Спосіб витягування деталей з листових заготовок
Номер патенту: 86577
Опубліковано: 10.01.2014
Автори: Каргін Сергій Борисович, Каргін Борис Сергійович, Аніщенко Олександр Сергійович, Коханюк Наталя Сергіївна, Липчанський Олександр Олександрович, Вороніна Ніна Олександрівна

Формула / Реферат
1. Спосіб витягування деталей з листових заготовок, який складається з нанесення полімерної плівки на поверхню заготовки, витягування заготовки пуансоном в порожнину матриці та видалення плівки з поверхні деталі, який відрізняється тим, що перед нанесенням плівки заготовку занурюють у 20-50 % розчин господарського мила і висушують, а плівку наносять поверх шару мила на обидві поверхні заготовки.
2. Спосіб за п. 1, який відрізняється тим, що на заготовку наносять поліетиленову плівку товщиною 10-15 мкм.
Текст
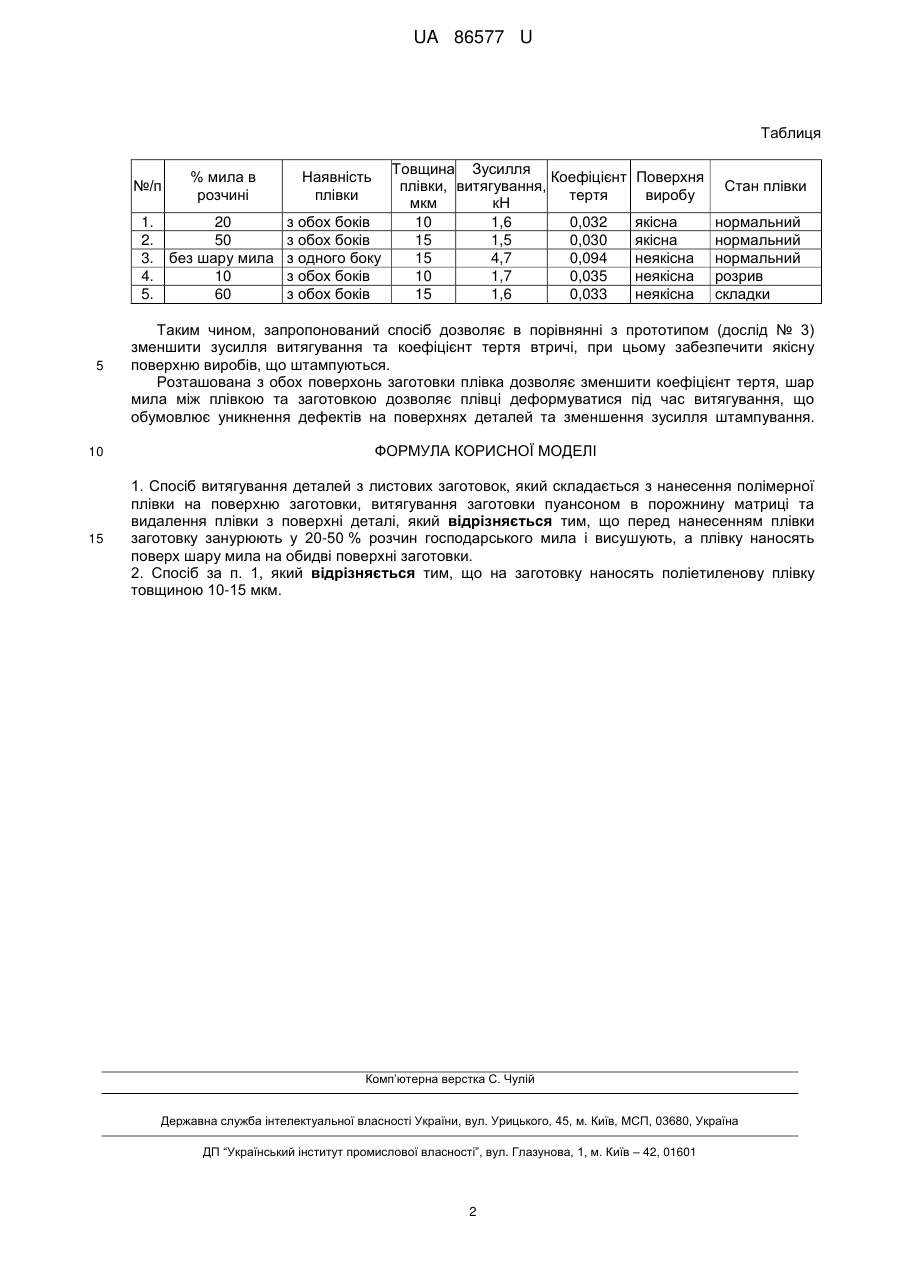
Реферат: Спосіб витягування деталей з листових заготовок складається з нанесення полімерної плівки на поверхню заготовки, витягування заготовки пуансоном в порожнину матриці та видалення плівки з поверхні деталі. Перед нанесенням плівки заготовку занурюють у 20-50 % розчин господарського мила і висушують, а плівку наносять поверх шару мила на обидві поверхні заготовки. UA 86577 U (12) UA 86577 U UA 86577 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі обробки металів тиском і може бути застосована для глибокого витягування деталей з листових заготовок. Відомий спосіб витягування деталей з листових заготовок шляхом нанесення антифрикційного шару на поверхню заготовки і її витягування пунсоном в порожнину матриці (Ю.С. Карабасов. Новые материалы. - М.: МИСиС, 2002. - 736 с.). Антифрикційний шар забезпечує зменшення зусилля штампування, поліпшує якість поверхні виробів. Недоліком способу є велика собівартість нанесення антифрикційного шару. Відомий спосіб витягування деталей з листових заготовок шляхом нанесення на поверхню заготовки хлорвінілового лаку, витягування її пуансоном в порожнину матриці та видалення лаку з поверхні деталі (А.П. Грудев, Ю.В. Зильберт, В.Т. Тилик. Трение и смазки при обработке металлов давлением. Справочник. - М.: Металлургия, 1982. - С. 219). Недоліком способу є недостатньо якісна поверхня деталі, а також труднощі видалення лаку з поверхні деталі. Як прототип, найбільш близьким по технічній суті рішенням вибраний спосіб виготовлення деталей з листових заготовок шляхом нанесення на одну з плоских поверхонь заготовки полімерної плівки, витягування заготовки пуансоном в порожнину матриці при контакті поверхні з плівкою з робочою поверхнею матриці та наступне видалення плівки з поверхні деталі (К.