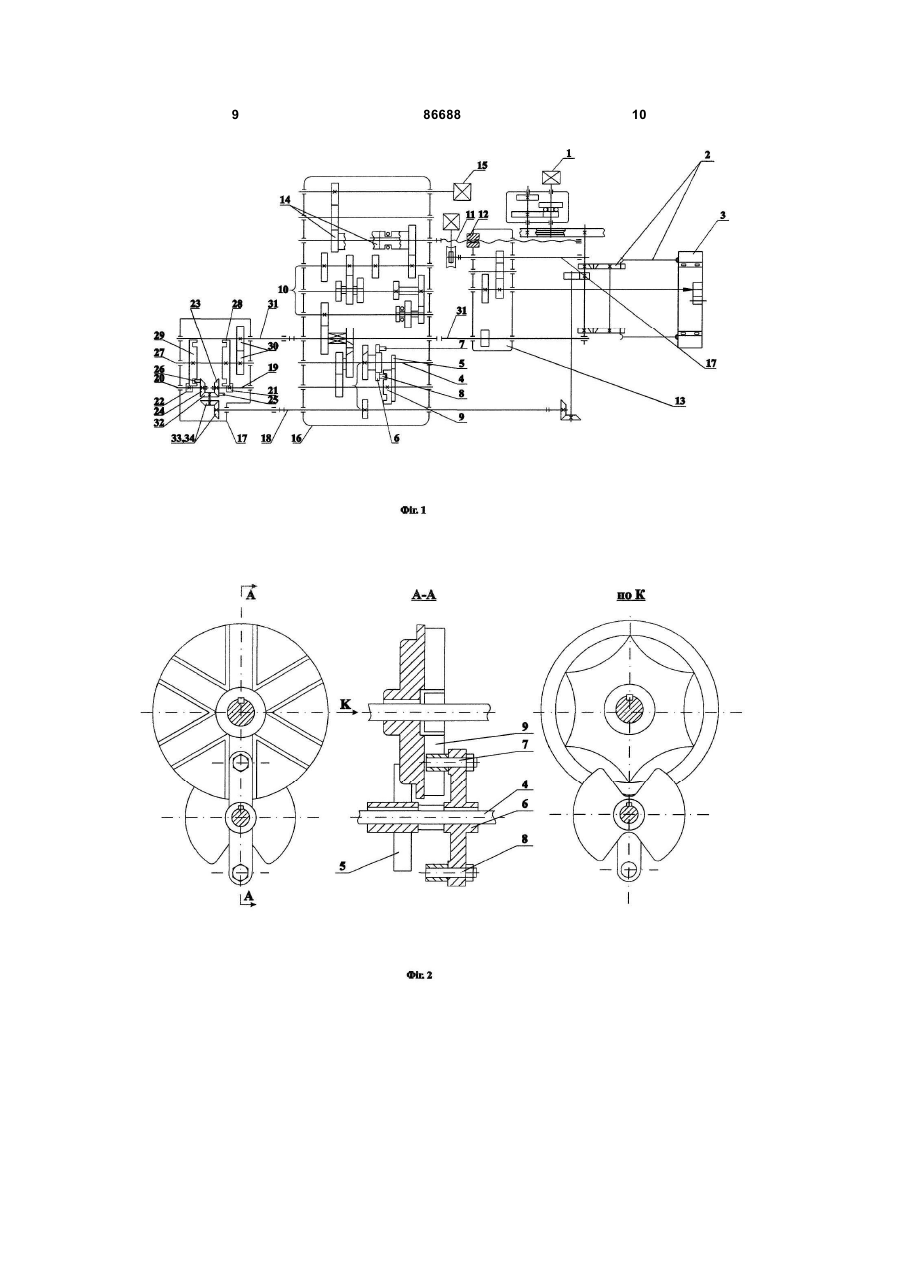
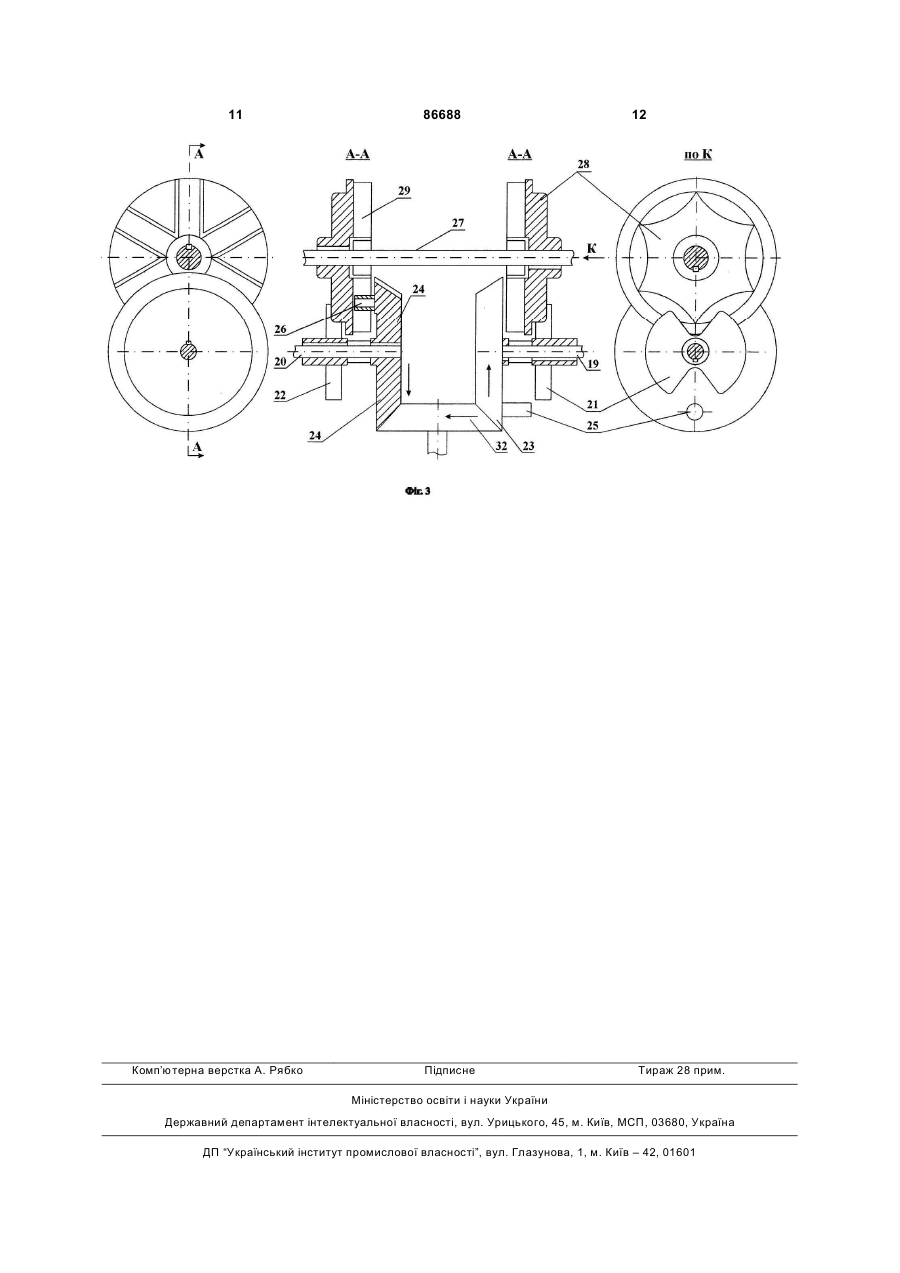
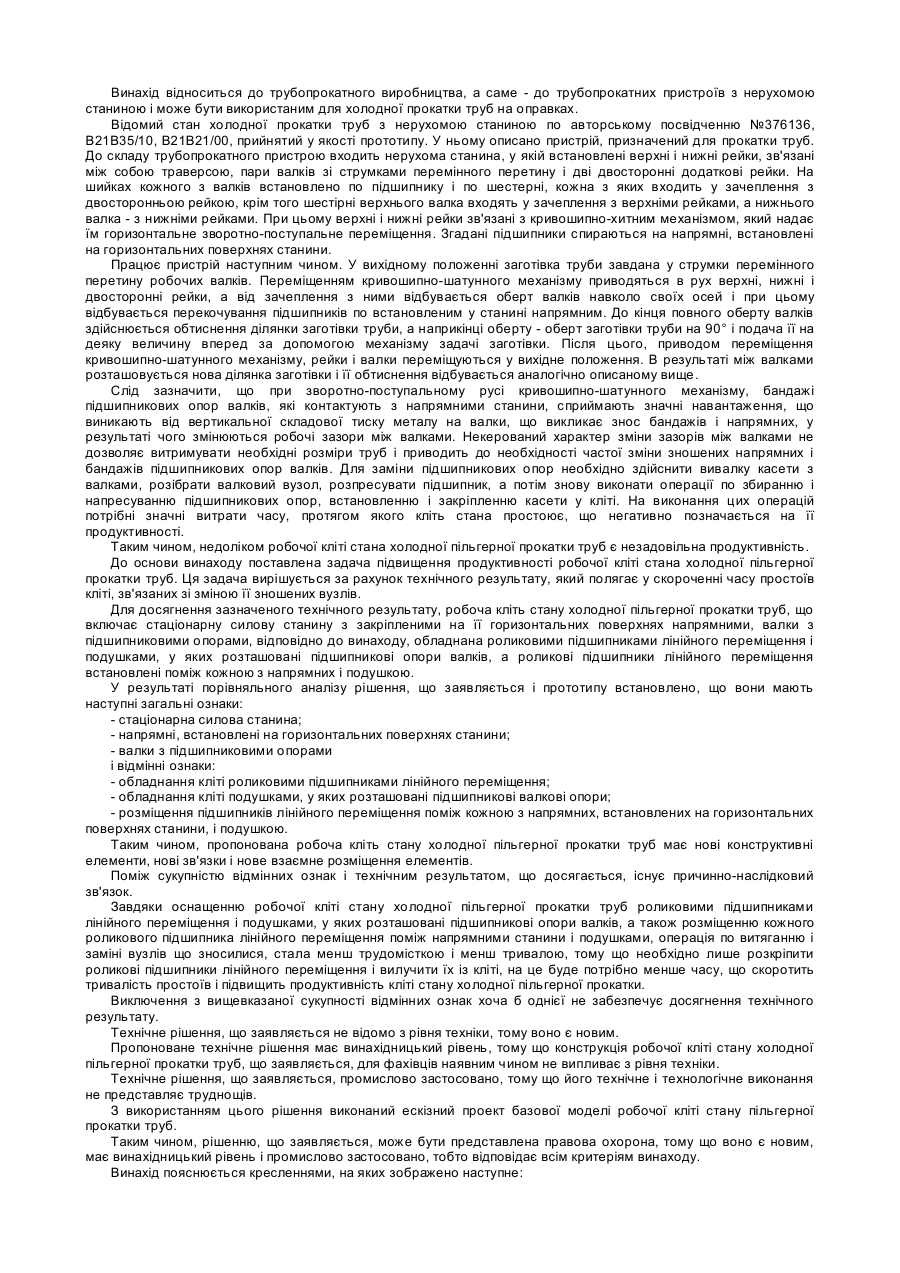
Механізм подачі та повороту стана холодної прокатки труб, що включає кінематично зв'язаний з головним двигуном приводу робочої кліті ведучий вал, на якому посаджені фіксатор і два кривошипи з двома пальцями, виконаними з можливістю періодичної взаємодії з мальтійським хрестом, який сполучений через систему шестерень з гвинтом і C2 2 (19) 1 3 печує високу точність прокатаних труб з діаметру та товщини стінки. Найбільш близьким пристроєм того ж призначення до заявленого винаходу з сукупності ознак, що взятий за прототип, є механізм подачі та повороту стана холодної прокатки труб, що включає кінематично пов'язаний з головним двигуном приводу робочої кліті ведучий вал, на якому насаджені фіксатор і два кривошипи з двома пальцями, періодично взаємодіючими з мальтійським хрестом, сполученим через систему шестерень (коробку подач заготівки) з гвинтом, гайкою, жорстко пов'язаною з патроном затиску заготівки, при цьому він зв'язаний через систему шестерень (коробку повороту заготівки) із стрижнем оправки і валом повороту, кінематично сполученим з патроном затиску заготівки, причому кривошипи розгорнені один щодо одного на кут 180°, а гвинт кінематично сполучений через муфту зчеплення з двигуном повернення гайки й патрона затиску заготівки (Король Н.Н., Беликов Ю.М., Хаустов Г.И., Ткаченко Н.В. Реконструкция подающе-поворотного механизма роликовых станов холодной прокатки труб // Чорная металургія: Бюллетень НТИ. - 1979. - №10 (846)). Вищезгаданий механізм подачі та повороту стана холодної прокатки труб дозволяє здійснювати подвійні подачі й повороти заготівки в обох крайніх положеннях робочої кліті (перед прямим і зворотнім ходами кліті). До причин, перешкоджаючих досягненню вказаного нижче технічного результату при використанні відомого пристрою, прийнятого за прототип, відноситься те, що у відомому пристрої в процесі прокатки труб утворюється мілкоперіодна кривизна труби - відхилення її подовжньої осі, погіршуючи точність прокатаних труб. Це обумовлено тим, що в процесі прокатки труби, її довжина формується з ділянок, рівних сумарному лінійному зсуву металу за одинарний хід кліті, зміщених одна щодо одної на кут повороту заготівки при односторонньому обертанні труби, зміщуючи в різні площини подовжню вісь труби. Зміна подовжньої осі труби відбувається по спіралі наростаючої величини в різних площинах, число яких визначається кутом повороту заготівки, зробленим в межах кута 