Спосіб захисту рідкої ванни газовим струменем при лазерному зварюванні
Формула / Реферат
Спосіб захисту рідкої ванни газовим струменем при лазерному зварюванні, що включає подачу захисних газів через внутрішній канал захисного сопла у аксіальному напрямку із меншими витратами і із більшими витратами у тангенціальному напрямку через коаксіальний зовнішній канал захисного сопла, який відрізняється тим, що два канали внутрішній і зовнішній, призначені для формування газових струменів крізь вихідні отвори, при цьому твірні поверхні стінок зовнішнього каналу формують обертальний струмінь захисного газу і мають форму конусів, вершини яких розташовані між поверхнею зварювальної ванни і вихідними отворами захисного сопла.
Текст
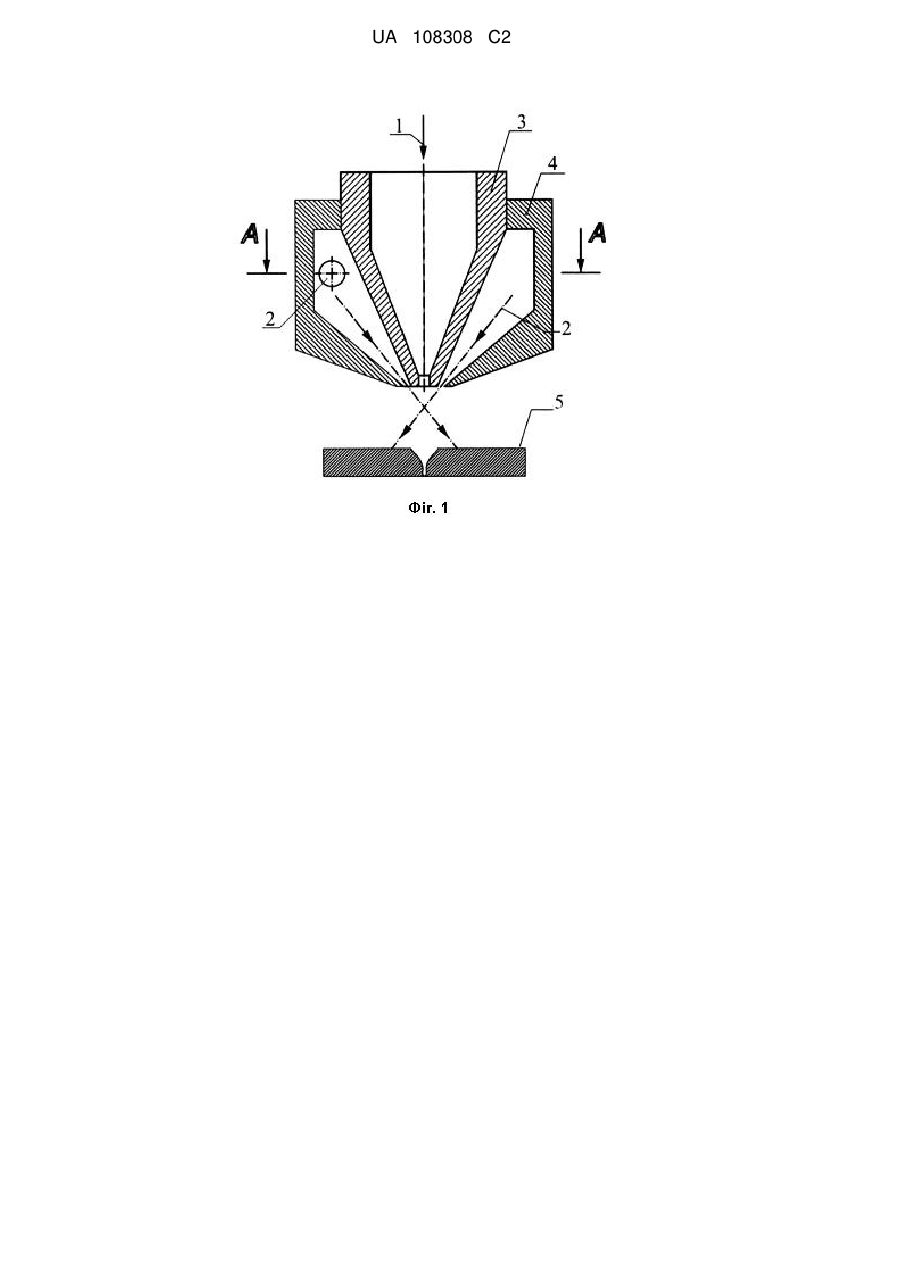
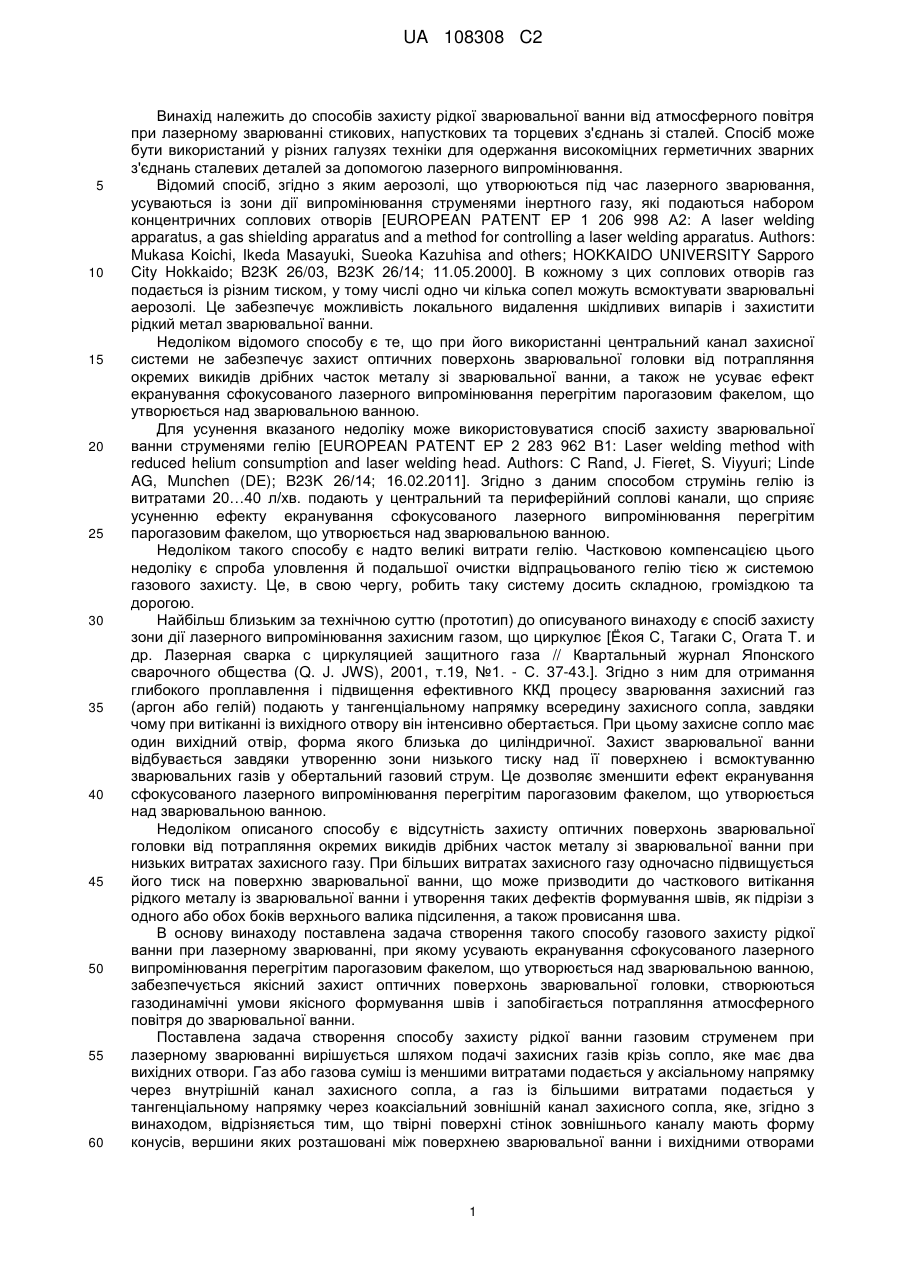
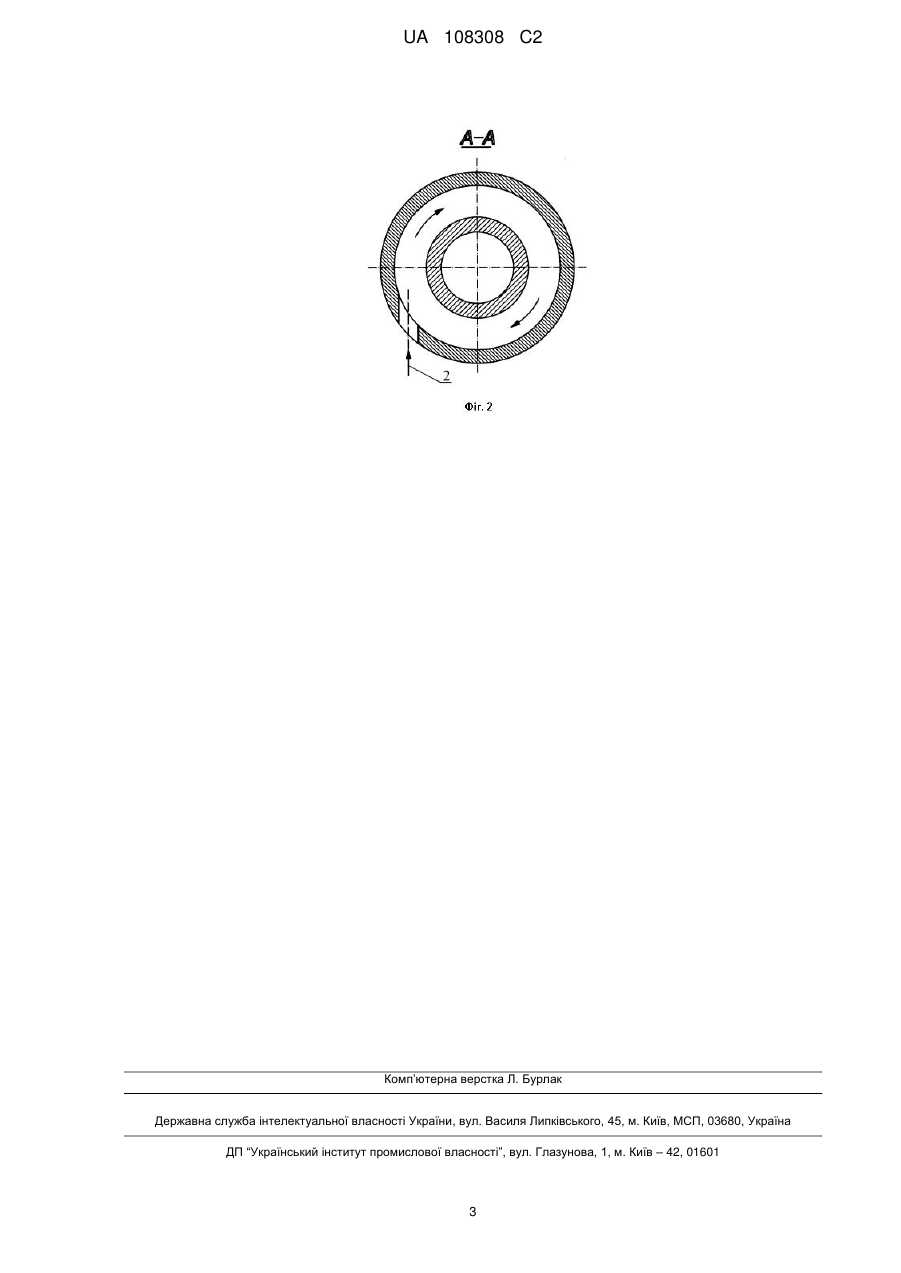
Реферат: Винахід належить до способів захисту зварювальної ванни від атмосферного повітря при лазерному зварюванні. Спосіб захисту рідкої ванни газовим струменем, що включає подачу захисних газів через внутрішній канал захисного сопла у аксіальному напрямку із меншими витратами і із більшими витратами у тангенціальному напрямку через коаксіальний зовнішній канал захисного сопла. Згідно з винаходом, внутрішній і зовнішній канали призначені для формування газових струменів крізь вихідні отвори, при цьому твірні поверхні стінок зовнішнього каналу формують обертальний струмінь захисного газу і мають форму конусів, вершини яких розташовані між поверхнею зварювальної ванни і вихідними отворами захисного сопла. Заявлений спосіб усуває екранування сфокусованого лазерного випромінювання перегрітим парогазовим факелом, що утворюється над зварювальною ванною, забезпечує якісний захист оптичних поверхонь зварювальної головки, створює газодинамічні умови якісного формування швів і запобігає потраплянню атмосферного повітря до