Спосіб виготовлення теплообмінних труб з внутрішнім оребренням
Номер патенту: 30469
Опубліковано: 25.02.2008
Автори: Барабаш Петро Олексійович, Трокоз Ярослав Євгенович, Безродний Михайло Костянтинович, Голубєв Олексій Борисович
Формула / Реферат
1. Спосіб виготовлення теплообмінних труб з внутрішнім оребренням, що включає виготовлення охоплюючої труби та вставки, наступне розміщення вставки в охоплюючій трубі, який відрізняється тим, що після розміщення вставки, виконаної у вигляді труби із пластичного металу з великою теплопровідністю, в охоплюючій трубі, через внутрішній канал вставки протягують оправку, яка має формуючу конічну та калібруючу циліндричну частини, з канавками на її зовнішній поверхні, глибина яких на циліндричній частині оправки не менше висоти формованих ребер, а габаритний діаметр оправки більше внутрішнього діаметра трубчатої вставки.
2. Спосіб за п. 1, який відрізняється тим, що канавки на зовнішній поверхні оправки виконані по гвинтовій лінії під кутом 0-45° до її осі.
Текст
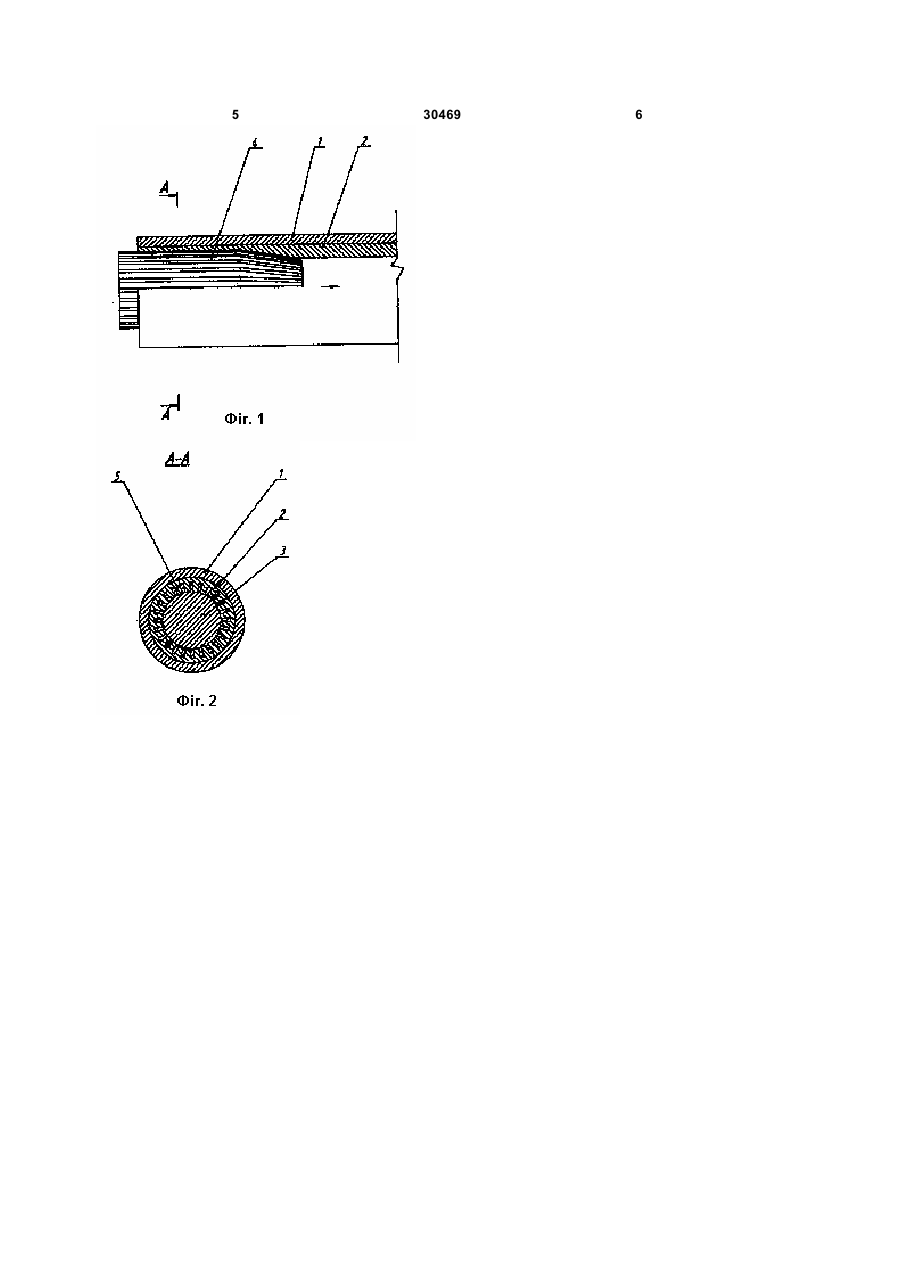
1. Спосіб виготовлення теплообмінних труб з внутрішнім оребренням, що включає виготовлення охоплюючої труби та вставки, наступне 3 30469 4 Найбільш близьким до пропонованої корисної висоти формованих ребер. При розташуванні моделі є теплообмінна труба для опалювального канавок на оправці по гвинтовій лінії з кутом котла і спосіб її виготовлення [патент №26941, нахилу 0-45° до осі труби, ребра у внутрішній 1999, LI.], що складається з циліндричної сталевої уставці також розташовуються по гвинтовій лінії, гладкостінної труби, в яку вставляється профільна що сприяє закрученню теплоносія й інтенсифікує алюмінієва вставка, що має подовжні ребра. теплообмін. При цьому кольорового металу Профільна вставка складається з двох витрачається в два-чотири разів менше, ніж у напівобечайок. Обидві напівобечайки виконані з трубах застосовуваних у т.ч. при виготовленні ущільнювальним пазом по одному подовжньому кожухотрубних випарників, тому що мідна труба краї і з ущільнювальним ребром, що відповідає за замінена на сталеву, а алюмінієва трубна вставка формою пазу, по іншому подовжньому краї. При забезпечує формування ребер і щільний контакт із з'єднанні обечайки утворять вставку у вигляді трубою, що охоплює. труби з зовнішнім діаметром, що відповідає Корисна модель способу виготовлення внутрішньому діаметру зовнішньої труби. теплообмінних труб ілюструється кресленнями, де Оребрення напівобечайки виконується на Фіг.1 зображений загальний вид штампуванням. Після введення алюмінієвої виготовлення теплообмінної труби в вставки в сталеву трубу, остання піддається поздовжньому розрізі, обтисненню для поліпшення контакту між на Фіг.2 