Спосіб обробки виробів з альфа-бета титанового сплаву (варіанти) та вироби з альфа-бета титанового сплаву (варіанти), виготовлені цим способом
Формула / Реферат
1. Спосіб обробки виробу з альфа-бета титанового сплаву, що включає стадії, на яких: забезпечують заготовку з альфа-бета титанового сплаву, який має область бета-фази та область альфа-бета фази на своїй фазовій діаграмі, потім механічно обробляють заготовку при першій температурі з області альфа-бета фази, потім швидко охолоджують заготовку від першої температури області альфа-бета фази, потім механічно обробляють заготовку при другій температурі з області альфа-бета фази, де друга температура з області альфа-бета фази є нижчою за першу температуру з області альфа-бета фази.
2. Спосіб за п. 1, який відрізняється тим, що другу температуру області альфа-бета фази безперервно знижують, та який після стадії механічної обробки заготовки при другій температурі з області альфа-бета фази включає додаткову стадію, на якій нагрівають заготовку до третьої температури з області альфа-бета фази, де третя температура з області альфа-бета фази є не нижчою за другу температуру з області альфа-бета фази.
3. Спосіб за п. 1, який відрізняється тим, що після стадії забезпечення та перед стадією механічної обробки заготовки при першій температурі з області альфа-бета фази включає додаткові стадії, на яких механічно обробляють заготовку в області бета-фази та в області альфа-бета фази, а потім швидко охолоджують заготовку від області бета-фази.
4. Спосіб за п. 3, який відрізняється тим, що другу температуру області альфа-бета фази безперервно знижують, та який після стадії механічної обробки деталі при другій температурі з області альфа-бета фази включає додаткову стадію, на якій нагрівають заготовку до третьої температури з області альфа-бета фази, де третя температура з області альфа-бета фази є не нижчою за другу температуру з області альфа-бета фази.
5. Спосіб за п. 1, який відрізняється тим, що заготовку забезпечують у формі зливка.
6. Спосіб за п. 1, який відрізняється тим, що стадія механічної обробки заготовки при першій температурі з області альфа-бета фази включає стадію, на якій обробляють заготовку на структуру твердого розчину при першій температурі з області альфа-бета фази протягом часу від приблизно 1 до приблизно 16 годин.
7. Спосіб за п. 1, який відрізняється тим, що стадія механічної обробки заготовки при другій температурі з області альфа-бета фази включає стадію, на якій обробляють заготовку на структуру твердого розчину при другій температурі з області альфа-бета фази протягом часу від приблизно 1 до приблизно 16 годин.
8. Спосіб за п. 1, який відрізняється тим, що після стадії забезпечення включає додаткову стадію, на якій проводять ультразвуковий контроль заготовки на наявність мікро- та макродефектів.
9. Спосіб за п. 1, який відрізняється тим, що після стадії механічної обробки заготовки при другій температурі з області альфа-бета фази включає додаткову стадію, на якій швидко охолоджують одержаний виріб від другої температури з області альфа-бета фази.
10. Спосіб обробки виробу з альфа-бета титанового сплаву, що включає стадії, на яких: забезпечують заготовку з альфа-бета титанового сплаву, що має область бета-фази та область альфа-бета фази на своїй фазовій діаграмі, де забезпечують заготову у формі зливка, потім механічно обробляють зливок в області бета-фази та в області альфа-бета фази, потім швидко охолоджують зливок від області бета-фази, потім механічно обробляють зливок при першій температурі з області альфа-бета фази, потім швидко охолоджують зливок від першої температури з області альфа-бета фази, потім механічно обробляють зливок при другій температурі з області альфа-бета фази, де друга температура з області альфа-бета фази є нижчою за першу температуру з області альфа-бета фази.
11. Спосіб за п. 10, який відрізняється тим, що другу температуру з області альфа-бета фази безперервно знижують, та який після стадії механічної обробки зливка при другій температурі з області альфа-бета фази включає додаткову стадію, на якій нагрівають одержаний виріб до третьої температури з області альфа-бета фази, де третя температура з області альфа-бета фази є не нижчою за другу температуру з області альфа-бета фази.
12. Спосіб за п. 10, який відрізняється тим, що стадія механічної обробки зливка при першій температурі з області альфа-бета фази включає стадію, на якій обробляють зливок на структуру твердого розчину при першій температурі з області альфа-бета фази.
13. Спосіб за п. 10, який відрізняється тим, що стадія механічної обробки зливка при другій температурі з області альфа-бета фази включає стадію, на якій обробляють одержаний виріб на структуру твердого розчину при другій температурі з області альфа-бета фази.
14. Спосіб за п. 10, який відрізняється тим, що після стадії забезпечення включає додаткову стадію, на якій проводять ультразвуковий контроль зливка на наявність мікро- та макродефектів.
15. Спосіб за п. 10, який відрізняється тим, що після стадії механічної обробки зливка при другій температурі з області альфа-бета фази включає додаткову стадію, на якій швидко охолоджують одержаний виріб від другої температури з області альфа-бета фази.
16. Спосіб обробки виробу з альфа-бета титанового сплаву, що включає стадії, на яких: забезпечують заготовку з альфа-бета титанового сплаву, що має область бета-фази та область альфа-бета фази на своїй фазовій діаграмі, де заготовку забезпечують у формі зливка, потім механічно обробляють зливок в області бета-фази та в області альфа-бета фази, потім швидко охолоджують зливок від області бета-фази для утворення мікроструктури, що має великі частинки альфа-фази у трансформованій матриці бета-фази, потім механічно обробляють зливок при першій температурі з області альфа-бета фази для руйнування та округлення великих частинок альфа-фази та перекристалізації трансформованої матриці бета-фази, потім швидко охолоджують зливок від першої температури з області альфа-бета фази для утворення мікроструктури, що включає округлені великі частинки альфа-фази та дрібні частинки альфа-фази, та потім механічно обробляють зливок для руйнування та округлення дрібних частинок альфа-фази, для утворення мікроструктури, яка включає округлені великі частинки альфа-фази (30) та округлені дрібні частинки альфа-фази (36) з одержанням виробу з альфа-бета титанового сплаву.
17. Спосіб за п. 16, який відрізняється тим, що стадія механічної обробки зливка для руйнування та округлення дрібних частинок альфа-фази включає стадії, на яких механічно обробляють зливок при другій температурі з області альфа-бета фази, де друга температура з області альфа-бета фази є нижчою за першу температуру з області альфа-бета фази, та потім швидко охолоджують одержаний виріб від другої температури з області альфа-бета фази.
18. Спосіб за п. 16, який відрізняється тим, що включає додаткову стадію, на якій проводять ультразвуковий контроль зливка на наявність мікро- та макродефектів.
19. Виріб з альфа-бета титанового сплаву, який виготовлено за будь-яким з пп. 1-15, що має мікроструктуру, яка включає довільно орієнтовані округлені грубі частинки альфа-фази (30) та довільно орієнтовані округлені дрібні частинки альфа-фази (36) у трансформованих зернах бета-фази (38).
20. Виріб за п. 19, який відрізняється тим, що виріб є заготовкою.
21. Виріб за п. 19, який відрізняється тим, що трансформовані зерна бета-фази (38) мають розмір менше ніж приблизно 1,143 мм.
22. Виріб з альфа-бета титанового сплаву, який виготовлено за будь-яким з пп. 16-18, що має мікроструктуру, яка включає округлені грубі частинки альфа-фази (30) та округлені дрібні частинки альфа-фази (36) у трансформованих зернах бета-фази (38), де трансформовані зерна бета-фази (38) мають розмір менше ніж приблизно 1,143 мм.
23. Виріб за п. 22, який відрізняється тим, що виріб є заготовкою.