360°. Для усунення мілкоперіодної кривизни на трубі, заздалегідь підданої відпалу, проводять її правку на косовалковій правильній машині. При правці зменшується мілкоперіодна кривизна з одночасним погіршенням первинної точності труби з діаметру та товщини стінки. В основу винаходу поставлена задача розробки конструкції механізму подачі та повороту стана холодної прокатки труб, що виключає утворення мілкоперіодної кривизни за рахунок утворення нового виду кривизни, котра має прямолінійний характер, це дозволяє виключити процес правки труб на косовалкових правильних машинах, зберігаючи первинну точність після прокатки. Здійснення різних схем прокатки: - одинарна подача і подвійний поворот труби; - сумісні подача та подвійний поворот труби в крайньому задньому положенні робочої кліті; 86688 4 - роздільні подача і поворот труби в різних крайніх положеннях робочої кліті. Технічний результат полягає в тому, що завдяки пристрою, котрий заявляється, забезпечується поворотно-гойдаючий рух труби та впроваджуються вищезазначені схеми прокатки. Поставлена задача досягається тим, що механізм подачі та повороту стана холодної прокатки труб, що включає кінематично пов'язаний з головним двигуном приводу робочої кліті ведучий вал, на якому насаджені фіксатор і два кривошипи з двома пальцями, періодично взаємодіючими з мальтійським хрестом, сполученим через систему шестерень з гвинтом, гайкою жорстко пов'язаною з патроном затиску заготівки, при цьому гвинт кінематично зв'язаний через муфту зчеплення з двигуном повернення гайки і патрона затиску заготівки, причому кривошипи розгорнені один щодо одного на кут 180°, згідно винаходу механізми подачі та повороту розміщені в окремих корпусах і зв'язані між собою загальним провідним валом, кінематично сполученим з головним двигуном приводу робочої кліті, а поворотний механізм виконаний у вигляді симетрично розташованих на двох окремих валах по фіксатору і конічній кривошипній шестерні з пальцями, періодично взаємодіючими з двома мальтійськими хрестам, кінематично сполученими через систему шестерень із стрижнем оправки та валом повороту, пов'язаним з патроном затиску заготівки, при цьому обидві конічні кривошипні шестерні сполучено між собою загальною конічною шестернею, кінематично сполученої через конічні шестерні із загальним провідним валом, причому пальці конічних кривошипних шестерень розташовані в протилежні сторони й кривошипи розгорнені щодо один одного на кут 180°. Все це в комплексі дає можливість здійснювати поворотно-гойдаючий рух труби, виключаючи, таким