Спосіб подачі охолоджувача при холодному прокатуванні штаб
Номер патенту: 104789
Опубліковано: 25.02.2016
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Жученко Станіслав Вікторович

Формула / Реферат
Спосіб подачі охолоджувача на при холодному прокатуванні штаб, що включає диференційну (секційну) подачу охолоджувача (емульсії) на локальні ділянки по довжині робочого валка, який відрізняється тим, що диференційну подачу охолоджувача виконують на штабу по її ширині перед входом у робочі валки.
Текст
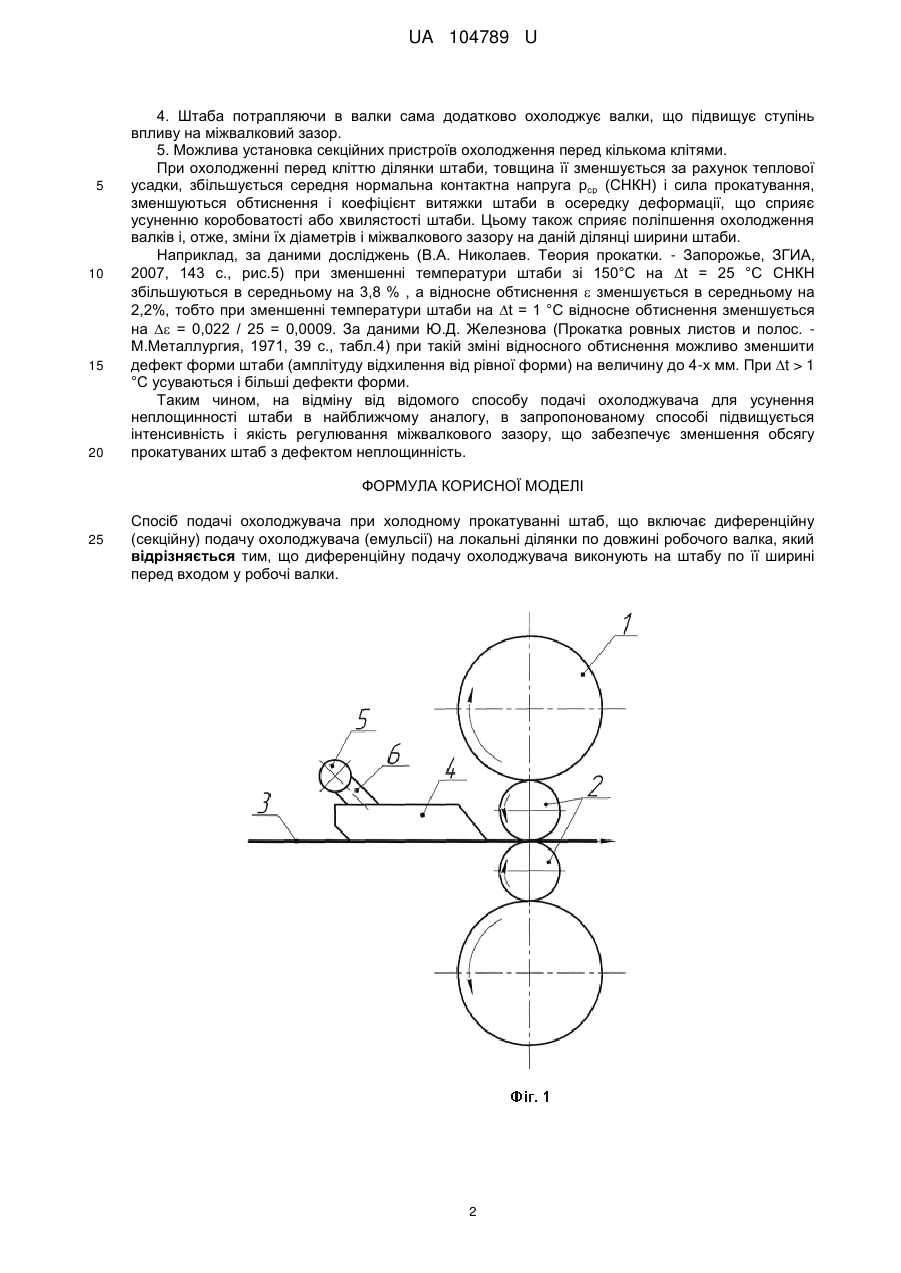
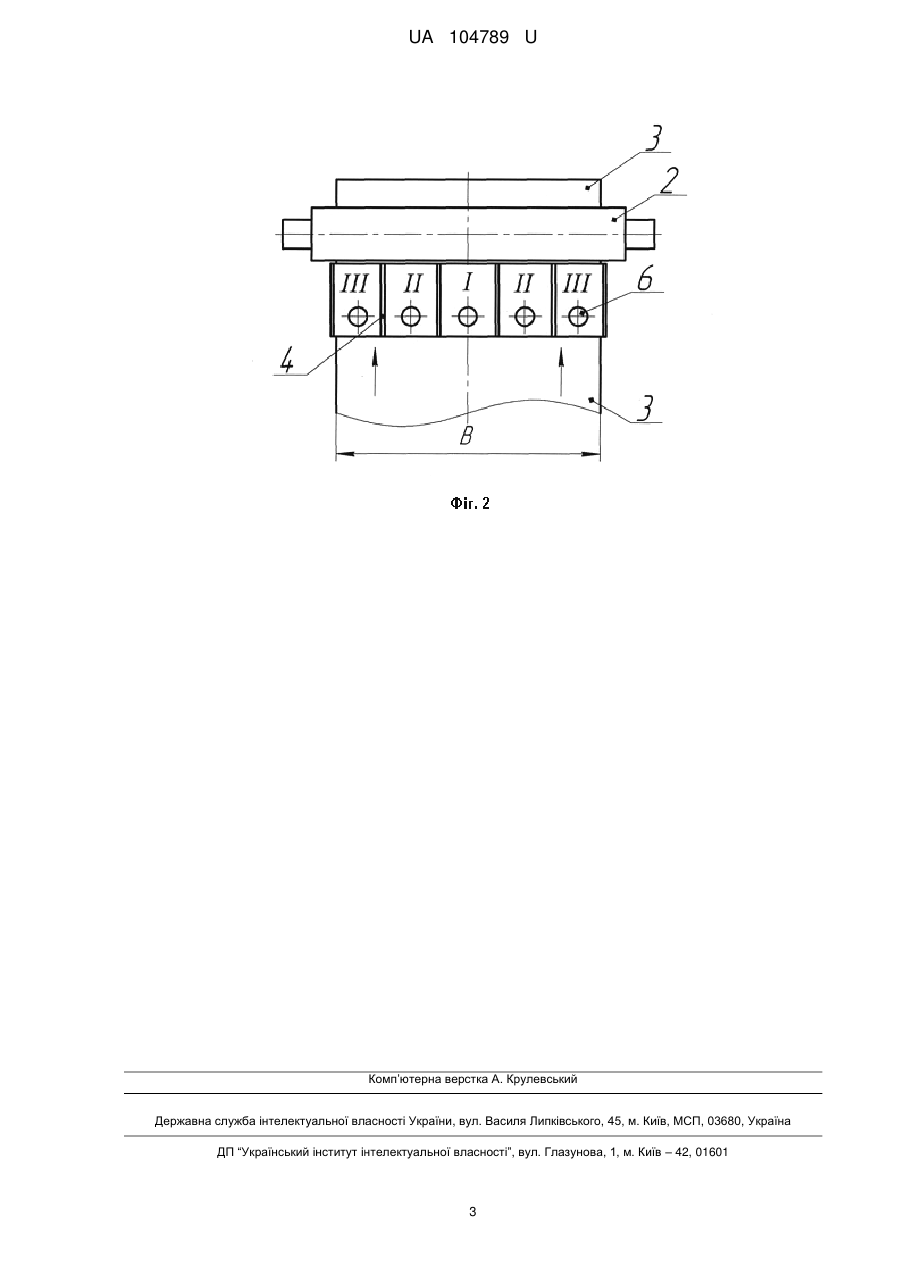
Реферат: Спосіб подачі охолоджувача при холодному прокатуванні штабі включає диференційну (секційну) подачу охолоджувача (емульсії) на локальні ділянки по довжині робочого валка. Диференційну подачу охолоджувача виконують на штабу по її ширині перед входом у робочі валки UA 104789 U (12) UA 104789 U UA 104789 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до прокатного виробництва, зокрема до холодного прокатування штаб. Однією з проблем холодного прокатування є зниження неплощинності штаби, тобто зменшення максимального відхилення (амплітуди) по висоті сусідніх точок поверхні штаби по її ширині не більше як на 1... 3 мм на метр довжини. Регулювання міжвалкового розхилу і форми з метою забезпечення плоскої штаби виконується різними методами. Відомий спосіб регулювання форми штаби при прокатуванні штаб шляхом застосування протизгину і додаткового вигину робочих валків кліті кварто (М.М. Сафьян и др. Технология процессов прокатки и волочения. Листопрокатное производство. - К.: "Вища школа", 1988, с. 325, рис.123). Протизгин дозволяє усувати хвилястість кромок, а додатковий згин коробоватість середньої ділянки ширини штаби. Недоліком цього способу регулювання форми штаби при холодному прокатуванні є ускладнення конструкції кліті і додаткові фінансові витрати на обслуговування пристроїв регулювання. Найближчим аналогом є спосіб регулювання форми штаби при холодному прокатуванні, який включає прокатну кліть з опорними і робочими валками, а також колектор з 15 соплами для диференційної (секційної) подачі охолоджувача (емульсії) на локальні ділянки по довжині бочки робочого валка. У цьому пристрої завдяки збільшенню подачі охолоджувача на валки, наприклад, з секції І можливе усунення коробоватості штаби (А.