Спосіб підведення зварювального струму до зварюваних деталей при контактно-стиковому зварюванні довгомірних рейкових плітей з натягом
Номер патенту: 105408
Опубліковано: 12.05.2014
Автори: Кучук-Яценко Сергій Іванович, Дідковський Олександр Володимирович, Кривенко Валерій Георгійович, Левчук Андрій Миколайович, Харченко Олександр Кирилович

Формула / Реферат
Спосіб підведення зварювального струму до зварюваних деталей при контактно-стиковому зварюванні довгомірних рейкових плітей з натягом, при якому зварювальний струм підводять від зварювального трансформатора до зварювальних деталей через струмопідвідні елементи машини, а саме: штоки переміщення та осадки, які зв'язані з рухомим та нерухомим корпусами зварювальної машини, керовані електричні контакти-хомути та гнучкі перемички, який відрізняється тим, що керовані електричні контакти-хомути звільняють від жорсткого контакту з штоками переміщення та осадки на етапі підтягування довгомірної рейкової пліті і цим переривають підведення зварювального струму, та жорстко їх затискають на штоках переміщення та осадки по закінченні процесу підтягування довгомірної пліті та досягненні необхідної відстані між рухомим і нерухомим корпусами зварювальної машини, забезпечуючи при цьому надійний електричний контакт для підведення зварювального струму безпосередньо на етапі зварювання рейкових плітей.
Текст
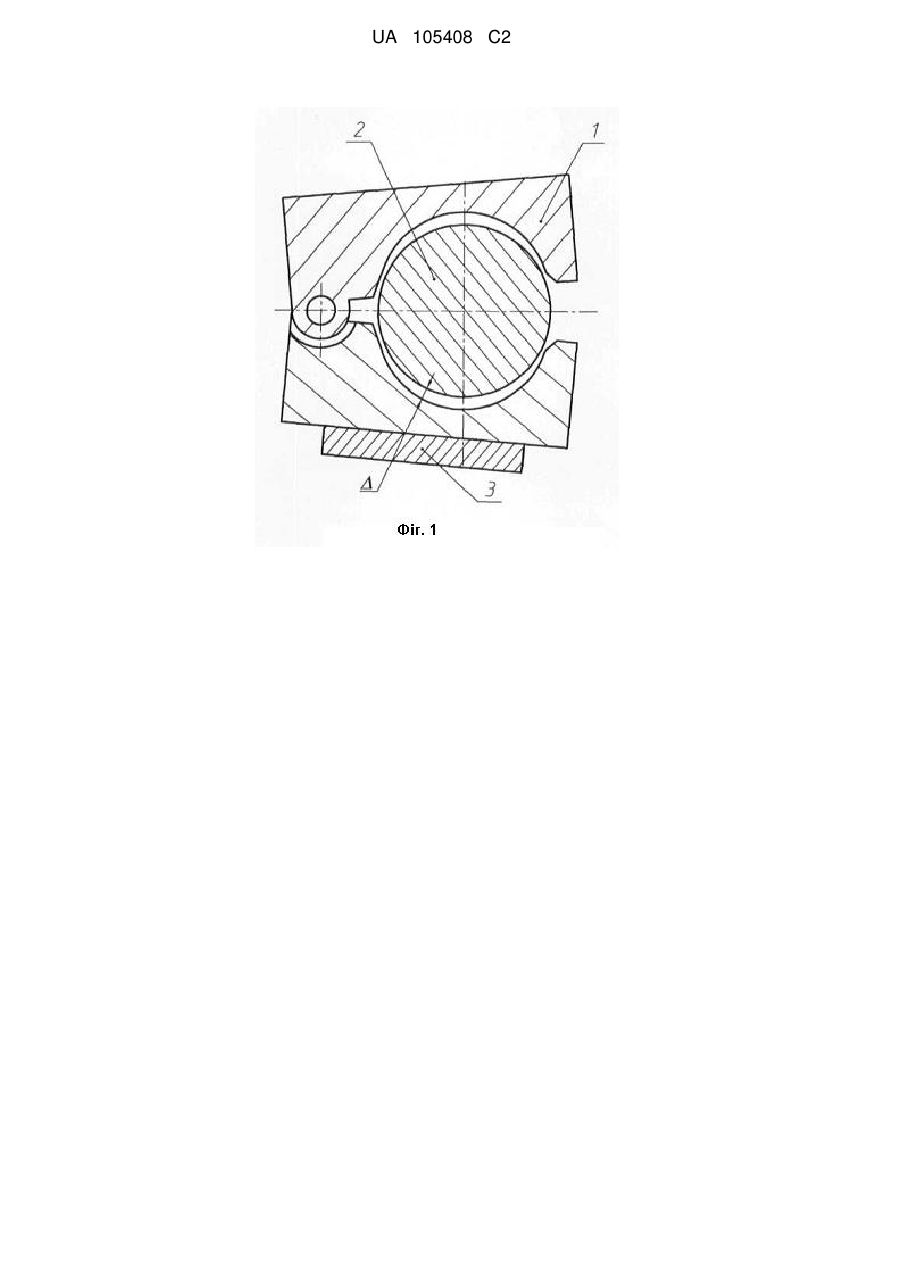
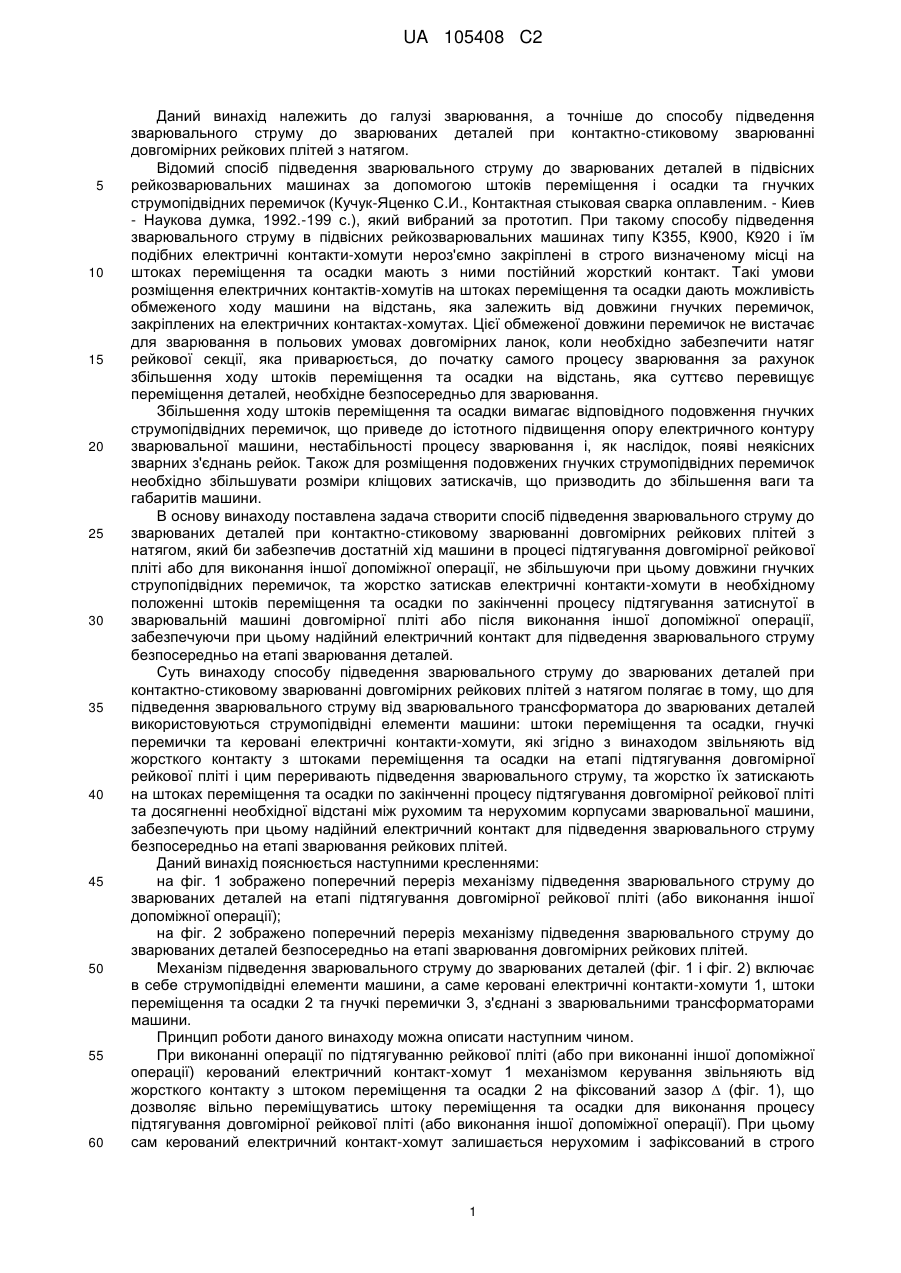
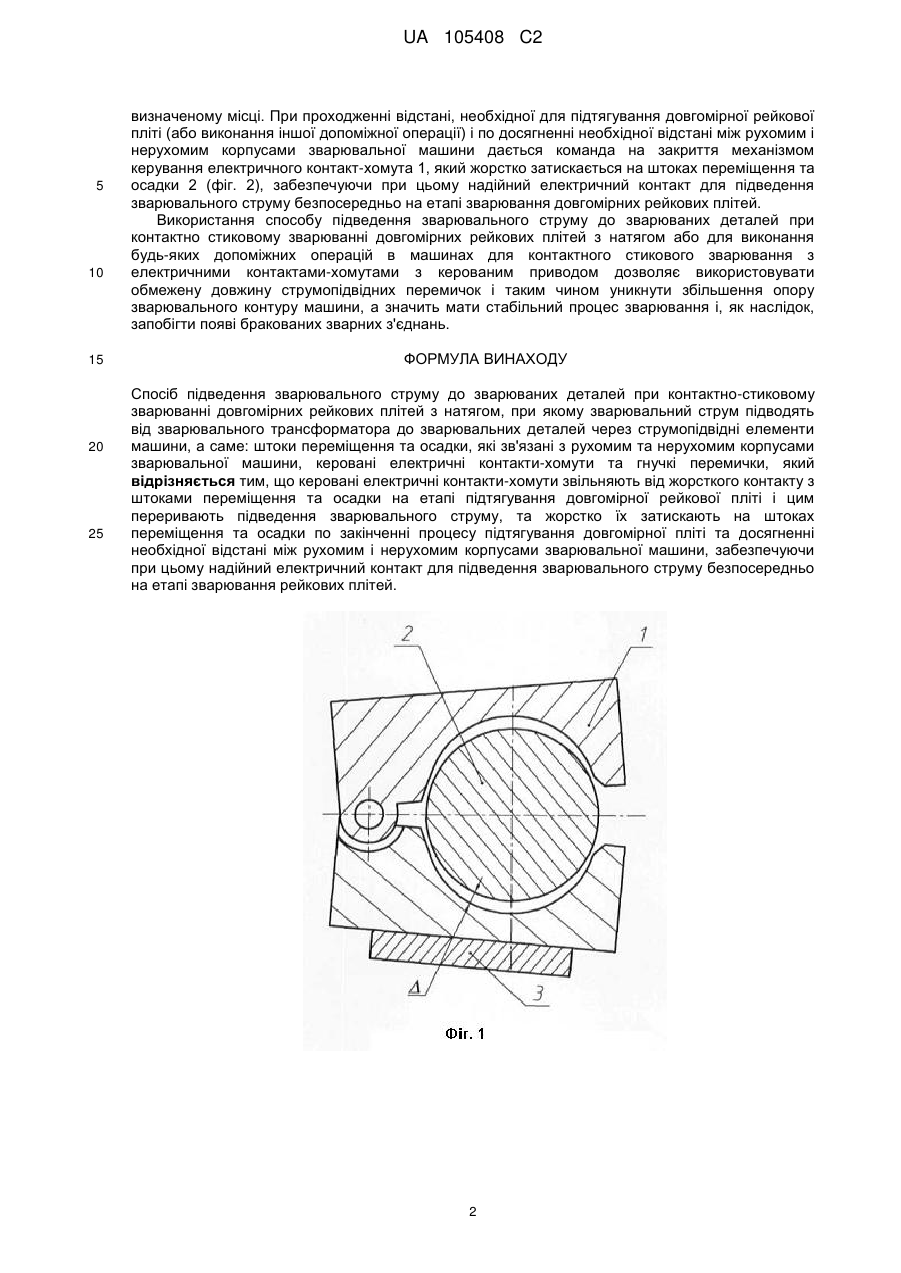
Реферат: Винахід належить до галузі зварювання, а саме до способу підведення зварювального струму до зварюваних деталей, і може бути використаний при контактно стиковому зварюванні довгомірних рейкових плітей з натягом. В способі підведення зварювального струму до зварюваних деталей при контактно-стиковому зварюванні довгомірних рейкових плітей з натягом зварювальний струм підводиться від зварювального