Спосіб наплавлення зносостійкості покриття

Формула / Реферат
1. Спосіб наплавлення зносостійкого покриття, що включає операцію електродугового наплавлення на прокатний лист зносостійкого матеріалу, відкритою дугою, розщепленим електродом з поперечними механічними коливаннями щодо напряму наплавлення, який відрізняється тим, що розщеплений електрод утворюють групою самозахисних плавких електродів із загальним для них джерелом живлення.
2. Спосіб за п. 1, який відрізняється тим, що як самозахисний плавкий електрод використовують самозахисну порошкову стрічку або дріт із зносостійкого матеріалу.
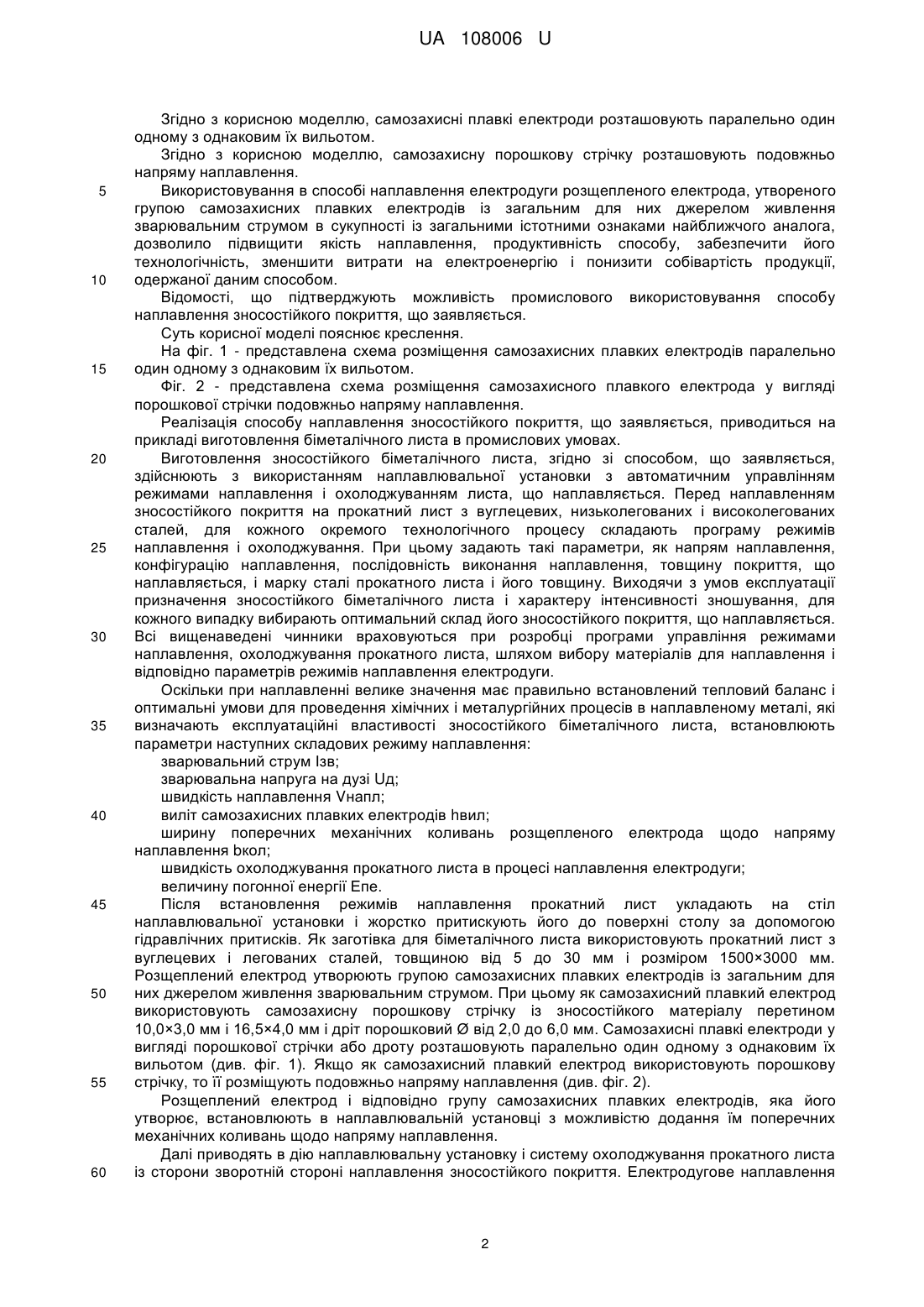
3. Спосіб за п. 1, який відрізняється тим, що самозахисні плавкі електроди розташовують паралельно один одному з однаковим їх вильотом.
