Інструмент для свердлення глибоких отворів у нагрітих сталях і сплавах
Номер патенту: 107601
Опубліковано: 10.06.2016
Автори: Павловський Борис Григорович, Опришко Людмила Василівна, Добряк Володимир Дмитрович, Степаненко Олександр Миколайович, Угрюмов Юрій Дмитрович
Формула / Реферат
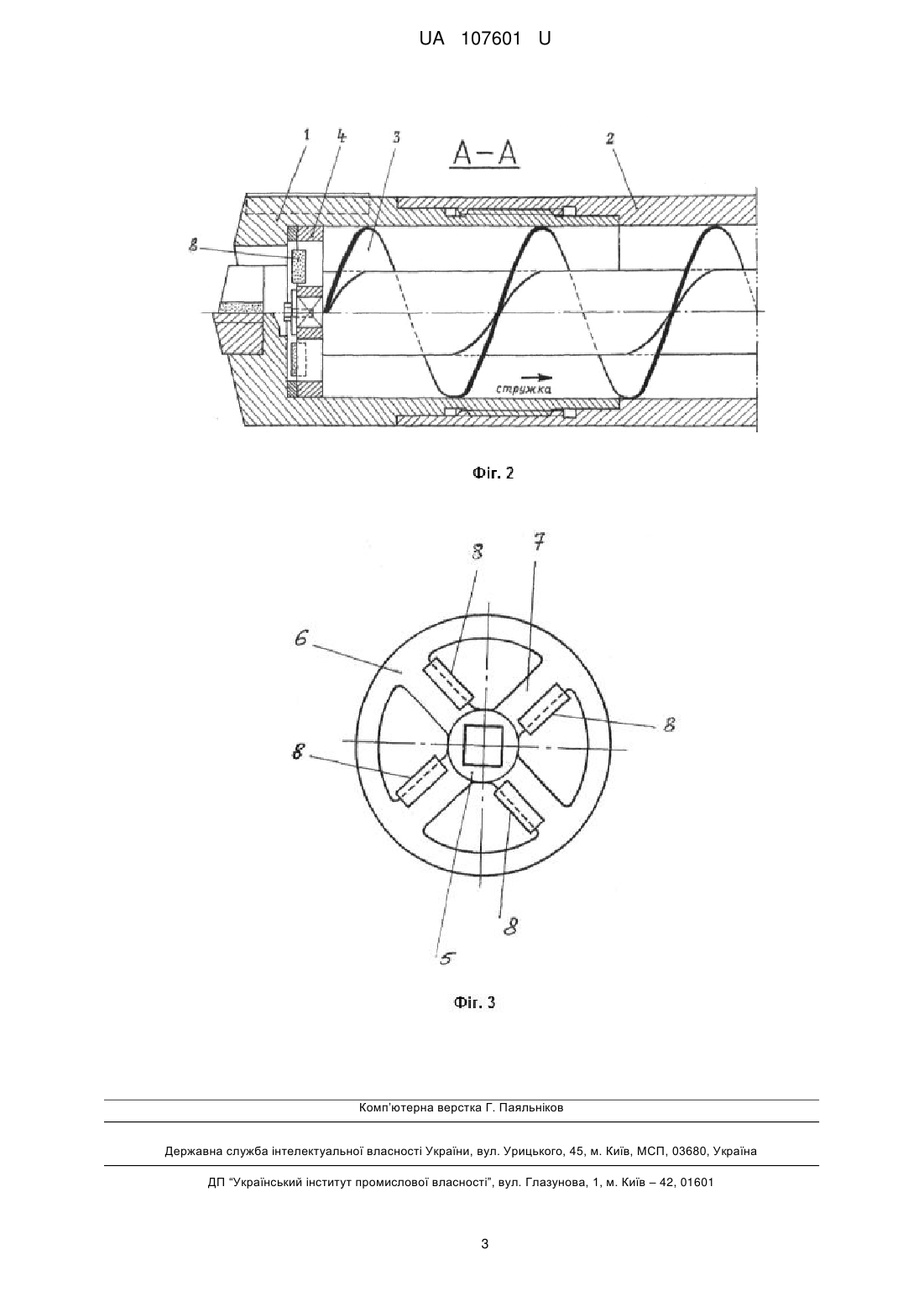
1. Інструмент для свердлення глибоких отворів в нагрітих сталях і сплавах, що містить стебло з різцевою головкою і стружколам, який відрізняється тим, що всередині стебла встановлений привідний шнек, на вал якого насаджений стружколам, встановлений з можливістю прилягання до зони різання.