трансформатора до зварюваних деталей через струмопідвідні елементи машини, а саме: штоки переміщення та осадки, які зв’язані з рухомим та нерухомим корпусами зварювальної машини, електричні контакти-хомути та гнучкі перемички. Електричні контакти-хомути звільняють від жорсткого контакту з штоками переміщення та осадки на етапі підтягування довгомірної рейкової пліті та жорстко затискають по закінченні процесу підтягування та досягненні необхідної відстані між рухомим і нерухомим корпусами зварювальної машини. Це дозволяє використовувати обмежену довжину струмопідвідних перемичок і таким чином уникнути збільшення опору зварювального контура машини, а значить мати стабільний процес зварювання і, як наслідок, запобігти появі бракованих зварних з'єднань. UA 105408 C2 (12) UA 105408 C2 UA 105408 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід належить до галузі зварювання, а точніше до способу підведення зварювального струму до зварюваних деталей при контактно-стиковому зварюванні довгомірних рейкових плітей з натягом. Відомий спосіб підведення зварювального струму до зварюваних деталей в підвісних рейкозварювальних машинах за допомогою штоків переміщення і осадки та гнучких струмопідвідних перемичок (Кучук-Яценко С.И., Контактная стыковая сварка оплавленим. - Киев - Наукова думка, 1992.-199 с.), який вибраний за прототип. При такому способу підведення зварювального струму в підвісних рейкозварювальних машинах типу К355, К900, К920 і їм подібних електричні контакти-хомути нероз'ємно закріплені в строго визначеному місці на штоках переміщення та осадки мають з ними постійний жорсткий контакт. Такі умови розміщення електричних контактів-хомутів на штоках переміщення та осадки дають можливість обмеженого ходу машини на відстань, яка залежить від довжини гнучких перемичок, закріплених на електричних контактах-хомутах. Цієї обмеженої довжини перемичок не вистачає для