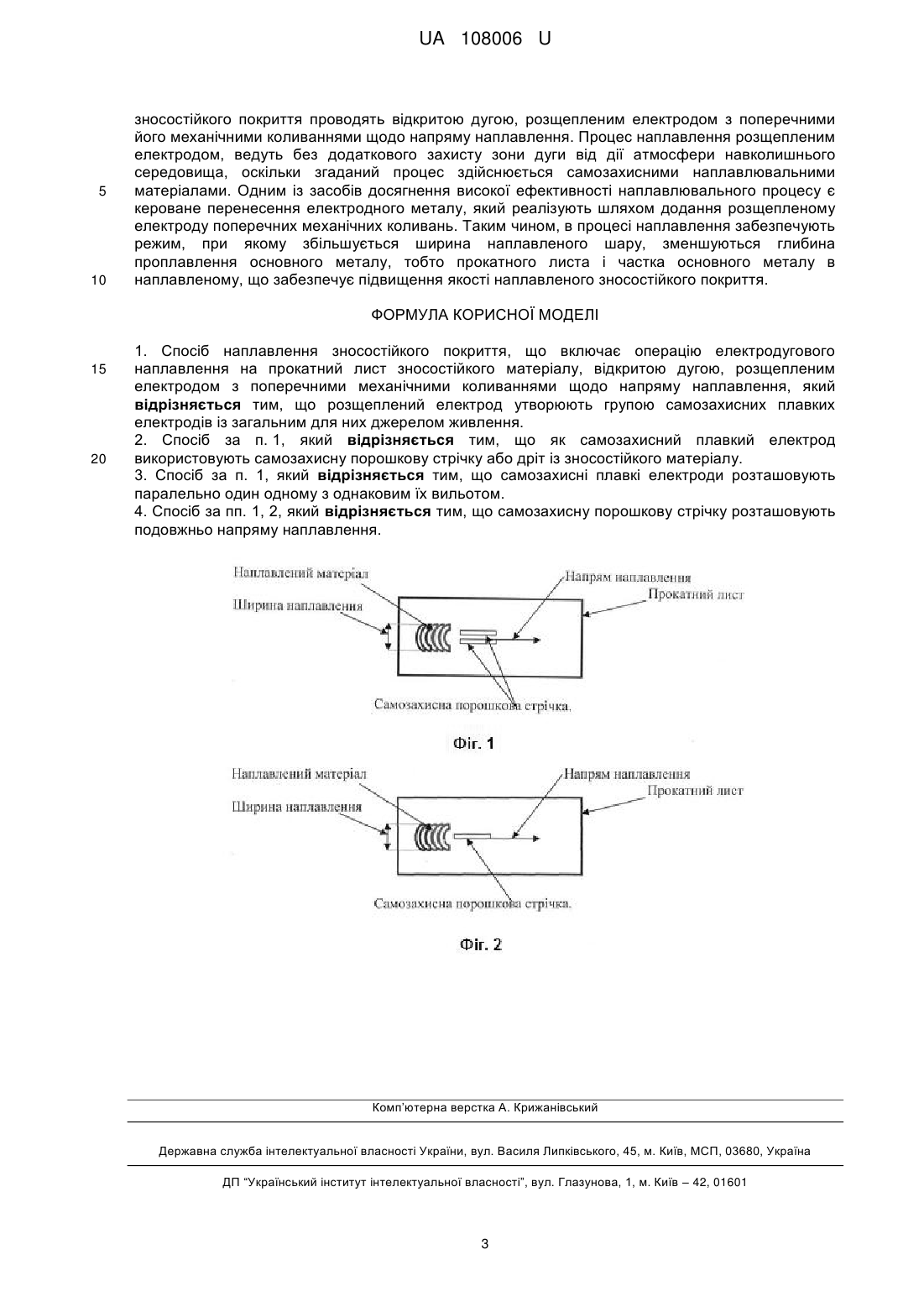
4. Спосіб за пп. 1, 2, який відрізняється тим, що самозахисну порошкову стрічку розташовують подовжньо напряму наплавлення.
