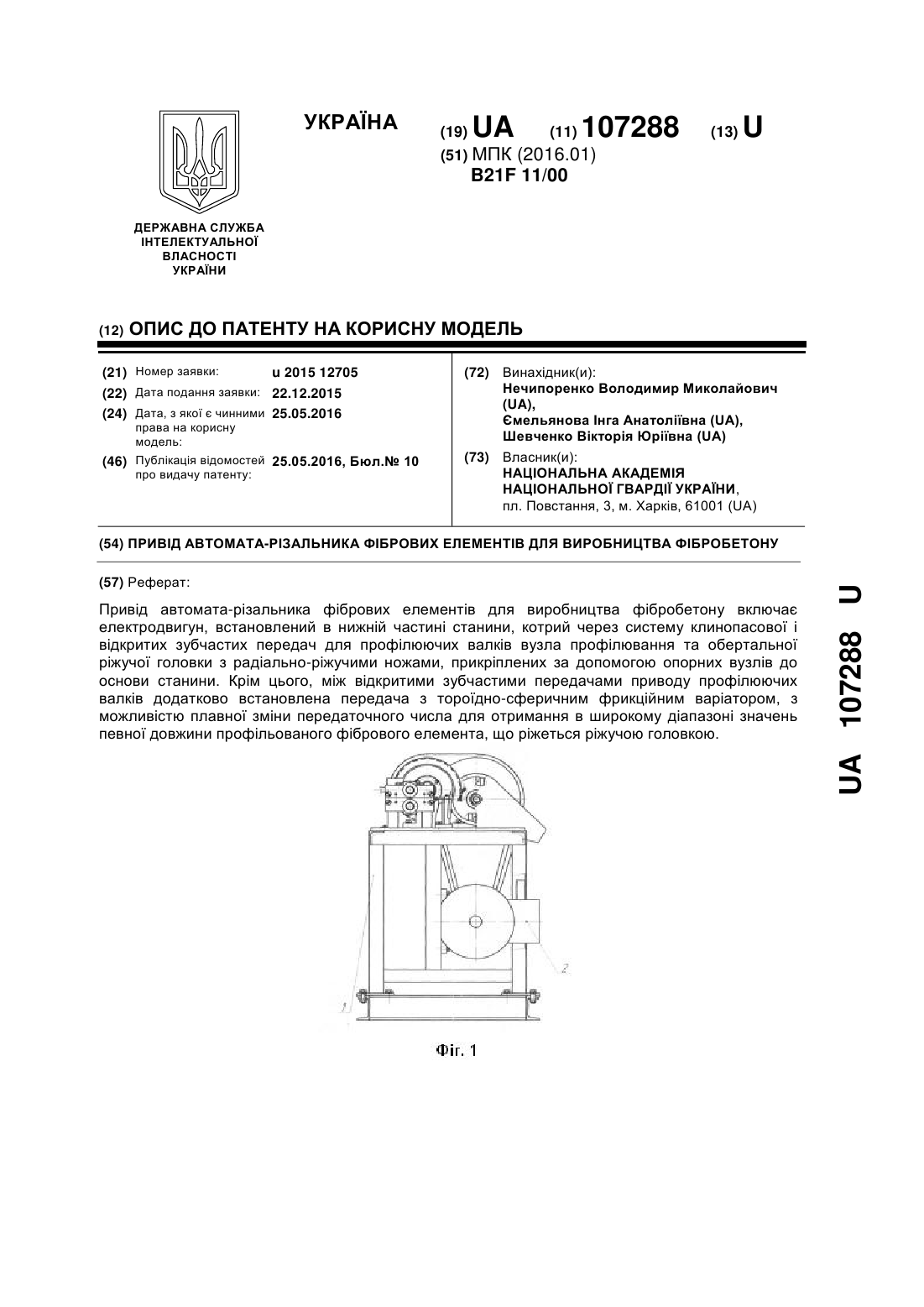
Привід автомата-різальника фібрових елементів для виробництва фібробетону
Номер патенту: 107288
Опубліковано: 25.05.2016
Автори: Нечипоренко Володимир Миколайович, Ємельянова Інга Анатольівна, Шевченко Вікторія Юріївна

Формула / Реферат
Привід автомата-різальника фібрових елементів для виробництва фібробетону, що включає електродвигун, встановлений в нижній частині станини, котрий через систему клинопасової і відкритих зубчастих передач для профілюючих валків вузла профілювання та обертальної ріжучої головки з радіально-ріжучими ножами, прикріплених за допомогою опорних вузлів до основи станини, який відрізняється тим, що між відкритими зубчастими передачами приводу профілюючих валків додатково встановлена передача з тороїдно-сферичним фрикційним варіатором, з можливістю плавної зміни передаточного числа для отримання в широкому діапазоні значень певної довжини профільованого фібрового елемента, що ріжеться ріжучою головкою.