зварювання в польових умовах довгомірних ланок, коли необхідно забезпечити натяг рейкової секції, яка приварюється, до початку самого процесу зварювання за рахунок збільшення ходу штоків переміщення та осадки на відстань, яка суттєво перевищує переміщення деталей, необхідне безпосередньо для зварювання. Збільшення ходу штоків переміщення та осадки вимагає відповідного подовження гнучких струмопідвідних перемичок, що приведе до істотного підвищення опору електричного контуру зварювальної машини, нестабільності процесу зварювання і, як наслідок, появі неякісних зварних з'єднань рейок. Також для розміщення подовжених гнучких струмопідвідних перемичок необхідно збільшувати розміри кліщових затискачів, що призводить до збільшення ваги та габаритів машини. В основу винаходу поставлена задача створити спосіб підведення зварювального струму до зварюваних деталей при контактно-стиковому зварюванні довгомірних рейкових плітей з натягом, який би забезпечив достатній хід машини в процесі підтягування довгомірної рейкової пліті або для виконання іншої допоміжної операції, не збільшуючи при цьому довжини гнучких струпопідвідних перемичок, та жорстко затискав електричні контакти-хомути в необхідному положенні штоків переміщення та осадки по закінченні процесу підтягування затиснутої в зварювальній машині довгомірної пліті або після виконання іншої допоміжної операції, забезпечуючи при цьому надійний електричний контакт для підведення зварювального струму безпосередньо на етапі зварювання деталей. Суть винаходу способу підведення зварювального струму до зварюваних деталей при контактно-стиковому зварюванні довгомірних рейкових плітей з натягом полягає в тому, що для підведення зварювального струму від зварювального трансформатора до зварюваних деталей використовуються струмопідвідні елементи машини: штоки переміщення та осадки, гнучкі перемички та керовані електричні контакти-хомути, які