Текст
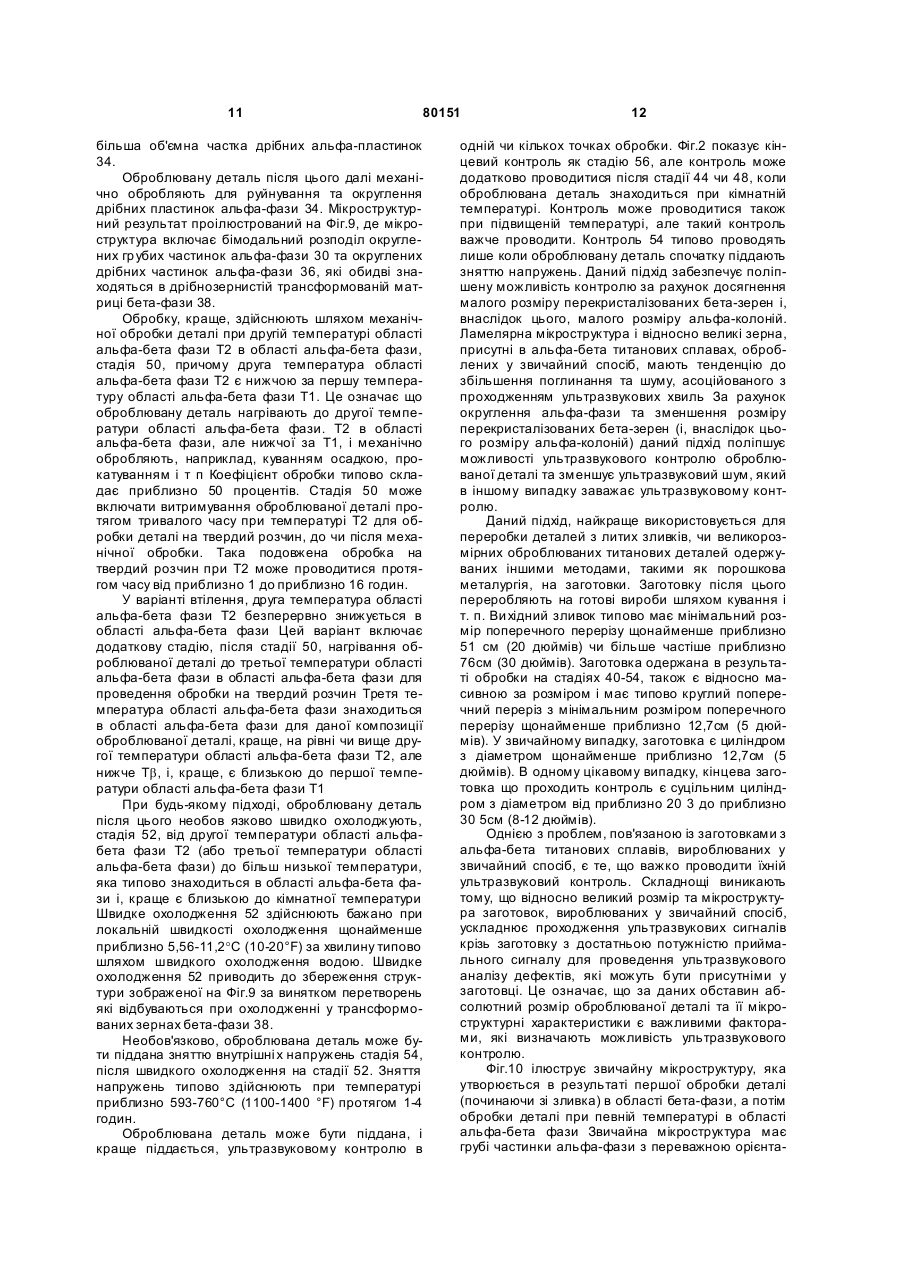
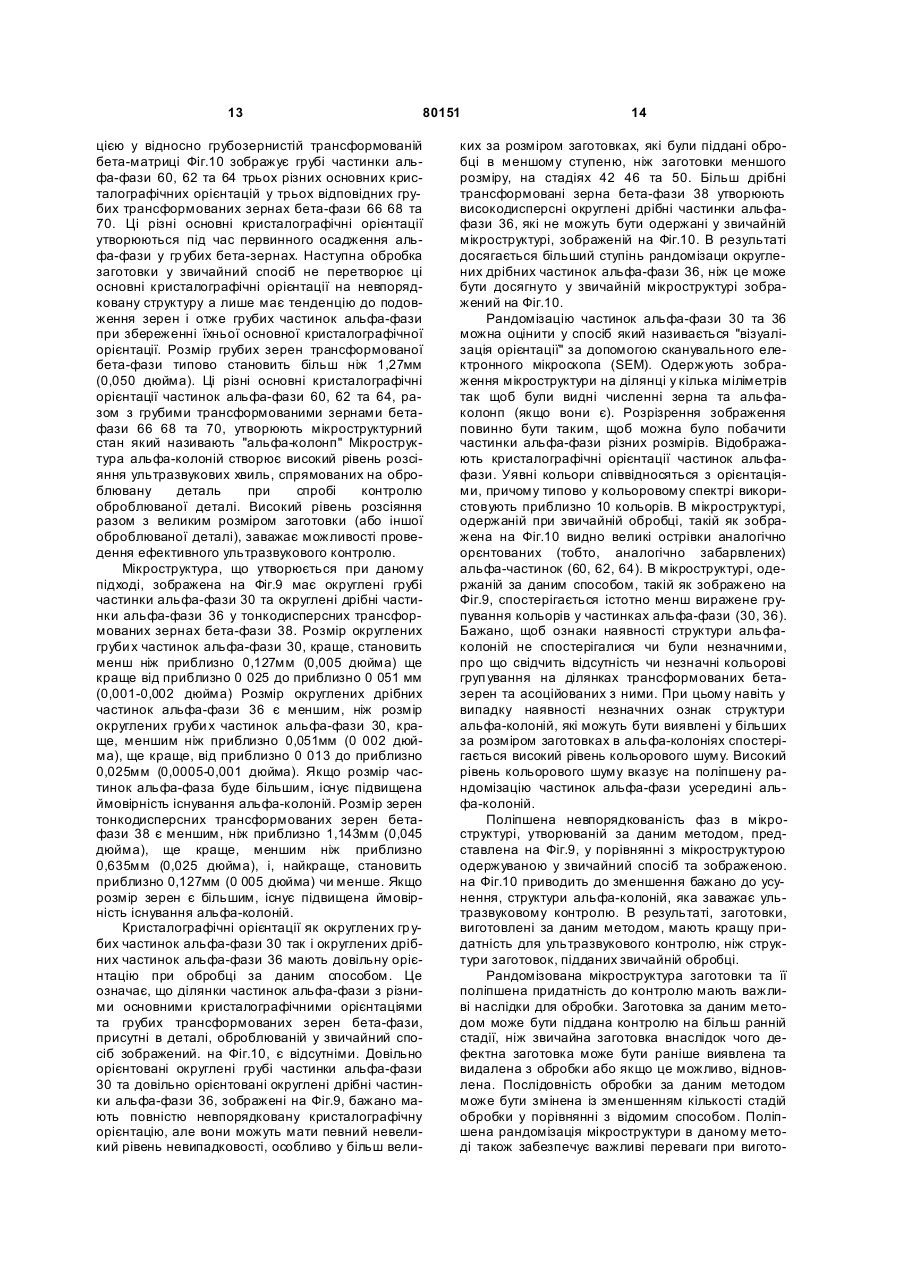
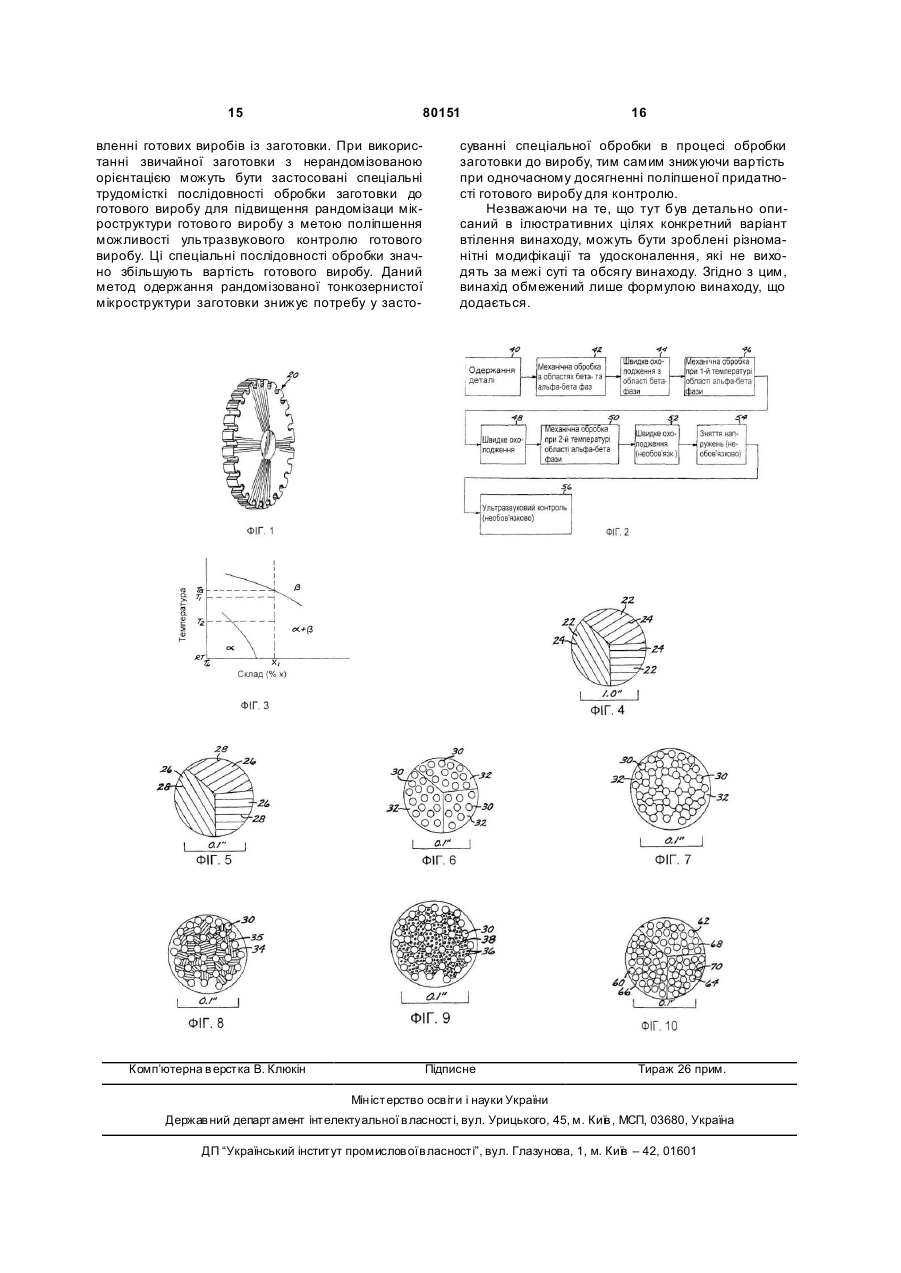
1. Спосіб обробки виробу з альфа-бета титанового сплаву, що включає стадії, на яких: забезпечують заготовку з альфа-бета титанового сплаву, який має область бета-фази та область альфабета фази на своїй фазовій діаграмі, потім механічно обробляють заготовку при першій температурі з області альфа-бета фази, потім швидко охолоджують заготовку від першої температури області альфа-бета фази, потім механічно обробляють заготовку при другій температурі з області альфабета фази, де друга температура з області альфабета фази є нижчою за першу температуру з області альфа-бета фази. 2. Спосіб за п. 1, який відрізняється тим, що другу температуру області альфа-бета фази безперервно знижують, та який після стадії механічної обробки заготовки при другій температурі з області альфа-бета фази включає додаткову стадію, на якій нагрівають заготовку до третьої температури з області альфа-бета фази, де третя температура з області альфа-бета фази є не нижчою за другу температуру з області альфа-бета фази. 3. Спосіб за п. 1, який відрізняється тим, що після стадії забезпечення та перед стадією механічної обробки заготовки при першій температурі з обла 2 (19) 1 3 80151 4 альфа-бета фази, потім швидко охолоджують зливок від області бета-фази, потім механічно обробляють зливок при першій температурі з області альфа-бета фази, потім швидко охолоджують зливок від першої температури з області альфа-бета фази, потім механічно обробляють зливок при другій температурі з області альфа-бета фази, де друга температура з області альфа-бета фази є нижчою за першу температуру з області альфабета фази. 11. Спосіб за п. 10, який відрізняється тим, що другу температуру з області альфа-бета фази безперервно знижують, та який після стадії механічної обробки зливка при другій температурі з області альфа-бета фази включає додаткову стадію, на якій нагрівають одержаний виріб до третьої температури з області альфа-бета фази, де третя температура з області альфа-бета фази є не нижчою за другу температуру з області альфа-бета фази. 12. Спосіб за п. 10, який відрізняється тим, що стадія механічної обробки зливка при першій температурі з області альфа-бета фази включає стадію, на якій обробляють зливок на структур у твердого розчину при першій температурі з області альфа-бета фази. 13. Спосіб за п. 10, який відрізняється тим, що стадія механічної обробки зливка при другій температурі з області альфа-бета фази включає стадію, на якій обробляють одержаний виріб на структуру твердого розчину при другій температурі з області альфа-бета фази. 14. Спосіб за п. 10, який відрізняється тим, що після стадії забезпечення включає додаткову стадію, на якій проводять ультразвуковий контроль зливка на наявність мікро- та макродефектів. 15. Спосіб за п. 10, який відрізняється тим, що після стадії механічної обробки зливка при другій температурі з області альфа-бета фази включає додаткову стадію, на якій швидко охолоджують одержаний виріб від другої температури з області альфа-бета фази. 16. Спосіб обробки виробу з альфа-бета титанового сплаву, що включає стадії, на яких: забезпечують заготовку з альфа-бета титанового сплаву, що має область бета-фази та область альфа-бета фази на своїй фазовій діаграмі, де заготовку забезпечують у формі зливка, потім механічно обробляють зливок в області бета-фази та в області альфа-бета фази, потім швидко охолоджують зливок від області бета-фази для утворення мікро структури, що має великі частинки альфа-фази у трансформованій матриці бета-фази, потім механічно обробляють зливок при першій температурі з області альфа-бета фази для руйнування та округлення великих частинок альфа-фази та перекристалізації трансформованої матриці бета-фази, потім швидко охолоджують зливок від першої температури з області альфа-бета фази для утворення мікроструктури, що включає округлені великі частинки альфа-фази та дрібні частинки альфафази, та потім механічно обробляють зливок для руйнування та округлення дрібних частинок альфа-фази, для утворення мікроструктури, яка включає округлені великі частинки альфа-фази (30) та округлені дрібні частинки альфа-фази (36) з одержанням виробу з альфа-бета титанового сплаву. 17. Спосіб за п. 16, який відрізняється тим, що стадія механічної обробки зливка для руйнування та округлення дрібних частинок альфа-фази включає стадії, на яких механічно обробляють зливок при другій температурі з області альфа-бета фази, де друга температура з області альфа-бета фази є нижчою за першу температуру з області альфабета фази, та потім швидко охолоджують одержаний виріб від другої температури з області альфабета фази. 18. Спосіб за п. 16, який відрізняється тим, що включає додаткову стадію, на якій проводять ультразвуковий контроль зливка на наявність мікрота макродефектів. 19. Виріб з альфа-бета титанового сплаву, який виготовлено за будь-яким з пп. 1-15, що має мікроструктур у, яка включає довільно орієнтовані округлені грубі частинки альфа-фази (30) та довільно орієнтовані округлені дрібні частинки альфафази (36) у трансформованих зернах бета-фази (38). 20. Виріб за п. 19, який відрізняється тим, що виріб є заготовкою. 