Текст
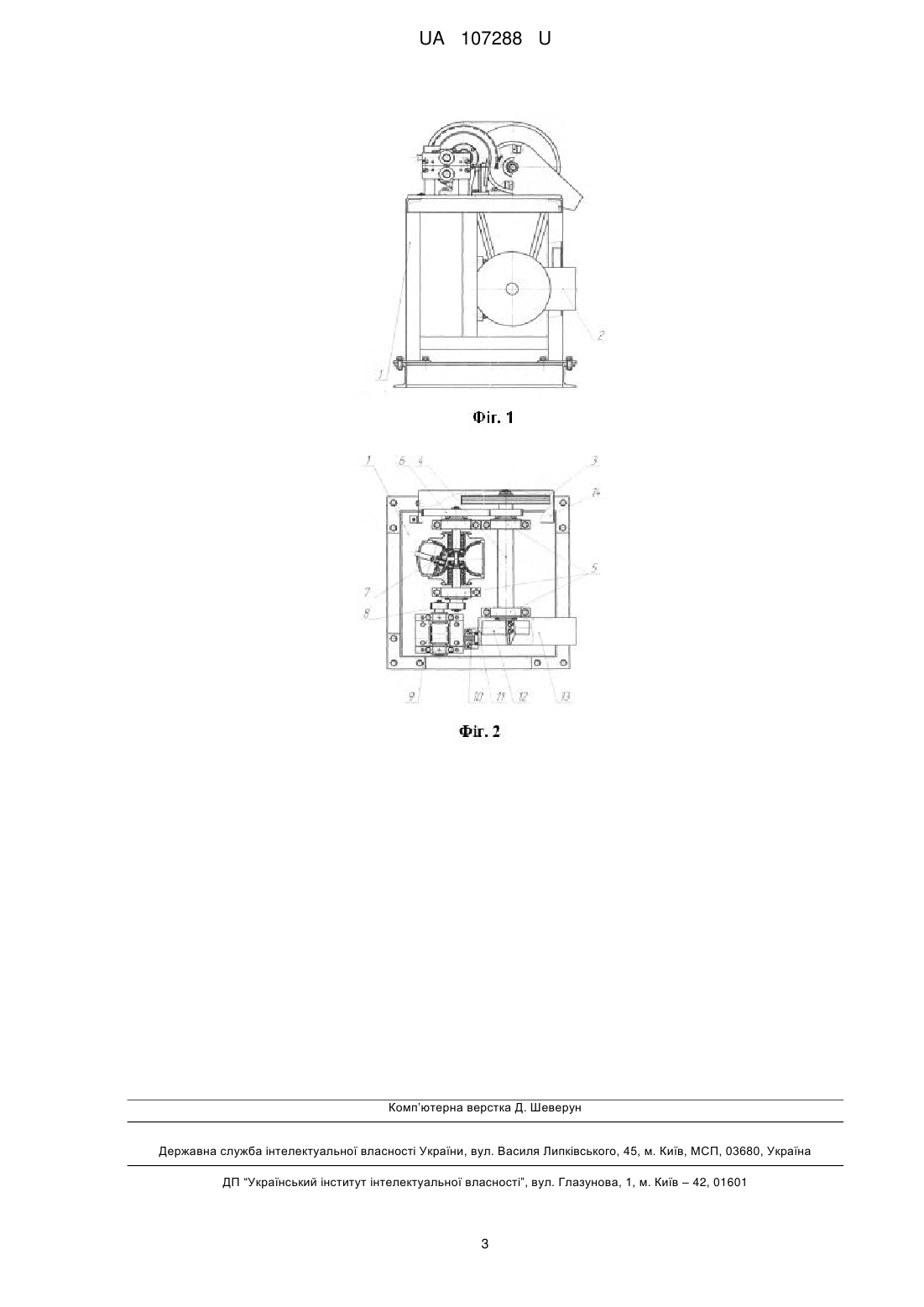
Реферат: Привід автомата-різальника фібрових елементів для виробництва фібробетону включає електродвигун, встановлений в нижній частині станини, котрий через систему клинопасової і відкритих зубчастих передач для профілюючих валків вузла профілювання та обертальної ріжучої головки з радіально-ріжучими ножами, прикріплених за допомогою опорних вузлів до основи станини. Крім цього, між відкритими зубчастими передачами приводу профілюючих валків додатково встановлена передача з тороїдно-сферичним фрикційним варіатором, з можливістю плавної зміни передаточного числа для отримання в широкому діапазоні значень певної довжини профільованого фібрового елемента, що ріжеться ріжучою головкою. UA 107288 U (54) ПРИВІД АВТОМАТА-РІЗАЛЬНИКА ФІБРОВИХ ЕЛЕМЕНТІВ ДЛЯ ВИРОБНИЦТВА ФІБРОБЕТОНУ UA 107288 U UA 107288 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування для будівельної промисловості, зокрема машини для виготовлення арматури для фібробетону, і може бути використана для виготовлення армуючих профільованих фібрових елементів на автоматі-різальнику, які вводяться до фібробетону при ремонті і виготовленні будівельних інженерних конструкцій і споруд. Відомий автомат-різальник дисперсної арматури (Опис до патенту України на винахід № 10863А. МПК В28В 13/02. Спосіб одержання фібробетону / Ємельянова І.Α., Златокрилова Т.В., Нечипоренко В.М.; заявник і патентовласник Харківський інженерно-будівельний інститут; заявл. 03.02.93; опубл. 25.12.96), містить обертальну ріжучу головку з радіально-ріжучими ножами, та через систему зубчастих відкритих передач для приводу профілюючих валків, і призначених для профілювання і подачі канатного дроту з бухти. Привідна трансмісійна частина автомата-різальника прикріплена до стола станини за допомогою опорних вузлів. Найбільш близьким аналогом приводу одночасної подачі й профілювання дроту, що заявляється, вибраним як прототип, є вузол профілювання (Опис до патенту України на винахід № 10863А. МПК В28В 13/02. Спосіб одержання фібробетону / Ємельянова І.Α., Златокрилова Т.В., Нечипоренко В.М.; заявник і патентовласник Харківський інженерно-будівельний інститут; заявл. 03.02.93; опубл. 25.12.96). Вузол містить відкриту зубчасту передачу, зубчасті колеса яких встановлені консольно на двох валах, які розташовані корпусі, в якому є направляючі втулки для подачі дроту, а також профілюючі валки у вигляді зубчастих коліс з трикутним заокругленим профілем зубів. Такі валки між собою не утворюють зачеплення, а мають певний зазор, необхідний для надання періодичного профілю дроту, а також одночасно з профілюванням для протягування і подачі у зону різання з постійною швидкістю. Недоліком цього приводу, з постійним передаточним числом механічних передач, є неможливість змінювати довжину фібрових елементів впродовж їх виробництва, чим обмежується технологічна операція армування фібровими елементами, а також номенклатура фібробетонних виробів. Крім того, при демонтажі