чином, утворення мілкоперіодної кривизни на трубах. Запропонований механізм дозволяє отримувати рівні труби та труби з однаковими та мінімальними відхиленнями з діаметру та товщини стінки в поперечному і подовжньому напрямах завдяки поворотно-гойдаючому руху труби та впровадженню вищезгаданих схем прокатки. Поворотногойдаючий рух виключає можливість неоднакового обжимання одних і тих же ділянок, рівних сумарному лінійному зсуву метала, без повторного їх перекриття центральною частиною струмків роликів, що приводить до неоднакових відхилень розмірів при остаточному формуванні точності труби в зоні калібрування робочого конуса. Вказане отримання труб з однаковими і мінімальними відхиленнями з діаметру та товщини стінки забезпечується при використанні робочих роликів із закругленими випусками «вільного типа» й кутами випусків, рівними 30° для трироликової та 22,5° для чотирироликової схем прокаток. При цьому, кут повороту труби повинен бути рівний 60° і 45° для три- і чотирироликових схем прокаток, відповідно. Також, при цьому обов'язковою вимогою є строга регламентація коефіцієнта обробки з парним числом і зоною калібрування опорної планки 5 завдовжки, що не перевищує 30% від довжини її робочої частини. Труби з однаковими та мінімальними відхиленнями з діаметру й товщини стінки застосовуються в атомній енергетиці, машинобудуванні, електроніці і т.д. Ознаками, спільними як для прототипу, так і для запропонованого механізму подачі та повороту стана холодної прокатки труб є те, що він містить кінематично пов'язаний з головним двигуном приводу робочої кліті ведучий вал, на який насаджені фіксатор і два кривошипи з двома пальцями, періодично взаємодіючими з мальтійським хрестом, сполученим через систему шестерень з гвинтом і гайкою, жорстко пов'язаною з патроном затиску заготівки, при цьому гвинт кінематично сполучений через муфту зчеплення з двигуном повернення гайки і патрона заготівки, причому кривошипи розгорнені щодо один одного на кут 180°. Відмінними ознаками запропонованого механізму подачі та повороту стана холодної прокатки труб є те, що згідно винаходу, механізми подачі та повороту розміщені в окремих корпусах і зв'язані між собою загальним провідним валом, кінематично сполученим з головним двигуном приводу робочої кліті, а поворотний механізм виконаний у вигляді симетрично розташованих на окремих валах по фіксатору і конічної кривошипної шестерні з пальцями, періодично взаємодіючими з посадженими на загальний вал двома мальтійськими хрестами, кінематично сполученими через