П. Грудев и др.. Технология прокатного производства. М.: Металлургия, 1994, с.481, рис. 212). Недоліком такого способу подачі охолоджувача на штабу при холодному прокатуванні є інерційність системи із затримкою на 20-25 хв. (Поки зміниться температура а, отже і, діаметр валка), протягом яких прокатують штабу з дефектом форми (з коробоватістю або хвилястістю). В основу корисної моделі поставлена задача створення такого способу, в якому за рахунок застосування секційного охолодження штаби перед робочими валками забезпечується безінерційне зменшення товщини на відповідній ділянці штаби яка входить у валки, а також температури і діаметра валків. Таким чином можливо усунути дефекти форми штаби (коробоватість або хвилястість). Поставлена задача вирішується тим, що спосіб подачі охолоджувача при холодному штаб прокатуванні включає диференційну (секційну) подачу охолоджувача (емульсії) на локальні ділянки по довжині робочого валка, згідно з корисною моделлю, диференційну подачу охолоджувача виконують на штабу по її ширині перед входом у робочі валки Використання запропонованого способу подачі охолоджувача на штабу при холодному прокатуванні дозволить, за рахунок зменшення товщини заданої ділянки штаби перед валками, зменшити її товщину і зменшити неплощинність, скоротити кількість штаб з дефектом форми. На фіг. 1, 2 представлено схеми валкових комплектів 1 і 2 (1 - опорні валки, 2 - робочі валки), в яких прокатується штаба 3, що проходить через пристрій 4 з секціями для охолодження локальних ділянок по ширині штаби охолоджувачем, що подається з колектора 5 форсунками 6. Процес прокатування, наприклад, в чистовій кліті стану виконують наступним чином. Секційний пристрій 4 складається з п'яти секцій I-V, розділених перегородками зі взаємним кріпленням, що має довжину 1 ... 1,5 м і встановлено над поверхнею штаби. На нижній поверхні сталевих перегородок закріплені пластини з м'якого матеріалу, що запобігають контакту зі сталевими перегородками. Над кожною секцією пристрою 4 встановлені форсунки 6, в які охолоджувач подається з колектора 5. Подача охолоджувача на штабу з кожної форсунки 6, диференційна. Сигнал на включення подачі охолоджувача (емульсії) на ту чи іншу секцію передається через систему обробки результатів вимірювання від відомого секційного тензометричного ролика для вимірювання неплощинності штаби. Наприклад, якщо штаба прокатується з коробоватістю на середній ділянці ширини штаби, то на форсунку І надходить сигнал на її відкриття та подачу певної кількості охолоджувача на дану ділянку штаби. При недостатній кількості охолоджувача з форсунки І, додатково включаються форсунки II. У разі прокатування штаби з хвилястістю кромок - охолоджувач подається з форсунок III. Перевагою запропонованого способу подачі охолоджувача для усунення неплощинності штаби в порівнянні з прототипом є наступне. 