Спосіб витягування циліндричних деталей в спеціальній спрофільованій матриці пуансоном
Номер патенту: 107394
Опубліковано: 10.06.2016
Автори: Драгобецький Володимир В'ячеславович, Аргат Роман Григорович, Пузир Руслан Григорович, Дика Луїза Ехматівна


Формула / Реферат
Спосіб витягування циліндричних деталей в спеціальній спрофільованій матриці пуансоном, який призначений для усунення втрати стійкості вільної частини заготовки, який відрізняється тим, що на першому ступені витягування пуансон виконаний з можливістю деформування заготовки по зовнішньому діаметру пуансона, крім того, досягаючи дна першого ступеня зовнішня частина зупиняється, а подальша деформація здійснюється внутрішньою основною частиною до отримання готового виробу, а при зворотному ході зовнішня частина пуансона займає своє початкове положення за допомогою пружин стискання, пересуваючись по спеціальних напрямних.
Текст
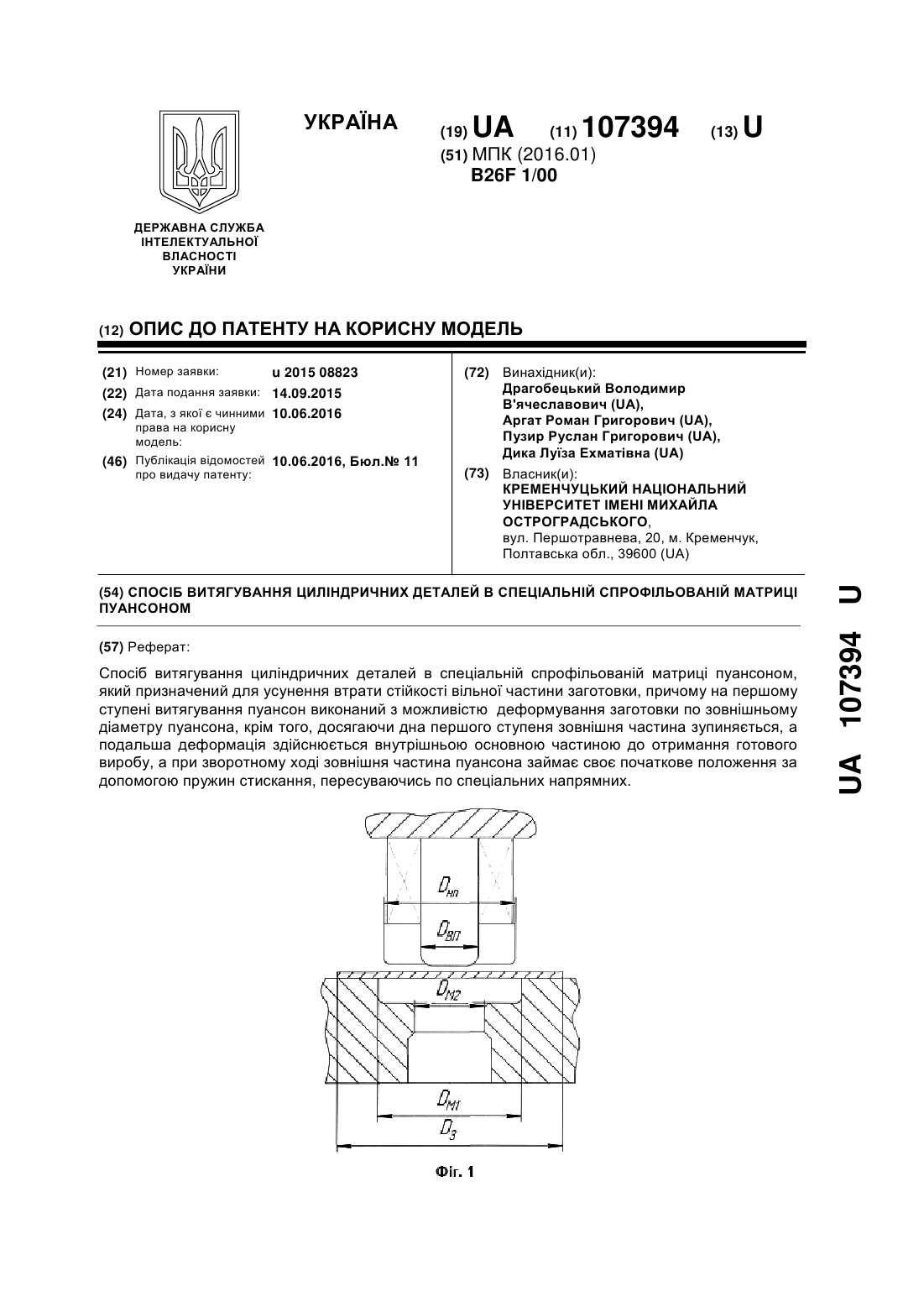
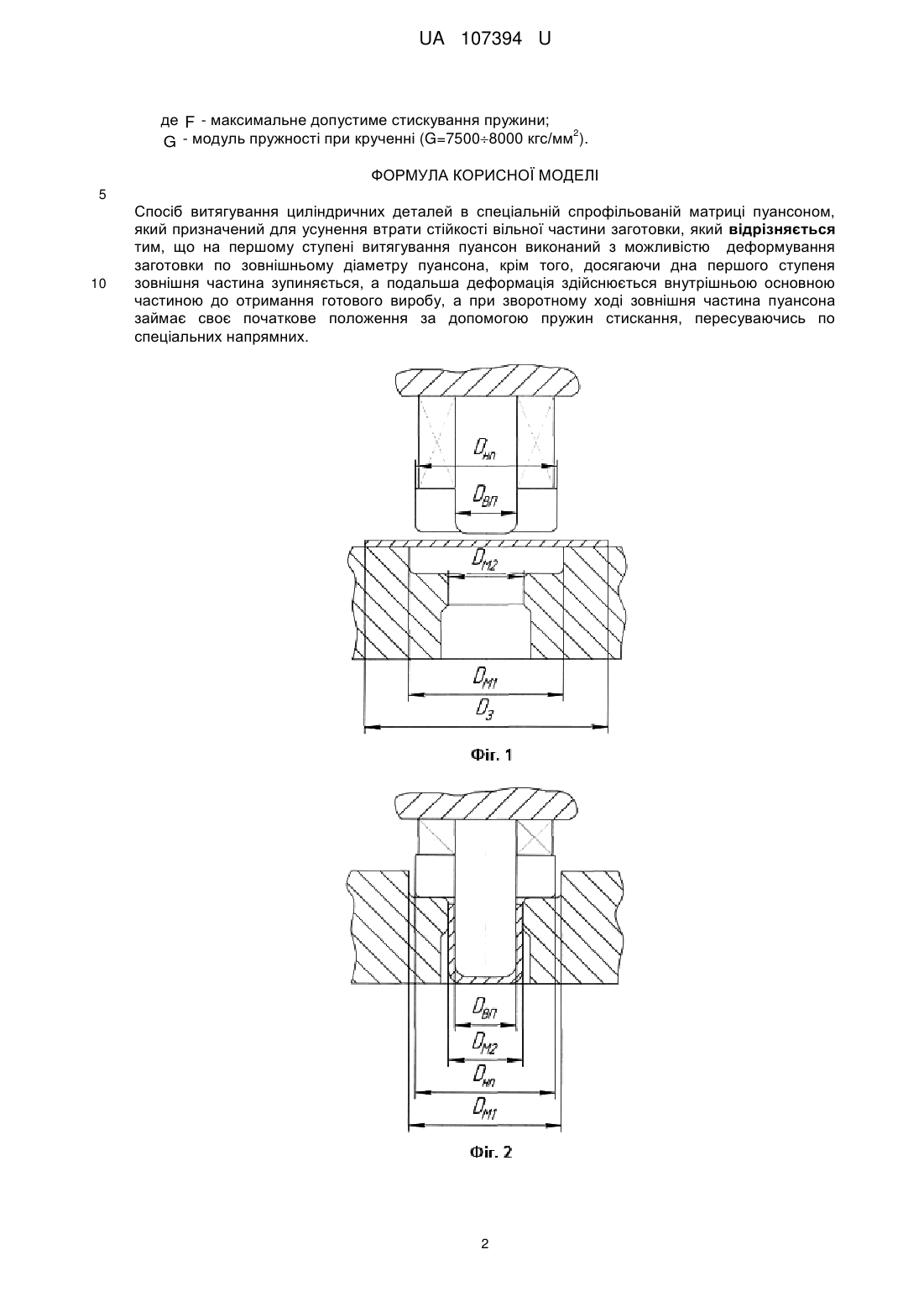
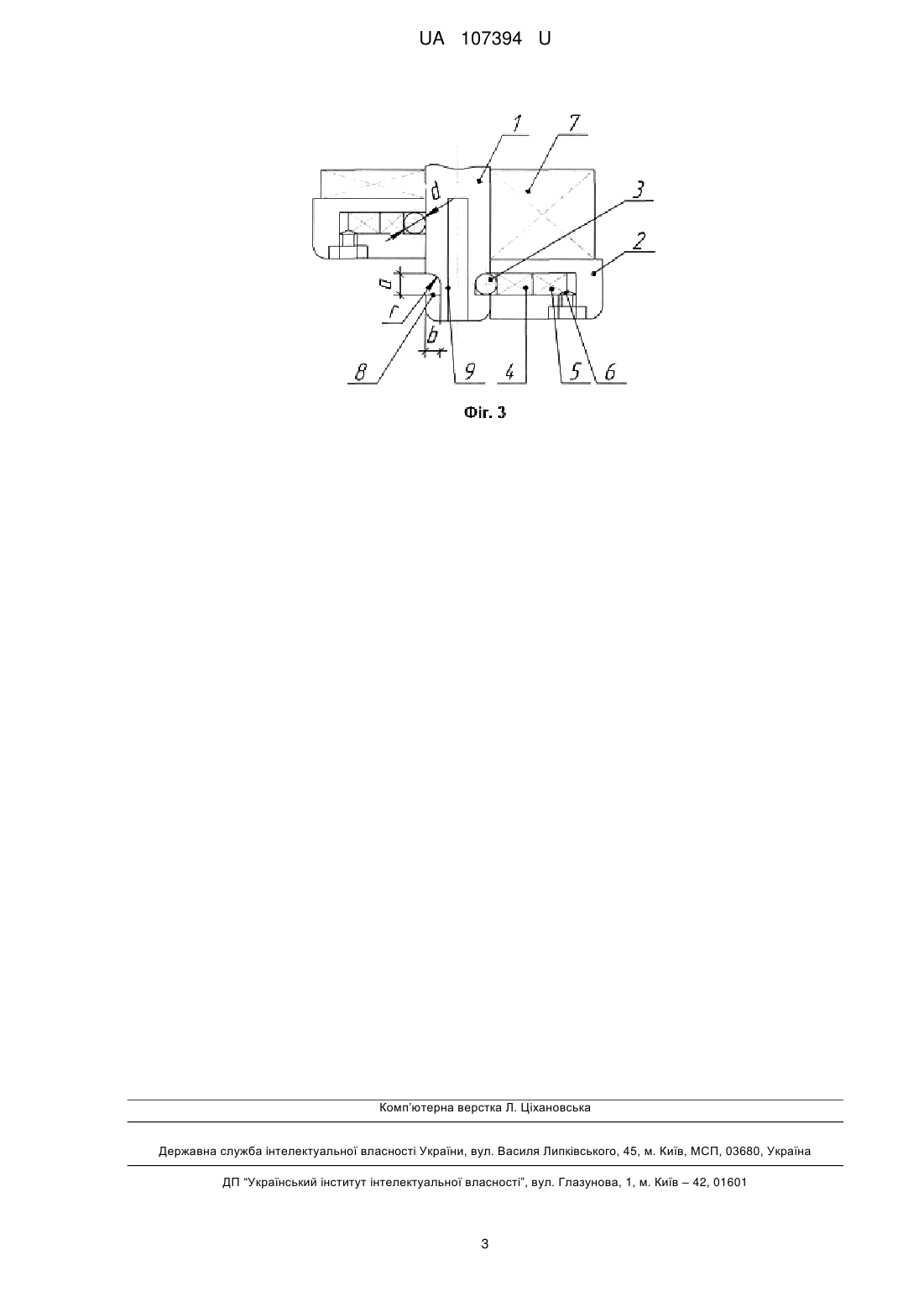
Реферат: Спосіб витягування циліндричних деталей в спеціальній спрофільованій матриці пуансоном, який призначений для усунення втрати стійкості вільної частини заготовки, причому на першому ступені витягування пуансон виконаний з можливістю деформування заготовки по зовнішньому діаметру пуансона, крім того, досягаючи дна першого ступеня зовнішня частина зупиняється, а подальша деформація здійснюється внутрішньою основною частиною до отримання готового виробу, а при зворотному ході зовнішня