систему шестерень із стрижнем оправки та валом повороту, пов'язаним з патроном затиску заготівки, при цьому обидві конічні кривошипні шестерні були зв'язано між собою загальною конічною шестернею, кінематично сполученою через конічні шестерні із загальним провідним валом; причому пальці конічних кривошипних шестерень розташовані в протилежні сторони і кривошипи розгорнені щодо один одного на кут 180°. По наявним у заявника та авторів відомостям запропонована сукупність ознак, що характеризують сутність виноходу, не відома з рівня техніки. Отже, винахід відповідає критерію «новизна». Сутність винаходу, що заявляється, не слідує явним образом для фахівця з відомого рівня техніки. Сукупність ознак, що характеризують відоме рішення, не забезпечує досягнення нових властивостей і тільки наявність перерахованих відокремлюваних ознак дозволяє отримати нові властивості, новий технічний результат. Отже, запропонований матеріал відповідає критерію «винахідницький рівень». Суть винаходу пояснюється кресленнями де зображені: Фіг.1 - кінематична схема стана холодної прокатки труб; Фіг.2 - вузол механізму подачі; Фіг.3 - вузол механізму повороту. Запропонований механізм подачі та повороту стана холодної прокатки труб містить кінематично пов'язаний з головним двигуном 1 приводу 2 робочої кліті 3 ведучий вал 4, на якому розташовані фіксатор 5 і два кривошипи б з двома пальцями 7 і 8, періодично взаємодіючими з мальтійським хрестом 9, сполученим через систему шестерень 10 з 86688 6 гвинтом 11, гайкою 12, жорстко сполученою з патроном 13 затиску заготівки, при цьому гвинт 11 кінематично зв'язаний через муфту зчеплення 14 з двигуном 15 повернення гайки 12 і патрона затиску заготівки 13; причому кривошипи 6 розгорнені щодо один одного на кут 180°. Згідно винаходу, механізми подачі та повороту виконані в окремих корпусах 16 і 17 і зв'язані між собою загальним провідним валом 18, кінематично сполученим з головним двигуном 1 приводу 2 робочої кліті 3, а поворотний механізм виконаний у вигляді симетрично розташованих на двох окремих валах 19 і 20 по фіксатору 21 і 22, конічних кривошипних шестерень 23 і 24 з пальцями 25 і 26, періодично взаємодіючими з посадженими на загальний вал 27 двома мальтійськими хрестами 28 і 29, кінематично сполученими через систему шестерень 30 із стрижнем оправки (не показаний) та з валом повороту 31, пов'язаним з патроном 13 затиску заготівки; при цьому обидві конічні кривошипні шестерні 23 і 24 з'єднані між собою загальною конічною шестернею 32, кінематично сполученою через конічні