Текст
Реферат: Спосіб наплавлення зносостійкого покриття включає операцію електродугового наплавлення на прокатний лист зносостійкого матеріалу, відкритою дугою, розщепленим електродом з поперечними механічними коливаннями щодо напряму наплавлення. Розщеплений електрод утворюють групою самозахисних плавких електродів із загальним для них джерелом живлення. UA 108006 U (54) СПОСІБ НАПЛАВЛЕННЯ ЗНОСОСТІЙКОСТІ ПОКРИТТЯ UA 108006 U UA 108006 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до зварювального виробництва, зокрема до способу електродугового наплавлення на поверхню виробу відкритою дугою, розщепленим електродом і може бути використана при виготовленні біметалічних листів із зносостійким покриттям призначених для захисту і відновлення поверхонь промислового устаткування, що піддається в процесі експлуатації різним видам зносу, що зношуються, з метою підвищення їх зносостійкості і термінів експлуатації. Відомий спосіб наплавлення зносостійкого покриття по а.с.СРСР № 503663, МПК В23К9/00 від 01.07.1974 г., опубл. 05.02.1976 г., що включає операцію електродугового наплавлення на прокатний лист зносостійкого матеріалу, відкритою дугою, розщепленим електродом. На відміну від способу, що заявляється, розщеплений електрод утворений пластинчастими електродами, розташованими під кутом один до одного, між якими поміщають присадний матеріал у вигляді порошкоподібної шихти. При цьому електроди переміщаються кутом назад. Недоліком способу, що заявляється, є висока трудомісткість, нетехнологічність процесу, незадовільна якість зносостійкого покриття, що наплавляється, і низька продуктивність способу, а так само висока забрудненість навколишнього середовища, в результаті інтенсивного виділення продуктів наплавлення. Пояснюється це тим, що як наплавлювальний матеріал використовують порошкоподібну шихту у вигляді насипного матеріалу, який розплавляють відкритою дугою від розщепленого електрода. Процес наплавлення даним способом супроводжується підвищеним пилоутворенням, що обумовлює шкідливі умови праці, не нормовані втрати наплавлювального матеріалу і низькою якістю наплавлення. Тому, даний спосіб не знайшов широкого вживання при виробництві зносостійких біметалічних листів електродуговим наплавленням. Найближчим аналогом до корисної моделі, що заявляється, по сукупності ознак і очікуваному технічному результату є спосіб наплавлення зносостійкого покриття, що включає операцію електродугового наплавлення на прокатний лист зносостійкого матеріалу, відкритою дугою, розщепленим електродом з поперечними механічними коливаннями щодо напряму наплавлення [див. Справочник электрогазосварщика и газорезчика: Учеб. пособие для нач. проф. образования / Г. Г.