Головка запалу машини безперервного литва слябів
Номер патенту: 108269
Опубліковано: 11.07.2016
Автори: Шишкін Володимир Вікторович, Лоза Аркадій Васильович

Формула / Реферат
1. Головка запалу машини безперервного литва слябів, що містить монолітну ділянку прямокутного поперечного перерізу і замкову ділянку, що примикає до нього, з порожниною і замковим виступом, який утворює довгий поперечний зуб, яка відрізняється тим, що в монолітній ділянці виконані наскрізні отвори, розташовані в один або декілька рядів перпендикулярно широкій грані ділянки, причому перший ряд знаходиться на відстані від порожнини h=(0,5-1,2)×S, де S - товщина замкового виступу.
2. Головка запалу за п. 1, яка відрізняється тим, що при виконанні отворів в декілька рядів вони розміщені в шаховому порядку.
Текст
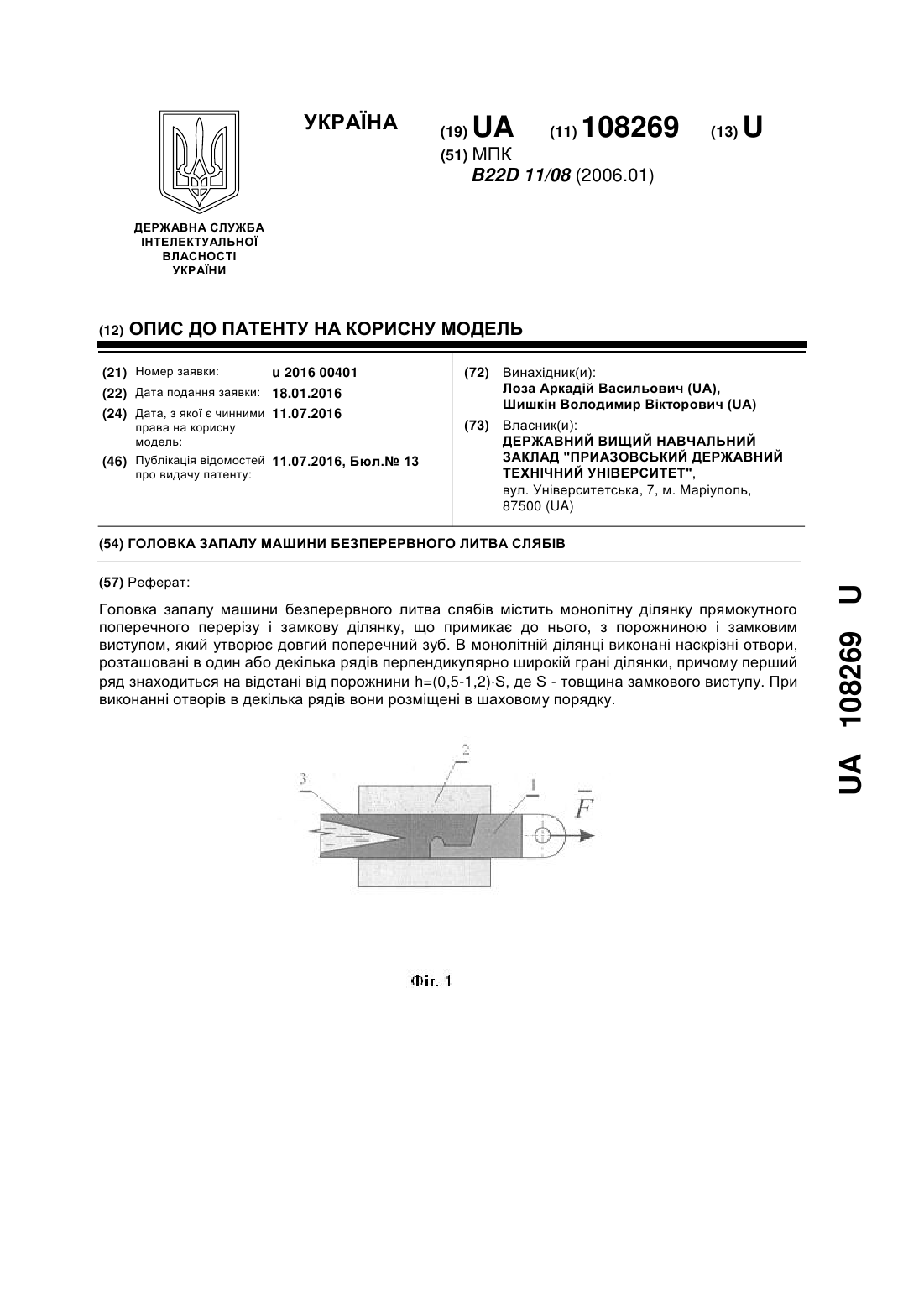
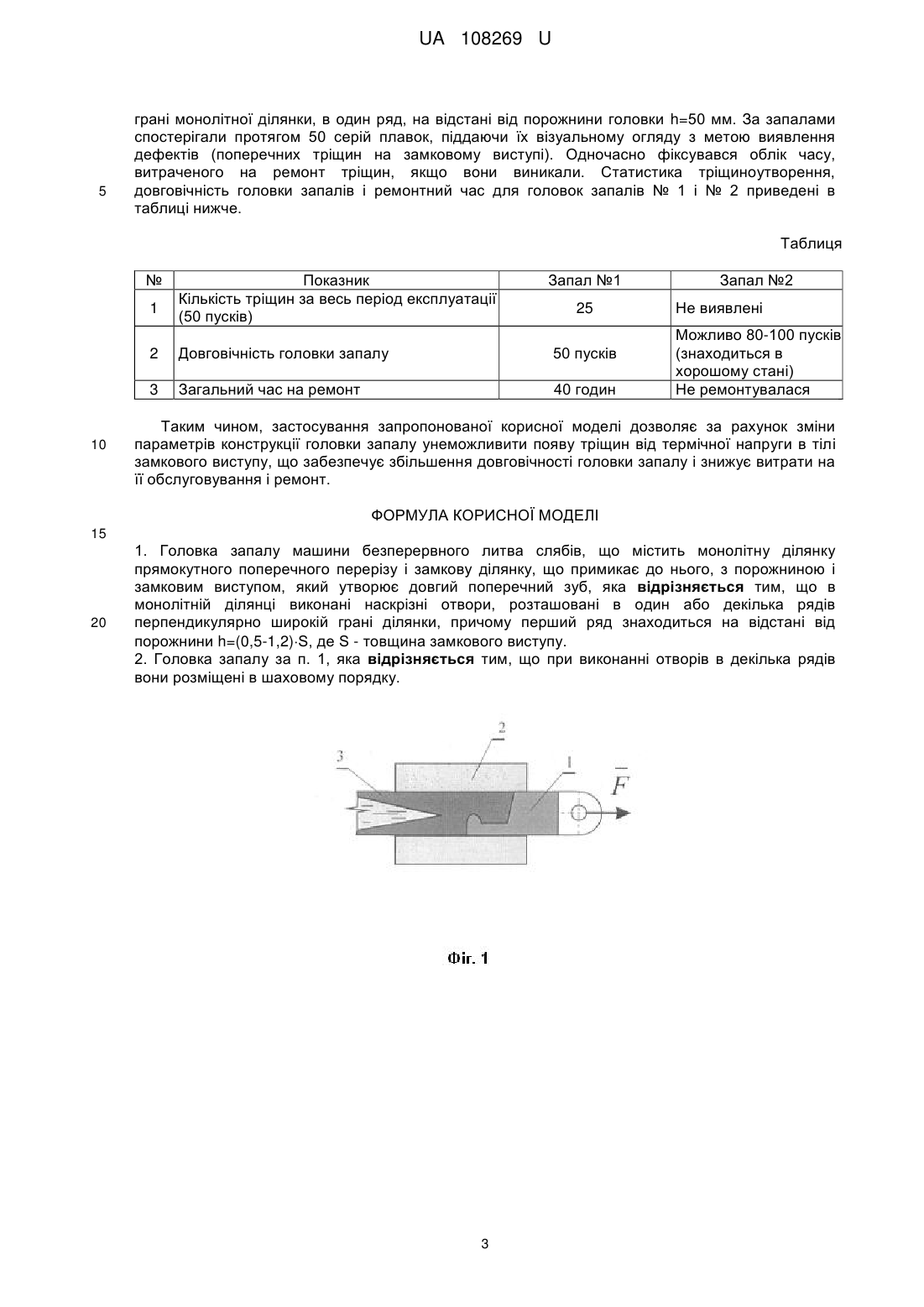
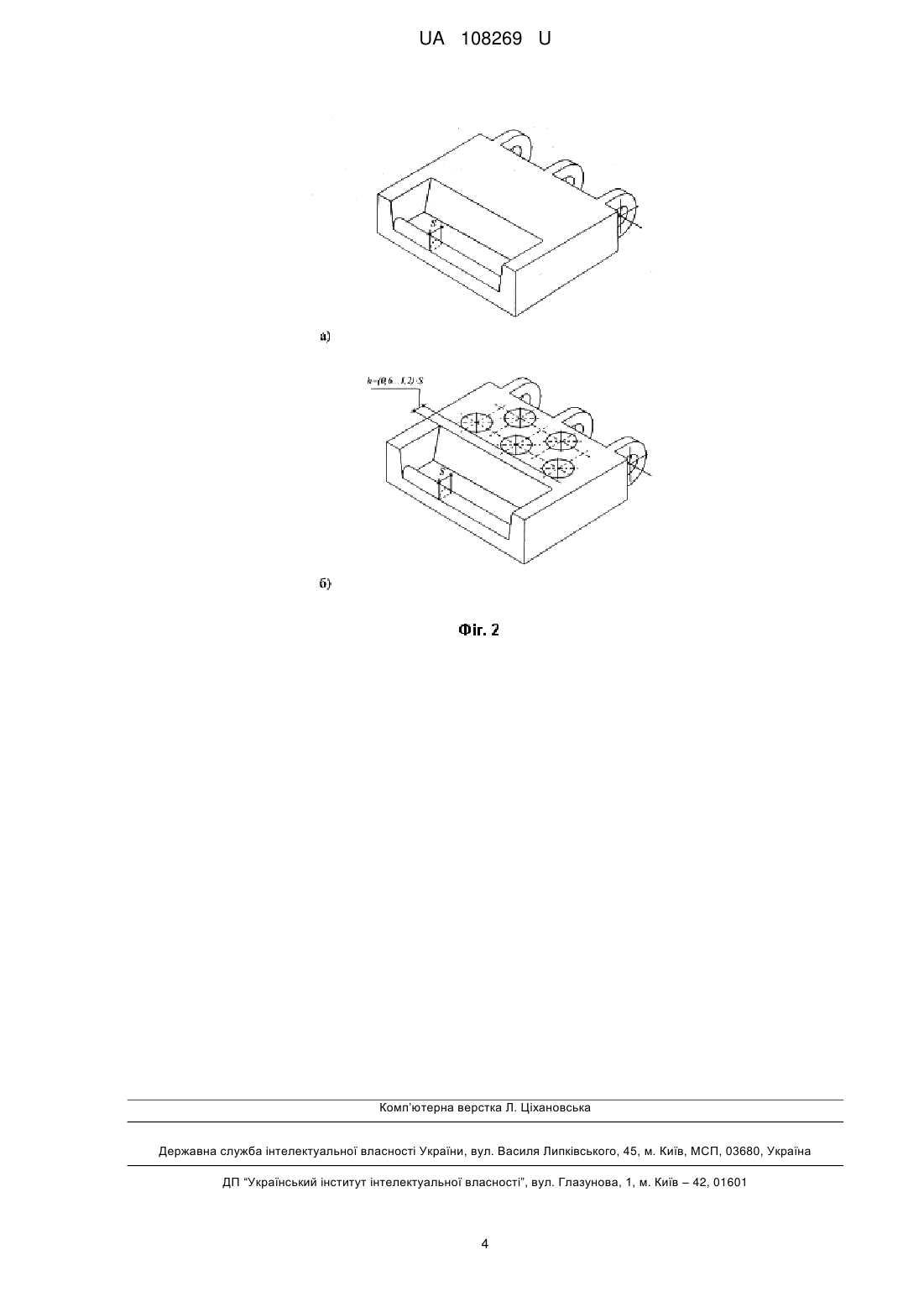
Реферат: Головка запалу машини безперервного литва слябів містить монолітну ділянку прямокутного поперечного перерізу і замкову ділянку, що примикає до нього, з порожниною і замковим виступом, який утворює довгий поперечний зуб. В монолітній ділянці виконані наскрізні отвори, розташовані в один або декілька рядів перпендикулярно широкій грані ділянки, причому перший ряд знаходиться на відстані від порожнини h=(0,5-1,2)S, де S - товщина замкового виступу. При виконанні отворів в декілька рядів вони розміщені в шаховому порядку. UA 108269 U (54) ГОЛОВКА ЗАПАЛУ МАШИНИ БЕЗПЕРЕРВНОГО ЛИТВА СЛЯБІВ UA 108269 U UA 108269 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургії і може бути використана при отриманні литих слябів із сталі і сплавів на машинах безперервного литва заготовок (МБЛЗ). Відома головка запалу МБЛЗ, в якій для зчеплення її із зливком і можливості їх розділення після витягування заготовки в торцевій ділянці головки виконана порожнина у формі тіла обертання, що звужується усередину (А.с. СРСР № 1348058, МПК В22D 11/08, А.А. Целіков та ін., "ВНДІМЕТМАШ", 16.04.1986 p.). На початку розливання порожнина заповнюється рідким металом, утворюючи після твердіння "замок" між головкою запалу і заготовкою. Недоліком цього пристрою є складність виготовлення замкової частини, складність її обслуговування і підготовки до роботи. Крім цього, для роз'єднання головки і зливка в цьому пристрої потрібно спеціальне пресове устаткування, що призводить до ускладнення і подорожчання конструкції МБЛЗ. Відома також головка запалу МБЛЗ, в якій для зчеплення її із заготовкою і можливості подальшого їх розділення в торцевій ділянці головки виконаний трапецієподібний паз у формі "ластівчиного хвоста" (А.