Спосіб холодної прокатки штаб
Номер патенту: 68731
Опубліковано: 10.04.2012
Автори: Путнокі Олександр Юліусович, Ніколенко Андрій Георгійович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович


Формула / Реферат
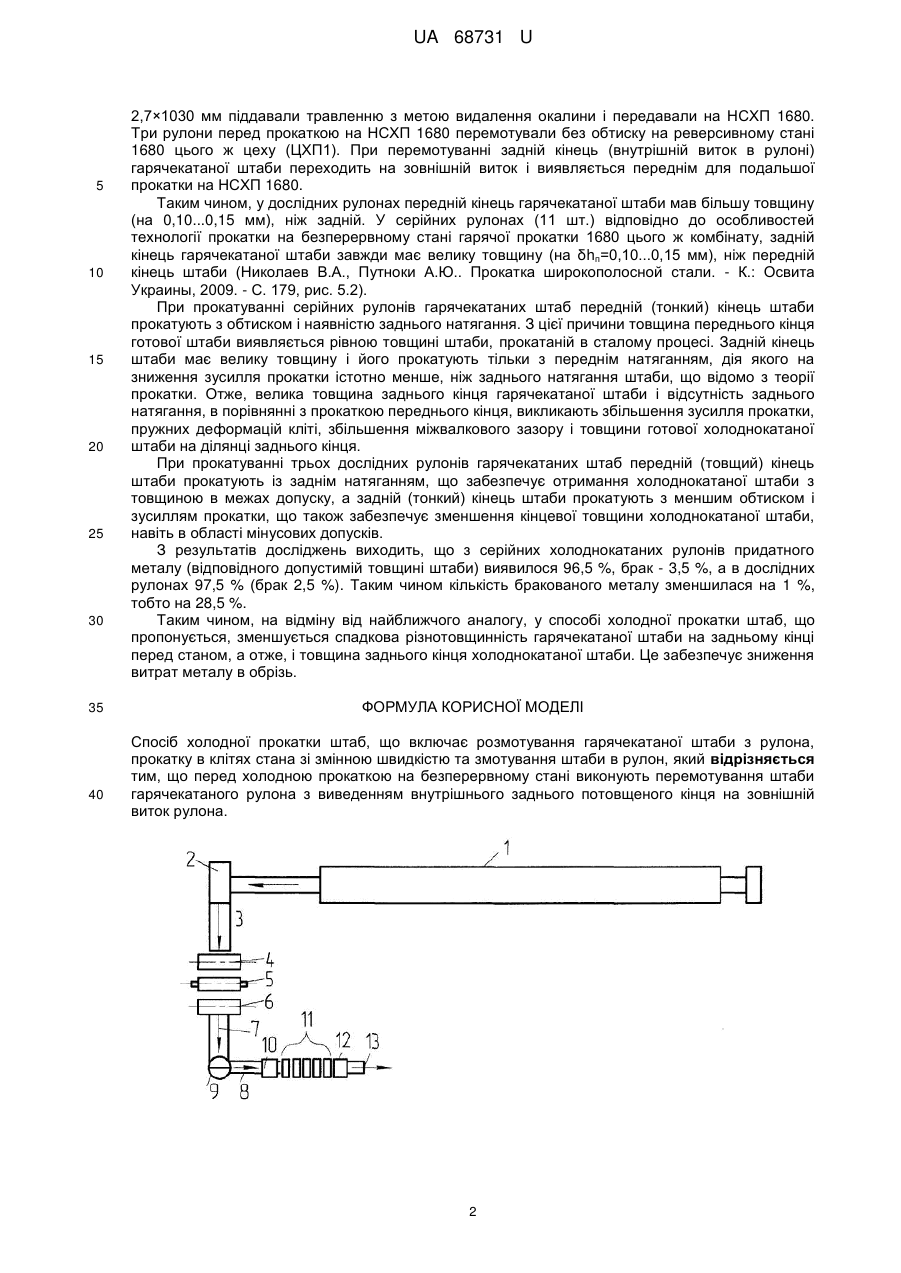
Спосіб холодної прокатки штаб, що включає розмотування гарячекатаної штаби з рулона, прокатку в клітях стана зі змінною швидкістю та змотування штаби в рулон, який відрізняється тим, що перед холодною прокаткою на безперервному стані виконують перемотування штаби гарячекатаного рулона з виведенням внутрішнього заднього потовщеного кінця на зовнішній виток рулона.