Чернышов, Г. В. Полевой, А. П. Выборнов и др.; Под ред. Г. Г. Чернышева. - М: Издательский центр "Академия", 2004.-400 с. "г.]. На відміну від способу, що заявляється, наплавлення зносостійкого покриття в приведеному способі ведуть під шаром флюсу або в середовищі захисних газів одинарним або розщепленим електродом, відкритою дугою, порошковими дротами або стрічками. При цьому електроду додають поперечні механічні коливання з амплітудою 15…70 мм і із зсувом центру коливань на ±50 мм. Приведений спосіб наплавлення розщепленим електродом під флюсом, а також в середовищі захисного газу відрізняється підвищеною глибиною проплавлення, при цьому спостерігається розбавлення сплаву, що наплавляється, з основним металом тобто з металом прокатного листа що сприяє зниженню якості зносостійкого покриття, що наплавляється. Пояснюється це тим, що при наплавленні плавким електродом під шаром флюсу або в середовищі захисних газів підвищується густина струму наплавлення, що призводить до збільшення глибини проплавлення основного металу. Крім того, наплавлення зносостійкого покриття з використанням додаткового захисту від дії навколишнього середовища, зокрема наплавлення під шаром флюсу або в середовищі захисних газів вимагає додаткових пристосувань, що ускладнює наплавлювальне устаткування і робить спосіб нетехнологічним і трудомістким. В основу корисної моделі поставлена задача, удосконалити спосіб наплавлення зносостійкого покриття шляхом зміни умов наплавлення з використанням засобів для їх підтримки, виключити використовування додаткового захисту від дії навколишнього середовища, понизити глибину проплавлення основного металу, тобто прокатного листа, збільшити висоту і ширину зносостійкого покриття, що наплавляється, за один прохід і, за рахунок цього, підвищити якість наплавлення, продуктивність способу, забезпечити його технологічність і понизити собівартість продукції одержаної даним способом. Поставлена задача вирішується тим, що в способі наплавлення зносостійкого покриття, що включає операцію електродугового наплавлення на прокатний лист зносостійкого матеріалу, відкритою дугою, розщепленим електродом з поперечними механічними коливаннями щодо напряму наплавлення, згідно з корисною моделлю, розщеплений електрод утворюють групою самозахисних плавких електродів із загальним для них джерелом живлення. Згідно з корисною моделлю, як самозахисний плавкий електрод використовують самозахисну порошкову стрічку або дріт із зносостійкого матеріалу. 