зварювальної ванни. UA 108308 C2 (12) UA 108308 C2 UA 108308 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до способів захисту рідкої зварювальної ванни від атмосферного повітря при лазерному зварюванні стикових, напусткових та торцевих з'єднань зі сталей. Спосіб може бути використаний у різних галузях техніки для одержання високоміцних герметичних зварних з'єднань сталевих деталей за допомогою лазерного випромінювання. Відомий спосіб, згідно з яким аерозолі, що утворюються під час лазерного зварювання, усуваються із зони дії випромінювання струменями інертного газу, які подаються набором концентричних соплових отворів [EUROPEAN PATENT ЕР 1 206 998 А2: A laser welding apparatus, a gas shielding apparatus and a method for controlling a laser welding apparatus. Authors: Mukasa Koichi, Ikeda Masayuki, Sueoka Kazuhisa and others; HOKKAIDO UNIVERSITY Sapporo City Hokkaido; B23K 26/03, B23K 26/14; 11.05.2000]. В кожному з цих соплових отворів газ подається із різним тиском, у тому числі одно чи кілька сопел можуть всмоктувати зварювальні аерозолі. Це забезпечує можливість локального видалення шкідливих випарів і захистити рідкий метал зварювальної ванни. Недоліком відомого способу є те, що при його використанні центральний канал захисної системи не забезпечує захист оптичних поверхонь зварювальної головки від потрапляння окремих викидів дрібних часток металу зі зварювальної ванни, а також не усуває ефект екранування сфокусованого лазерного випромінювання перегрітим парогазовим факелом, що утворюється над зварювальною ванною. Для усунення вказаного недоліку може використовуватися спосіб захисту зварювальної ванни струменями гелію [EUROPEAN PATENT ЕР 2 283 962 В1: Laser welding method with reduced helium consumption and laser welding head. Authors: С Rand, J. Fieret, S. Viyyuri; Linde AG, Munchen (DE); B23K 26/14; 16.02.2011]. Згідно з даним способом