Спосіб обробки титанового сплаву вт-6
Номер патенту: 108318
Опубліковано: 10.04.2015
Автори: Калиновський Валерій Володимирович, Хаймович Павло Олександрович, Волчок Олег Йосипович, Валіахмєтов Олєг Раязовіч, Галєєв Рафаіл Мансуровіч, Соколенко Володимир Іванович, Шульгін Микола Анатолійович, Імаєв Рєнат Мазітовіч, Мац Олександр Владиславович, Оковит Володимир Степанович

Формула / Реферат
Спосіб обробки титанового сплаву ВТ-6, що включає проведення циклічних пластичних деформацій шляхом всебічного ізотермічного кування зі зниженням температури деформації в інтервалі 700-600 °C і зміною умов деформації багаторазовим поворотом заготовки щодо осі деформації в сукупності з операціями осаджування і протягування до отримання ультрадрібнозернистої структури, який відрізняється тим, що заготовку додатково деформують шляхом витискання в умовах всебічного стиску при кріогенній температурі і при відносній зміні площі поперечного перерізу заготовки від 8 до 20 %.
Текст
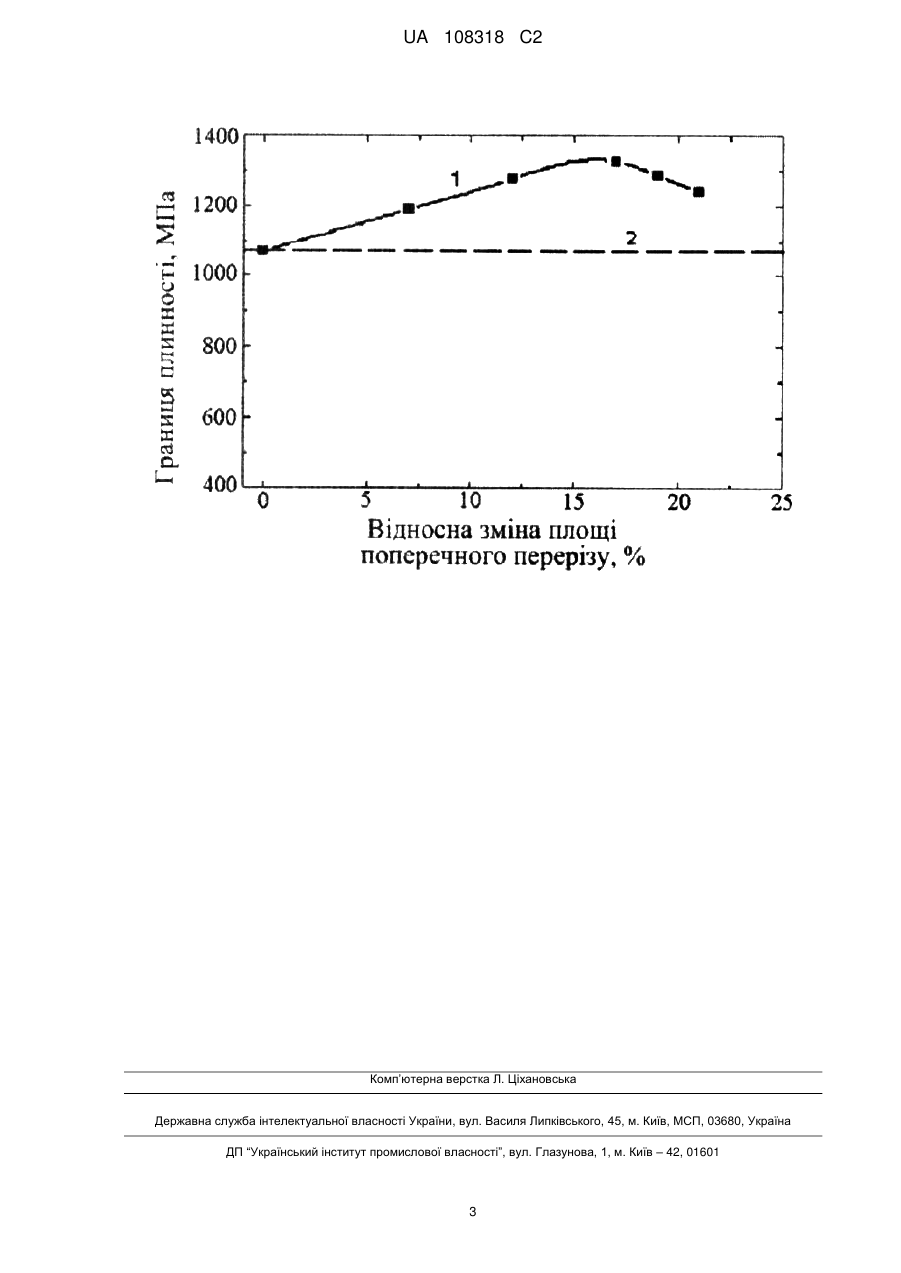
Реферат: Винахід належить до галузі металургії кольорових металів, а саме – до способу обробки титанового сплаву ВТ-6. Спосіб включає циклічну пластичну деформацію заготовки шляхом всебічного ізотермічного кування зі зниженням температури деформації від 700 до 600 °С і зміною умов деформації багаторазовим поворотом заготовки щодо осі деформації в сукупності з операціями осаджування і протягування до отримання ультрадрібнозернистої структури. Потім заготовку додатково деформують шляхом витискання в умовах всебічного стиску при кріогенній температурі і при відносній зміні площі поперечного перерізу заготовки від 8 до 20 %. UA 108318 C2 (12) UA 108318 C2 Винахід забезпечує підвищення опору пластичній деформації заготовки з вказаного титанового сплаву завдяки збільшенню ступеня дисперсності структури без порушення суцільності і утворення мікротріщин. UA 108318 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі кольорової металургії, а саме – до обробки металів і сплавів тиском. Титанові сплави відносять до важкодеформуємих матеріалів. Підвищення міцності титанових сплавів багато в чому зводиться до отримання у сплавах ультрадрібнозернистої структури. Відомий спосіб обробки титанового сплаву ВТ-6 шляхом рівноканального кутового пресування (РККИ) заготовки [1]. Спосіб полягає в багатократній пластичній деформації заготовки шляхом продавлювання її через два пересічні канали рівного діаметру. Для РККП необхідне використання заготовки у формі паралелепіпеда. Недоліком даного способу є те, що при РККП формування структури по перерізу неоднорідне і може відбуватися утворення мікротріщин і порушення суцільності заготовки. Це лімітує досягнення необхідного рівня подрібнення субструктури матеріалу і, відповідно, рівня зміцнення. Найбільш близьким до способу, який заявляється, є спосіб обробки заготовки з титанового сплаву ВТ-6 ізотермічним куванням (ІЗК) [2]. Заготовка з титанового сплаву ВТ-6 піддасться обробці, що включає проведення циклічних пластичних деформацій шляхом всебічного ізотермічного кування зі зниженням