с. № 456676, МПК В22D 11/08, К.П. Веселов та ін., Металургійний завод "Сарканайс металургс", 25.09.1972 p.). Після заповнення рідким металом порожнини паза і його твердіння утворюється "замок" між зливком і головкою, який після закінчення розливання розділяється відносним зміщенням головки і зливка у напрямі паза. Недоліком пристрою є складність виготовлення замкової частини, складність її обслуговування і підготовки до роботи. Крім цього, для роз'єднання головки і зливка потрібно спеціальне пресове устаткування, що призводить до ускладнення і подорожчання конструкції МБЛЗ. Відома також головка запалу МБЛЗ, прийнята за прототип, в якій для зчеплення її із заготовкою і можливості подальшого їх розділення в замковій частині головки виконана порожнина із замковим виступом, що утворює довгий поперечний зуб (У книзі: Машини безперервного литва слябових заготовок. В.М. Нисковських, С.Е. Калинський, А.Д. Беренов - М.: Металургія, 1991. – С. 118-124, рис. 61, 63, 65). Після заповнення порожнини рідким металом і його твердіння отримують "замок" між зливком і головкою запалу, який легко розділяється у кінці зони вторинного охолодження (ЗВО) МБЛЗ без застосування складного устаткування. Недоліком даної головки запалу є низька довговічність замкового виступу внаслідок утворення тріщин від руйнівної термічної напруги. Тріщини в запалі виникають через декілька десятків розлитих плавок, після чого замковий виступ ремонтується практично перед кожним використанням запалу. При створенні корисної моделі була поставлена задача розробити конструкцію головки запалу машини безперервного литва слябів, в якій за рахунок зміни параметрів конструкції унеможливлюється поява тріщин від термічної напруги в тілі замкового виступу, що забезпечує збільшення довговічності головки запалу і знижує витрати на її обслуговування і ремонт. Для вирішення поставленої задачі в головці запалу машини безперервного литва слябів, що містить монолітну ділянку прямокутного поперечного перерізу і