деякої кількості ножів на обертальній ріжучій головці, для збільшення довжини фібрових елементів, спостерігається розбалансованість такої технічної системи, особливо при нарізанні останніх. В основу корисної моделі поставлена задача підвищення міцності фібробетонних виробів, за рахунок армування їх фібровими елементами довжини в певному діапазоні значень, впродовж процесу різання, залежно від технологічного способу укладання цих елементів у бетонну суміш [1]. Поставлена задача вирішується за рахунок того, що між вузлом профілювання з відкритою зубчастою передачею та відкритою зубчастою передачею від приводу автомата-різальника прикріплено додаткову опору з корпусом, в якому встановлено регулюючий ролик, що повертається відносно нерухомої осі та колеса сферично-тороїдного варіатора конструкції Светозарова [2]. Порівняльний аналіз із прототипом дозволяє зробити висновок, що встановлення сферичнотороїдної передачі дозволяє змінювати частоту обертання веденої ланки в заданому діапазоні регулювання і тим самим має можливість отримувати фіброві елементи різної довжини в певному діапазоні значень. Таким чином, привід автомата-різальника фібрових елементів для виробництва фібробетону, яка заявляється, відповідає критерію корисної моделі "новизна". Суть корисної моделі пояснюється за допомогою креслень, де на фіг. 1 показано загальний профільний вигляд автомата-різальника, а на фіг. 2 – вигляд зверху автомата-різальника. Пропонований привід автомата-різальника фібрових елементів для виробництва фібробетону, складається зі станини-стола 1 (фіг. 1, фіг. 2), на якому встановлено всі основні вузли: електродвигун 2, на валу якого закріплено ведучій шків клинопасової передачі 3, ведений шків насаджено на одну з консольних частин вала 4 приводу ріжучої головки, котрий встановлений на двох опорних вузлах 5, прикріплених до станини-стола. Між веденим шківом та опорним вузлом встановлено зубчасте ведуче колесо відкритої передачі 6, що безпосередньо зчеплене з веденим колесом, встановленому на проміжному валу на іншому аналогічному опорному вузлі. На інший кінець проміжного валу встановлено колесо сферично-тороїдного варіатора 7, що передає обертальний момент через регулювальний ролик такому ж колесу передачі, яке встановлено веденому валу, що опирається на ідентичний опорний вузол, та симетричне першому (відносно осі ручного важеля ролика). Ці колеса містяться в єдиному корпусі на опорі, а ролик між ними має можливість змінювати своє положення та впливати на частоту обертання і обертальний момент, обертаючись навколо нерухомої осі, в обмеженому значенні кута, за допомогою ручного важеля. На консолі веденого вала встановлено зубчасте колесо відкритої передачі 8, яке передає обертальний момент на пару зубчастих коліс 1 UA 107288 U 5 10 15 20 профілювального вузла 9, який кріпиться до станини-стола. Всі три зубчастих колеса цієї передачі однакового розміру, тобто з передаточним числом u 1 . До профілювального вузла одним кінцем кріпляться напрямні