Мастило для гарячої обробки металів тиском
Номер патенту: 108270
Опубліковано: 11.07.2016
Автори: Каргін Сергій Борисович, Ткачов Ростислав Олегович, Кухар Володимир Валентинович, Каргін Борис Сергійович, Аніщенко Олександр Сергійович

Формула / Реферат
Мастило для гарячої обробки металів тиском, що містить воду, колоїдний графіт, триполіфосфат натрію, триетаналомін, лігносульфонат амонію та фурацилін, яке відрізняється тим, що додатково містить вуглекислий літій, мурашинокислий літій та тирсу деревини при наступному співвідношенні компонентів, мас. %:
графіт колоїдний
16-18
триполіфосфат натрію
6-8
лігносульфонат амонію
6-8
триетаналомін
0,28-0,30
вуглекислий літій
10-12
мурашинокислий літій
8-10
фурацилін
0,010-0,015
тирса деревини
2-4
вода
решта.
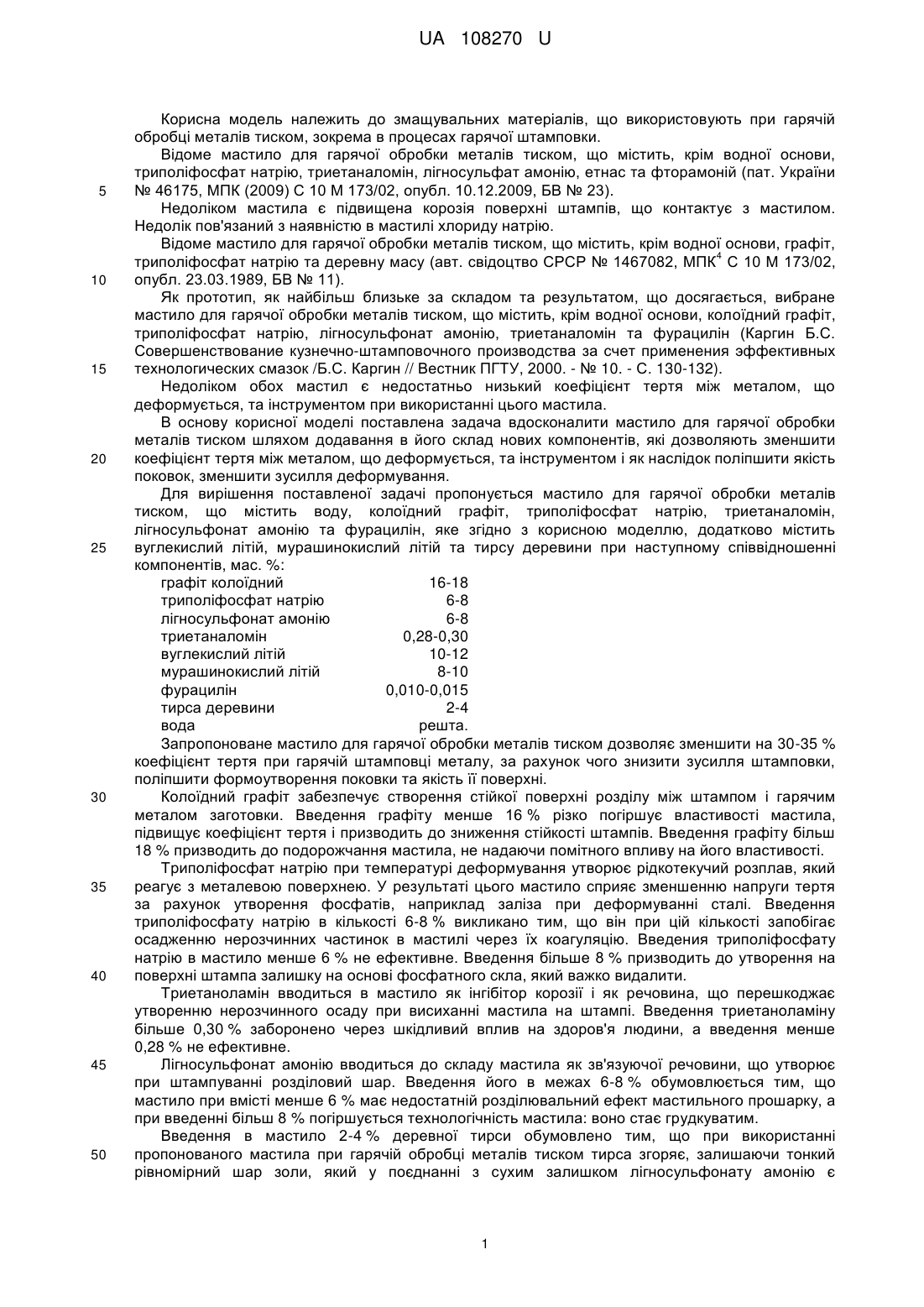
Текст
Реферат: Мастило для гарячої обробки металів тиском містить воду, колоїдний графіт, триполіфосфат натрію, триетаналомін, лігносульфонат амонію та фурацилін. Додатково мастило містить вуглекислий літій, мурашинокислий літій та тирсу деревини. UA 108270 U (12) UA 108270 U UA 108270 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до змащувальних матеріалів, що використовують при гарячій обробці металів тиском, зокрема в процесах гарячої штамповки. Відоме мастило для гарячої обробки металів тиском, що містить, крім водної основи, триполіфосфат натрію, триетаналомін, лігносульфат амонію, етнас та фторамоній (пат. України № 46175, МПК (2009) С 10 М 173/02, опубл. 10.12.2009, БВ № 23). Недоліком мастила є підвищена корозія поверхні штампів, що контактує з мастилом. Недолік пов'язаний з наявністю в мастилі хлориду натрію. Відоме мастило для гарячої обробки металів тиском, що містить, крім водної основи, графіт, 4 триполіфосфат натрію та деревну масу (авт. свідоцтво СРСР № 1467082, МПК С 10 М 173/02, опубл. 23.03.1989, БВ № 11). Як прототип, як найбільш близьке за складом та результатом, що досягається, вибране мастило для гарячої обробки металів тиском, що містить, крім водної основи, колоїдний графіт, триполіфосфат натрію, лігносульфонат амонію, триетаналомін та фурацилін (Каргин Б.С. Совершенствование кузнечно-штамповочного производства за счет применения эффективных технологических смазок /Б.