1. Значна різниця температури штаби перед кліттю (150-250 °С) і охолоджувача (30-40 °С) забезпечує інтенсивне охолодження заданої ділянки штаби. 2. Застосуванням спеціальних холодильників забезпечується охолоджування охолоджувача до температур менше 30-40 °С. 3. Виключається інерційність у процесі регулювання розмірів міжвалкового зазору. 1 UA 104789 U 5 10 15 20 4. Штаба потрапляючи в валки сама додатково охолоджує валки, що підвищує ступінь впливу на міжвалковий зазор. 5. Можлива установка секційних пристроїв охолодження перед кількома клітями. При охолодженні перед кліттю ділянки штаби, товщина її зменшується за рахунок теплової усадки, збільшується середня нормальна контактна напруга рср (СНКН) і сила прокатування, зменшуються обтиснення і коефіцієнт витяжки штаби в осередку деформації, що сприяє усуненню коробоватості або хвилястості штаби. Цьому також сприяє поліпшення охолодження валків і, отже, зміни їх діаметрів і міжвалкового зазору на даній ділянці ширини штаби. Наприклад, за даними досліджень (В.А. Николаев. Теория прокатки. - Запорожье, ЗГИА, 2007, 143 с., рис.5) при зменшенні температури штаби зі 150°С на t = 25 °С СНКН збільшуються в середньому на 3,8 % , а відносне обтиснення зменшується в середньому на 2,2%, тобто при зменшенні температури штаби на t = 1 °С відносне обтиснення зменшується на = 0,022 / 25 = 0,0009. За даними Ю.Д. Железнова (Прокатка ровных листов и полос. М.Металлургия, 1971, 39 с., табл.4) при такій зміні відносного обтиснення можливо зменшити дефект форми штаби (амплітуду відхилення від рівної форми) на величину до 4-х мм. При t > 1 °C усуваються і більші дефекти форми. Таким чином, на відміну від відомого способу подачі охолоджувача для усунення неплощинності штаби в найближчому аналогу, в запропонованому способі підвищується інтенсивність і якість регулювання міжвалкового зазору, що забезпечує зменшення обсягу прокатуваних штаб з дефектом неплощинність. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб подачі охолоджувача при холодному прокатуванні штаб, що включає диференційну (секційну) подачу охолоджувача (емульсії) на локальні ділянки по довжині робочого валка, який відрізняється тим, що диференційну подачу охолоджувача виконують на штабу по її ширині перед входом у робочі валки. 2 UA 104789 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 39/34