21. Виріб за п. 19, який відрізняється тим, що трансформовані зерна бета-фази (38) мають розмір менше ніж приблизно 1,143мм. 22. Виріб з альфа-бета титанового сплаву, який виготовлено за будь-яким з пп. 16-18, що має мікроструктур у, яка включає округлені грубі частинки альфа-фази (30) та округлені дрібні частинки альфа-фази (36) у трансформованих зернах бетафази (38), де трансформовані зерна бета-фази (38) мають розмір менше ніж приблизно 1,143мм. 23. Виріб за п. 22, який відрізняється тим, що виріб є заготовкою. Даний винахід стосується термомеханічної обробки деталей з альфа-бета титанового сплаву, таких як литі зливки, з утворенням виробу з поліпшеною придатністю до ультразвукового контролю. Декілька критичних компонентів комерційних та військових газотурбінних двигунів виготовляються із заготовок з титанових сплавів. Заготовки виготовляють шляхом плавлення титанового сплаву відповідного складу, виливання титанового сплаву у вигляді зливка, і перетворення зливка на заготовку Після належної механічної обробки заго товки до потрібної товщини та діаметра, компонент виготовляють на станку із заготовки. Заготовка повинна бути легко придатною до контролю ультразвуковими методами на різних стадіях процесу механічної обробки. Ультразвуковий контроль детектує дефекти, такі як тріщини, задирки та хімічні неоднорідності, що можуть бути присутніми в оброблюваній деталі. Такі дефекти, якщо вони залишаться невиявленими, будуть присутніми у готовому виробі і можуть призвести до його передчасного руйнування, якщо дефект до 5 80151 сить великий. Абсолютно критичною є вимога детектування дефектів малого розміру під час механічної технологічної обробки, краще, якомога раніше під час обробки, так щоб оброблювані деталі, які мають дефекти, могли бути видалені з процесу обробки без спричинення додаткових витрат або відновлені, якщо це можливо. Приклади таких компонентів включають диски вентиляторів та диски компресорів. Ці компоненти підтримують, відповідно, лопаті вентилятора та компресора, і обертаються на високій швидкості навколо своєї вісі під час експлуатації газотурбінного двигуна. Якщо такий диск виходить з ладу внаслідок присутності невиявленого дефекту, газотурбінний двигун може розірватися з катастрофічними наслідками для літака. Альфа-бета ти танові сплави є найбільш цікавими для виготовлення таких компонентів газових турбін, оскільки вони мають бажані механічні властивості які можуть бути відрегульовані відповідною термічною та термомеханічною обробкою. Однак, можливість ультразвукового контролю великих масивних оброблюваних деталей з альфа-бета титанових сплавів обмежена поглинанням ультразвукового контролюючого променя внаслідок особливостей мікроструктури заготовки. Коли поглинання становиться достатньо великим належний контроль заготовки неможливий, тому що потужність прохідного чи відбитого ультразвукового сигналу стає занадто малою 3 цієї причини, у критичних областях застосування що потребують гарної можливості ультразвукового контролю, розміри заготовки та готового виробу обмежені. Якщо було б можливо здійснювати контроль більших за розміром заготовок ультразвуковими методами, можна було б виготовляти вироби з меншою кількістю стадій ковальської обробки, що приводить до здешевлення обробки. Існує потреба у поліпшенні способу перетворення зливків альфа-бета титанових сплавів на заготовки. Даний винахід задовольняє цю потребу і додатково створює споріднені переваги. Даний спосіб пропонує процедуру обробки деталей з альфа-бета титанових сплавів, яка є особливо корисною для перетворення вилитого зливка на заготовку Заготовка використовується для виробництва готового виробу. Даний підхід забезпечує створення потрібної мікроструктури в оброблюваній деталі при зведенні до мінімуму особливостей мікроструктури, які негативно впливають на можливість ультразвукового контролю. Даний метод реалізується з використанням наявних печей та механічного робочого обладнання. Пропонується спосіб обробки деталей з альфа-бета титанових сплавів які мають на фазовій діаграмі область бета-фази та область альфабета фази. Оброблювана деталь спочатку є, краще, литим зливком. Спосіб включає стадії механічної обробки деталі при першій температурі області альфа-бета фази в області альфа-бета фази, потім швидкого охолодження оброблюваної деталі від першої температури області альфа-бета фази, потім механічної обробки деталі при другій температурі області альфа-бета фази в області альфабета фази причому друга температура області 6 альфа-бета фази є нижчою за першу температуру області альфа-бета фази а потім швидкого охолодження оброблюваної деталі від другої температури області альфа-бета фази. Всі охолодження тут здійснюються шляхом охолодження до більш низької температури, при якій більш високотемпературні процеси більше не відбуваються краще до кімнатної температури у нормальній практиці. Перша температура області альфа-бета фази є бажано високою температурою в області альфа-бета фази, а друга температура області альфа-бета фази є нижчою але усе ще належить до області альфа-бета фази. На стадіях механічної обробки деталі при зазначеній температурі може проводитися обробка на твердий розчин. Різні температури можуть бути постійними, або вони можуть бути змінними такими як безперервно знижувані температури асоційовані зі звичайною обробкою. Якщо безперервно знижувана температура закінчується за межами зазначеного фазового інтервалу, то оброблювана деталь може бути знов нагріта до фазового інтервалу для кінцевої термообробки. Бажано, після стадії одержання і перед стадією механічної обробки деталі при першій температурі області альфа-бета фази спосіб включав механічну обробку деталі в області бета-фази та в області альфа-бета фази, а потім швидке охолодження оброблюваної деталі від області бетафази. Оброблювана деталь може бути піддана, і звичайно піддається ультразвуковому контролю. Під час чи після завершення обробки. Що стосується утворюваної мікроструктури, спосіб, краще включає стадії механічної обробки деталі в області бета-фази та в області альфабета фази а потім швидкого охолодження оброблюваної деталі від області бета-фази для утворення мікроструктури, яка має грубі пластинки альфа-фази та тонкий шар залишкової бета-фази на поверхнях розділу пластинок альфа-фази. Спосіб включає механічну обробку деталі при першій температурі області альфа-бета фази в області альфа-бета фази для руйнування та округлення груби х пластинок альфа-фази та для перекристалізації (під час обробки в області альфа-бета фази чи під час наступної термообробки на твердий розчин в області альфа-бета фази) матриці бетафази до відносно дрібнодисперсних зерен потім швидке охолодження оброблюваної деталі від першої температури області альфа-бета фази для утворення мікроструктури яка включає округлені грубі частинки альфа-фази та дрібні пластинки альфа-фази а потім механічну обробку деталі для руйнування та