поперечний розріз по А-А на Фіг.1. вставкою і зовнішньою трубою. Спосіб виготовлення теплообмінної труби Недоліком такої труби є недостатньо щільний (Фіг.1, Фіг.2) потребує корпус 1 у вигляді труби, що контакт між поверхнями вставки сталевої труби, охоплює, з міцного металу, вставку 2, у вигляді що збільшує термічний опір теплопередачі і цим труби з пластичного металу, на внутрішній стороні знижує інтенсифікацію теплообміну, тому що після якої формуються ребра 5 і оправки 3 з канавками обтиснення сили пружності сталі спрацьовують у 4. зворотному напрямку і щільність контакту вставки і Спосіб виготовлення теплообмінної труби з сталевої труби погіршується. Складний процес внутрішнім оребренням (Фіг.1, 2) включає виготовлення, що вимагає різних технологічних виготовлення труби 1, що охоплює, з міцного процесів, пристосувань і верстатів. Ці труби з металу, вставки 2 у виді труби з пластичного таким способом виготовлення можуть металу з великою теплопровідністю й оправки 3, застосуватися в опалювальних котлах, тому що яка має формуючу конічну частину та калібруючу вони невеликої довжини (50см) і великого циліндричну, з канавками 4 на циліндричної її діаметра. Зовсім непридатний такий спосіб для частині глибиною не менше висоти формованих виготовлення теплообмінних труб для ребер 5 на внутрішній стороні вставки 2. Після теплообмінників, довжина яких на порядок більше розміщення вставки в трубі, що охоплює, оправка а діаметр на порядок менше. 3 протягується через внутрішній канал вставки 2, В основу корисної моделі поставлена задача роздає її, тому що габаритний діаметр її більший удосконалити спосіб виготовлення теплообмінних внутрішнього діаметра вставки, забезпечуючи труб для теплообмінних апаратів, зокрема для щільний контакт із трубою, що охоплює, і формує випарників, зниження їхньої собівартості, поздовжні внутрішні ребра 5, висота яких не зменшення витрати кольорових металів і перевищує глибину канавки 4 на циліндричному підвищення інтенсифікації теплообміну. кінці оправки 3. При виконанні канавок на оправці Поставлена задача досягається тим, що по гвинтовій лінії при куті нахилу до осі труби від 0 виготовляється труба, що охоплює, з міцного до 45° ребра на внутрішній стороні вставки будуть металу, наприклад сталі і вставка, у відмінності від розташовуватися по гвинтовій лінії, що забезпечує прототипу, у вигляді труби з пластичного металу з додаткову інтенсифікацію теплообміну. великою теплопровідністю, наприклад з алюмінію, Спосіб виготовлення теплообмінної труби що розміщається в трубі, що охоплює, після чого з внутрішнім оребренням методом протягування вона роздається оправкою, що протягується через оправки більш дешевий у порівнянні з