2. Інструмент за п. 1, який відрізняється тим, що стружколам виконаний у вигляді маточини, обода і сполучних ребер, оснащених елементами ламання стружки.
3. Інструмент за п. 1, який відрізняється тим, що стружколам із шнеком і різцева головка із стеблом встановлені з можливістю протилежного напряму обертання відносно один до одного.
Текст
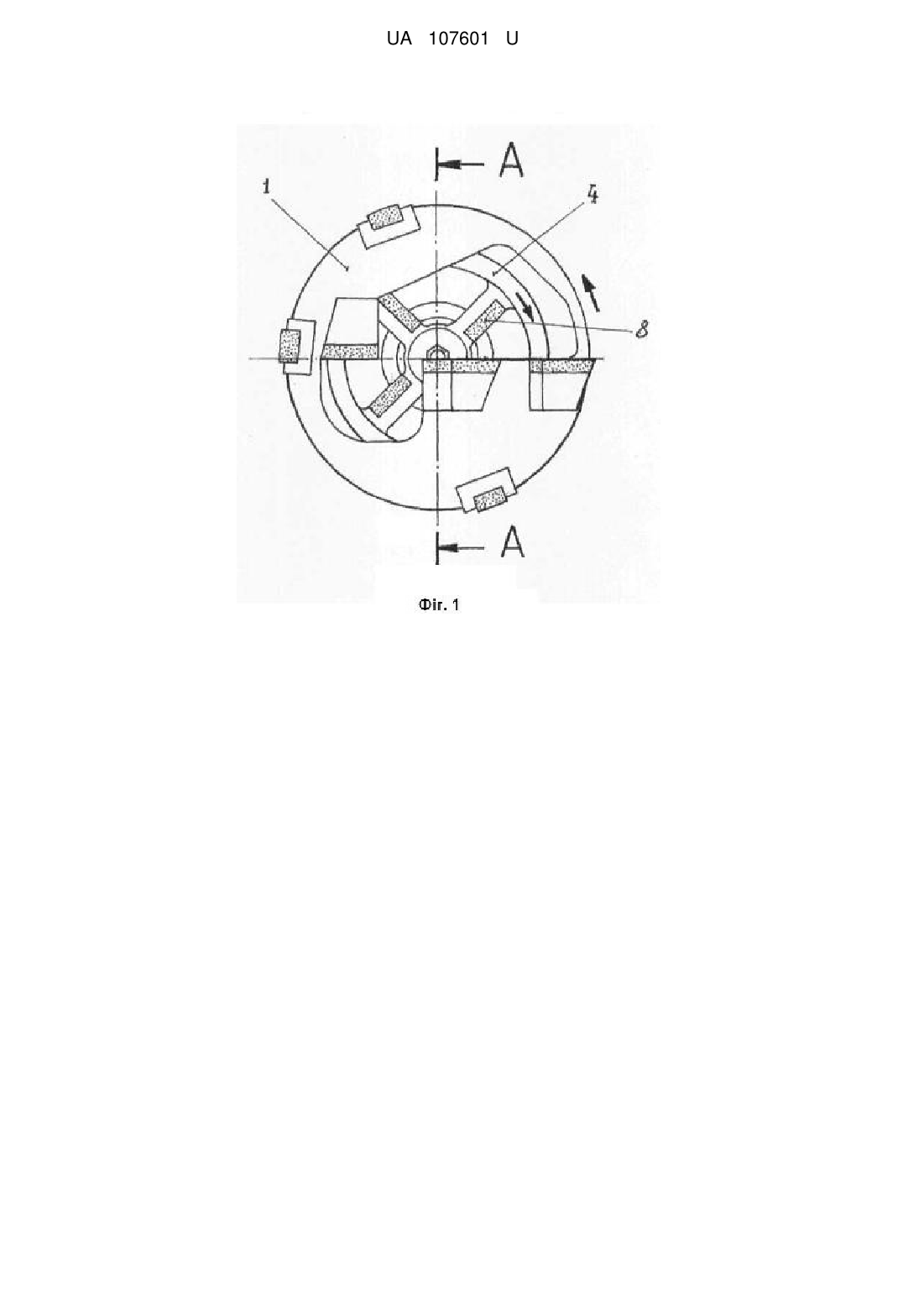
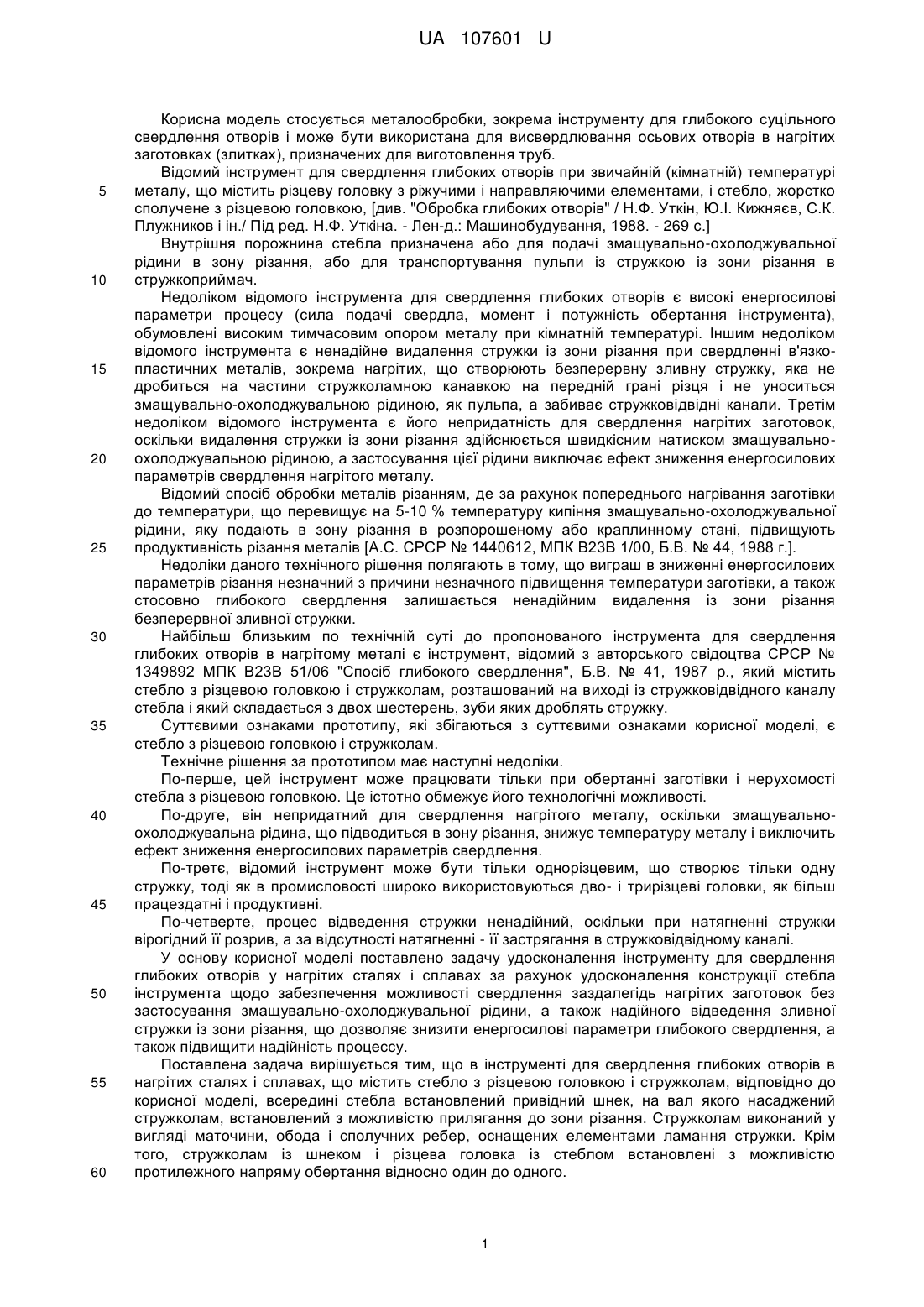
Реферат: Інструмент для свердлення глибоких отворів в нагрітих сталях і сплавах має стебло з різцевою головкою і стружколам. Всередині стебла встановлений привідний шнек, на вал якого насаджений стружколам, встановлений з можливістю прилягання до зони різання. UA 107601 U (12) UA 107601 U UA 107601 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується металообробки, зокрема інструменту для глибокого суцільного свердлення отворів і може бути використана для висвердлювання осьових отворів в нагрітих заготовках (злитках), призначених для виготовлення труб. Відомий інструмент для свердлення глибоких отворів при звичайній (кімнатній) температурі металу, що містить різцеву головку з ріжучими і направляючими елементами, і стебло, жорстко сполучене з різцевою головкою, [див. "Обробка глибоких отворів" / Н.Ф. Уткін, Ю.І. Кижняєв, С.К. Плужников і ін./ Під ред. Н.Ф. Уткіна. - Лен-д.: Машинобудування, 1988. - 269 с.] Внутрішня порожнина стебла призначена або для подачі змащувально-охолоджувальної рідини в зону різання, або для транспортування пульпи із стружкою із зони різання в стружкоприймач. Недоліком відомого інструмента для свердлення глибоких отворів є високі енергосилові параметри процесу (сила подачі свердла, момент і потужність обертання інструмента), обумовлені високим тимчасовим опором металу при кімнатній температурі. Іншим недоліком відомого інструмента є ненадійне видалення стружки із зони різання при свердленні в'язкопластичних металів, зокрема нагрітих, що створюють безперервну зливну стружку, яка не дробиться на частини стружколамною канавкою на передній грані різця і не уноситься змащувально-охолоджувальною рідиною, як пульпа, а забиває стружковідвідні канали. Третім недоліком відомого інструмента є його непридатність для свердлення нагрітих