округлення дрібних пластинок альфа-фази, тим самим створюючи мікроструктур у, яка містить округлені грубі пластинки альфа-фази та округлені дрібні частинки альфа-фази. Бажано стадія механічної обробки деталі для руйнування та округлення дрібних пластинок альфа-фази включає стадії механічної обробки деталі при другій температурі області альфа-бета фази в області альфа-бета фази причому друга температура області альфа-бета фази є нижчою за першу температур у області альфа-бета фази, а потім швидкого 7 80151 охолодження оброблюваної деталі від другої температури області альфа-бета фази. В цьому варіанті втілення можуть бути використані стадії, описані будь-де в цьому описі, якщо вони не є несумісними. Таким чином, виріб, що складається з альфабета титанового сплаву має мікроструктур у, яка включає довільно орієнтовані округлені грубі частинки альфа-фази та округлені дрібні частинки альфа-фази у трансформованих зернах бетафази. Такі вироби є, краще, заготовками. В іншій формі, виріб включає альфа-бета титановий сплав, що має мікроструктуру, яка включає округлені грубі частинки альфа-фази та округлені дрібні частинки альфа-фази у трансформованих зернах бета-фази. Трансформовані зерна бета-фази мають розмір зерен менш ніж приблизно 1,143мм (0,045дюйма), ще краще, менш ніж приблизно 0 635мм (0,025дюйма) і найкраще, 0,127мм (0,005дюйма) чи менше. Округлені грубі частинки альфа-фази та округлені дрібні частинки альфафази є, краще довільно орієнтованими. Цей виріб також краще є заготовкою. Даний підхід призводить до утворення мікроструктури з округлених груби х первинних частинок альфа-фази та округлених дрібних вторинних частинок альфа-фази в матриці альфа-фази, трансформованої з бета-фази. Округлені грубі частинки альфа-фази, утворені при механічній обробці при першій температурі області альфа-бета фази чи при наступній термообробці, інгібують ріст зерен перекристалізованої бета-фази. Внаслідок цього, ефективний розмір альфа-колоній, який є таким самим чи меншим за розмір перекристалізованих бета-зерен, є малим. Малий розмір альфа-колоній та відсутність альфа-пластинок у готовому виробі приводять до поліпшеної можливості ультразвукового контролю. Інші ознаки та переваги даного винаходу будуть зрозумілі з наведеного далі більш детального опису кращого варіанта втілення, узятого разом із супровідними кресленнями, які ілюструють на прикладах принципи винаходу. Однак обсяг винаходу не обмежений цим кращим варіантом втілення. Стислий опис креслень Фіг.1 є схематичним перспективним зображенням альфа-бета титанового виробу у формі заготовки титанового диска Фіг.2 є технологічною блок-схемою методу одержання виробу з альфа-бета титанового сплаву, Фіг.3 є схематичним зображенням відповідної ділянки рівноважної фазової діаграми альфа-бета титанового сплаву, Фіг.4-9 є схематичними мікроструктурами оброблюваної деталі на різних стадіях процесу, зображеного на Фіг.2, і Фіг.10 є схематичною мікроструктурою деталі, обробленої у звичайний спосіб Даний підхід може бути використаний для обробки широкого спектра фізичних форм оброблюваних деталей для одержання широкого спектра готових виробів 20 Фіг.1 ілюструє один такий виріб 20, який становить особливий інтерес, а саме, заготовку диска з альфа-бета титанового сплаву 20 8 Інші типи виробів включають, наприклад, щитки, осі, монтажні опори та корпуси Однак, даний підхід не обмежений виготовленням таких виробів. Фіг.2 зображує метод обробки альфа-бета титанового сплаву та виготовлення виробу 20 з альфа-бета титанового сплаву Одержують оброблювану деталь з "альфа-бета титанового сплаву", яка має на своїй фазовій діаграмі область бетафази, область альфа-бета фази, та область альфа-фази стадія 40 Фіг.3 схематично зображує відповідні ділянки рівноважної фазової діаграми температура-склад для такої системи альфа-бета титанового сплаву (Існує багато інших ознак ліворуч та праворуч від ділянки, зображеної на Фіг.3 але вони не стосуються даного обговорення і пропущені, щоб уникнути плутанини) "X" може бути будь-яким елементом чи комбінацією елементів доданих до титану для утворення такої фазової діаграми, що має області альфа (a), бета (b) та альфа-бета (a-b) фаз. Лінія, яка відокремлює область бета-фази від області альфа-бета фази, називається лінією бета-переходу (beta transus), а лінія яка відокремлює область альфа-бета фази від області альфа-фази називається лінією альфапереходу Конкретна композиція сплаву про який йде мова позначена як композиція Х1 .Температурою бета-переходу для сплаву Х1 є Тb а температурою альфа-переходу для сплаву Хі є Тa Однак для більшості можливих альфа-бета титанових сплавів Та є нижчою за кімнатну температур у (RT) і не зображена на Фіг.3. Приклади сплавів на основі титану які мають таку фазову діаграму, із зазначеням їхнього номінального складу у вагови х процентах включають TI-6AI-4V (інколи позначається як Ті-64), Ti-6AI-2Sn-4Zr-2Mo (інколи позначається як Ті-6242) Ti-6AI-2Sn-4Zr6Mo (інколи позначається як Ті-6246) Ті-6AI-2Sn2Zr-2Mo-2Cr-025Si (інколи позначається як Ti-6-2222S), Ti-5 8AI-4Sn-3 5Zr-0 7Nb-0 5Mo-0 35Si (інколи позначається як сплав (Alloy) 834), Ті-5АІ-3 5Sn-3 OZr-1 Nb-0 3Si (інколи позначається як сплав 829), Ti-4AI-4 Mo-2Sn-0 5Si (інколи позначається як сплав 550) та Ti-5AI-4 Mo-4Cr-2Sn-2Zr (інколи позначається як Ті-17). Даний винахід може бути використаний для будь-якого з цих сплавів але не обмежений ними і може бути використаний з іншими придатними для використання альфа-бета титановими сплавами. Оброблювана деталь, одержана на стадії 40, може мати будь-яку придатну форму, але, краще, є литим зливком альфа-бета титанового сплаву Мікроструктура такого литого зливку схематично зображена на Фіг.4, разом з типовою масштабною шкалою Після охолодження до кімнатної температури литий зливок має грубі зерна, які відповідають колишнім бета-зернам, причому частини трьох з колишніх бета-зерен показані на малюнку. Розмір зерен після виливання становить типово близько одного дюйма (2,54см) чи більше Усередині зерен знаходяться грубі пластинки альфа-фази 22 з тонким шаром залишкової бета-фази 24 на поверхнях розділу пластинок. (Такі терміни як грубий та дрібний товстий та тонкий і т п використовуються тут у порівняльному значенні безвідносно до будь-якого конкретного абсолютного розміру). 