прототипом. внутрішній канал вставки, причому габаритний Витрата кольорового металу знижується в 2-4 діаметр оправки більший внутрішнього діаметра рази в порівнянні з трубами, застосовуваними при трубчастої вставки. При протягуванні оправки виготовленні випарників холодильної техніки. вставка щільно притискається до внутрішньої Знижується собівартість пропонованих поверхні труби, що охоплює, заповнюючи всі теплообмінних труб і покращуються теплотехнічні нерівності, а на внутрішній поверхні її одержуємо характеристики за рахунок поліпшення контакту ребра, що відповідають профілю канавок оправки. поверхні вставки і поверхні труби, що охоплює, і Крім того, після протягання оправки, за рахунок більш високим коефіцієнтом оребрення сил пружності, труба, що охоплює, додатково внутрішньої поверхні, та меншим гідравлічним покращує контакт із внутрішньою вставкою. При опором. такому контакті поверхонь вставки і труби, що охоплює, термічний опір зменшується і підвищується інтенсифікація теплообміну. Одержуємо розвинуту поверхню теплообміну за рахунок ребер, що відповідають профілю канавок на оправці, що також підвищують інтенсифікацію теплообміну. Оправка виконана з канавками глибиною на циліндричній її частини не менше 5 30469 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make heat-exchange pipes with inner ribbing
Автори англійськоюBezrodnyi Mykhailo Kostiantynovych, Barabash Petro Oleksiiovych, Holubiev Oleksii Borysovych, Trokoz Yaroslav Yevhenovych
Назва патенту російськоюСпособ изготовления теплообменных труб с внутренним оребрением
Автори російськоюБезродный Михаил Константинович, Барабаш Петр Алексеевич, Голубев Алексей Борисович, Трокоз Ярослав Евгеньевич
МПК / Мітки
Мітки: труб, внутрішнім, теплообмінних, спосіб, оребренням, виготовлення
Код посилання
<a href="https://ua.patents.su/3-30469-sposib-vigotovlennya-teploobminnikh-trub-z-vnutrishnim-orebrennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення теплообмінних труб з внутрішнім оребренням</a>
Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів
Номер патенту: 34902
Опубліковано: 15.03.2001
Автори: Погребний Микола Іванович, Савчук Костянтин Миколайович
МПК: F22D 1/00
Мітки: виготовлення, трубчастих, теплообмінних, спосіб, елементів, економайзерів
Формула / Реферат:
Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів, який полягає в посадці ребристих чавунних секцій на сталеву трубу, який відрізняється тим, що наружну ребристу чавунну поверхню виконують в вигляді секцій, внутрішню поверхню яких проточують, сталеву трубу шліфують, після чого чавунні ребристі секції послідовно одну за одною натягують на сталеву трубу шляхом холодної посадки, яку виконують на гідравлічному пресі під...