струмінь гелію із витратами 20…40 л/хв. подають у центральний та периферійний соплові канали, що сприяє усуненню ефекту екранування сфокусованого лазерного випромінювання перегрітим парогазовим факелом, що утворюється над зварювальною ванною. Недоліком такого способу є надто великі витрати гелію. Частковою компенсацією цього недоліку є спроба уловлення й подальшої очистки відпрацьованого гелію тією ж системою газового захисту. Це, в свою чергу, робить таку систему досить складною, громіздкою та дорогою. Найбільш близьким за технічною суттю (прототип) до описуваного винаходу є спосіб захисту зони дії лазерного випромінювання захисним газом, що циркулює [Ёкоя С, Тагаки С, Огата Т. и др. Лазерная сварка с циркуляцией защитного газа // Квартальный журнал Японского сварочного общества (Q. J. JWS), 2001, т.19, №1. - С. 37-43.]. Згідно з ним для отримання глибокого проплавлення і підвищення ефективного ККД процесу зварювання захисний газ (аргон або гелій) подають у тангенціальному напрямку всередину захисного сопла, завдяки чому при витіканні із вихідного отвору він інтенсивно обертається. При цьому захисне сопло має один вихідний отвір, форма якого близька до циліндричної. Захист зварювальної ванни відбувається завдяки утворенню зони низького тиску над її поверхнею і всмоктуванню зварювальних газів у обертальний газовий струм. Це дозволяє зменшити ефект екранування сфокусованого лазерного випромінювання перегрітим парогазовим факелом, що утворюється над зварювальною ванною. Недоліком описаного способу є відсутність захисту оптичних поверхонь зварювальної головки від потрапляння окремих викидів дрібних часток металу зі зварювальної ванни при низьких витратах захисного газу. При більших витратах захисного газу одночасно підвищується його тиск на поверхню зварювальної ванни, що може призводити до часткового витікання рідкого металу із зварювальної ванни і