згідно з винаходом звільняють від жорсткого контакту з штоками переміщення та осадки на етапі підтягування довгомірної рейкової пліті і цим переривають підведення зварювального струму, та жорстко їх затискають на штоках переміщення та осадки по закінченні процесу підтягування довгомірної рейкової пліті та досягненні необхідної відстані між рухомим та нерухомим корпусами зварювальної машини, забезпечують при цьому надійний електричний контакт для підведення зварювального струму безпосередньо на етапі зварювання рейкових плітей. Даний винахід пояснюється наступними кресленнями: на фіг. 1 зображено поперечний переріз механізму підведення зварювального струму до зварюваних деталей на етапі підтягування довгомірної рейкової пліті (або виконання іншої допоміжної операції); на фіг. 2 зображено поперечний переріз механізму підведення зварювального струму до зварюваних деталей безпосередньо на етапі зварювання довгомірних рейкових плітей. Механізм підведення зварювального струму до зварюваних деталей (фіг. 1 і фіг. 2) включає в себе струмопідвідні елементи машини, а саме керовані електричні контакти-хомути 1, штоки переміщення та осадки 2 та гнучкі перемички 3, з'єднані з зварювальними трансформаторами машини. Принцип роботи даного винаходу можна описати наступним чином. При виконанні операції по підтягуванню рейкової пліті (або при виконанні іншої допоміжної операції) керований електричний контакт-хомут 1 механізмом керування звільняють від жорсткого контакту з штоком переміщення та осадки 2 на фіксований зазор ∆ (фіг. 1), що дозволяє вільно переміщуватись штоку переміщення та осадки для виконання процесу підтягування довгомірної рейкової пліті (або виконання іншої допоміжної операції). При цьому сам керований електричний контакт-хомут залишається нерухомим і зафіксований в строго 1 UA 105408 C2 5 10 15 20 25 визначеному місці. При проходженні відстані, необхідної для