замкову ділянку, що примикає до нього, з порожниною і замковим виступом, що утворює довгий поперечний зуб, згідно з корисною моделлю в монолітній ділянці виконані наскрізні отвори, розташовані в один або декілька рядів перпендикулярно широкій грані ділянки, причому перший ряд знаходиться на відстані від порожнини h=(0,5-1,2)S, де S - товщина замкового виступу. При цьому, у разі виконання отворів в декілька рядів вони розміщені в шаховому порядку. В основу корисної моделі поставлено загальновідомий принцип, згідно якого температурна напруга є результатом неоднакової деформації елементів конструкції, яка виникає при її нерівномірному нагріві або охолоджуванні. Внаслідок цієї нерівномірності більш нагріті елементи (або шари суцільного масиву) подовжуються більше, а менш нагріті - менше, Це і створює внутрішню напругу, яка зветься термічною або температурною. Звідси витікає, що при створенні умов більш рівномірного (тобто однакового для всіх елементів) нагріву або охолоджування конструкції слід чекати зменшення різниці в деформаціях окремих елементів, тобто - зменшення температурної напруги в них. Розглянемо теплову роботу головки запалу МБЛЗ в прототипі. В період початку розливання головка запалу піддається дії високих температур і значних теплових потоків, що виникають внаслідок її контакту з рідким металом. При цьому, в першу чергу нагріваються замковий виступ і ділянки головки, безпосередньо прилеглі до зони контакту. Нагрів супроводжується температурною деформацією (розширенням і подовженням) нагрітих ділянок, яка стримується (в силу суцільності матеріалу) менш нагрітими (і тому - менш деформованими) ділянками. В результаті такого нерівномірного нагріву у більш нагрітих ділянках головки (і, насамперед, в замковому виступі) виникає стискуюча напруга, а в менш нагрітих ділянках (наприклад, в монолітній ділянці головки) - напруга розтягування. 1 UA 108269 U 5 10 15 20 25 30 35 40 45 50 55 60 Відомо, що поява тріщин і подальше руйнування конструкції провокується напругою розтягування вище межі міцності матеріалу. У випадку, що розглянуто вище, розтягуюча напруга в тілі монолітної ділянки є мало небезпечною внаслідок значних перерізів елементів, що сприймають розтягуюче навантаження. Після виходу заготовки із ЗВО запалу відділяють від зливка. З цієї миті в тепловій роботі