трубки 10 для напрямку спрофільованого дроту, а іншим опираються на стійку нерухомого ножа 11. На іншому кінці вала 4 консольно закріплена масивна обертальна ріжуча головка 12 з двома опозитними радіально-ріжучими ножами. Ця головка захищена кожухом 13 з напрямним жолобом, а відкриті клинопасова 3 і зубчаста 6 передачі напівзакритим кожухом 14. Пристрій працює наступним чином. Дріт малих діаметрів (від 0,4 до 1,5 мм) подається з бухтотримача в отвір профілювального вузла 9 (фіг. 2) через профілювальні валки, в результаті чого дріт приймає хвилястий (зигзагоподібний) профіль. Далі він подається в зону обертальної ріжучої головки 12 з радіально-ріжучими ножами, крайки яких розташовані консольно (в поздовжньому перерізі). Процес відрізання здійснюється в той момент, коли ріжучі крайки одного з ножів головки під дією обертального руху і накопиченої кінетичної енергії на відстані незначного зазору зустрічається з ріжучими крайками нерухомого ножа 11 в горизонтальній площині, між якими в цей час подається спрофільований дріт. Привід цього автоматарізальника (міні-верстата) здійснюється від електродвигуна 2 через систему механічних передач: клинопасової 3, відкритих зубчастих передач 6 і 8 та фрикційного сферичнотороїдного варіатора 7. Останній застосовується для можливості регулювання довжини фібрових елементів у процесі роботи автомата-різальника. 2 При діапазоні регулювання варіатора Д umax 19752 3,9 довжина фібрового елемента , в буде змінюватися в діапазоні: lf min Dв Dв Dв 20 мм l f lf max 78 мм , zн uзп1 uзп2 umax в zн uзп1 uзп2 uв zн uзп1 uзп2 uminв де Dв - діаметр профілювального валка по вершинах зубів Dв 50 мм ; z н - кількість ножів zн 2 ; uзп1 2 і uзп2 1 - передаточні числа зубчастих передач 6 і 8 на ріжучій головці 25 30 35 40 відповідно; umin в 0506 , u в і umax в 1,975 - мінімальне, проміжне і максимальне передаточні числа діапазону варіатора відповідно (залежно від положення важеля ролика). Використання приводу автомата-різальника фібрових елементів для виробництва фібробетону, в процесі його роботи, дозволяє змінювати в широкому діапазоні значення довжини фібрового елемента. Технічний результат, що може бути отриманий при використанні приводу автоматарізальника фібрових елементів для виробництва фібробетону, дозволяє забезпечити отримання будь-якої довжини фібрових елементів, що при проведенні досліджень на міцність фібробетонних виробів і споруд, залежно від їх призначення, геометрії фібр, способу їх введення та кількості на одиницю об'єму бетонної суміші, надає можливість вибирати оптимальні характеристики і підвищити якість (міцність) бетонних виробів. Джерела інформації: 1. Опис до патенту України на винахід № 10863А. МПК В28В 13/02. Опубліковано 25.12.96. 2. В.М. Нечипоренко. Привод автомата-різальника фібрових елементів з можливим отриманням широкого діапазону їх довжини при виробництві сталефібробетону. / Збірник наукових праць № 2 (12). X.: Академія внутрішніх військ МВС України, 2008 – С. 57-63. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Привід автомата-різальника фібрових елементів для виробництва фібробетону, що включає електродвигун, встановлений в нижній частині станини, котрий через систему клинопасової і відкритих зубчастих передач для профілюючих валків вузла профілювання та обертальної ріжучої головки з радіально-ріжучими ножами, прикріплених за допомогою опорних вузлів до основи станини, який відрізняється тим, що між відкритими зубчастими передачами приводу профілюючих валків додатково встановлена передача з тороїдно-сферичним фрикційним варіатором, з можливістю плавної зміни передаточного числа для отримання в широкому діапазоні значень певної довжини профільованого фібрового елемента, що ріжеться ріжучою головкою. 2 UA 107288 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21F 11/00
Мітки: привід, виробництва, фібрових, автомата-різальника, фібробетону, елементів
Код посилання
<a href="https://ua.patents.su/5-107288-privid-avtomata-rizalnika-fibrovikh-elementiv-dlya-virobnictva-fibrobetonu.html" target="_blank" rel="follow" title="База патентів України">Привід автомата-різальника фібрових елементів для виробництва фібробетону</a>
Привід рукавичного автомата
Номер патенту: 93983
Опубліковано: 27.10.2014
Автори: Чабан Олексій Віталійович, Павленко Георгій Іванович, Піпа Борис Федорович
МПК: D04B 15/16, D04B 15/96
Мітки: автомата, привід, рукавичного
Формула / Реферат:
Привід рукавичного автомата, що містить електродвигун, дві клинопасові передачі, редуктор та привідний вал, кінематично з'єднані між собою, який відрізняється тим, що додатково оснащений маховиком та фрикційною муфтою, встановленими на валу електродвигуна, при цьому маховик вільно встановлений на валу з можливістю періодичного з'єднання з ним за допомогою фрикційної муфти.
Привід рукавичного автомата
Номер патенту: 92543
Опубліковано: 26.08.2014
Автори: Піпа Борис Федорович, Чабан Олексій Віталійович, Павленко Георгій Іванович
МПК: D04B 15/96, D04B 15/16
Мітки: привід, автомата, рукавичного
Формула / Реферат:
Привід рукавичного автомата, що містить електродвигун, дві клинопасові передачі, редуктор та привідний вал, кінематично з'єднані між собою, який відрізняється тим, що додатково оснащений мотор-редуктором, обгінною та запобіжною муфтами, послідовно з'єднаними між собою, причому мотор-редуктор з'єднаний з електродвигуном.
Привід рукавичного автомата

Номер патенту: 94412
Опубліковано: 10.11.2014
Автори: Чабан Олексій Віталійович, Піпа Борис Федорович
МПК: D04B 15/16
Мітки: автомата, привід, рукавичного
Формула / Реферат:
Привід рукавичного автомата, що містить електродвигун, дві передачі з гнучкою в'яззю, редуктор та приводний вал, кінематично з'єднані між собою, причому одна з передач з гнучкою в'яззю з'єднує електродвигун з редуктором, а друга передача з гнучкою в'яззю з'єднує редуктор з приводним валом, який відрізняється тим, що передача з гнучкою в'яззю, що з'єднує редуктор з приводним валом, виконана ланцюговою з зубчастим ланцюгом.