частина пуансона займає своє початкове положення за допомогою пружин стискання, пересуваючись по спеціальних напрямних. UA 107394 U (12) UA 107394 U UA 107394 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до обробки металів тиском. Відомі конструкції пуансонів-притисків на пресах простої дії для витягу циліндричних деталей з листових заготовок, де рухлива підпружинена частина пуансона грає роль притиску, а формоутворення здійснюється основним жорстким пуансоном [Романовский В.П. Справочник по холодной штамповке / В.П. Романовский. - Л.: Машиностроение. Ленингр. отд-ние, 1979520 с]. Недоліком цієї конструкції інструмента для витягу є те, що підпружинена частина пуансона виконує роль притиску і не може виконувати деформацію заготовки в операціях ступінчастого витягу. У основу конструкції поставлена задача - можливість деформації заготовки рухливою частиною пуансона і виконання ролі притиску після першого витягування для інших переходів в спеціальній спрофільованій матриці. Поставлена задача вирішується способом витягування циліндричних деталей в спеціальній спрофільованій матриці пуансоном, який призначений для усунення втрати стійкості вільної частини заготовки, згідно з корисною моделлю, на першому ступені витягування пуансон виконаний з можливістю деформування заготовки по зовнішньому діаметру пуансона, крім того, досягаючи дна першого ступеня зовнішня частина зупиняється, а подальша деформація здійснюється внутрішньою основною частиною до отримання готового виробу, а при зворотному ході