заготовок, оскільки видалення стружки із зони різання здійснюється швидкісним натиском змащувальноохолоджувальною рідиною, а застосування цієї рідини виключає ефект зниження енергосилових параметрів свердлення нагрітого металу. Відомий спосіб обробки металів різанням, де за рахунок попереднього нагрівання заготівки до температури, що перевищує на 5-10 % температуру кипіння змащувально-охолоджувальної рідини, яку подають в зону різання в розпорошеному або краплинному стані, підвищують продуктивність різання металів [А.С. СРСР № 1440612, МПК В23В 1/00, Б.В. № 44, 1988 г.]. Недоліки даного технічного рішення полягають в тому, що виграш в зниженні енергосилових параметрів різання незначний з причини незначного підвищення температури заготівки, а також стосовно глибокого свердлення залишається ненадійним видалення із зони різання безперервної зливної стружки. Найбільш близьким по технічній суті до пропонованого інструмента для свердлення глибоких отворів в нагрітому металі є інструмент, відомий з авторського свідоцтва СРСР № 1349892 МПК В23В 51/06 "Спосіб глибокого свердлення", Б.В. № 41, 1987 p., який містить стебло з різцевою головкою і стружколам, розташований на виході із стружковідвідного каналу стебла і який складається з двох шестерень, зуби яких дроблять стружку. Суттєвими ознаками прототипу, які збігаються з суттєвими ознаками корисної моделі, є стебло з різцевою головкою і стружколам. Технічне рішення за прототипом має наступні недоліки. По-перше, цей інструмент може працювати тільки при обертанні заготівки і нерухомості стебла з різцевою головкою. Це істотно обмежує його технологічні можливості. По-друге, він непридатний для свердлення нагрітого металу, оскільки змащувальноохолоджувальна рідина, що підводиться в зону різання, знижує температуру металу і виключить ефект зниження енергосилових параметрів свердлення. По-третє, відомий інструмент може бути тільки однорізцевим, що створює тільки одну стружку, тоді як в промисловості широко використовуються дво- і трирізцеві головки, як більш працездатні і продуктивні. По-четверте, процес відведення стружки ненадійний, оскільки при натягненні стружки вірогідний її розрив, а за відсутності натягненні - її застрягання в