головки запалу починається зворотний процес - її охолодження. Враховуючи особливості конструкції головки, більш інтенсивно охолоджуються менш металоємні її частини і, зокрема, замковий виступ. При цьому більш металоємна частина (у нашому випадку - монолітна ділянка) внаслідок теплової інерції довгий час залишається нагрітою. Виникають умови, коли вільна теплова усадка замкового виступу (довгого поперечного зуба) стає неможливою. В цьому випадку тіло замкового виступу піддається значному розтягуючому навантаженню, що у поєднанні з відносно невеликими перерізами зуба викликає появу розтягуючої напруги, яка може перевищувати межу міцності. В результаті в зубі утворюються поперечні тріщини, розташовані з деяким кроком по його довжині. Ураховуючи те, що замковий виступ є дуже відповідальним елементом конструкції запалу, тріщини в ньому доводиться усувати (шляхом їх заварки або наплавлення) у міру їх появи, тобто досить часто. З метою усунення цього недоліку, в пропонованій корисній моделі в монолітній ділянці головки виконують наскрізні отвори, розташовані в один або декілька рядів перпендикулярно широкій грані ділянки, причому перший ряд розміщують на відстані від порожнини h=(0,5-1,2)S, де S - товщина замкового виступу. Отвори зменшують металоємність монолітної ділянки і, одночасно, покращують умови її теплообміну з довкіллям, що призводить до прискорення її охолодження. Таким чином, при охолодженні головки запалу менш металоємнісна монолітна ділянка з отворами буде охолоджуватись швидше. В ідеальному випадку за рахунок підбору форми і геометричних розмірів отворів можна добитися однакової швидкості охолодження монолітної ділянки з отворами з одного боку і замкового виступу з іншого боку. В цьому випадку температура різних частин головки у будь-який момент часу буде однаковою, що призведе до однакових їх деформації і повної відсутності температурної напруги. Перший ряд отворів в монолітній ділянці слід виконувати на відстані від порожнини головки рівній h=(0,5-1,2)S, де S - товщина замкового виступу. Розміщення отворів ближче до порожнини головки (тобто на відстані h1,25) також буде неефективним. Це призведе до збільшення товщини стінки, що розділяє порожнину і отвори монолітної ділянки, тобто до збільшення її металоємності і ускладненого охолодження. При цьому мета корисної