зовнішня частина пуансона займає своє початкове положення за допомогою пружин стискування, пересуваючись по спеціальних напрямних. Суть корисної моделі пояснюють креслення: фіг. 1, фіг. 2, фіг. 3. На фіг. 1 зображено технологічне оснащення (телескопічний пуансон, спрофільована матриця і заготовка) до деформації. На фіг. 2 - на кінцевому етапі витягу. На фіг. 3 - розріз телескопічного пуансона. Конструкція телескопічного пуансона складається з наступних деталей: 1 - основний внутрішній формотворний пуансон, 2 - рухливий зовнішній формотворний пуансон, 3 - упорна кулька, 4 - внутрішня пружина, 5 - сухар клиновий, 6 - гвинт з клиновим скосом, 7 - зовнішня пружина, 8 - виточка, 9 - шпонковий паз. Внутрішній пуансон 1 має окружну виточку з розмірами b=d/2, а=d+2 мм, де d - діаметр упорної кульки, яка служить для фіксації зовнішнього пуансона на початку робочого ходу. Після того, як зовнішній пуансон досягає першого ступеня матриці і притисне до неї заготовку, він зупиниться. Подальше опускання траверси змусить вийти упорну кульку із зачеплення з внутрішнім пуансоном, яке досягається за рахунок тиску пружини 4. Після цього формозмінення проводитиметься тільки внутрішнім пуансоном, оскільки зовнішня частина зупиниться і ковзатиме по поверхні внутрішнього пуансона вгору по шпонці (на фіг. 3 не показана), яка встановлена в шпонковий паз 9 на внутрішньому пуансоні. При зворотному ході зовнішній пуансон повертається в початкове положення під дією зусилля пружини 7. Виточка 8 має радіус закруглення r=d/2 згори