стружковідвідному каналі. У основу корисної моделі поставлено задачу удосконалення інструменту для свердлення глибоких отворів у нагрітих сталях і сплавах за рахунок удосконалення конструкції стебла інструмента щодо забезпечення можливості свердлення заздалегідь нагрітих заготовок без застосування змащувально-охолоджувальної рідини, а також надійного відведення зливної стружки із зони різання, що дозволяє знизити енергосилові параметри глибокого свердлення, а також підвищити надійність процессу. Поставлена задача вирішується тим, що в інструменті для свердлення глибоких отворів в нагрітих сталях і сплавах, що містить стебло з різцевою головкою і стружколам, відповідно до корисної моделі, всередині стебла встановлений привідний шнек, на вал якого насаджений стружколам, встановлений з можливістю прилягання до зони різання. Стружколам виконаний у вигляді маточини, обода і сполучних ребер, оснащених елементами ламання стружки. Крім того, стружколам із шнеком і різцева головка із стеблом встановлені з можливістю протилежного напряму обертання відносно один до одного. 1 UA 107601 U 5 10 15 20 Причинно-наслідковий зв'язок між суттєвими ознаками корисної моделі і технічним результатом, полягає у наступному. За рахунок активного (приводного) стружколаму і примусового транспортування роздрібнюваної стружки за допомогою шнека, стає можливим свердлення заздалегідь нагрітих заготовок без застосування змащувально-охолоджувальної рідини, завдяки чому значно (у 1,5 разу) знижуються енергосилові параметри свердлення при неістотному зниженні стійкості інструменту і підвищується надійність процесу свердлення. Корисна модель пояснюється кресленнями, де на фіг. 1 показаний вигляд з торця на різцеву головку, на фіг. 2 - розріз по А-А на фіг. 1, на фіг. 3 стружколам. Інструмент, що заявляється, складається з різцевої головки 1 з різцями і направляючими шпонками, яка жорстко сполучена з порожнистим стеблом 2, усередині якого розміщений шнек 3. На передньому кінці вала шнека, що входить до різцевої головки, на квадратну цапфу насаджений стружколам 4, який складається з маточини 5, обода 6 і сполучних ребер 7, що з'єднують їх, і які оснащені ламальними елементами 8. Інструмент, що заявляється, працює