1 UA 108006 U 5 10 15 20 25 30 35 40 45 50 55 60 Згідно з корисною моделлю, самозахисні плавкі електроди розташовують паралельно один одному з однаковим їх вильотом. Згідно з корисною моделлю, самозахисну порошкову стрічку розташовують подовжньо напряму наплавлення. Використовування в способі наплавлення електродуги розщепленого електрода, утвореного групою самозахисних плавких електродів із загальним для них джерелом живлення зварювальним струмом в сукупності із загальними істотними ознаками найближчого аналога, дозволило підвищити якість наплавлення, продуктивність способу, забезпечити його технологічність, зменшити витрати на електроенергію і понизити собівартість продукції, одержаної даним способом. Відомості, що підтверджують можливість промислового використовування способу наплавлення зносостійкого покриття, що заявляється. Суть корисної моделі пояснює креслення. На фіг. 1 - представлена схема розміщення самозахисних плавких електродів паралельно один одному з однаковим їх вильотом. Фіг. 2 - представлена схема розміщення самозахисного плавкого електрода у вигляді порошкової стрічки подовжньо напряму наплавлення. Реалізація способу наплавлення зносостійкого покриття, що заявляється, приводиться на прикладі виготовлення біметалічного листа в промислових умовах. Виготовлення зносостійкого біметалічного листа, згідно зі способом, що заявляється, здійснюють з використанням наплавлювальної установки з автоматичним управлінням режимами наплавлення і охолоджуванням листа, що наплавляється. Перед наплавленням зносостійкого покриття на прокатний лист з вуглецевих, низьколегованих і високолегованих сталей, для кожного окремого технологічного процесу складають програму режимів наплавлення і охолоджування. При цьому задають такі параметри, як напрям наплавлення, конфігурацію наплавлення, послідовність виконання наплавлення, товщину покриття, що наплавляється, і марку сталі прокатного листа і його товщину. Виходячи з умов експлуатації призначення зносостійкого біметалічного листа і характеру інтенсивності зношування, для кожного випадку вибирають оптимальний склад його зносостійкого покриття, що наплавляється. Всі вищенаведені чинники враховуються при розробці програми управління режимами наплавлення, охолоджування прокатного листа, шляхом вибору