9 80151 Матеріал литого зливку відрізняється кількісно та якісно від інших форм у яких може бути одержана оброблювана деталь. Литий зливок, крім наявності дуже грубих зерен типово є макросегрегованим за складом від центра до країв і зверху донизу. В результаті, литий зливок не може бути зручно підданий термообробці за допомогою звичайних процедур через великі коливання у складі усередині литого зливку. Метод за даним винаходом може бути використаний для литого зливку чи інших форм матеріалу ви хідної оброблюваної деталі але найкраще він використовується для вихідного матеріалу у вигляді лити х зливків тому що інші методи термообробки і термомеханічної обробки не можуть бути використані для литих зливків. Оброблювану деталь після цього механічно обробляють в області бета-фази та в області альфа-бета фази стадія 42. Для цього оброблювану деталь нагрівають до температури ви ще Тb і механічно обробляють, наприклад, куванням, осадкою, прокатуванням і т. п. У типовому випадку, оброблювану деталь обробляють при температурі в області бета-фази після чого доводять до температури в області альфа-бета фази та обробляють. Ця обробка в області альфа-бета фази забезпечує механічну обробку, яка приводить до перекристалізації, коли оброблювану деталь пізніше нагрівають вище Тb За іншим варіантом, всі види обробки можуть здійснюватися в області альфа-бета фази Коефіцієнт обробки (amount of work) типово складає від 20 до 50 процентів Оброблювану деталь після цього швидко охолоджують, стадія 44, від області бета-фази (після першого нагрівання - від області альфа-бета фази, якщо оброблювана деталь охолонула до цієї фазової області) до низької температури, яка находиться в області альфа-бета фази (тобто, в інтервалі від Тa до Тb). (Всі операції швидкого охолодження тут здійснюють шляхом охолодження до нижчої температури, при якій високотемпературні процеси більше не відбуваються краще, до кімнатної температури у нормальній практиці). Швидке охолодження 44 проводиться, бажано, при місцевій швидкості охолодження щонайменше приблизно 0,556-5,56°С (1-10°F) за хвилину, але не може проводитися істотно швидше через наявність товстих перерізів, і типово здійснюється шляхом швидкого охолодження водою. В результаті одержують мікроструктуру, таку як зображена на Фіг.5, з відносно грубими пластинками альфа-фази 26 та тонким шаром залишкової бета-фази 28 на поверхнях розділу між пластинками. Структура на Фіг.5 є подібною до зображеної на Фіг.4, за винятком того, що масштаб зменшується приблизно у 10 разів. Це означає, що мікроструктурні ознаки та розмір зерен є набагато меншими, ніж зображені на Фіг.4. Однак, пластинки альфа-фази 26 усе ще можуть бути описані як грубі по відношенню до їхнього бажаного кінцевого розміру. Мікроструктура, зображена на Фіг.5, є вихідною точкою для решти обробки. Якщо таку мікроструктур у одержують іншими шляхами, стадії 42 та 44 можуть бути пропущені. 10 Оброблювану деталь після цього піддають механічній обробці, стадія 46, при першій температурі області альфа-бета фази Т1 (див Фіг.3) в області альфа-бета фази. Це означає, що оброблювану деталь нагрівають до температури Т1 в області альфа-бета фази і механічно обробляють, наприклад куванням, осадкою, прокатуванням і т п Температура Т1 бажано, є близькою до Тb і краще такою, щоб на рівноважній фазовій діаграмі Фіг.3 було присутньо щонайменше приблизно 30% об альфа-фази. Коефіцієнт обробки типово складає приблизно 50 процентів. Стадія 46 може включати витримування оброблюваної деталі протягом тривалого часу при температурі Т1 для обробки деталі на твердий розчин, до чи після механічної обробки. Така тривала обробка на твердий розчин при Т1 може проводитися протягом часу від приблизно 1 до приблизно 16 годин. Мікроструктурні результати механічної обробки 46 (з необов'язковою подальшою обробкою на твердий розчин) проілюстровані на Фіг.6 та 7. Механічна обробка 46 при температурі Т1 спричинює руйнування та округлення пластинок альфа-фази 26, зображеної на Фіг.5, з утворенням малооб ємної фракції загалом рівновісних груби х частинок альфа-фази 30 у грубозернистій бета-матриці 32, як показано на Фіг.6 Із зростанням часу при температурі Т1, чи під час наступного відпалу при температурі Т1, бета-зерна 32 перекристалізовуються з утворенням дрібних бета-зерен обмежених проміжками між грубими частинками альфа-фази 30, як показано на Фіг.7. Необов'язкова подовжена обробка на твердий розчин при Т1 приводить до наближення структури до рівноважного стану, тим самим уповільнюючи ріст округлених гр убих частинок альфа-фази 30 при наступному охолодженні. Оброблювану деталь після цього швидко охолоджують, стадія 48 від Т1 до температури, що знаходиться в області альфа-бета фази (краще до кімнатної температури). Швидке охолодження 48, бажано, проводиться при локальній швидкості охолодження щонайменше приблизно 2,78-8,34 °С (5-15 °F) за хвилину і типово здійснюється шляхом швидкого охолодження водою. Мікроструктура що утворюється при швидкому охолодженні 48 проілюстрована на Фіг.8 Грубі частинки альфа-фази 30 знаходяться у трансформованій матриці бетафази яка включає дрібні пластинки альфа-фази 34 у трансформованій бета-фазі 35. Дрібний розмір зерен матриці, утворених на стадії 46 і зображених на Фіг.7 зберігається. На стадії швидкого охолодження 48, грубі частинки альфа-фази 30 мають тенденцію до росту в результаті процесу відомого як відновлення епітаксіального росту, тому що швидкість охолодження в центрі великої круглої заготовки є відносно низькою. Відновлення епітаксіального росту можна звести до мінімуму шляхом подовження часу обробки на твердий розчин до 16 годин що приводить до по суті рівноважних концентрацій елементів сплаву в альфа- та бета-фазах. Рушійні сили відновлення епітаксіального росту тим самим суттєво зменшуються, в результаті чого утворюється 11 80151 більша об'ємна частка дрібних альфа-пластинок 