моделі (створення умов рівномірного охолодження замкового виступу і монолітної ділянки) вже не досягається ні при яких параметрах отворів. Окрім цього, якщо в монолітній ділянці голівки виконано більше одного ряду отворів, то отвори сусідніх рядів слід виконувати в шаховому порядку. Таке розташування отворів вигідне для більш рівномірного охолодження масиву монолітної ділянки. При цьому, також більш рівномірно знижується міцність самої ділянки, тобто конструкція головки не послаблюється локально. Суть корисної моделі пояснюється кресленням, де на Фіг. 1 показана схема формування "замку" між головкою запалу і заготовкою в період початку розливання, де 1 - головка запалу, 2 кристалізатор, 3 - зливок; на Фіг. 2 представлений загальний вигляд головки запалу до виконання отворів в монолітній ділянці (а) і після їх виконання (б). В останньому випадку показаний один з можливих варіантів способу виконання і форми отворів - циліндричні отвори, розташовані в два ряди. На Фіг. 2 також показаний розмір товщини замкового виступу, прийнятий за основу при розміщенні отворів першого ряду. Теплова робота першої (а) і запропонованої другої (б) головки запалу, а також переваги застосування останньої детально описані вище. Прикладом конкретного виконання корисної моделі може бути використання запалу нової конструкції на одному з металургійних комбінатів України. Сталь марки 3 сп розливали на дворівчаковій слябовій МБЛЗ в заготовки перерізом 300 × 1800 мм. Початок розливання забезпечували двома запалами (по одній на кожен рівчак), одна з яких була традиційної конструкції (№ 1), а друга - з отворами в монолітній ділянці (№ 2). Товщина замкового виступу обох запалів складала S=60 мм. Конструкція запалу № 2 відповідала вимогам заявленої пропозиції. В монолітній ділянці головки було виконано 10 отворів діаметром d=100 мм з кроком 170 мм. Отвори виконували перпендикулярно широкій 2 UA 108269 U 5 грані монолітної ділянки, в один ряд, на відстані від порожнини головки h=50 мм. За запалами спостерігали протягом 50 серій плавок, піддаючи їх візуальному огляду з метою виявлення дефектів (поперечних тріщин на замковому виступі). Одночасно фіксувався облік часу, витраченого на ремонт тріщин, якщо вони виникали. Статистика тріщиноутворення, довговічність головки запалів і ремонтний час для головок