підтягування довгомірної рейкової пліті (або виконання іншої допоміжної операції) і по досягненні необхідної відстані між рухомим і нерухомим корпусами зварювальної машини дається команда на закриття механізмом керування електричного контакт-хомута 1, який жорстко затискається на штоках переміщення та осадки 2 (фіг. 2), забезпечуючи при цьому надійний електричний контакт для підведення зварювального струму безпосередньо на етапі зварювання довгомірних рейкових плітей. Використання способу підведення зварювального струму до зварюваних деталей при контактно стиковому зварюванні довгомірних рейкових плітей з натягом або для виконання будь-яких допоміжних операцій в машинах для контактного стикового зварювання з електричними контактами-хомутами з керованим приводом дозволяє використовувати обмежену довжину струмопідвідних перемичок і таким чином уникнути збільшення опору зварювального контуру машини, а значить мати стабільний процес зварювання і, як наслідок, запобігти появі бракованих зварних з'єднань. ФОРМУЛА ВИНАХОДУ Спосіб підведення зварювального струму до зварюваних деталей при контактно-стиковому зварюванні довгомірних рейкових плітей з натягом, при якому зварювальний струм підводять від зварювального трансформатора до зварювальних деталей через струмопідвідні елементи машини, а саме: штоки переміщення та осадки, які зв'язані з рухомим та нерухомим корпусами зварювальної машини, керовані електричні контакти-хомути та гнучкі перемички, який відрізняється тим, що керовані електричні контакти-хомути звільняють від жорсткого контакту з штоками переміщення та осадки на етапі підтягування довгомірної рейкової пліті і цим переривають підведення зварювального струму, та жорстко їх затискають на штоках переміщення та осадки по закінченні процесу підтягування довгомірної пліті та досягненні необхідної відстані між рухомим і нерухомим корпусами зварювальної машини, забезпечуючи при цьому надійний електричний контакт для підведення зварювального струму безпосередньо на етапі зварювання рейкових плітей. 2 UA 105408 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvenko Valerii Heorhiiovych, Kharchenko Oleksandr Kyrylovych, Levchuk Andrii Mykolaiovych