температури деформації в інтервалі від 700 до 600 °C. При цьому змінюють умови деформації багаторазовим поворотом заготовки щодо осі деформації в сукупності з операціями осаджування і протягування до отримання ультрадрібнозернистої структури. При здійсненні цього способу використовують надпластичність титанового сплаву ВТ-6 при температурах від 700 до 600 °C. Проте, при використанні даного способу ступінь подрібнення структури шляхом деформації у вказаних температурних умовах обмежений. Крім того, зростає вірогідність тріщиноутворення, що призводить до втрати запасу пластичності. До недоліків даного способу відноситься також необхідність проведення попередніх досліджень в широкому інтервалі деформацій, як по температурі так і по швидкості змінення температури з використанням модельних зразків для розробки технологічного маршруту ІЗК. Задачею, на яку направлений винахід, є удосконалення способу обробки титанового сплаву ВТ-6 з метою отримання заготовок з підвищеним опором пластичній деформації. Задача повинна вирішуватися шляхом додаткової обробки заготовок з титанового сплаву ВТ-6 для підвищення ступеня дисперсності структури без порушення суцільності і утворення мікротріщин. Поставлена задача вирішується способом обробки титанового сплаву ВТ-6, що заявляється. Як і в найближчому аналогу, спочатку проводять циклічну пластичну деформацію заготовки шляхом всебічного ізотермічного кування зі зниженням температури деформації від 700 до 600 °C. Умови деформації змінюють багаторазовим поворотом заготовки щодо осі деформації в сукупності з операціями осаджування і протягування до отримання ультрадрібнозернистої структури. На відміну від найближчого аналогу, в запропонованому способі заготовку додатково деформують шляхом витискання в умовах всебічного стиску при кріогенній температурі і при відносній зміні площі поперечного перерізу заготовки від 8 до 20 %. Як показали експериментальні дослідження, деформація сплаву ВТ-6 шляхом витискання при всебічному стиску у вказаних вище умовах і відносній зміні площі поперечного перерізу заготовки від 8 до 20 % призводить до додаткового подрібнення структури сплаву приблизно до 100-200 нм, що забезпечує зростання опору пластичній деформації при збереженні запасу пластичності. Суть винаходу пояснюється графічними матеріалами. На фігурі показаний графік залежності межі плинності сплаву ВТ-6 після деформації витисканням в умовах всебічного стиску при кріогенній температурі (77 К) від величини відносної зміни площі поперечного перерізу заготовки. Розглянемо на прикладі, як реалізується запропонований спосіб. Заготовку зі сплаву ВТ-6 спочатку піддають пластичній деформації шляхом всебічного ізотермічного кування зі зниженням температури деформації в інтервалі 700-600 °C і зміною умов деформації багаторазовим поворотом заготовки щодо осі деформації в сукупності з операціями осаджування і протягування до отримання ультрадрібнозернистої структури для. Для цього використовують заготовку з гарячекатаного прутка діаметром 80 мм і довжиною L = 100 мм, яка піддається термічній обробці (нагріву до Т = 1000 °C, витримці і охолоджуванні у воді) для додання матеріалу тонкопластинчатої структури. Потім заготовка нагрівається до Т = 700 °C і деформується в ізотермічних умовах на нагрітих до Т = 700 °C бойках по схемі: осаджування на 50 %, протяжці на початковий діаметр 80 мм. При цьому, в ході протяжки заготовка повертається так, щоб вісь отриманого циліндра була повернена на 90° щодо осі первинного 1 UA 108318 C2 5 10 15 20 25 30 35 40 45 циліндра. Всього роблять шість таких циклів при Т-700 °C Потім проводять обробку по такій же схемі при температурі заготовки і бойків Т = 600 °C. Така деформаційна обробка усуває застійні зони і забезпечує однорідну мікроструктуру заготовки з характерним розміром субзерен приблизно 400 нм. Далі зразки, отримані таким чином, підлягають деформації шляхом витискання в умовах всебічного стиску при кріогенній температурі 77°К квазігідроекструдуванню. Для цього заготовка з титанового сплаву ВТ-6 у вигляді циліндра вмонтовується в пристрій для низькотемпературного квазігідроекструдування металів. Пристрій є камерою високого тиску, в каналі якої переміщається пуансон, а на дні каналу встановлена матриця, в яку упирають вищезазначену заготовку. Необхідною умовою є наявність вільного простору між заготовкою і стінками каналу камери високого тиску, який заповнюється середовищем для передачі тиску (якнайкращі результати реалізуються при використанні для цього індію). Камеру високого тиску встановлюють в посудині Дьюара спеціальної конструкції, в якій відбувається процес екструдування при кріогенних температурах на звичайних промислових пресах. Посудину заповнюють хладагентом - зрідженим газом (наприклад, рідким азотом), після декількох хвилин перебування в цьому хладагенті всі елементи камери екструзії високого тиску охолоджуються до температури цього хладагента (77 К). При включенні преса його плунжер діє на пуансон пристрою, що стискає середовище для передачі тиску. Це забезпечує потрібні зусилля всебічного стиску на заготовку. При досягненні достатнього рівня тиску, заготовка продавлюється через матрицю. Далі прес розвантажують, утеплюють до кімнатної температури і виймають отриману заготовку. Як видно з графіка, приведеного на фігурі, ефективне зростання межі текучості спостерігається при величині відносної зміни площі поперечного перерізу заготовки від 8 до 20 %. Цифрою 1 на фігурі позначена залежність межі плинності сплаву ВТ-6, обробленого за способом, який заявляється. Цифрою 2 позначений рівень межи плинності сплаву ВТ-6 після обробки ізотермічним куванням. Видно, що на досліджуваній залежності максимум межі плинності відповідає величині відносної зміни площі поперечного перерізу заготовки 16 %. При величині відносної зміни площі поперечного перерізу заготовки меншою 8 % збільшення щільності дислокацій в тілі субзерен виявляється ще недостатнім для вибудовування їх в субмежі. При деформації витискуванням в умовах всебічного стиснення, що забезпечує відносну зміну площі поперечного перетину заготовки понад 20 %, спостерігається утворення мікротріщин, що веде