матеріалів для наплавлення і відповідно параметрів режимів наплавлення електродуги. Оскільки при наплавленні велике значення має правильно встановлений тепловий баланс і оптимальні умови для проведення хімічних і металургійних процесів в наплавленому металі, які визначають експлуатаційні властивості зносостійкого біметалічного листа, встановлюють параметри наступних складових режиму наплавлення: зварювальний струм Ізв; зварювальна напруга на дузі Uд; швидкість наплавлення Vнапл; виліт самозахисних плавких електродів hвил; ширину поперечних механічних коливань розщепленого електрода щодо напряму наплавлення bкол; швидкість охолоджування прокатного листа в процесі наплавлення електродуги; величину погонної енергії Епе. Після встановлення режимів наплавлення прокатний лист укладають на стіл наплавлювальної установки і жорстко притискують його до поверхні столу за допомогою гідравлічних притисків. Як заготівка для біметалічного листа використовують прокатний лист з вуглецевих і легованих сталей, товщиною від 5 до 30 мм і розміром 1500×3000 мм. Розщеплений електрод утворюють групою самозахисних плавких електродів із загальним для них джерелом живлення зварювальним струмом. При цьому як самозахисний плавкий електрод використовують самозахисну порошкову стрічку із зносостійкого матеріалу перетином 10,0×3,0 мм і 16,5×4,0 мм і дріт порошковий Ø від 2,0 до 6,0 мм. Самозахисні плавкі електроди у вигляді порошкової стрічки або дроту розташовують паралельно один одному з однаковим їх вильотом (див. фіг. 1). Якщо як самозахисний плавкий електрод використовують порошкову стрічку, то її розміщують подовжньо напряму наплавлення (див. фіг. 2). Розщеплений електрод і відповідно групу самозахисних плавких електродів, яка його утворює, встановлюють в наплавлювальній установці з можливістю додання їм поперечних механічних коливань щодо напряму наплавлення. Далі приводять в дію наплавлювальну установку і систему охолоджування прокатного листа із сторони зворотній стороні наплавлення зносостійкого покриття. Електродугове наплавлення 2 UA 108006 U 5 10 зносостійкого покриття проводять відкритою дугою, розщепленим електродом з поперечними його механічними коливаннями щодо напряму наплавлення. Процес наплавлення розщепленим електродом, ведуть без додаткового захисту зони дуги від дії атмосфери навколишнього середовища, оскільки згаданий процес здійснюється самозахисними наплавлювальними матеріалами. Одним із засобів досягнення високої ефективності наплавлювального