запалів № 1 і № 2 приведені в таблиці нижче. Таблиця № 1 Показник Кількість тріщин за весь період експлуатації (50 пусків) Запал №1 25 2 50 пусків 3 10 Довговічність головки запалу Загальний час на ремонт 40 годин Запал №2 Не виявлені Можливо 80-100 пусків (знаходиться в хорошому стані) Не ремонтувалася Таким чином, застосування запропонованої корисної моделі дозволяє за рахунок зміни параметрів конструкції головки запалу унеможливити появу тріщин від термічної напруги в тілі замкового виступу, що забезпечує збільшення довговічності головки запалу і знижує витрати на її обслуговування і ремонт. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 1. Головка запалу машини безперервного литва слябів, що містить монолітну ділянку прямокутного поперечного перерізу і замкову ділянку, що примикає до нього, з порожниною і замковим виступом, який утворює довгий поперечний зуб, яка відрізняється тим, що в монолітній ділянці виконані наскрізні отвори, розташовані в один або декілька рядів перпендикулярно широкій грані ділянки, причому перший ряд знаходиться на відстані від порожнини h=(0,5-1,2)S, де S - товщина замкового виступу. 2. Головка запалу за п. 1, яка відрізняється тим, що при виконанні отворів в декілька рядів вони розміщені в шаховому порядку. 3 UA 108269 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/08
Мітки: слябів, безперервного, машини, литва, запалу, головка
Код посилання
<a href="https://ua.patents.su/6-108269-golovka-zapalu-mashini-bezperervnogo-litva-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Головка запалу машини безперервного литва слябів</a>
Ролик для машини безперервного лиття заготовок (слябів)
Номер патенту: 26266
Опубліковано: 10.09.2007
Автори: Клипачевський Віктор Васильович, Гопкало Олексій Петрович
МПК: B22D 11/12
Мітки: лиття, безперервного, ролик, машини, заготовок, слябів
Формула / Реферат:
Ролик для машини безперервного лиття заготовок (слябів), призначений для підтримування заготовки (сляба) на технологічній осі машини, виготовлений у вигляді пустотілого циліндра, на зовнішню циліндричну поверхню якого наплавкою нанесено шар металевого матеріалу, який відрізняється тим, що товщина шару Т металевого матеріалу на зовнішній циліндричній поверхні ролика визначена виразом Т=(0,15...0,20)Н, де Н - товщина основного матеріалу стінки...