шестерні 33 і 34 із загальним провідним валом 18; причому пальці 25 і 26 конічних кривошипних шестерень 23 і 24 розташовані в протилежні сторони і кривошипи розгорнені один щодо одного на кут 180°. Механізм подачі та повороту стана холодної прокатки труб працює таким чином. Включають головний двигун 1 приводу 2 робочої кліті 3 шляхом натиснення кнопки на пульті управління станом, внаслідок чого двигун 1 починає безперервно обертатися. Безперервне обертання головного двигуна 1 через привід 2 робочої кліті 3 передається провідному валу 4, фіксатору 5, двом кривошипам 6 з двома пальцями 7 і 8. При розвороті одного з кривошипів 6 на кут 180° (у цей момент робоча кліть 3 знаходиться в крайньому задньому положенні - перед прямим ходом) палець 7 входить в один з радіальних пазів мальтійського хреста 9 і починає його повертати на певний кут, зупиняючи його обертання фіксатором 5, внаслідок чого скоює переривистий поворот кінематично сполучений через систему шестерень з мальтійським хрестом 9 гвинт 11, який примушує вчинити переривисте переміщення гайки 12 і патрона затиску заготівки 13, скоюючи таким чином, подачу заготівки. Одночасно з цим, переривисте обертання від провідного валу 4 через загальний ведучий вал 18, конічні шестерні 33 і 34 повідомляється загальній конічній шестерні 32. При розвороті загальної конічної шестерні 32 на кут 180° проти годинникової стрілки, одночасно також скоюють поворот кожна з конічних кривошипних шестерень 23 і 24 на кут 180°, але при цьому конічна кривошипна шестерня 24 розвертається на кут 180° проти годинникової стрілки, а конічна кривошипна шестерня 23 повертає також на кут 180° за годинниковою стрілкою. В результаті отриманого розвороту конічних кривошипних шестерень 23 і 24 в протилежні сторони, палець 26 конічної кривошипної шестерні 24 входить в один з пазів мальтійського хреста 29 і починає поворот його на певний кут, і після виходу пальця 26 з паза мальтійського хреста 29, останній зупиняється фіксато 7 ром 22, розташованим на валу 20. Мальтійський хрест 29, отримавши переривистий поворот, передає його через систему шестерень валу повороту 31 і патрону 13 затиску заготівки, внаслідок чого заготівці повідомляється поворот на необхідний кут, визначений системою шестерень 30. Це відбувається також і у момент знаходження робочої кліті в крайньому задньому положенні. Також сумісне переміщення гайки 12 і патрона 13 затиску заготівки з поворотом останньої, свідчить про те, що були здійснені одночасно подача і поворот заготівки. Поворот також повідомляється