процесу є кероване перенесення електродного металу, який реалізують шляхом додання розщепленому електроду поперечних механічних коливань. Таким чином, в процесі наплавлення забезпечують режим, при якому збільшується ширина наплавленого шару, зменшуються глибина проплавлення основного металу, тобто прокатного листа і частка основного металу в наплавленому, що забезпечує підвищення якості наплавленого зносостійкого покриття. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 1. Спосіб наплавлення зносостійкого покриття, що включає операцію електродугового наплавлення на прокатний лист зносостійкого матеріалу, відкритою дугою, розщепленим електродом з поперечними механічними коливаннями щодо напряму наплавлення, який відрізняється тим, що розщеплений електрод утворюють групою самозахисних плавких електродів із загальним для них джерелом живлення. 2. Спосіб за п. 1, який відрізняється тим, що як самозахисний плавкий електрод використовують самозахисну порошкову стрічку або дріт із зносостійкого матеріалу. 3. Спосіб за п. 1, який відрізняється тим, що самозахисні плавкі електроди розташовують паралельно один одному з однаковим їх вильотом. 4. Спосіб за пп. 1, 2, який відрізняється тим, що самозахисну порошкову стрічку розташовують подовжньо напряму наплавлення. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/04
Мітки: наплавлення, покриття, спосіб, зносостійкості
Код посилання
<a href="https://ua.patents.su/5-108006-sposib-naplavlennya-znosostijjkosti-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення зносостійкості покриття</a>
Спосіб автоматизації керування температурою наплавлення композиційного покриття
Номер патенту: 47581
Опубліковано: 10.02.2010
Автори: Черновол Михайло Іванович, Бобрицький Віталій Миколайович, Бісюк Віктор Анатолійович, Тихий Андрій Анатолійович, Аулін Віктор Васильович
МПК: H05B 6/06
Мітки: автоматизації, наплавлення, керування, спосіб, температурою, покриття, композиційного
Формула / Реферат:
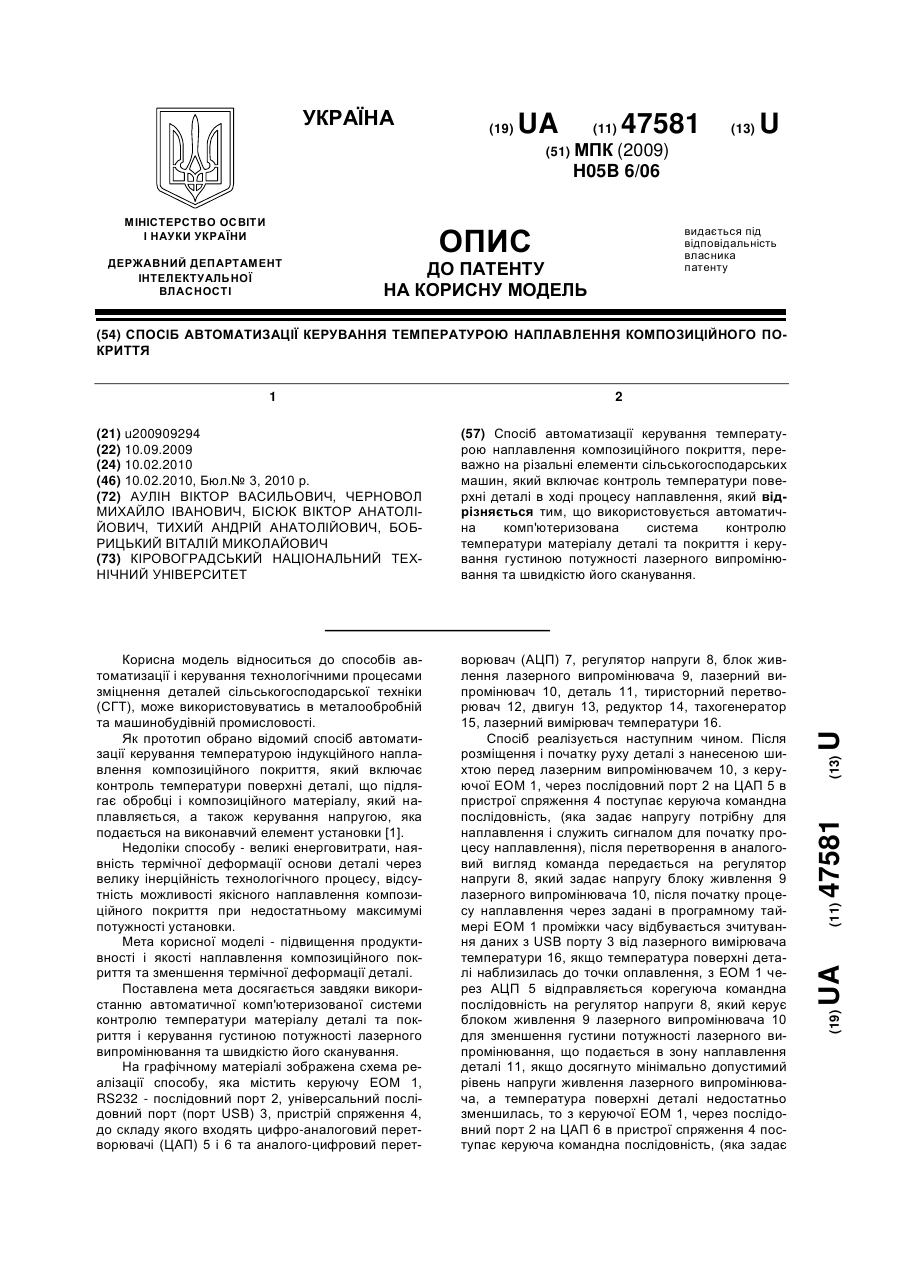
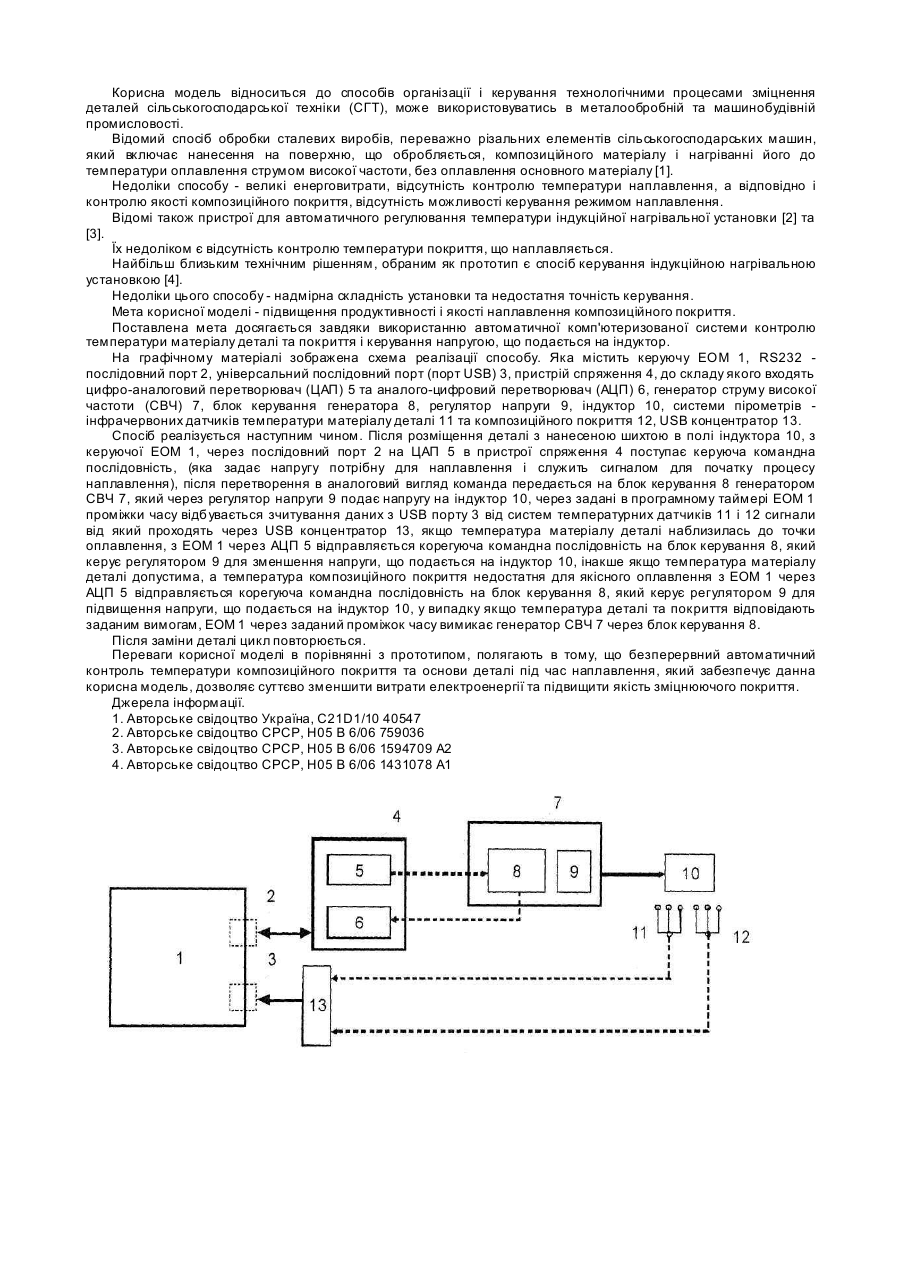
Спосіб автоматизації керування температурою наплавлення композиційного покриття, переважно на різальні елементи сільськогосподарських машин, який включає контроль температури поверхні деталі в ході процесу наплавлення, який відрізняється тим, що використовується автоматична комп'ютеризована система контролю температури матеріалу деталі та покриття і керування густиною потужності лазерного випромінювання та швидкістю його сканування.