утворення таких дефектів формування швів, як підрізи з одного або обох боків верхнього валика підсилення, а також провисання шва. В основу винаходу поставлена задача створення такого способу газового захисту рідкої ванни при лазерному зварюванні, при якому усувають екранування сфокусованого лазерного випромінювання перегрітим парогазовим факелом, що утворюється над зварювальною ванною, забезпечується якісний захист оптичних поверхонь зварювальної головки, створюються газодинамічні умови якісного формування швів і запобігається потрапляння атмосферного повітря до зварювальної ванни. Поставлена задача створення способу захисту рідкої ванни газовим струменем при лазерному зварюванні вирішується шляхом подачі захисних газів крізь сопло, яке має два вихідних отвори. Газ або газова суміш із меншими витратами подається у аксіальному напрямку через внутрішній канал захисного сопла, а газ із більшими витратами подається у тангенціальному напрямку через коаксіальний зовнішній канал захисного сопла, яке, згідно з винаходом, відрізняється тим, що твірні поверхні стінок зовнішнього каналу мають форму конусів, вершини яких розташовані між поверхнею зварювальної ванни і вихідними отворами 1 UA 108308 C2 5 10 15 20 захисного сопла. При цьому газ, який витікає із зовнішнього каналу захисного сопла, формує обертальний газовий струмінь конічної форми, який усуває екранування сфокусованого лазерного випромінювання перегрітим парогазовим факелом, що утворюється над зварювальною ванною, створює газодинамічні умови якісного формування швів і запобігає потраплянню атмосферного повітря до зварювальної ванни завдяки утворенню зони низького тиску над її поверхнею, а газ, який витікає із внутрішнього каналу захисного сопла забезпечує захист оптичних елементів завдяки тому що він спрямований назустріч часткам рідкого металу, які вилітають із зварювальної ванни. Суть винаходу пояснюється