стрижню оправки. Ведучий вал 4, продовжуючи повідомляти обертання кривошипам 6, розвертає один з них на кут 180°. У цей момент палець 8 починає входити в один з пазів мальтійського хреста 9 і повертає його на певний кут, зупиняючи мальтійський хрест 9 фіксатором 5. Переривисте обертання мальтійського хреста 9 передається через систему шестерень 10 гвинту 11, останній, скоюючи поворот, повідомляє поступальний рух гайці 12 і патрону 13 затиску заготівки, внаслідок чого виконується подача заготівки (при цьому робоча кліть 3 знаходиться в крайньому передньому положенні). Одночасно з цим, ведучий вал 4 через загальний ведучий вал 31, конічні шестерні 33 і 34, загальну конічну шестерню 32 повідомляє поворот на кут 180° конічним кривошипним шестерням 23 і 24, що отримали розворот на кут 180° в протилежні сторони через обертання загальної конічної шестерні 32 проти годинникової стрілки. Протилежне обертання конічної кривошипної шестерні23 забезпечує розташування пальця 25 цієї шестерні на місці пальця 26 конічної кривошипної шестерні 24. При подальшому розвороті конічної кривошипної шестерні 23 її палець 25 починає входити в один з пазів мальтійського хреста 28, повертаючи його на певний кут і після виходу пальця 25 з паза мальтійського хреста 28, останній, зупиняється фіксатором 21, причому, поворот мальтійський хрест 28 скоює в напрямі протилежному напряму повороту мальтійського хреста 29, внаслідок чого вал повороту 31 через систему шестерень 30, визначаючих кут повороту заготівки, одержує поворот в почат 86688 8 кове положення, скоюючи при цьому поворотногойдаючий рух Цей поворот повідомляється через вал повороту 31 і патрон 13 затиску заготівки самій заготівці. Такий же поворот повідомляється стрижню оправки. Таким чином, при знаходженні робочої кліті 3 в крайньому передньому положенні здійснюються також сумісні подача і поворот заготівки. Після закінчення процесу прокатки труби, робочу кліть 3 зупиняють по середині зворотного ходу, розряджають затиски заготівки і хвостовика стержня оправки, включають муфту зчеплення 14 і двигун 15, за допомогою якого, обертаючи гвинт 11, повертають гайку 12 і патрон 13 затиску заготівки в початкове положення. Після цього чергову заготівку надягають на стержень оправки, затискають в патроні затиску заготівки 13 і включають головний двигун 1. Величину подачі заготівки та її кут повороту регулюють за допомогою системи шестерень. Механізм подачі та повороту стана холодної прокатки труб дозволяє здійснити разом з подвійними подачею і поворотом заготівки-труби