34. Оброблювану деталь після цього далі механічно обробляють для руйнування та округлення дрібних пластинок альфа-фази 34. Мікроструктурний результат проілюстрований на Фіг.9, де мікроструктура включає бімодальний розподіл округлених гр убих частинок альфа-фази 30 та округлених дрібних частинок альфа-фази 36, які обидві знаходяться в дрібнозернистій трансформованій матриці бета-фази 38. Обробку, краще, здійснюють шляхом механічної обробки деталі при другій температурі області альфа-бета фази Т2 в області альфа-бета фази, стадія 50, причому друга температура області альфа-бета фази Т2 є нижчою за першу температуру області альфа-бета фази Т1. Це означає що оброблювану деталь нагрівають до другої температури області альфа-бета фази. Т2 в області альфа-бета фази, але нижчої за Т1, і механічно обробляють, наприклад, куванням осадкою, прокатуванням і т п Коефіцієнт обробки типово складає приблизно 50 процентів. Стадія 50 може включати витримування оброблюваної деталі протягом тривалого часу при температурі Т2 для обробки деталі на твердий розчин, до чи після механічної обробки. Така подовжена обробка на твердий розчин при Т2 може проводитися протягом часу від приблизно 1 до приблизно 16 годин. У варіанті втілення, друга температура області альфа-бета фази Т2 безперервно знижується в області альфа-бета фази Цей варіант включає додаткову стадію, після стадії 50, нагрівання оброблюваної деталі до третьої температури області альфа-бета фази в області альфа-бета фази для проведення обробки на твердий розчин Третя температура області альфа-бета фази знаходиться в області альфа-бета фази для даної композиції оброблюваної деталі, краще, на рівні чи вище другої температури області альфа-бета фази Т2, але нижче Тb, і, краще, є близькою до першої температури області альфа-бета фази Т1 При будь-якому підході, оброблювану деталь після цього необов язково швидко охолоджують, стадія 52, від другої температури області альфабета фази Т2 (або третьої температури області альфа-бета фази) до більш низької температури, яка типово знаходиться в області альфа-бета фази і, краще є близькою до кімнатної температури Швидке охолодження 52 здійснюють бажано при локальній швидкості охолодження щонайменше приблизно 5,56-11,2°С (10-20°F) за хвилину типово шляхом швидкого охолодження водою. Швидке охолодження 52 приводить до збереження структури зображеної на Фіг.9 за винятком перетворень які відбуваються при охолодженні у трансформованих зернах бета-фази 38. Необов'язково, оброблювана деталь може бути піддана зняттю внутрішні х напружень стадія 54, після швидкого охолодження на стадії 52. Зняття напружень типово здійснюють при температурі приблизно 593-760°С (1100-1400 °F) протягом 1-4 годин. Оброблювана деталь може бути піддана, і краще піддається, ультразвуковому контролю в 12 одній чи кількох точках обробки. Фіг.2 показує кінцевий контроль як стадію 56, але контроль може додатково проводитися після стадії 44 чи 48, коли оброблювана деталь знаходиться при кімнатній температурі. Контроль може проводитися також при підвищеній температурі, але такий контроль важче проводити. Контроль 54 типово проводять лише коли оброблювану деталь спочатку піддають зняттю напружень. Даний підхід забезпечує поліпшену можливість контролю за рахунок досягнення малого розміру перекристалізованих бета-зерен і, внаслідок цього, малого розміру альфа-колоній. Ламелярна мікроструктура і відносно великі зерна, присутні в альфа-бета титанових сплавах, оброблених у звичайний спосіб, мають тенденцію до збільшення поглинання та шуму, асоційованого з проходженням ультразвукових хвиль За рахунок округлення альфа-фази та зменшення розміру перекристалізованих бета-зерен (і, внаслідок цього розміру альфа-колоній) даний підхід поліпшує можливості ультразвукового контролю оброблюваної деталі та зменшує ультразвуковий шум, який в іншому випадку заважає ультразвуковому контролю. Даний підхід, найкраще використовується для переробки деталей з литих зливків, чи великорозмірних оброблюваних титанових деталей одержуваних іншими методами, такими як порошкова металургія, на заготовки. Заготовку після цього переробляють на готові вироби шляхом кування і т. п. Ви хідний зливок типово має мінімальний розмір поперечного перерізу щонайменше приблизно 51 см (20 дюймів) чи більше частіше приблизно 76см (30 дюймів). Заготовка одержана в результаті обробки на стадіях 40-54, також є відносно масивною за розміром і має типово круглий поперечний переріз з мінімальним розміром поперечного перерізу щонайменше приблизно 12,7см (5 дюймів). У звичайному випадку, заготовка є циліндром з діаметром щонайменше приблизно 12,7см (5 дюймів). В одному цікавому випадку, кінцева заготовка що проходить контроль є суцільним циліндром з діаметром від приблизно 20 3 до приблизно 30 5см (8-12 дюймів). Однією з проблем, пов'язаною із заготовками з альфа-бета титанових сплавів, вироблюваних у звичайний спосіб, є те, що важко проводити їхній ультразвуковий контроль. Складнощі виникають тому, що відносно великий розмір та мікроструктура заготовок, вироблюваних у звичайний спосіб, ускладнює проходження ультразвукових сигналів крізь заготовку з достатньою потужністю приймального сигналу для проведення ультразвукового аналізу дефектів, які можуть бути присутніми у заготовці. Це означає, що за даних обставин абсолютний розмір оброблюваної деталі та її мікроструктурні характеристики є важливими факторами, які визначають можливість ультразвукового контролю. Фіг.10 ілюструє звичайну мікроструктуру, яка утворюється в результаті першої обробки деталі (починаючи зі зливка) в області бета-фази, а потім обробки деталі при певній температурі в області альфа-бета фази Звичайна мікроструктура має грубі частинки альфа-фази з переважною орієнта 13 80151 цією у відносно грубозернистій трансформованій бета-матриці Фіг.10 зображує грубі частинки альфа-фази 60, 62 та 64 трьох різних основних кристалографічних орієнтацій у трьох відповідних грубих трансформованих зернах бета-фази 66 68 та 70. Ці різні основні кристалографічні орієнтації утворюються під час первинного