кресленнями фіг. 1 і 2. На фіг. 1 і 2 представлена схема газового захисту рідкої ванни при зварюванні лазерним випромінюванням: 1 - аксіальна подача захисного газу; 2 - тангенціальна подача захисного газу; 3 - внутрішній канал захисного сопла для підведення сфокусованого лазерного випромінювання і аксіальної подачі захисного газу; 4 - зовнішній канал захисного сопла для тангенціальної подачі захисного газу; 5 - деталі, які зварюються. Процес газового захисту рідкої ванни при зварюванні лазерним випромінюванням здійснюється наступним чином. Сфокусоване випромінювання потрапляє крізь канал сопла 3 на деталі 5, які зварюються. Через внутрішній канал захисного сопла 3 до зони зварювання підводиться струмінь 1 захисного газу (або суміш газів) із низькими витратами (до 3 л/хв.). Через зовнішній канал захисного сопла 4 до зони зварювання підводиться тангенційно закручений струмінь 2 захисного газу (або суміш газів) із більшими витратами (до 20 л/хв.). В результаті над поверхнею ванни утворюється обертальний струмінь захисного газу, форма якого близька до конічної. ФОРМУЛА ВИНАХОДУ 25 30 Спосіб захисту рідкої ванни газовим струменем при лазерному зварюванні, що включає подачу захисних газів через внутрішній канал захисного сопла у аксіальному напрямку із меншими витратами і із більшими витратами у тангенціальному напрямку через коаксіальний зовнішній канал захисного сопла, який відрізняється тим, що два канали внутрішній і зовнішній, призначені для формування газових струменів крізь вихідні отвори, при цьому твірні поверхні стінок зовнішнього каналу формують обертальний струмінь захисного газу і мають форму конусів, вершини яких розташовані між поверхнею зварювальної ванни і вихідними отворами захисного сопла. 2 UA 108308 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 26/14, B23K 26/00
Мітки: газовим, лазерному, захисту, рідкої, струменем, зварюванні, ванни, спосіб