і цілий ряд відомих схем прокатки: - одинарну подачу і подвійний поворот труби для здійснення цієї схеми прокатки необхідно зняти один з пальців на кривошипах механізму подачі; - сумісні подачу та подвійний поворот труби в крайньому задньому положенні робочої кліті - для здійснення якої необхідно зняти по одному з пальців кривошипів механізму подачі та конічних кривошипних шестерень поворотного механізму; - роздільні подачу і поворот труби в різних крайніх положеннях робочої кліті - для здійснення якої необхідно зняти по одному пальцю кривошипів механізму подачі та конічних кривошипних шестерень, але при цьому на одній з кривошипних шестерень залишити палець, конічна кривошипна шестерня якого б була розгорнена щодо кривошипа з пальцем механізму подачі на кут 180°. Винахід, що заявляється, ґрунтується на теоретичних розрахунках, підтверджених експериментальними даними, може бути багаторазово відтворений у виробництві. Отже, винахід відповідає критерію «промислова придатність». 9 86688 10 11 Комп’ютерна верстка А. Рябко 86688 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit of feed and turning cold-rolling mill of pipes
Автори англійськоюProidak Yurii Serhiiovych, Korol Radomyr Mykolaiovych, Amirov Ibrahim Maskhudovych
Назва патенту російськоюМеханизм подачи и поворота стана холодной прокатки труб
Автори російськоюПройдак Юрий Сергеевич, Король Радомир Николаевич, Амиров Ибрагим Масхудович
МПК / Мітки
МПК: B21B 21/04, B21B 21/06
Мітки: холодної, прокатки, повороту, подачі, стана, механізм, труб
Код посилання
<a href="https://ua.patents.su/6-86688-mekhanizm-podachi-ta-povorotu-stana-kholodno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Механізм подачі та повороту стана холодної прокатки труб</a>
Робоча кліть стана холодної пільгерної прокатки труб
Номер патенту: 65161
Опубліковано: 15.03.2004
Автори: Данильченко Віктор Васильович, Сеніна Тетяна Володимирівна, Смирнов Віктор Григорович, Фролов Ярослав Вікторович, Фролов Віктор Пилипович
МПК: B21B 21/00, B21B 21/04
Мітки: робоча, прокатки, кліть, холодної, пільгерної, труб, стана
Формула / Реферат:
Робоча кліть стана холодної пільгерної прокатки труб, що включає стаціонарну силову станину з закріпленими на її горизонтальних поверхнях напрямними і валки з підшипниковими опорами, яка відрізняється тим, що вона обладнана роликовими підшипниками лінійного переміщення і подушками, у яких розташовані підшипникові опори валків, а роликові підшипники лінійного переміщення встановлені поміж кожною зі згаданих напрямних і подушкою.