К. Диамантопуло. Стойкость штампов и технологические смазки. Учебное пособие. - Мариуполь: ПГТУ, 2011. - 125 с.). Недоліком прототипу є неякісна поверхня деталей та велике зусилля штампування. Неякісна поверхня виникає як з боку пуансона (тому що між ним і заготовкою відсутня плівка), так і з боку матриці, що обумовлюється розривами плівки під час витягування або утворенням на плівці складок (2-3 шари). Останні причини обумовлюють велике зусилля штампування за рахунок збільшеного коефіцієнта тертя. В основу корисної моделі поставлена задача розробити спосіб витягування деталей з листових заготовок, в якому за рахунок зменшення коефіцієнта тертя між заготовкою і інструментом буде забезпечена якісна поверхня деталей та зменшення зусилля штампування. Для вирішення поставленої задачі в способі витягування деталей з листових заготовок, який складається з нанесення полімерної плівки на поверхню заготовки, витягування заготовки пуансоном в порожнину матриці та видалення плівки з поверхні деталі і, згідно з корисною моделлю, перед нанесенням плівки заготовку занурюють у 20-50 % розчин господарського мила і висушують, на поверхню заготовки перед нанесенням плівки додатково наносять шар господарчого мила шляхом занурення в 20-50 %-ний розчин господарчого мила і висушування, а плівку наносять поверх шару мила на обидві поверхні заготовки. Зокрема на заготовку наносять поліетиленову плівку товщиною 10-15 мкм. Розташування плівки з обох поверхонь заготовки забезпечує мінімальний коефіцієнт тертя як між нею і матрицею (спосіб-прототип), так і між нею і пуансоном. Це обумовлює зменшення зусилля штампування. Шар мила дозволяє плівці в процесі витягування частково деформуватися і не створювати складок, як в способі-прототипі. Таким чином забезпечується висока якість поверхні деталей з обох боків. Спосіб здійснюють наступним чином. Листову заготовку занурюють в 20-50 %-ний розчин господарчого мила, після чого висушують. В результаті на поверхнях заготовки створюється шар мила товщиною 3-5 мкм. В'язкість цього шару менш, ніж в'язкість полімерної плівки. На шар накладають полімерну плівки і витягують заготовку пуансоном в порожнину матриці. Після витягування деталі плівка та шар мила з її поверхні видаляються в ручну. Як матеріал плівок переважно використовують поліетилен товщиною 10-15 мкм, збільшення або зменшення товщини плівки призведе до збільшення коефіцієнта контактного тертя, що негативно позначиться на технологічному процесі. Приклади конкретного виконання способу. Виріб, що штампується, - стакан Ø30 × 20 мм з товщиною стінки 2 мм. Матеріал стакана нержавіюча сталь 12 × 18Н10Т. Метод виготовлення - витягування з притиском пуансоном (Ø27,5 мм, сталь Х12МФ) в матрицю (Ø32,25 мм, матеріал - бронза Бр. АЖ9-3Л). Для витягування використовували заготовки Ø52 × 2,0 мм, які спочатку занурювали в 1060 %-ний розчин господарчого мила, а потім підсушували у термошкафу. Далі по обидві боки на заготовку поверх шару мила накладали полімерну поліетиленову плівку товщиною 10-15 мкм, встановлювали заготовку з плівкою на матрицю і витягували пуансоном в порожнину матриці. Результати витягування зведені у таблицю. 