осадження альфа-фази у гр убих бета-зернах. Наступна обробка заготовки у звичайний спосіб не перетворює ці основні кристалографічні орієнтації на невпорядковану структуру а лише має тенденцію до подовження зерен і отже грубих частинок альфа-фази при збереженні їхньої основної кристалографічної орієнтації. Розмір грубих зерен трансформованої бета-фази типово становить більш ніж 1,27мм (0,050 дюйма). Ці різні основні кристалографічні орієнтації частинок альфа-фази 60, 62 та 64, разом з грубими трансформованими зернами бетафази 66 68 та 70, утворюють мікроструктурний стан який називають "альфа-колонп" Мікроструктура альфа-колоній створює високий рівень розсіяння ультразвукових хвиль, спрямованих на оброблювану деталь при спробі контролю оброблюваної деталі. Високий рівень розсіяння разом з великим розміром заготовки (або іншої оброблюваної деталі), заважає можливості проведення ефективного ультразвукового контролю. Мікроструктура, що утворюється при даному підході, зображена на Фіг.9 має округлені грубі частинки альфа-фази 30 та округлені дрібні частинки альфа-фази 36 у тонкодисперсних трансформованих зернах бета-фази 38. Розмір округлених груби х частинок альфа-фази 30, краще, становить менш ніж приблизно 0,127мм (0,005 дюйма) ще краще від приблизно 0 025 до приблизно 0 051 мм (0,001-0,002 дюйма) Розмір округлених дрібних частинок альфа-фази 36 є меншим, ніж розмір округлених груби х частинок альфа-фази 30, краще, меншим ніж приблизно 0,051мм (0 002 дюйма), ще краще, від приблизно 0 013 до приблизно 0,025мм (0,0005-0,001 дюйма). Якщо розмір частинок альфа-фаза буде більшим, існує підвищена ймовірність існування альфа-колоній. Розмір зерен тонкодисперсних трансформованих зерен бетафази 38 є меншим, ніж приблизно 1,143мм (0,045 дюйма), ще краще, меншим ніж приблизно 0,635мм (0,025 дюйма), і, найкраще, становить приблизно 0,127мм (0 005 дюйма) чи менше. Якщо розмір зерен є більшим, існує підвищена ймовірність існування альфа-колоній. Кристалографічні орієнтації як округлених гр убих частинок альфа-фази 30 так і округлених дрібних частинок альфа-фази 36 мають довільну орієнтацію при обробці за даним способом. Це означає, що ділянки частинок альфа-фази з різними основними кристалографічними орієнтаціями та грубих трансформованих зерен бета-фази, присутні в деталі, оброблюваній у звичайний спосіб зображений. на Фіг.10, є відсутніми. Довільно орієнтовані округлені грубі частинки альфа-фази 30 та довільно орієнтовані округлені дрібні частинки альфа-фази 36, зображені на Фіг.9, бажано мають повністю невпорядковану кристалографічну орієнтацію, але вони можуть мати певний невеликий рівень невипадковості, особливо у більш вели 14 ких за розміром заготовках, які були піддані обробці в меншому ступеню, ніж заготовки меншого розміру, на стадіях 42 46 та 50. Більш дрібні трансформовані зерна бета-фази 38 утворюють високодисперсні округлені дрібні частинки альфафази 36, які не можуть бути одержані у звичайній мікроструктурі, зображеній на Фіг.10. В результаті досягається більший ступінь рандомізаци округлених дрібних частинок альфа-фази 36, ніж це може бути досягнуто у звичайній мікроструктурі зображений на Фіг.10. Рандомізацію частинок альфа-фази 30 та 36 можна оцінити у спосіб який називається "візуалізація орієнтації" за допомогою сканувального електронного мікроскопа (SEM). Одержують зображення мікроструктури на ділянці у кілька міліметрів так щоб були видні численні зерна та альфаколонп (якщо вони є). Розрізрення зображення повинно бути таким, щоб можна було побачити частинки альфа-фази різних розмірів. Відображають кристалографічні орієнтації частинок альфафази. Уявні кольори співвідносяться з орієнтаціями, причому типово у кольоровому спектрі використовують приблизно 10 кольорів. В мікроструктурі, одержаній при звичайній обробці, такій як зображена на Фіг.10 видно великі острівки аналогічно орєнтованих (тобто, аналогічно забарвлених) альфа-частинок (60, 62, 64). В мікроструктурі, одержаній за даним способом, такій як зображено на Фіг.9, спостерігається істотно менш виражене групування кольорів у частинках альфа-фази (30, 36). Бажано, щоб ознаки наявності структури альфаколоній не спостерігалися чи були незначними, про що свідчить відсутність чи незначні кольорові груп ування на ділянках трансформованих бетазерен та асоційованих з ними. При цьому навіть у випадку наявності незначних ознак структури альфа-колоній, які можуть бути виявлені у більших за розміром заготовках в альфа-колоніях спостерігається високий рівень кольорового шуму. Високий рівень кольорового шуму вказує на поліпшену рандомізацію частинок альфа-фази усередині альфа-колоній. Поліпшена невпорядкованість фаз в мікроструктурі, утворюваній за даним методом, представлена на Фіг.9, у порівнянні з мікроструктурою одержуваною у звичайний спосіб та зображеною. на Фіг.10 приводить до зменшення бажано до усунення, структури альфа-колоній, яка заважає ультразвуковому контролю. В результаті, заготовки, виготовлені за даним методом, мають кращу придатність для ультразвукового контролю, ніж структури заготовок, підданих звичайній обробці. Рандомізована мікроструктура заготовки та її поліпшена придатність до контролю мають важливі наслідки для обробки. Заготовка за даним методом може бути піддана контролю на більш ранній стадії, ніж звичайна заготовка внаслідок чого дефектна заготовка може бути раніше виявлена та видалена з обробки або якщо це можливо, відновлена. Послідовність обробки за даним методом може бути змінена із зменшенням кількості стадій обробки у порівнянні з відомим способом. Поліпшена рандомізація мікроструктури в даному методі також забезпечує важливі переваги при вигото 15 80151 вленні готових виробів із заготовки. При використанні звичайної заготовки з нерандомізованою орієнтацією можуть бути застосовані спеціальні трудомісткі послідовності обробки заготовки до готового виробу для підвищення рандомізаци мікроструктури готово го виробу з метою поліпшення можливостіультразвукового контролю готового виробу. Ці спеціальні послідовності обробки значно збільшують вартість готового виробу. Даний метод одержання рандомізованої тонкозернистої мікроструктури заготовки знижує потребу у засто Комп’ютерна в ерстка В. Клюкін 16 суванні спеціальної обробки в процесі обробки заготовки до виробу, тим самим знижуючи вартість при одночасному досягненні поліпшеної придатності готового виробу для контролю. Незважаючи на те, що тут був детально описаний в ілюстративних цілях конкретний варіант втілення винаходу, можуть бути зроблені різноманітні модифікації та удосконалення, які не виходять за межі суті та обсягу винаходу. Згідно з цим, винахід обмежений лише формулою винаходу, що додається. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for workpieces treatment from alpha-beta titanium alloy (variants) and workpieces from alpha-beta titanium alloy (variants), made by this method