Код посилання
<a href="https://ua.patents.su/5-108308-sposib-zakhistu-ridko-vanni-gazovim-strumenem-pri-lazernomu-zvaryuvanni.html" target="_blank" rel="follow" title="База патентів України">Спосіб захисту рідкої ванни газовим струменем при лазерному зварюванні</a>
Спосіб газового захисту рідкої ванни при зварюванні лазерним випромінюванням
Номер патенту: 69502
Опубліковано: 25.04.2012
Автори: Хаскін Владислав Юрійович, Шуба Іван Володимирович, Бернацький Артемій Володимирович, Палагеша Андрій Миколайович, Сіора Олександр Васильович, Шелягін Володимир Дмитрович
МПК: B23K 26/00
Мітки: ванни, захисту, газового, зварюванні, рідкої, випромінюванням, спосіб, лазерним
Формула / Реферат:
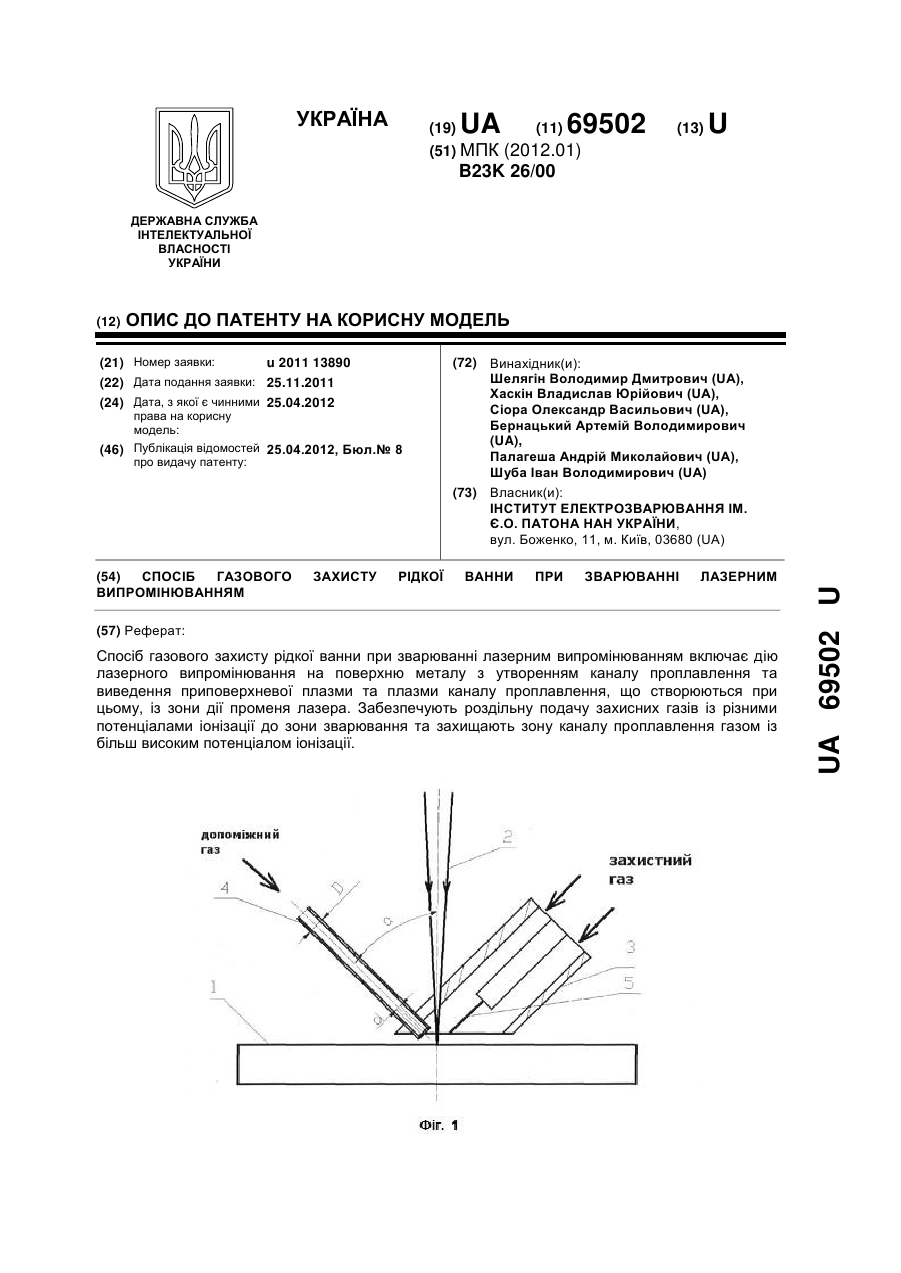
Спосіб газового захисту рідкої ванни при зварюванні лазерним випромінюванням, що включає дію лазерного випромінювання на поверхню металу з утворенням каналу проплавлення та виведення приповерхневої плазми та плазми каналу проплавлення, що створюються при цьому, із зони дії променя лазера, який відрізняється тим, що забезпечують роздільну подачу захисних газів із різними потенціалами іонізації до зони зварювання та захищають зону каналу...
Спосіб локалізації теплового факелу при зварюванні в захисних газах

Номер патенту: 33076
Опубліковано: 15.02.2001
Автор: Зайцев Олег Миколайович
МПК: B23K 9/16
Мітки: газах, зварюванні, теплового, факелу, локалізації, спосіб, захисних
Текст:
...що заявляється, відрізняється від відомого введенням ряду додаткових ознак, а саме тим, що підвищення ефективності локалізації теплового факелу досягається не регулюванням куту подачі захисного газу, а ступенем його скруту у залежності від витрати та частоти коливань вихрового ядра, що дозволяє оптимізувати витрати захисного газу, забезпечити стійкість потоку захисного газу та запобігти розриви у його структурі, поліпшуючи таким чином...