Автори російськоюКучук-Яценко Сергей Иванович, Кривенко Валерий Георгиевич, Харченко Александр Кириллович, Левчук Андрей Николаевич
МПК / Мітки
МПК: B23K 11/02
Мітки: спосіб, зварювального, зварюванні, струму, зварюваних, деталей, довгомірних, підведення, контактно-стиковому, натягом, рейкових, плітей
Код посилання
<a href="https://ua.patents.su/5-105408-sposib-pidvedennya-zvaryuvalnogo-strumu-do-zvaryuvanikh-detalejj-pri-kontaktno-stikovomu-zvaryuvanni-dovgomirnikh-rejjkovikh-plitejj-z-natyagom.html" target="_blank" rel="follow" title="База патентів України">Спосіб підведення зварювального струму до зварюваних деталей при контактно-стиковому зварюванні довгомірних рейкових плітей з натягом</a>
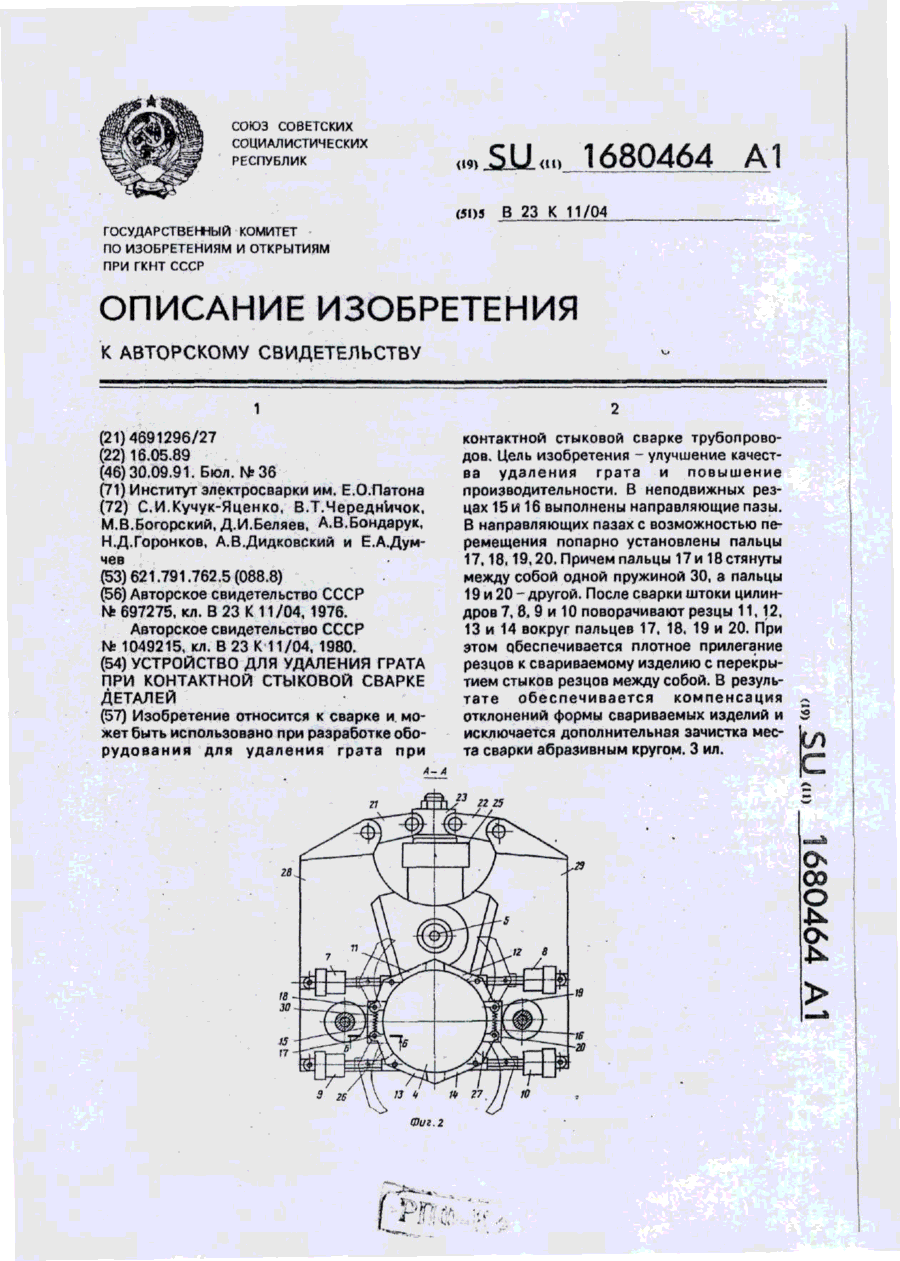
Пристрій для зняття грату при контактно-стиковому зварюванні деталей
Номер патенту: 1611
Опубліковано: 25.10.1994
Автори: Думчев Євген Олександрович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Горонков Микола Дмитрович, Череднічок Віталій Тимофійович, Богорський Михайло Володимирович, Дідковський Олександр Володимирович, Беляєв Данило Іванович
МПК: B23K 11/04
Мітки: пристрій, зняття, зварюванні, контактно-стиковому, деталей, грату
Формула / Реферат:
Устройство для удаления грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный корпус, выполненный в виде клещевого зажима, четыре цилиндра, установленные попарно на каждой из частей корпуса, шарнирно закрепленные на штоках цилиндров подвижные резцы и цилиндр зажатия, отличающееся тем, что, с целью улучшения качества удаления грата и повышения производительности, оно снабжено жестко закрепленными на...