Спосіб очищення труб теплообмінних апаратів від твердих відкладень
Номер патенту: 66541
Опубліковано: 17.05.2004
Автор: Сльоз Леонід Гідалійович
МПК: B08B 9/08
Мітки: відкладень, теплообмінних, очищення, апаратів, труб, спосіб, твердих
Формула / Реферат:
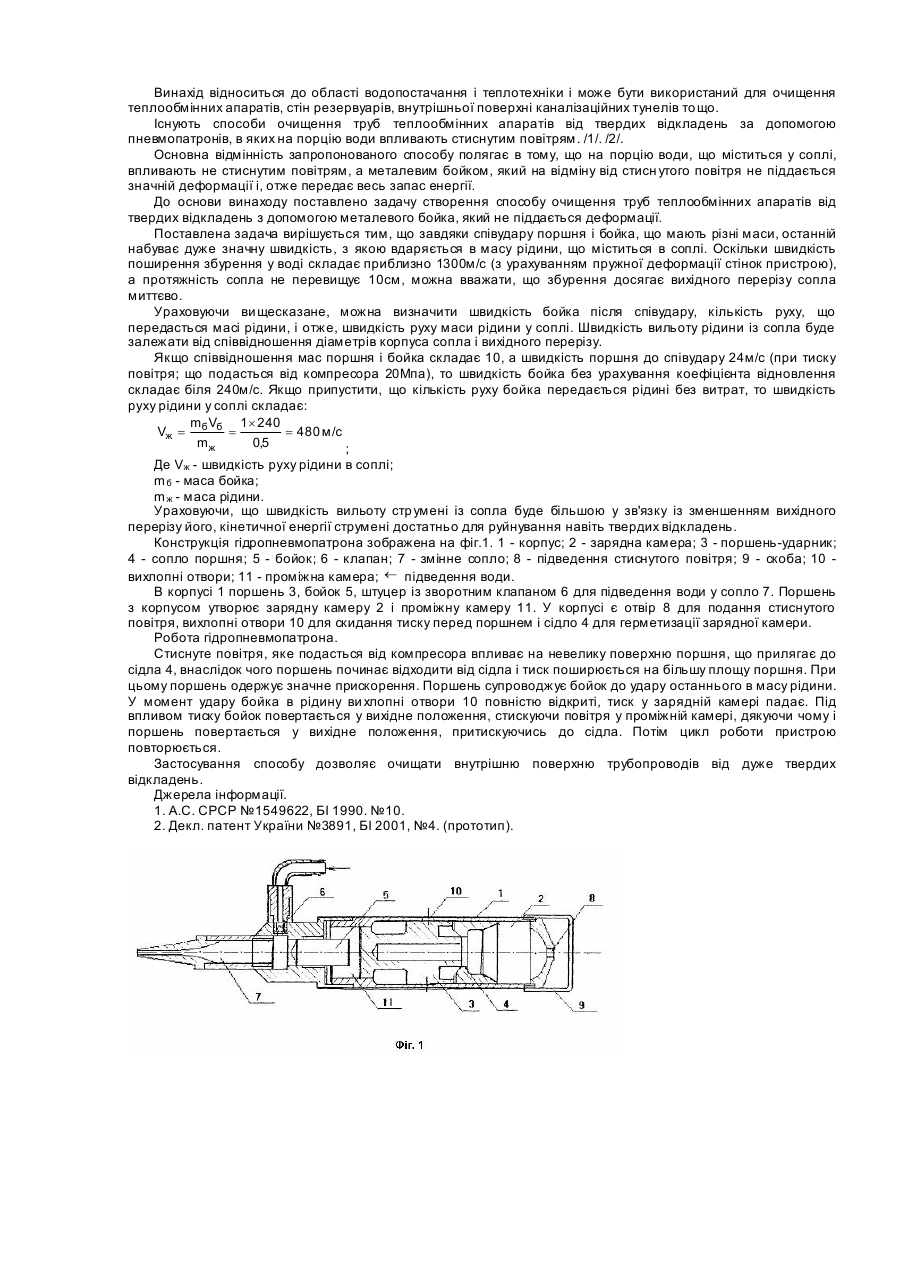
1. Спосіб очищення труб теплообмінних апаратів від твердих відкладень, який включає миттєвий вплив бойка на порцію води, що примусово подається у сопло, який відрізняється тим, що на порцію води, яка заповнює сопло, впливають не стиснутим повітрям, а металевим бойком.2. Спосіб за п. 1, який відрізняється тим, що сопло заповнюється рідиною, яка безперервно подається у сопло перед бойком.3. Спосіб за п. 1, який відрізняється тим,...
Спосіб виготовлення теплообмінних елементів
Номер патенту: 4649
Опубліковано: 17.01.2005
Автор: Мітюхін Федір Петрович
МПК: B21D 53/02
Мітки: елементів, теплообмінних, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення теплообмінних елементів, який включає підрізання шару матеріалу на поверхні теплообмінника та відгинання ребер, що утворюються, який відрізняється тим, що відгинання ребер здійснюють з постійними кутом відгинання та швидкістю підрізання різальним інструментом, виконаним з роликом, що обертається на ньому.
Спосіб виробництва багатошарових металевих труб із внутрішнім і зовнішнім плакованими покриттями
Номер патенту: 20160
Опубліковано: 15.01.2007