Пристрій для електромагнітного перемішування металу ванни при дуговому зварюванні та наплавленні
Номер патенту: 58770
Опубліковано: 26.04.2011
Автори: Кузьменко Костянтин Григорович, Розмишляєв Олександр Денисович, Міронова Марина Володимирівна, Видмиш Павло Олександрович
Мітки: дуговому, металу, електромагнітного, ванни, наплавленні, зварюванні, пристрій, перемішування
Формула / Реферат:
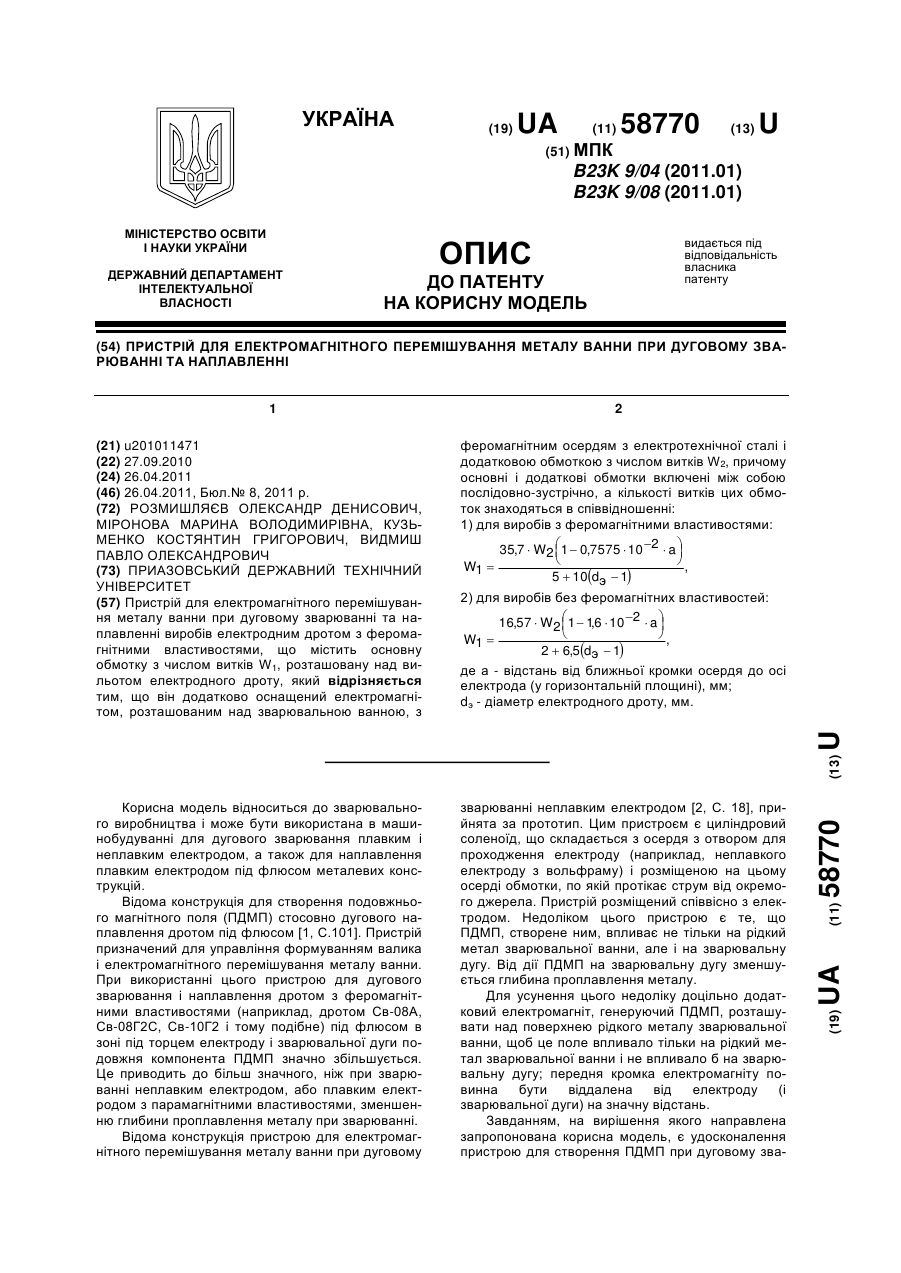
Пристрій для електромагнітного перемішування металу ванни при дуговому зварюванні та наплавленні виробів електродним дротом з феромагнітними властивостями, що містить основну обмотку з числом витків W1, розташовану над вильотом електродного дроту, який відрізняється тим, що він додатково оснащений електромагнітом, розташованим над зварювальною ванною, з феромагнітним осердям з електротехнічної сталі і додатковою обмоткою з числом витків W2,...