до зниження запасу пластичності в сплаві ВТ-6. Після деформації витискуванням в умовах всебічного стиску при кріогенній температурі до відносної зміни площі поперечного перерізу заготовки від 8 до 20 % отримуваний результат обумовлений тим, що при обробці сплаву титану ВТ-6 відбувається збільшення щільності лінійних дефектів в тілі субзерен, які формують нові межі, тобто субструктура додатково подрібнюється. Мабуть, в даному випадку здійснення деформацій в кріогенних умовах, коли пригнічені процеси динамічного повернення, забезпечує додаткове збільшення щільності лінійних і точкових дефектів і створює термодинамічні передумови формування нових субмеж. Таким чином, запропонований спосіб забезпечує підвищення опору пластичній деформації сплаву ВТ-6 при збереженні пластичності. Джерела інформації: 1. Патент РФ №2240197. 2. Патент РФ № 2134308 (найближчий аналог). ФОРМУЛА ВИНАХОДУ 50 55 Спосіб обробки титанового сплаву ВТ-6, що включає проведення циклічних пластичних деформацій шляхом всебічного ізотермічного кування зі зниженням температури деформації в інтервалі 700-600 °C і зміною умов деформації багаторазовим поворотом заготовки щодо осі деформації в сукупності з операціями осаджування і протягування до отримання ультрадрібнозернистої структури, який відрізняється тим, що заготовку додатково деформують шляхом витискання в умовах всебічного стиску при кріогенній температурі і при відносній зміні площі поперечного перерізу заготовки від 8 до 20 %. 2 UA 108318 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюValiahmetov Oleg Rayazovich, Volchok Okeg Yosypovych, Galeev Rafail Mansurovich, Imaev Renat Mazitovich, Kalynovskyi Valerii Volodymyrovych, Mats Oleksandr Vladyslavovch, Okovit Volodymyr Stepanovych, Sokolenko Volodymyr Ivanovych, Haimovych Pavlo Oleksandrovych, Shulgin Mykola Anatoliyovych
Автори російськоюВалиахметов Олег Раязович, Волчок Олег Йосипович, Галеев Рафаил Мансурович, Имаев Ренат Мазитович, Калиновский Валерий Владимирович, Мац Александр Владиславович, Оковит Владимир Степанович, Соколенко Владимир Иванович, Хаймович Павел Александрович, Шульгин Николай Анатолиевич
МПК / Мітки
МПК: C22F 1/18, C22C 14/00, C21D 1/00
Мітки: титанового, сплаву, вт-6, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/5-108318-sposib-obrobki-titanovogo-splavu-vt-6.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки титанового сплаву вт-6</a>
Спосіб термічної обробки титанового сплаву
Номер патенту: 31147
Опубліковано: 25.03.2008
Автори: Кравчишин Тарас Миронович, Погрелюк Ірина Миколаївна, Федірко Віктор Миколайович
МПК: C21D 1/78
Мітки: термічної, обробки, сплаву, спосіб, титанового
Формула / Реферат:
1. Спосіб термічної обробки титанового сплаву, згідно з яким проводять ступінчату обробку, а саме, перший ступінь - нагрів та ізотермічна витримка, другий ступінь - охолодження з пічкою до 500 °С, витримка 0,5 год., охолодження на повітрі, який відрізняється тим, що ступінчату обробку проводять у розрідженому потоці азоту при тиску газу 1-10 Па і швидкості натікання 7´10-2-7´10-4Па´с-1.2. Спосіб за...