наступним чином. При свердленні нагрітого металу зливні стружки від кожного різця різцевої головки через отвори в торцевій стінці головки надходять до ламальних елементів 8 стружколама 4. Останній разом зі шнеком 3 обертається в напрямі, протилежному напряму обертання ріжучої головки із стеблом, завдяки чому стружка ламається на короткі фрагменти. Лопаті шнека підхоплюють фрагменти стружки і переміщають їх до стружкоприймальника. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 1. Інструмент для свердлення глибоких отворів в нагрітих сталях і сплавах, що містить стебло з різцевою головкою і стружколам, який відрізняється тим, що всередині стебла встановлений привідний шнек, на вал якого насаджений стружколам, встановлений з можливістю прилягання до зони різання. 2. Інструмент за п. 1, який відрізняється тим, що стружколам виконаний у вигляді маточини, обода і сполучних ребер, оснащених елементами ламання стружки. 3. Інструмент за п. 1, який відрізняється тим, що стружколам із шнеком і різцева головка із стеблом встановлені з можливістю протилежного напряму обертання відносно один до одного. 2 UA 107601 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 51/00
Мітки: інструмент, отворів, сплавах, нагрітих, сталях, свердлення, глибоких
Код посилання
<a href="https://ua.patents.su/5-107601-instrument-dlya-sverdlennya-glibokikh-otvoriv-u-nagritikh-stalyakh-i-splavakh.html" target="_blank" rel="follow" title="База патентів України">Інструмент для свердлення глибоких отворів у нагрітих сталях і сплавах</a>
Інструмент для обробки глибоких отворів
Номер патенту: 58229
Опубліковано: 11.04.2011
Автори: Носков Віталій Васильович, Паціора Андрій Павлович
МПК: B23B 51/06
Мітки: обробки, глибоких, інструмент, отворів
Формула / Реферат:
Інструмент для обробки глибоких отворів, що містить корпус, у пазах якого закріплені напрямні елементи і різальні пластини, який відрізняється тим, що він оснащений напіввтулками, установленими на напрямних елементах, кожна з яких зміщена відносно осі відповідного елемента до осі інструмента, а напрямні елементи виконані у вигляді роликів, причому, як мінімум, один з них установлений на пружному елементі з можливістю зворотно-поступального...