Ролик машини безперервного литва
Номер патенту: 8676
Опубліковано: 30.09.1996
Автори: Шусторович Віктор Меерович, Іванченко Іван Федорович, Склярський Григорій Миколайович, Буланов Леонід Володимирович, Лепіхов Леонід Сергійович, Сурженко Валентин Дмитрович, Бородін Олександр Васильович, Суський Микола Вітальович, Матюхін Олександр Васильович, Сілютін Віктор Миколайович
МПК: B22D 11/124
Мітки: машини, безперервного, ролик, литва
Формула / Реферат:
1. Ролик машины непрерывного литья, содержащий опорные цапфы и бандаж в виде набора спиралей на бочке, отличающийся тем, что, с целью увеличения надежности и долговечности ролика, крайние витки каждой спирали на длине (0,03...0,1)D, где D - наружный диаметр бандажа, выполнены толщиной 0,4...0,8 толщины средних витков.2. Ролик по п. 1, отличающийся тем, что он снабжен втулками, в которые заведены крайние витки спиралей, при этом...
Ролик машини безперервного литва заготовок
Номер патенту: 8675
Опубліковано: 30.09.1996
Автори: Матюхін Олександр Васильович, Склярський Григорій Михайлович, Сагінор Олександр Григорович, Кудачков Олег Вікторович, Лепіхов Леонід Сергійович, Ніколаев Геннадій Андрійович, Педан Микола Прокофійович, Кравченко Анатолій Петрович
МПК: B22D 11/12, B21B 27/02
Мітки: безперервного, литва, заготовок, машини, ролик
Формула / Реферат:
Ролик машины непрерывного литья заготовок, содержащий цапфы и бочку с выполненными на ее поверхности многозаходными винтовыми канавками левого и правого направления, отличающийся тем, что, с целью повышения стойкости ролика, канавки выполнены глубиной 0,0025-0,008 диаметра бочки, а шаг канавок составляет 0,03-0,10 длины бочки.
Ролик машини безперервного литва заготовок

Номер патенту: 8677
Опубліковано: 30.09.1996
Автори: Нісковських Віталій Максимович, Томашев Леонід Олександрович, Плискановський Олександр Станіславович, Лепіхов Леонід Сергійович, Жукаев Валентин Іванович, Матюхін Олександр Васильович, Адамов Іван Васильович, Бородін Олександр Васильович, Іванченко Іван Федорович, Сабанський Микола Володимирович, Ніколаев Геннадій Андрійович, Сурженко Валентин Дмитрович, Кругленко Володимир Андрійович, Хільшлейн Юрій Миколайович, Хітько Людмила Олександрівна, Соловійчик Петро Михайлович, Сенчілов Едуард Семенович
МПК: B22D 11/12
Мітки: литва, машини, ролик, безперервного, заготовок
Формула / Реферат:
1. Ролик машины непрерывного литья заготовок, содержащий полую бочку из нелегированного или низколегированного металла с оболочкой из износостойкого и жаропрочного сплава и цапфы, отличающийся тем, что, с целью экономии легирующих материалов, увеличения срока службы ролика и улучшение качества слитка за счет стабилизации межроликового расстояния, толщина стенки биметаллической бочки составляет 0,25-0,35 величины наружного диаметра ролика, а...
Пристрій збору шламу ділянки газового різання слябів машини безперервного лиття заготівок
Номер патенту: 87890
Опубліковано: 25.08.2009
Автори: Оконенко Сергій Іванович, Плугатар Віктор Семенович, Єлецьких Володимир Іванович, Брехов Євген Володимирович
МПК: B01J 2/02, B22D 11/00
Мітки: шламу, лиття, газового, безперервного, пристрій, ділянки, різання, слябів, заготівок, збору, машини
Формула / Реферат:
1. Пристрій збору шламу ділянки газового різання слябів машини безперервного лиття заготівок, що містить накопичувальну місткість з рідиною для охолодження шламу і систему періодичного зливу рідини, з'єднану з приводом, який відрізняється тим, що накопичувальна місткість виконана без дна, а система періодичного зливу рідини виготовлена у вигляді ванни, що охоплює донну частину накопичувальної місткості з усіх боків, і зв'язана шарнірно з...
Попередній патент: Спосіб управління орієнтацією бурового інструмента
Наступний патент: Мастило для гарячої обробки металів тиском
Випадковий патент: Фільтруючий елемент фільтра очистки газоподібних і рідких продуктів