Спосіб обробки виробів з альфа-бета титанового сплаву (варіанти) та вироби з альфа-бета титанового сплаву (варіанти), виготовлені цим способом
Номер патенту: 80151
Опубліковано: 27.08.2007
Автор: Вудфілд Ендрю Філліп
МПК: C22F 1/18
Мітки: сплаву, цим, способом, виробів, варіанти, титанового, спосіб, вироби, обробки, виготовлені, альфа-бета
Формула / Реферат:
1. Спосіб обробки виробу з альфа-бета титанового сплаву, що включає стадії, на яких: забезпечують заготовку з альфа-бета титанового сплаву, який має область бета-фази та область альфа-бета фази на своїй фазовій діаграмі, потім механічно обробляють заготовку при першій температурі з області альфа-бета фази, потім швидко охолоджують заготовку від першої температури області альфа-бета фази, потім механічно обробляють заготовку при другій...
Спосіб обробки титанового сплаву
Номер патенту: 9692
Опубліковано: 17.10.2005
Автори: Погрелюк Ірина Миколаївна, Трофімов В'ячеслав Анатолійович, Моляр Олександр Григорович, Федірко Віктор Миколайович, Кравчишин Тарас Миронович
МПК: C21D 1/78
Мітки: сплаву, спосіб, титанового, обробки
Формула / Реферат:
1. Спосіб обробки титанового сплаву, що включає його ступеневу обробку, а саме: перший ступінь - нагрів при 820-850 °С, другий ступінь - охолодження з піччю до 740-760 °С, витримка 1-3 год., охолодження на повітрі, третій ступінь - нагрів до 500-650 °С і витримка 2-4 год., який відрізняється тим, що ступеневу обробку проводять у розрідженому потоці азоту при тиску газу 0,1-10 Па і швидкості натікання 7 x l0-2 – 7 x l0-4 Па х с-1. 2....
Спосіб отримання зливка титанового сплаву пошаровою кристалізацією в електронно-променевій установці з проміжною ємністю
Номер патенту: 100279
Опубліковано: 10.12.2012
Автори: Березос Володимир Олександрович, Северин Андрій Юрійович, ТРИГУБ Микола Петрович, Корнійчук Валерій Данилович
МПК: C22C 14/00, C22B 1/02, C22B 9/22, C22B 4/06
Мітки: зливка, ємністю, електронно-променевий, пошаровою, отримання, кристалізацією, титанового, проміжною, спосіб, сплаву, установці
Формула / Реферат:
Спосіб отримання зливка титанового сплаву пошаровою кристалізацією в електронно-променевій установці з проміжною ємністю, який включає в себе плавлення електронними променями шихтової заготовки з титанових сплавів в проміжну ємність, обігрівання утвореного розплаву електронними променями в проміжній ємності, періодичне зливання порцій цього розплаву в кристалізатор, постійне обігрівання в кристалізаторі поверхні утворюваного зливка...
Спосіб отримання виробів з титанового сплаву вт1-00 з використанням механічних коливань
Номер патенту: 85152
Опубліковано: 11.11.2013
Автори: Лобода Петро Іванович, Биба Євген Георгійович
МПК: C22C 1/04, C22C 14/00, B22F 3/16, C22F 1/18
Мітки: коливань, виробів, титанового, спосіб, отримання, механічних, сплаву, використанням, вт1-00
Формула / Реферат:
Спосіб отримання виробів з титанового сплаву з використанням механічних коливань, що включає компактування порошку гідриду титану у виріб, нагрів до температури спікання, охолодження, який відрізняється тим, що використовують електронно-променевий нагрів зі швидкістю 5,5 град/с та охолодженням зі швидкістю 21 град/с, з додатковим накладанням механічних коливань з частотою 22000 Гц.
Попередній патент: Котельна установка
Наступний патент: Спосіб виготовлення фоточутливого матеріалу для оптичного запису
Випадковий патент: Замок