С. Каргин // Вестник ПГТУ, 2000. - № 10. - С. 130-132). Недоліком обох мастил є недостатньо низький коефіцієнт тертя між металом, що деформується, та інструментом при використанні цього мастила. В основу корисної моделі поставлена задача вдосконалити мастило для гарячої обробки металів тиском шляхом додавання в його склад нових компонентів, які дозволяють зменшити коефіцієнт тертя між металом, що деформується, та інструментом і як наслідок поліпшити якість поковок, зменшити зусилля деформування. Для вирішення поставленої задачі пропонується мастило для гарячої обробки металів тиском, що містить воду, колоїдний графіт, триполіфосфат натрію, триетаналомін, лігносульфонат амонію та фурацилін, яке згідно з корисною моделлю, додатково містить вуглекислий літій, мурашинокислий літій та тирсу деревини при наступному співвідношенні компонентів, мас. %: графіт колоїдний 16-18 триполіфосфат натрію 6-8 лігносульфонат амонію 6-8 триетаналомін 0,28-0,30 вуглекислий літій 10-12 мурашинокислий літій 8-10 фурацилін 0,010-0,015 тирса деревини 2-4 вода решта. Запропоноване мастило для гарячої обробки металів тиском дозволяє зменшити на 30-35 % коефіцієнт тертя при гарячій штамповці металу, за рахунок чого знизити зусилля штамповки, поліпшити формоутворення поковки та якість її поверхні. Колоїдний графіт забезпечує створення стійкої поверхні розділу між штампом і гарячим металом заготовки. Введення графіту менше 16 % різко погіршує властивості мастила, підвищує коефіцієнт тертя і призводить до зниження стійкості штампів. Введення графіту більш 18 % призводить до подорожчання мастила, не надаючи помітного впливу на його властивості. Триполіфосфат натрію при температурі деформування утворює рідкотекучий розплав, який реагує з металевою поверхнею. У результаті цього мастило сприяє зменшенню напруги тертя за рахунок утворення фосфатів, наприклад заліза при деформуванні сталі. Введення триполіфосфату натрію в кількості 6-8 % викликано тим, що він при цій кількості запобігає осадженню нерозчинних частинок в мастилі через їх коагуляцію. Введения триполіфосфату натрію в мастило менше 6 % не ефективне. Введення більше 8 % призводить до утворення на поверхні штампа залишку на основі фосфатного скла, який важко видалити. Триетаноламін вводиться в мастило як інгібітор корозії і як речовина, що перешкоджає утворенню нерозчинного осаду при висиханні мастила на штампі. Введення триетаноламіну більше 0,30 % заборонено через шкідливий вплив на здоров'я людини, а введення менше 0,28 % не ефективне. Лігносульфонат амонію вводиться до складу мастила як зв'язуючої речовини, що утворює при штампуванні розділовий шар. Введення його в межах 6-8 % обумовлюється тим, що мастило при вмісті менше 6 % має недостатній розділювальний ефект мастильного прошарку, а при введенні більш 8 % погіршується технологічність мастила: воно стає грудкуватим. Введення в мастило 2-4 % деревної тирси обумовлено тим, що при використанні пропонованого