Спосіб автоматизації керування температурою індукційного наплавлення композиційного покриття
Номер патенту: 23872
Опубліковано: 11.06.2007
Автори: Віхрова Лариса Григорівна, Бобрицький Віталій Миколайович, Аулін Віктор Васильович, Бісюк Віктор Анатолійович
МПК: H05B 6/06
Мітки: індукційного, температурою, керування, композиційного, наплавлення, спосіб, автоматизації, покриття
Формула / Реферат:
Спосіб автоматизації керування температурою індукційного наплавлення композиційного покриття переважно на різальні елементи сільськогосподарських машин, який включає контроль температури поверхні деталі, що підлягає обробці, і композиційного матеріалу, який наплавляється, а також керування напругою, яка подається на індуктор, який відрізняється тим, що для підвищення продуктивності і для забезпечення якісного наплавлення композиційного...
Спосіб наплавлення твердого зносостійкого покриття на металеву поверхню (варіанти) і суспензія для наплавлення
Номер патенту: 47491
Опубліковано: 15.07.2002
Автор: РЕВАНКАР Гопал С.
МПК: C23C 24/00, C23C 26/00, B22F 3/22, B22F 7/04
Мітки: поверхню, металеву, наплавлення, варіанти, покриття, суспензія, зносостійкого, твердого, спосіб
Формула / Реферат:
1. Спосіб наплавлення твердого зносостійкого покриття на металеву поверхню, що включає наступні етапи:a) приготування практично однорідної водної суспензії з полівінілового спирту, що не містить флюсу, плавкого твердого металевого сплаву, що складається принаймні на 60 % із заліза, у вигляді фракції дрібнодисперсного порошку і одної або більше добавок, які вибрані з групи, що складається з диспергаторів, дефлокулянтів і...
Спосіб наплавлення розщепленим стрічковим електродом
Номер патенту: 104566
Опубліковано: 10.02.2016
Автори: Мазур Владислав Олександрович, Лещинський Леонід Кимович, Матвієнко Володимир Миколайович, Матвієнко Владислав Володимирович
МПК: B23K 9/04
Мітки: спосіб, стрічковим, електродом, розщепленим, наплавлення
Формула / Реферат:
Спосіб наплавлення розщепленим стрічковим електродом, що містить подачу у зварювальну ванну за допомогою роликів, що подають з різними швидкостями, середньої стрічки в площині, перпендикулярній напрямку наплавлення, і бічних стрічок, розташованих по обидві сторони від середньої стрічки і під кутом до неї, який відрізняється тим, що подачу середньої стрічки здійснюють притисненням роликів, що подають, до її плоскої поверхні, а подачу бічних...
Спосіб нанесення зносостійкого покриття
Номер патенту: 39488
Опубліковано: 25.02.2009
Автори: Ліпінська Наталія Володимирівна, Ляшенко Борис Артемович, Лопата Лариса Анатоліївна, Стрижало Володимир Олександрович, Новогрудський Леонід Самуїлович
МПК: C23C 24/00
Мітки: зносостійкого, нанесення, покриття, спосіб
Формула / Реферат:
Спосіб нанесення зносостійкого покриття, що включає розташування шару порошкового зносостійкого матеріалу на поверхні деталі, яку зміцнюють, притискування ділянки шару зносостійкого матеріалу роликовим електродом, який переміщують, до поверхні деталі й нагрівання ділянки деталі і ділянки шару зносостійкого матеріалу під роликовим електродом до температури спікання згаданих ділянок шляхом прямого пропускання через них електричного струму до...
Попередній патент: Підп’ятниковий вузол надресорної балки візка вантажного вагона
Наступний патент: Гасник динамічних коливань