Пальник для захисту зварювальної ванни
Номер патенту: 60666
Опубліковано: 15.10.2003
Автори: Космацький Петро Володимирович, Тивончук Петро Опанасович, Фастовець Павло Миколайович
МПК: B23K 9/16
Мітки: захисту, пальник, ванни, зварювальної
Формула / Реферат:
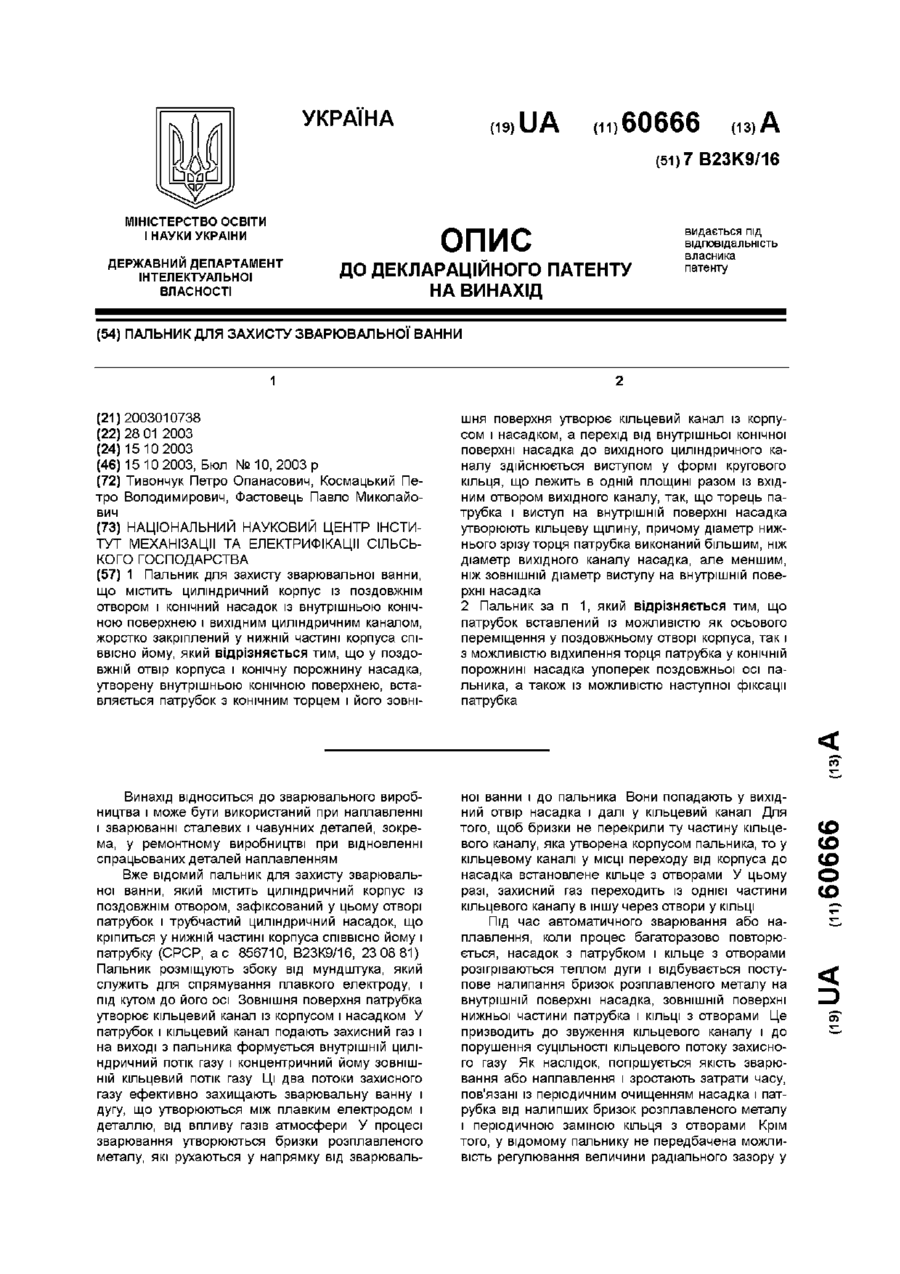
1. Пальник для захисту зварювальної ванни, що містить циліндричний корпус із поздовжнім отвором і конічний насадок із внутрішньою конічною поверхнею і вихідним циліндричним каналом, жорстко закріплений у нижній частині корпуса співвісно йому, який відрізняється тим, що у поздовжній отвір корпуса і конічну порожнину насадка, утворену внутрішньою конічною поверхнею, вставляється патрубок з конічним торцем і його зовнішня поверхня утворює...
Пристрій для вводу ультразвукових коливань до розплаву зварювальної ванни

Номер патенту: 58170
Опубліковано: 11.04.2011
Автори: Клименко Олександр Миколайович, Цивінська Катерина Володимирівна, Нікітін Олександр Якимович, Труба Олександр Михайлович, Труба Оксана Михайлівна
МПК: B23K 26/14, B06B 3/00
Мітки: ультразвукових, коливань, зварювальної, пристрій, ванни, вводу, розплаву
Формула / Реферат:
Пристрій для вводу ультразвукових коливань до розплаву зварювальної ванни, що включає магнітострикційний перетворювач та хвилевід, який відрізняється тим, що хвилевід виконаний трубчастим, в якому співвісно та жорстко закріплена фокусуюча система для фокусування лазерного випромінення.
Наступний патент: Спосіб очищення клеровки жовтого цукру
Випадковий патент: Футерівка верхньої конічної секції гідроциклона