мастила при гарячій обробці металів тиском тирса згоряє, залишаючи тонкий рівномірний шар золи, який у поєднанні з сухим залишком лігносульфонату амонію є 1 UA 108270 U 5 10 15 20 25 екрануючим агентом. З іншого боку, тирса полегшує зняття окалини з поковок і зняття поковок зі штампа за рахунок виділення водяної пари. При застосуванні тирси вище 4 % її згоряння стає небезпечним для штампувальника. Вміст тирси нижче 2 % не утворює суттєвий екрануючий шар, тобто не сприяє зменшенню коефіцієнта тертя мастила при температурах штамповки. Вплив деревної тирси на зменшення коефіцієнта тертя мастила фіксується як синергетичний ефект при наявності ще двох компонентів: 8-10 % мурашинокислого літію та 1012 % вуглекислого літію. При найнижчому вмісті тирси (2 %) в мастилі треба додавати відповідно 10 та 12 % мурашинокислого та вуглекислого літію. Якщо склад тирси в мастилі 4 %, то солей літію там повинно бути 8 і 10 % відповідно. При вмісті солей літію менше нижчої (8 та 10 %) або більше вищої межі (10 та 12 %) не фіксується зменшення коефіцієнта тертя пропонованого мастила у порівнянні з прототипом. Фурацилін у межах 0,010-0,015 % забезпечує стабільність властивостей мастила при його тривалому зберіганні, зокрема показника коефіцієнта тертя. Цього ефекту немає, якщо фурациліну менше ніж 0,010 % у мастилі. Наявність більше ніж 0,015 % фурациліну не впливає на поліпшення стабільності властивостей мастила і зменшення коефіцієнта тертя. Мастило виготовляється шляхом змішування води з графітом, куди потім додають інші інгредієнти мастила і знов перемішують до утворення колоїдноподібної суміші. Приклади конкретного виконання мастила Були виготовлені кілька складів мастил (див. таблицю) для визначення коефіцієнта тертя μ при використанні мастила як розділового шару між заготовкою та деформуючими бойками. Коефіцієнт тертя визначали методом осаджування кільцевих зразків зі сталі 35 з внутрішнім та зовнішнім діаметрами 36 та 72 мм і висотою 24 мм. Бійки були виготовлені зі сталі 5ХНМ. Заготовки партіями по 5 штук нагрівали до 1050 °C. На бійки наносили мастило фіксованого складу, після чого нагріті заготовки осаджували між бійками зі ступенем деформації 50 %. Коефіцієнт тертя μ визначали за відомими діаграмами (Грудев А.П. Трение и смазки при обработке металлов давлением /А.П. Грудев [и др.]