Привід рукавичного автомата
Номер патенту: 103901
Опубліковано: 12.01.2016
Автори: Піпа Борис Федорович, Чабан Олексій Віталійович, Музичишин Сергій Володимирович, Павленко Георгій Іванович
МПК: D04B 15/16, D04B 15/96, D04B 15/00
Мітки: привід, рукавичного, автомата
Формула / Реферат:
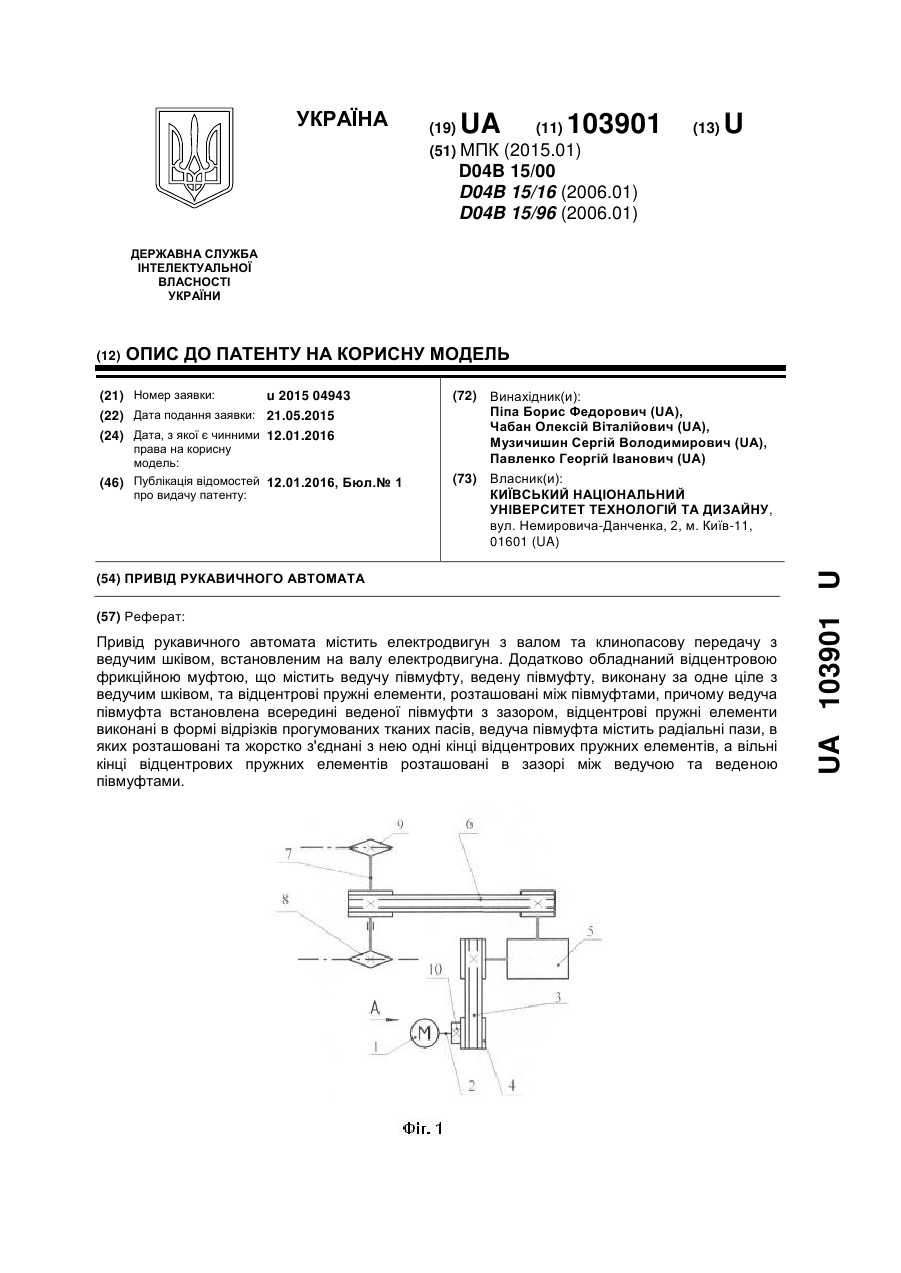
Привід рукавичного автомата, що містить електродвигун з валом та клинопасову передачу з ведучим шківом, встановленим на валу електродвигуна, який відрізняється тим, що додатково обладнаний відцентровою фрикційною муфтою, що містить ведучу півмуфту, ведену півмуфту, виконану за одно ціле з ведучим шківом, та відцентрові пружні елементи, розташовані між півмуфтами, причому ведуча півмуфта встановлена всередині веденої півмуфти з зазором,...
Привід рукавичного автомата
Номер патенту: 95880
Опубліковано: 12.01.2015
Автори: Чабан Олексій Віталійович, Піпа Борис Федорович, Музичишин Сергій Володимирович
МПК: D04B 15/16
Мітки: рукавичного, привід, автомата
Формула / Реферат:
Привід рукавичного автомата, що містить електродвигун, механічні передачі та привідний вал, кінематично з'єднані між собою, який відрізняється тим, що додатково обладнаний обгінною муфтою та мотор-редуктором, розташованим співвісно з електродвигуном та з'єднаним з ним за допомогою обгінної муфти.
Попередній патент: Штировий полімерний ізолятор
Наступний патент: Пристрій для фіксації дрібних лабораторних тварин
Випадковий патент: Спосіб визначення пружно-деформованого стану нижньої щелепи при жувальному навантаженні