для виходу упорної кульки із зчеплення та утворює сходинки знизу - для фіксації положення зовнішнього пуансона. Зусилля притиску упорної кульки до внутрішнього пуансона регулюється за допомогою сухаря 5 і гвинта 6. Зусилля притиску упорної кульки розраховується залежно від зусилля першого ступеня витягу, і повинно бути Р1,2 РВ, де Р зусилля притиску упорної кульки, РВ - зусилля першого ступеня витягу, k=1,2 - коефіцієнт запасу. Зусилля для витягу обчислюємо за формулою: PB d1sBk1 , де d1 - діаметр циліндричного напівфабрикату на першому витяжному переході; s - товщина матеріалу; B - межа міцності; k 1 - коефіцієнт, залежний від відносної товщини s/D відносного діаметра і коефіцієнта витягу. Знаходяться за довідковими даними. Підбір пружини проводять по таблицях і нормалях або розрахунком: d2 , [r ] 8D де P - максимальне зусилля пружини; d - діаметр дроту; 2 [r ] - напруга кручення, що допускається ([r]=5060 кгс/мм ); P 55 F nD2 , dG 1 UA 107394 U де F - максимальне допустиме стискування пружини; 2 G - модуль пружності при крученні (G=75008000 кгс/мм ). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб витягування циліндричних деталей в спеціальній спрофільованій матриці пуансоном, який призначений для усунення втрати стійкості вільної частини заготовки, який відрізняється тим, що на першому ступені витягування пуансон виконаний з можливістю деформування заготовки по зовнішньому діаметру пуансона, крім того, досягаючи дна першого ступеня зовнішня частина зупиняється, а подальша деформація здійснюється внутрішньою основною частиною до отримання готового виробу, а при зворотному ході зовнішня частина пуансона займає своє початкове положення за допомогою пружин стискання, пересуваючись по спеціальних напрямних. 