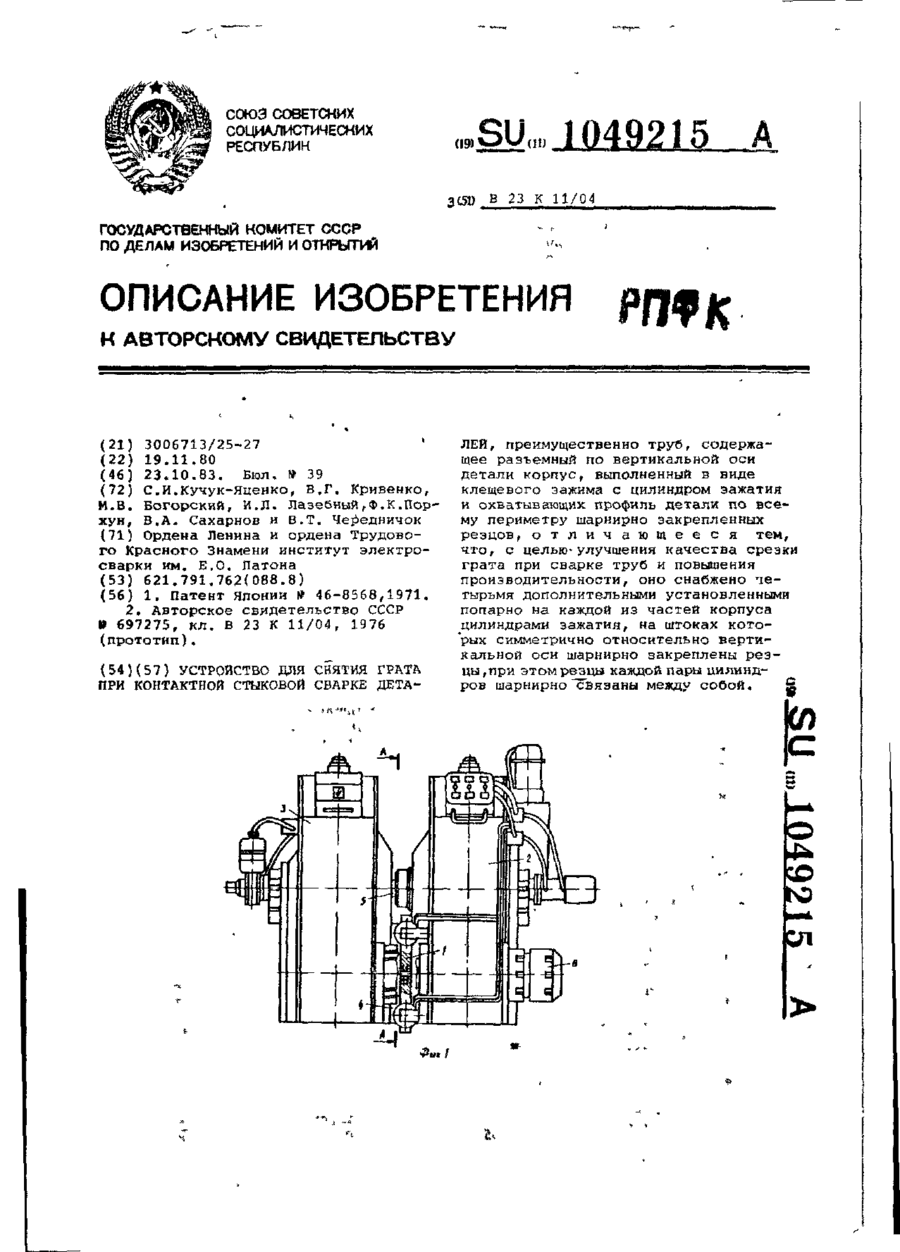
Пристрій для зняття грата при контактному стиковому зварюванні деталей
Номер патенту: 308
Опубліковано: 30.04.1993
Автори: Лазебний Іван Леонтійович, Кривенко Валерій Георгійович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Богорський Михайло Володимирович, Порхун Федір Костянтинович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактному, грата, стиковому, зварюванні, зняття, пристрій, деталей
Формула / Реферат:
(57) Устройство для снятия грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный по вертикальной оси детали корпус, выполненный в виде клещевого зажима с цилиндром зажатия и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов, отличающееся тем, что, с целью улучшения качества срезки грата при сварке труб и повышения производительности, оно снабжено четырьмя дополнительными...
Спосіб вимірювання параметрів кодового струму в рейкових колах без ізолюючих стиків
Номер патенту: 50742
Опубліковано: 25.06.2010
Автори: Романцев Іван Олегович, Гаврилюк Володимир Ілліч
МПК: B61L 25/00
Мітки: стиків, ізолюючих, параметрів, струму, спосіб, кодового, вимірювання, колах, рейкових
Формула / Реферат:
Спосіб вимірювання параметрів кодового струму в рейкових колах без ізолюючих стиків, при якому вимірюють даний струм через гальванічну розв'язку, який відрізняється тим, що в рейкових колах при відсутності ізолюючого стику (ІС) на вхідному кінці рейкового кола вимірюють струм на станції або в релейній шафі при вступі потягу на зону додаткового шунтування (ЗДШ) перед колійним приймачем на елементі, що може сприймати частоту кодового струму;...
Пристрій для формування з’єднання при контактному стиковому зварюванні труби із заглушкою