Назва патенту російськоюСпособ обработки изделий из альфа-бета титанового сплава (варианты) и изделия из альфа-бета титанового сплава (варианты), изготовленные этим способом
МПК / Мітки
МПК: C22F 1/18
Мітки: спосіб, виробів, альфа-бета, титанового, цим, вироби, виготовлені, сплаву, обробки, способом, варіанти
Код посилання
<a href="https://ua.patents.su/8-80151-sposib-obrobki-virobiv-z-alfa-beta-titanovogo-splavu-varianti-ta-virobi-z-alfa-beta-titanovogo-splavu-varianti-vigotovleni-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки виробів з альфа-бета титанового сплаву (варіанти) та вироби з альфа-бета титанового сплаву (варіанти), виготовлені цим способом</a>
Спосіб одержання 4-ацетокси-2-альфа-бензоїлокси-5-бета, 20-епокси-1,7-бета,10-бета-тригідрокси- 9-оксотакс-11-єн-13-альфа-іл(2r,3s)-3-трет-бутоксикарбоніламіно- 2-гідрокси-3-фенілпропіонату тригідрату
Номер патенту: 51624
Опубліковано: 16.12.2002
Автори: Мандар Бернадет, Фук Елі, Отелін Жан-Рене, Телеп'є Ізабель, Довез Жак
МПК: A61K 31/337, C07D 305/00
Мітки: 9-оксотакс-11-єн-13-альфа-іл(2r,3s)-3-трет-бутоксикарбоніламіно, 20-епокси-1,7-бета,10-бета-тригідрокси, 4-ацетокси-2-альфа-бензоїлокси-5-бета, спосіб, 2-гідрокси-3-фенілпропіонату, тригідрату, одержання
Формула / Реферат:
1. Способ получения 4-ацетокси-2-альфа-бензоилокси-5-бета,20-эпокси-1,7-бета,10-бета-тригидрокси-9-оксотакс-11-ен-13-альфа-ил(2R,3S)-3-трет-бутоксикарбониламино-2-гидрокси-3-фенилпропионата тригидрата, отличающийся тем, что кристаллизуют 4-ацетокси-2-альфа-бензоилокси-5-бета,20-эпокси-1,7-бета,10-бета-тригидрокси-9-оксотакс-11-ен-13-альфа-ил(2R,3S)-3-трет-бутоксикарбониламино-2-гидрокси-3-фенилпропионат в смеси воды и алифатического спирта,...
Спосіб обробки титанового сплаву
Номер патенту: 9692
Опубліковано: 17.10.2005
Автори: Трофімов В'ячеслав Анатолійович, Кравчишин Тарас Миронович, Моляр Олександр Григорович, Погрелюк Ірина Миколаївна, Федірко Віктор Миколайович
МПК: C21D 1/78
Мітки: обробки, спосіб, титанового, сплаву
Формула / Реферат:
1. Спосіб обробки титанового сплаву, що включає його ступеневу обробку, а саме: перший ступінь - нагрів при 820-850 °С, другий ступінь - охолодження з піччю до 740-760 °С, витримка 1-3 год., охолодження на повітрі, третій ступінь - нагрів до 500-650 °С і витримка 2-4 год., який відрізняється тим, що ступеневу обробку проводять у розрідженому потоці азоту при тиску газу 0,1-10 Па і швидкості натікання 7 x l0-2 – 7 x l0-4 Па х с-1. 2....
Спосіб хіміко-технічної обробки для підвищення втомних властивостей виробів з альфа- та псевдо-альфа-сплавів титану
Номер патенту: 22333
Опубліковано: 25.04.2007
Автори: Федірко Віктор Миколайович, Лук'яненко Олександр Геннадійович, Пічугін Анатолій Тимофійович
МПК: C23C 8/10
Мітки: властивостей, підвищення, обробки, втомних, альфа, псевдо-альфа-сплавів, титану, спосіб, виробів, хіміко-технічної
Формула / Реферат:
1. Спосіб хіміко-термічної обробки для підвищення втомних властивостей виробів з альфа- та псевдо-альфа-сплавів титану, що полягає у регламентованому твердорозчинному зміцненні поверхні металу термодифузійним насиченням з розрідженого кисневмісного газового середовища при температурі 700-800 °С протягом 3-5 годин, який відрізняється тим, що насичення відбувається у вузькому газодинамічному діапазоні: вакуум 1,3х10-4-1,3х10-2 Па,...
S-фторметиловий етер 6-альфа,9-альфа-дифтор-17-альфа-[(2-фуранілкарбоніл)окси]-11-бета-гідрокси-16-альфа-метил-3-оксоандроста-1,4-дієн-17-бета-карботіокислоти як протизапальний агент
Номер патенту: 77656
Опубліковано: 15.01.2007
Автори: Коот Стівен Джон, Біґґадайк Кіт, Найс Розалін Кей
МПК: A61P 29/00, C07J 43/00, A61K 47/06, A61K 45/00, A61K 31/56, A61K 47/36, C07J 17/00, A61P 43/00, A61P 11/06, A61P 11/08, A61K 31/58, A61P 37/08, A61K 9/12, C07J 33/00, A61K 9/14, C07J 31/00, A61K 47/18, A61P 5/44
Мітки: s-фторметиловий, протизапальний, 6-альфа,9-альфа-дифтор-17-альфа-[(2-фуранілкарбоніл)окси]-11-бета-гідрокси-16-альфа-метил-3-оксоандроста-1,4-дієн-17-бета-карботіокислоти, етер, агент
Формула / Реферат:
1. Сполука формули (I) (I)і її сольвати.2. Сполука формули (I) за п. 1, яка відрізняється тим, що має несольватовану форму.3. Сполука формули (I) у несольватованій формі за п. 2, яка відрізняється тим, що має форму поліморфної модифікації форми 1.4. Сполука формули (I) у несольватованій формі за п. 2, яка...
Спосіб виготовлення щіткових виробів і щіткові вироби, отримані цим способом
Номер патенту: 57846
Опубліковано: 15.07.2003
Автор: Вайграух Георг
МПК: A46D 1/00, A46B 15/00
Мітки: вироби, щіткових, способом, цим, спосіб, отримані, щіткові, виготовлення, виробів
Формула / Реферат:
1. Спосіб виготовлення щіткових виробів із пластикових щетинок шляхом їх безперервної екструзії у вигляді моноволокон, порізки на задану довжину і прикріплення до держака у вигляді блока щетинок або окремо, або об'єднаних у групи, який відрізняється тим, що на моноволокно після екструзії чи отримані з нього щетинки наносять щонайменше одну, по суті, лінійну мітку, видиму в блоці щетинок на готовій щітці як барвоконтрастне маркування на...
Попередній патент: Прасувальний стіл з підставкою для праски
Наступний патент: Пристрій для черезкісткового компресійного остеосинтезу переломів шийки стегнової кістки
Випадковий патент: Газова плита