2 UA 107394 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B26F 1/00
Мітки: витягування, спрофільованій, матриці, циліндричних, спеціальний, деталей, спосіб, пуансоном
Код посилання
<a href="https://ua.patents.su/5-107394-sposib-vityaguvannya-cilindrichnikh-detalejj-v-specialnijj-sprofilovanijj-matrici-puansonom.html" target="_blank" rel="follow" title="База патентів України">Спосіб витягування циліндричних деталей в спеціальній спрофільованій матриці пуансоном</a>
Спосіб витягування циліндричних деталей в профільованій матриці
Номер патенту: 93705
Опубліковано: 10.10.2014
Автори: Калюжний Володимир Леонідович, Гайкова Тетяна Владиславівна, Аргат Роман Григорович, Драгобецький Володимир В'ячеславович, Пузир Руслан Григорович
МПК: B26F 1/00
Мітки: циліндричних, профільований, матриці, деталей, спосіб, витягування
Формула / Реферат:
Спосіб витягу циліндричних деталей в профільованій матриці, який заснований на деформації заготовки телескопічним пуансоном, який відрізняється тим, що на першому етапі деформації заготовка притискається першим ступенем пуансона по другому ступеню матриці, що формує поріг перетяжки і крім того, нахил другого ступеня матриці має кут нахилу a1 деформуючої поверхні більший, ніж кут нахилу верхнього конуса а з метою забезпечення достатніх зусиль...