Інструмент для обробки глибоких отворів
Номер патенту: 39275
Опубліковано: 15.06.2001
Автори: Копаньов Микола Миколаевич, Єськов Олексій Леонтієвич
МПК: B23B 29/00
Мітки: отворів, інструмент, обробки, глибоких
Формула / Реферат:
Інструмент для обробки глибоких отворів, що складається з оправки, яка має різцетримач з різальним елементом, центрувальну головку і пристрій для примусового роздріблення стружки в вигляді роликів і торцевих кулачків, що закріплені відповідно на різцетримачі і центрувальній головці, який відрізняється тим, що торцеві кулачки виконано у вигляді секторів з однаковими центральними кутами і різними середніми радіусами, а ролики установлені з...
Інструмент для свердління глибоких отворів
Номер патенту: 51937
Опубліковано: 16.12.2002
Автори: Брощак Іван Іванович, Луців Ігор Володимирович
МПК: B23B 51/06
Мітки: інструмент, глибоких, свердління, отворів
Формула / Реферат:
Інструмент для свердління глибоких отворів, що містить два леза і корпус, в якому виконаний центральний наскрізний отвір, а на хвостовій частині - кріпильна різь, який відрізняється тим, що кожне з лез своїми глухими циліндричними отворами має можливість вільно спряжуватися з парою запресованих в поздовжні отвори корпуса напрямних циліндричних втулок, в отворах яких мають можливість вільно проходити кінці плунжерів, розміщених в поздовжніх...
Інструмент для обробки глибоких отворів
Номер патенту: 39366
Опубліковано: 15.06.2001
Автори: Єськов Олексій Леонтієвич, Копаньов Микола Миколаєвич
МПК: B23B 29/00
Мітки: інструмент, отворів, обробки, глибоких
Формула / Реферат:
Інструмент для обробки глибоких отворів, що складається з оправки , яка має різцетримачі, які установлені діаметрально протилежно з можливостю переміщення відносно геометричної вісі інструмента і несуть різцеві елементи, а також з центрувальної головки та засобів примусового дрібнення стружки, виконаних у вигляді роликів і торцових кулачків, закріплених відповідно на різцетримачах і центрувальній головці, який відрізняється тим, що...
Спосіб свердлення отворів з використанням двох змінних твердосплавних пластин
Номер патенту: 28061
Опубліковано: 26.11.2007
Автори: Воєводіна Тетяна Альбертівна, Федотенко Святослав Юрійович, Воєводін Альберт Борисович, Сидоров Володимир Анатолійович
МПК: B23B 51/00
Мітки: змінних, спосіб, використанням, двох, отворів, твердосплавних, пластин, свердлення
Формула / Реферат:
Спосіб свердлення отворів з використанням двох змінних твердосплавних пластин, який складається з подачі свердла в зону обробки, самого свердлення з заданою частотою обертання свердла і виводу його із зони обробки, який відрізняється тим, що частоту обертання встановлюють з виразу: (1);де n - частота обертання, об/хв.;В - кут нахилу різальної кромки...
Попередній патент: Спосіб моделювання гастростазу
Наступний патент: Спосіб виготовлення артилерійської гільзи
Випадковий патент: Стіл декоративний