Автори: Бідношея Марія Олександрівна, Бідношея Марина Валентинівна, Петруняк Володимир Ярославович
МПК: B23K 20/04, B23K 20/10
Мітки: спосіб, плакованими, багатошарових, виробництва, металевих, внутрішнім, труб, зовнішнім, покриттями
Формула / Реферат:
1. Спосіб виробництва багатошарових металевих труб із внутрішнім і зовнішнім плакованими покриттями, що включає формування двох стрічок із сталі та іншого металу в трубну заготовку, її гаряче деформування, зварювання внутрішнього і зовнішнього швів трубних заготовок, наступне стикове зварювання з одержанням труби, який відрізняється тим, що для виробництва багатошарових металевих труб використовують металевий лист, який по ширині має на...
Спосіб волочіння труб
Номер патенту: 29665
Опубліковано: 25.01.2008
Автори: Голубєв Олексій Борисович, Барабаш Петро Олексійович, Дейнеко Андрій Іванович
МПК: B21C 1/16
Мітки: волочіння, труб, спосіб
Формула / Реферат:
1. Спосіб волочіння труб, що включає деформацію трубної заготовки на оправці, що утримується від осьового переміщення, при якому здійснюють обтиснення внутрішньої поверхні заготовки на оправці, який відрізняється тим, що заготовка труби затискається у роз'ємному жорсткому пеналі, довжина якого більша від довжини трубної заготовки на величину поздовжньої витяжки труби, а оправка на її зовнішній поверхні виконана із канавками глибиною від 0 до...
Попередній патент: Кожухотрубний теплообмінник
Наступний патент: Пружна муфта
Випадковий патент: Спосіб вирощування кукурудзи