. - М.: Металлургия, 1982. - 310 с.) в залежності від висоти та внутрішнього діаметру зразка до і після осаджування. Результати обробки експериментів зведені у таблицю. Таблиця Мастила прототип №1 №2 №3 №4 №5 №6 графіт 18 16 16 20 14 18 18 Склад компонентів, мас. % (вода - основа) Коефілігнотриполівугле- мурашисульфо- триетафураци- деревна цієнт фосфат кислий нокислий тертя μ нат наломін лін тирса натрію літій літій амонію 8 8 0,30 0,010 0,30 8 8 0,28 12 10 0,015 2 0,21 6 6 0,28 10 8 0,015 4 0,20 5 5 0,20 8 6 0,008 8 0,30 10 10 0.30 10 8 0,010 4 0,30 8 8 0,30 15 15 0,010 1 0,30 8 8 0,30 11 9 0,010 3 0,19 30 35 40 45 Таблиця показує, що мастила зі складом компонентів згідно з формулою корисної моделі (№№ 1, 2, 6) забезпечують у порівнянні з прототипом зменшення показників μ з 0,30 (мастилопрототип) до μ=0,19-0,21, тобто на 30-35 %. Мастила №№ 3-5, склад компонентів в яких виходить за межі, що обумовлені формулою корисної моделі, не забезпечують зменшення параметра μ, у порівнянні з прототипом. Таким чином, мастило, що заявляється, забезпечує зменшення на 30-35 % коефіцієнта тертя при гарячій штамповці металу, а також зусилля штамповки, поліпшує формоутворення поковки, якість її поверхні, відповідає екологічним умовам праці. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Мастило для гарячої обробки металів тиском, що містить воду, колоїдний графіт, триполіфосфат натрію, триетаналомін, лігносульфонат амонію та фурацилін, яке відрізняється тим, що додатково містить вуглекислий літій, мурашинокислий літій та тирсу деревини, при наступному співвідношенні компонентів, мас. %: графіт колоїдний 16-18 2 UA 108270 U триполіфосфат натрію лігносульфонат амонію триетаналомін вуглекислий літій мурашинокислий літій фурацилін тирса деревини вода 6-8 6-8 0,28-0,30 10-12 8-10 0,010-0,015 2-4 решта. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C10M 173/02, C10M 125/02, C10N 30/06, C10N 40/24
Мітки: гарячої, тиском, мастило, обробки, металів
Код посилання
<a href="https://ua.patents.su/5-108270-mastilo-dlya-garyacho-obrobki-metaliv-tiskom.html" target="_blank" rel="follow" title="База патентів України">Мастило для гарячої обробки металів тиском</a>
Мастило для гарячої обробки металів тиском
Номер патенту: 76965
Опубліковано: 25.01.2013
Автори: Котова Євгенія Сергіївна, Каргін Борис Сергійович, Попова Вікторія Валеріївна, Лісовий Максим Олегович, Вороніна Ніна Олександрівна, Каргін Сергій Борисович
МПК: C10M 173/02
Мітки: обробки, металів, мастило, гарячої, тиском
Формула / Реферат:
Мастило для гарячої обробки металів тиском, що містить графіт, триполіфосфат натрію, триетаноламін, лігносульфонат амонію і воду, яке відрізняється тим, що воно додатково містить деревну тирсу, фторамоній і кухонну сіль, при наступному співвідношенні компонентів, мас. %: графіт 2-6 триполіфосфат натрію 1-2 триетаноламін 0,1-0,3 ...