Розподільний подавально-поворотний механізм стана холодної прокатки труб
Номер патенту: 21826
Опубліковано: 30.04.1998
Автори: Король Радомір Миколайович, Журба Олександр Савелієвич, Буряк Юрій Григорович, Калашніков Юрій Леонідович, Орещенко Віктор Федорович, Король Микола Миколайович, Півник Юрій Вікторович, Григорченко Віктор Іванович, Смолянов Георгій Миколайович, Лисенко Олександр Валентинович
МПК: B21B 21/06
Мітки: прокатки, труб, холодної, подавально-поворотний, стана, механізм, розподільний
Формула / Реферат:
Распределительный подающе-поворотный механизм стана холодной прокатки труб, содержащий приводной вал с кулачком, параллельно расположенные ему два вала с обгонными муфтами и вал с кулисно-рычажной системой, два взаимодействующих с кулачком роликовых рычага, один из которых установлен на валу с кулисно-рычажной системой и регулятор величины подачи, отличающийся тем, что регулятор величины подачи выполнен в виде рядом установленных на...
Привід переміщення робочої кліті стана холодної прокатки труб
Номер патенту: 13510
Опубліковано: 17.04.2006
Автори: Гриневич Володимир Ігоревич, Луцик Володимир Олександрович, Черних Володимир Миколайович, Клименко Фелікс Констянтинович
МПК: B21B 35/06
Мітки: стана, робочої, переміщення, кліті, привід, прокатки, холодної, труб
Формула / Реферат:
Привід переміщення робочої кліті стана холодної прокатки труб, що містить зубчастий планетарний механізм з сателітом на валу водила та зрівноважувальний вантаж з кривошипом під шатун робочої кліті, який відрізняється тим, що сателіт та два додаткових сателіта встановлені на нерухомій опорі маточини водила зрівноважувального вантажу з можливістю обертання його навколо власної осі та осі вихідного вала, при цьому водило є кривошипом під шатун...
Опорна планка роликового стана холодної прокатки труб
Номер патенту: 85005
Опубліковано: 10.12.2008
Автори: Пройдак Юрій Сергійович, Очеретна Наталія Миколаївна, Король Радомір Миколайович
МПК: B21B 21/04
Мітки: стана, опорна, планка, роликового, труб, холодної, прокатки
Формула / Реферат:
Опорна планка роликового стана холодної прокатки труб, яка містить ділянку зіва подачі та повороту заготовки, калібровану робочу поверхню з послідовно розташованими зонами деформування: редукування, обтиску з товщини стінки та калібрування з товщини стінки й діаметра, довжина останньої не перевищує 0,33 довжини робочої поверхні опорної планки, яка відрізняється тим, що зона калібрування виконана в вигляді двох зворотних скосів з катетами,...
Станина під робочу кліть стана холодної прокатки труб
Номер патенту: 15759
Опубліковано: 17.07.2006
Автори: Гриневич Володимир Ігоревич, Черних Володимир Миколайович, Луцик Володимир Олександрович, Клименко Фелікс Констянтинович
МПК: B21B 31/00, B21B 21/00
Мітки: прокатки, труб, робочу, стана, кліть, холодної, станина
Формула / Реферат:
Станина під робочу кліть стана холодної прокатки труб, яка має стаціонарну основу та встановлену на ній змінну напрямну з двома симетрично розташованими повздовжніми пазами, при цьому змінна опорна напрямна виконана з механізмами регулювання її положення у вертикальній та горизонтальній площинах, яка відрізняється тим, що механізм настроювання у вертикальній площині виконаний у вигляді рухомої плити та має кут нахилу 5-6° з аналогічним кутом...
Попередній патент: Плазмотрон для глибинної обробки кольорових сплавів
Наступний патент: Спосіб нанесення емітера на електроди газорозрядних ламп шляхом вакуумування
Випадковий патент: Гідродинамічний підшипник, передбачений для утримування барабана, який обертається навколо своєї осі