Текст
Реферат: Спосіб холодної прокатки штаб включає розмотування гарячекатаної штаби з рулона, прокатку в клітях стана зі змінною швидкістю та змотування штаби в рулон. Перед холодною прокаткою на безперервному стані виконують перемотування штаби гарячекатаного рулона з виведенням внутрішнього заднього потовщеного кінця на зовнішній виток рулона. UA 68731 U (12) UA 68731 U UA 68731 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до прокатного виробництва, зокрема до холодної прокатки штаб. Однією з проблем холодної прокатки є підвищення точності товщини по довжині штаби, тобто зменшення поздовжньої різнотовщинності. Найбільша різнотовщинність холоднокатаних штаб при порулонній прокатці має місце на задніх кінцевих ділянках. Відомий спосіб прокатки штаб в нескінченному режимі на п'ятиклітьовому (Сафьян М.М. и др. Технология процессов прокатки и волочения. Листопрокатное производство. - К.: Вища школа, 1988. - С. 225, рис. 72). На рис.72 представлена схема стану п'ятиклітьового нескінченої прокатки штаб. Нескінченний процес прокатки забезпечується застосуванням комплексу устаткування (ножиці 2, стикозварювальна машина 3, петленакопичувач 4), які забезпечують стикове зварювання (з'єднання кінців суміжних штаб). При такому з'єднанні в безперервний стан 6 надходить нескінченна "стрічка" штаби, що не має кінцевих ділянок. Відсутність кінцевих ділянок забезпечує постійний сталий процес прокатки і прокатку штаби при швидкості vз.к.≈4,0 м/с. Останнє дозволяє прокатувати штаби з різнотовщинністю δhп=0,02...0,05 мм по всій довжині нескінченної "стрічки". Недоліком способу є необхідність установки безпосередньо перед станом додаткового устаткування, склад якого вказаний вище. Можливість установки цього устаткування на існуючих станах холодної прокатки старої споруди неможлива, унаслідок відсутності необхідних площ в цеху. Найбільш близьким за сукупністю ознак до способу, що заявляється, є спосіб порулонної холодної прокатки, який включає прокатні кліті, розмотувач рулонів, моталку для змотування в рулон штаби, яка прокатується зі змінною швидкістю по довжині (. Сафьян М.М и др. Технология процессов прокатки и волочения. Листопрокатное производство. - К.: Вища школа, 1988. - С. 223, рис. 71). На цьому стані на початку процесу передній кінець штаби з розмотувача заправляють в кліті стана і в моталку при швидкості v ≈ 1,0м/с, прокатують штабу в сталому процесі при швидкості vyст≥10 м/с, а задній кінець штаби випускають із розмотувача (стана) при швидкості vзк
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold rolling strips
Автори англійськоюNikolaiev Viktor Oleksandrovych, Putnoki Oleksandr Yuliusovych, Nikolenko Andrii Heorhiiovych, Vasyliev Oleksandr Hennadiiovych, Vasyliev Oleksandr Неnnаdшіоvусh, Vasyliev Andrii Oleksandrovych
Назва патенту російськоюСпособ холодной прокатки полос
Автори російськоюНиколаев Виктор Александрович, Путноки Александр Юлиусович, Николенко Андрей Георгиевич, Васильев Александр Геннадьевич, Васильев Андрей Александрович
МПК / Мітки
МПК: B21B 39/34
Мітки: холодної, прокатки, спосіб, штаб
Код посилання
<a href="https://ua.patents.su/5-68731-sposib-kholodno-prokatki-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодної прокатки штаб</a>
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: холодної, штаб, прокатки, спосіб
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Бойко Володимир Семенович, Бочаров Віталій Федорович, Норка Сергій Петрович, Бочаров Володимир Віталійович
МПК: B21B 1/04
Мітки: прокатки, тонких, штаб, станах, безперервних, спосіб, особливої, холодної
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: гарячої, широкоштабовому, спосіб, стані, штаб, прокатки
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані
Номер патенту: 80233
Опубліковано: 27.08.2007
Автори: Побегайло Олег Андрійович, Норка Сергій Петрович, Климанчук Владислав Владиславович, Гарбер Едуард Олександрович, Бойко Володимир Семенович, Будніков Володимир Іванович, Кожевникова Ірина Олександрівна, Ділігенський Євген Володимирович, Шебаніц Едуард Миколайович, Медведєв Микола Петрович
МПК: B21B 37/00, B21B 37/16, B21B 1/22, B21B 37/46, B21B 37/48
Мітки: штаб, холодної, стані, безперервної, багатоклітьовому, спосіб, прокатки, тонких
Формула / Реферат:
1. Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані, що включає обтиснення штаб в кілька проходів із супутнім контролем шляхом виміру і/або розрахунку по математичних моделях ряду параметрів прокатки: відносних обтиснень по клітях, геометричних параметрів підкату й готового розкату, натягів штаб між клітями, опору деформації штаб на вході в стан і виході з кожної кліті, визначення для кожної ί-ї кліті за...
Попередній патент: Спосіб стандартизації м’яти перцевої в багатокомпонентних рослинних сумішах
Наступний патент: Пристрій для герметизації муфтових з’єднань труб
Випадковий патент: Спосіб моделювання защемлених кил черевної стінки