Мастило для гарячої обробки металів тиском
Номер патенту: 46175
Опубліковано: 10.12.2009
Автори: Каргін Борис Сергійович, Риженіна Ганна Сергіївна, Мошкін Семен Андрійович, Ткачов Ростислав Олегович
МПК: C10M 173/02
Мітки: металів, обробки, гарячої, тиском, мастило
Формула / Реферат:
Мастило для гарячої обробки металів тиском, що містить воду, триполіфосфат натрію, триетаналомін і лігносульфанат амонію, яке відрізняється тим, що мастило додатково містить фторамоній, Етнас і NaCl, при наступному співвідношенні компонентів, мас. %: триполіфосфат натрію 9-11 триетаналомін 0,4-0,6 лігносульфанат амонію 4-6 ...
Мастило для гарячої обробки металів тиском
Номер патенту: 86730
Опубліковано: 12.05.2009
Автори: Турбар Валерій Павлович, Чуєв Анатолій Васильович, Панасенко Станіслав Панасович, Польський Георгій Миколайович, Корольков Сергій Ігорович, Іванов Костянтин Олександрович, Закопко Олександр Вікторович, Стеба Володимир Костянтинович
МПК: C10M 103/00, C10M 173/00, C10N 40/20, C10M 169/04
Мітки: металів, мастило, обробки, гарячої, тиском
Формула / Реферат:
Мастило для гарячої обробки металів тиском, що містить графіт, полімерні фосфати металів, поверхнево-активну речовину та воду, яке відрізняється тим, що додатково містить рідке скло, кремнійорганічну рідину ГКЖ-11К та дигідроксостеарат алюмінію при такому співвідношенні компонентів, % мас: графіт 20,0-30,0 полімерні фосфати металів 5,0-20,0 рідке скло ...
Мастило для гарячої обробки металів тиском
Номер патенту: 99546
Опубліковано: 27.08.2012
Автори: Панасенко Станіслав Панасович, Черемисінова Анна Олександрівна, Мережко Віктор Лукич, Стеба Володимир Костянтинович, Польский Андрій Георгійович, Лозовий Віктор Іванович, Іванов Костянтин Олександрович, Рац Владислав Сергійович, Півник Юрій Вікторович, Сорока Петро Гнатович, Корольков Сергій Ігорович
МПК: C10M 103/00, C10N 40/20, C10M 169/04, C10M 173/00
Мітки: тиском, гарячої, обробки, металів, мастило
Формула / Реферат:
Мастило для гарячої обробки металів тиском, що містить графіт, фосфати металів, рідке скло, кремнієорганічну рідину ГКЖ-11 К, поверхнево-активну речовину, дигідроксостеарат алюмінію і воду, яке відрізняється тим, що мастило додатково містить бентонітову глину, а як графіт - суміш графіту ГЛС-1 скритокристалічного очищеного та препарату колоїдно-графітового сухого марки С-1 при наступному співвідношенні компонентів, % мас: ...
Мастило для гарячої обробки металів тиском та спосіб його одержання
Номер патенту: 83779
Опубліковано: 11.08.2008
Автори: Мінін Василь Анатольович, Корольков Сергій Ігорович, Чуєв Анатолій Васильович, Стеба Володимир Костянтинович, Панасенко Станіслав Панасович, Польський Георгій Миколайович, Єсаулов Геннадій Олександрович, Залеський Олександр Іванович, Іванов Костянтин Олександрович
МПК: C10M 103/00, C10M 125/26
Мітки: обробки, тиском, мастило, одержання, спосіб, гарячої, металів
Формула / Реферат:
1. Мастило для гарячої обробки металів тиском на основі фосфатів металів, яке відрізняється тим, що додатково містить тетраборат натрію при такому співвідношенні компонентів, % мас.:фосфати металів 90-98,тетраборат натрію 2-10,причому фосфати металів мають склад, % мас.:Р2О5 46-62,Na2O 20-27,К2О 18-24,ZnO 1-2.2. Спосіб одержання мастила для гарячої обробки...
Попередній патент: Головка запалу машини безперервного литва слябів
Наступний патент: Спосіб підготовки каталізатора для одержання біодизельного палива
Випадковий патент: Самоочисний фільтр