1 UA 86577 U Таблиця №/п 1. 2. 3. 4. 5. 5 10 15 Товщина Зусилля Коефіцієнт плівки, витягування, тертя мкм кН 20 з обох боків 10 1,6 0,032 50 з обох боків 15 1,5 0,030 без шару мила з одного боку 15 4,7 0,094 10 з обох боків 10 1,7 0,035 60 з обох боків 15 1,6 0,033 % мила в розчині Наявність плівки Поверхня виробу якісна якісна неякісна неякісна неякісна Стан плівки нормальний нормальний нормальний розрив складки Таким чином, запропонований спосіб дозволяє в порівнянні з прототипом (дослід № 3) зменшити зусилля витягування та коефіцієнт тертя втричі, при цьому забезпечити якісну поверхню виробів, що штампуються. Розташована з обох поверхонь заготовки плівка дозволяє зменшити коефіцієнт тертя, шар мила між плівкою та заготовкою дозволяє плівці деформуватися під час витягування, що обумовлює уникнення дефектів на поверхнях деталей та зменшення зусилля штампування. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб витягування деталей з листових заготовок, який складається з нанесення полімерної плівки на поверхню заготовки, витягування заготовки пуансоном в порожнину матриці та видалення плівки з поверхні деталі, який відрізняється тим, що перед нанесенням плівки заготовку занурюють у 20-50 % розчин господарського мила і висушують, а плівку наносять поверх шару мила на обидві поверхні заготовки. 2. Спосіб за п. 1, який відрізняється тим, що на заготовку наносять поліетиленову плівку товщиною 10-15 мкм. Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюKargin Borys Serhiiovych, Kargin Sergii Borysovych, Anischenko Oleksandr Serhiiovych, Voronina Nina Oleksandrivna
Автори російськоюКаргин Борис Сергеевич, Каргин Сергей Борисович, Анищенко Александр Сергеевич, Воронина Нина Александровна
МПК / Мітки
МПК: B21D 22/02
Мітки: витягування, листових, спосіб, деталей, заготовок
Код посилання
<a href="https://ua.patents.su/4-86577-sposib-vityaguvannya-detalejj-z-listovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб витягування деталей з листових заготовок</a>
Пристрій для витягування деталей з листових заготовок
Номер патенту: 35050
Опубліковано: 26.08.2008
Автори: Роганов Максим Львович, Роганов Лев Леонідович, Чудненко Ольга Олегівна
МПК: B21D 22/00
Мітки: витягування, пристрій, деталей, заготовок, листових
Формула / Реферат:
Пристрій для витягування порожнистих деталей з листових заготовок, що містить пуансон, матрицю, притискач заготовки, який відрізняється тим, що на матриці встановлено підкладний фланець з розташуванням листової заготовки між притискачем і підкладним фланцем, а притискач і підкладний фланець устатковані упорними підшипниками і приводами, які обертають їх відносно осі пуансона і матриці в різні боки.