Номер патенту: 12191
Опубліковано: 16.01.2006
Автори: Красноруцький Володимир Семенович, Лаврентьєв Микола Олександрович
МПК: B23K 11/02
Мітки: трубі, стиковому, з'єднання, пристрій, зварюванні, контактному, заглушкою, формування
Формула / Реферат:
Пристрій для формування з'єднання при контактному стиковому зварюванні труби із заглушкою, який містить зібрані між собою в пакети за допомогою діелектричних деталей кільцеві сектори струмопідведення, обойму, що складається з ізоляційного й металевого елементів, розташований в обоймі кільцевий упор-холодильник, виконаний з набору електрично ізольованих одна від одної металевих пластин, які в кожному секторі попарно з'єднані між собою, а...
Джерело зварювального струму
Номер патенту: 58863
Опубліковано: 26.04.2011
Автори: Коротинський Олександр Євтихієвич, Скопюк Михайло Іванович, Охрімчук Сергій Васильович
МПК: B23K 9/00
Мітки: зварювального, струму, джерело
Формула / Реферат:
Джерело зварювального струму для дугового зварювання, до складу якого входять зварювальний трансформатор, первинна обмотка якого разом з послідовно включеним вхідним ключем, паралельно якому включено ємнісний реактор, підключена до мережі живлення, вторинна обмотка зварювального трансформатора разом з послідовно включеним датчиком струму та зварювальним проміжком утворюють зварювальне коло, блок керування, вхід якого підключено до виходу...
Попередній патент: Пристрій і спосіб отримання дрібнозернистого палива шляхом сушіння і ударного подрібнення
Наступний патент: Отримання капролактаму з 6-амінокапронової кислоти, одержаної в процесі ферментації
Випадковий патент: Гумова суміш на основі хлорованого поліетилену