Мітки: подачі, холодному, охолоджувача, спосіб, штаб, прокатуванні
Код посилання
<a href="https://ua.patents.su/5-104789-sposib-podachi-okholodzhuvacha-pri-kholodnomu-prokatuvanni-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб подачі охолоджувача при холодному прокатуванні штаб</a>
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб
Номер патенту: 44033
Опубліковано: 15.01.2002
Автори: Грібач Юрій Федорович, Человань Михайло Іванович
МПК: G01K 7/12
Мітки: визначення, штаб, осередку, холодному, температури, прокатуванні, спосіб, деформації
Формула / Реферат:
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб, що включає розташування датчиків в зоні контролю, який відрізняється тим, що як датчики використовують сплави Вуда з різною температурою плавлення, розташовані в порядку зростання точок плавлення в отворах, виконаних уздовж контрольованої штаби.
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб прокатки штаб
Номер патенту: 48164
Опубліковано: 10.03.2010
Автори: Васильєв Андрій Олександрович, Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович, Скрипак Владислав Володимирович, Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб на неперервному стані, який включає розмотування штаби, прокатування її в клітях стана і змотування в рулон, який відрізняється тим, що при прокатуванні заднього кінця штаби електродвигун приводу робочих валків першої кліті стана вимикають, штабу прокатують (протягують) через холості робочі валки першої кліті робочими валками другої кліті стана.
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: прокатки, спосіб, штаб, холодної
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Спосіб холодної прокатки штаб
Номер патенту: 68731
Опубліковано: 10.04.2012
Автори: Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович, Ніколенко Андрій Георгійович
МПК: B21B 39/34
Мітки: прокатки, спосіб, штаб, холодної
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування гарячекатаної штаби з рулона, прокатку в клітях стана зі змінною швидкістю та змотування штаби в рулон, який відрізняється тим, що перед холодною прокаткою на безперервному стані виконують перемотування штаби гарячекатаного рулона з виведенням внутрішнього заднього потовщеного кінця на зовнішній виток рулона.
Попередній патент: Спосіб виготовлення двокамерної триелектродної електрохімічної комірки
Наступний патент: Теплопередавальний елемент регенеративного теплообмінника
Випадковий патент: Спосіб ендоскопічної резекції неполіповидних неоплазій товстої кишки