Пристрій для витягування деталей складної форми
Номер патенту: 37856
Опубліковано: 10.12.2008
Автори: Борщаговська Олена Олександрівна, Куценко Віталій Миколайович, Калюжний Володимир Леонідович, Калюжний Олександр Володимирович
МПК: B21D 22/20
Мітки: витягування, пристрій, деталей, складної, форми
Формула / Реферат:
Пристрій для витягування деталей складної форми, що включає пуансон, матрицю з пазом, профіль якого заданий профілем деталі, та напрямний елемент, який відрізняється тим, що паз матриці виконаний з додатковою конічною поверхнею, яка розташована співвісно з пазом, основа конуса розміщена на основі матриці, а її величина дорівнює величині заготовки для витягування деталі.
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 31540
Опубліковано: 10.04.2008
Автори: Титов Вячеслав Андрійович, Тривайло Михайло Семенович, Борис Руслан Степанович
МПК: B21C 23/22, B21D 22/20
Мітки: заготовок, виготовлення, листових, спосіб, виробів, біметалевих
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів i здійснюють їх витягання зі стоншенням стінок, а на зовнішній поверхні верхньої заготовки після першого витягання формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки формують методом...
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 65392
Опубліковано: 12.12.2011
Автори: Титов Вячеслав Андрійович, Борис Руслан Степанович, Богодіст Егор Ігорович
МПК: B21C 23/22
Мітки: виготовлення, біметалевих, виробів, заготовок, листових, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, а на зовнішній поверхні верхньої заготовки після першої витяжки формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки мають хвилястий профіль та...
Спосіб виготовлення заготовок артилерійської гільзи і піддона та інших подібних деталей
Номер патенту: 33384
Опубліковано: 15.07.2004
Автори: Звєрєв Анатолій Андрійович, Ситник Микола Давидович
МПК: B21D 51/16
Мітки: піддона, спосіб, подібних, виготовлення, гільзи, інших, деталей, артилерійської, заготовок
Формула / Реферат:
Спосіб виготовлення заготовки артилерійської гільзи і піддону та інших подібних деталей, що включає багатоопераційне обтискання заготовки стакана, який відрізняється тим, що як початкову заготовку використовують круглий прокат, а заготовку у вигляді стакана одержують комбінованим методом обробки - спочатку штампують заготовку із круглого прокату, потім механічно обробляють, готуючи базові поверхні, і ротаційним видавлюванням формують...
Попередній патент: Спосіб виробництва вина марочного кріпленого десертного солодкого білого “кокур десертний сурож”
Наступний патент: Спосіб видалення речовин із ємностей, зокрема заглиблених у ґрунт
Випадковий патент: Спосіб отримання напівпровідникового матеріалу