Спосіб глибокого витягування порожнистих виробів в профільованій матриці
Номер патенту: 101348
Опубліковано: 10.09.2015
Автори: Калюжний Володимир Леонідович, Калюжний Олександр Володимирович, Куліков Іван Петрович, Олександренко Ярослав Сергійович
МПК: B21F 1/00
Мітки: глибокого, профільований, виробів, матриці, спосіб, порожнистих, витягування
Формула / Реферат:
Спосіб глибокого витягування в профільованій матриці, що включає встановлення заготовки в профільовану двоконусну матрицю з витягуванням пуансоном, який відрізняється тим, що деформацію виконують з розвантаженням області торця заготовки між виступами профілю матриці, при цьому діаметр виступів і крок їх розташування підбирають таким, що при розвантаженні зменшують тангенційні напруження, що виключає утворення меридіональних складок на...
Пристрій для витягування деталей з листових заготовок
Номер патенту: 35050
Опубліковано: 26.08.2008
Автори: Чудненко Ольга Олегівна, Роганов Лев Леонідович, Роганов Максим Львович
МПК: B21D 22/00
Мітки: деталей, заготовок, листових, пристрій, витягування
Формула / Реферат:
Пристрій для витягування порожнистих деталей з листових заготовок, що містить пуансон, матрицю, притискач заготовки, який відрізняється тим, що на матриці встановлено підкладний фланець з розташуванням листової заготовки між притискачем і підкладним фланцем, а притискач і підкладний фланець устатковані упорними підшипниками і приводами, які обертають їх відносно осі пуансона і матриці в різні боки.
Спосіб витягування деталей з листових заготовок
Номер патенту: 86577
Опубліковано: 10.01.2014
Автори: Коханюк Наталя Сергіївна, Липчанський Олександр Олександрович, Каргін Борис Сергійович, Аніщенко Олександр Сергійович, Каргін Сергій Борисович, Вороніна Ніна Олександрівна
МПК: B21D 22/02
Мітки: витягування, деталей, листових, заготовок, спосіб
Формула / Реферат:
1. Спосіб витягування деталей з листових заготовок, який складається з нанесення полімерної плівки на поверхню заготовки, витягування заготовки пуансоном в порожнину матриці та видалення плівки з поверхні деталі, який відрізняється тим, що перед нанесенням плівки заготовку занурюють у 20-50 % розчин господарського мила і висушують, а плівку наносять поверх шару мила на обидві поверхні заготовки.2. Спосіб за п. 1, який...
Пристрій для витягування деталей складної форми
Номер патенту: 37856
Опубліковано: 10.12.2008
Автори: Куценко Віталій Миколайович, Борщаговська Олена Олександрівна, Калюжний Олександр Володимирович, Калюжний Володимир Леонідович
МПК: B21D 22/20
Мітки: форми, деталей, складної, пристрій, витягування
Формула / Реферат:
Пристрій для витягування деталей складної форми, що включає пуансон, матрицю з пазом, профіль якого заданий профілем деталі, та напрямний елемент, який відрізняється тим, що паз матриці виконаний з додатковою конічною поверхнею, яка розташована співвісно з пазом, основа конуса розміщена на основі матриці, а її величина дорівнює величині заготовки для витягування деталі.
Попередній патент: Спосіб тонкого алмазного оброблення прецизійних плоских поверхонь деталей тертя друкарських машин зі зносостійких композиційних сплавів на основі нікелю
Наступний патент: Установка безперервного зневоднення органічних розчинників за допомогою цеолітних матеріалів
Випадковий патент: Пристрій для транспортування і очистки коренебульбоплодів