Пристрій для видавлювання порожнистих виробів з фасонною зовнішньою поверхнею

Формула / Реферат
Пристрій для видавлювання порожнистих деталей виробів з фасонною зовнішньою поверхнею, що містить опорні плити (рухому та нерухому), силовий контрпуансон, прикріплений до рухомої плити, деформуючий пуансон, встановлений на нерухомій плиті та формоутворюючу матрицю, який відрізняється тим, що він оснащений проміжною плитою, на якій встановлено формоутворюючу матрицю, і приводом для заданого узгодженого переміщення матриці, виконаним у вигляді переважно двох змонтованих на нерухомій плиті гідроциліндрів, штоки котрих з'єднані з проміжної плитою, при цьому порожнина матриці виконана профільованою.
Текст
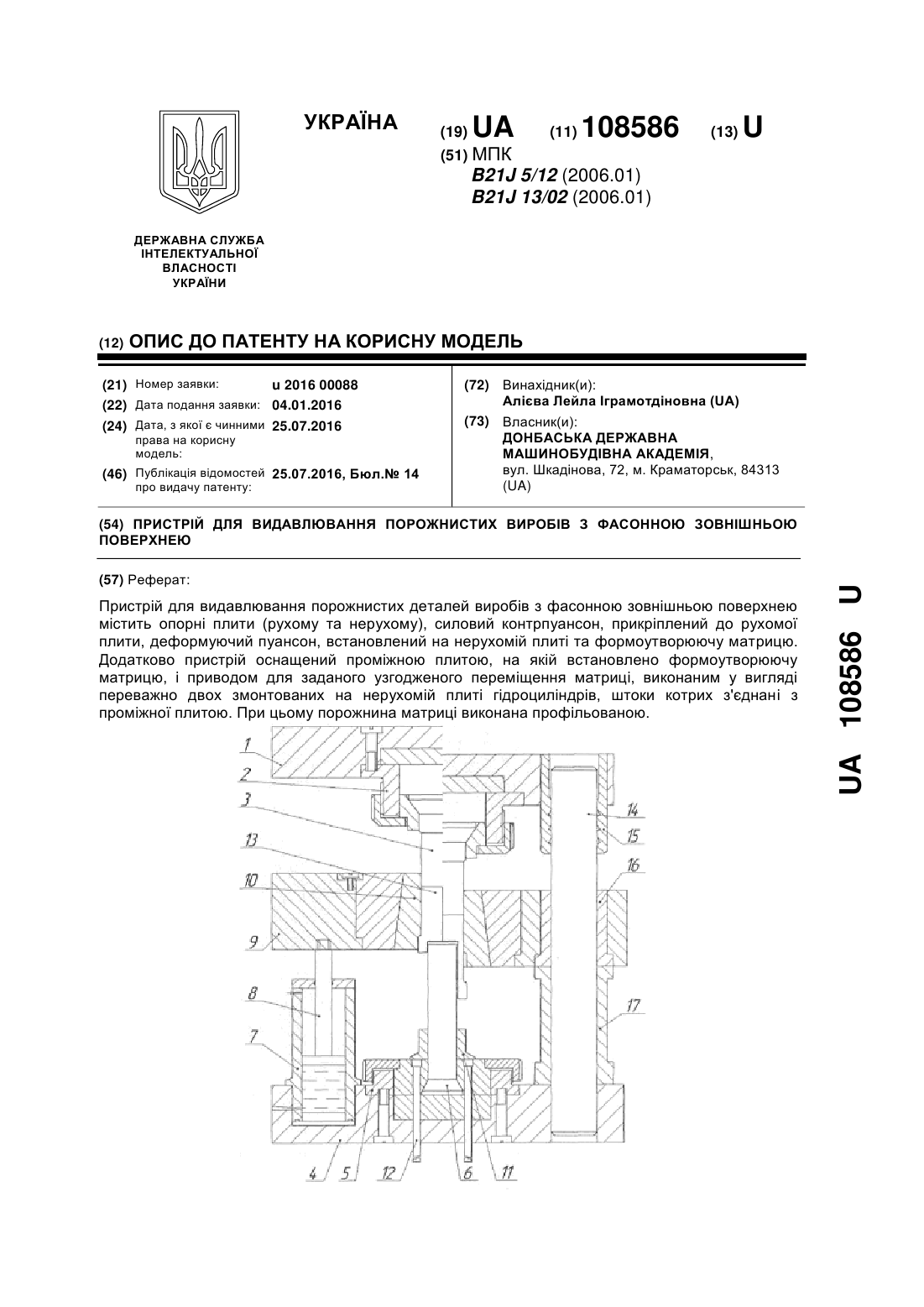
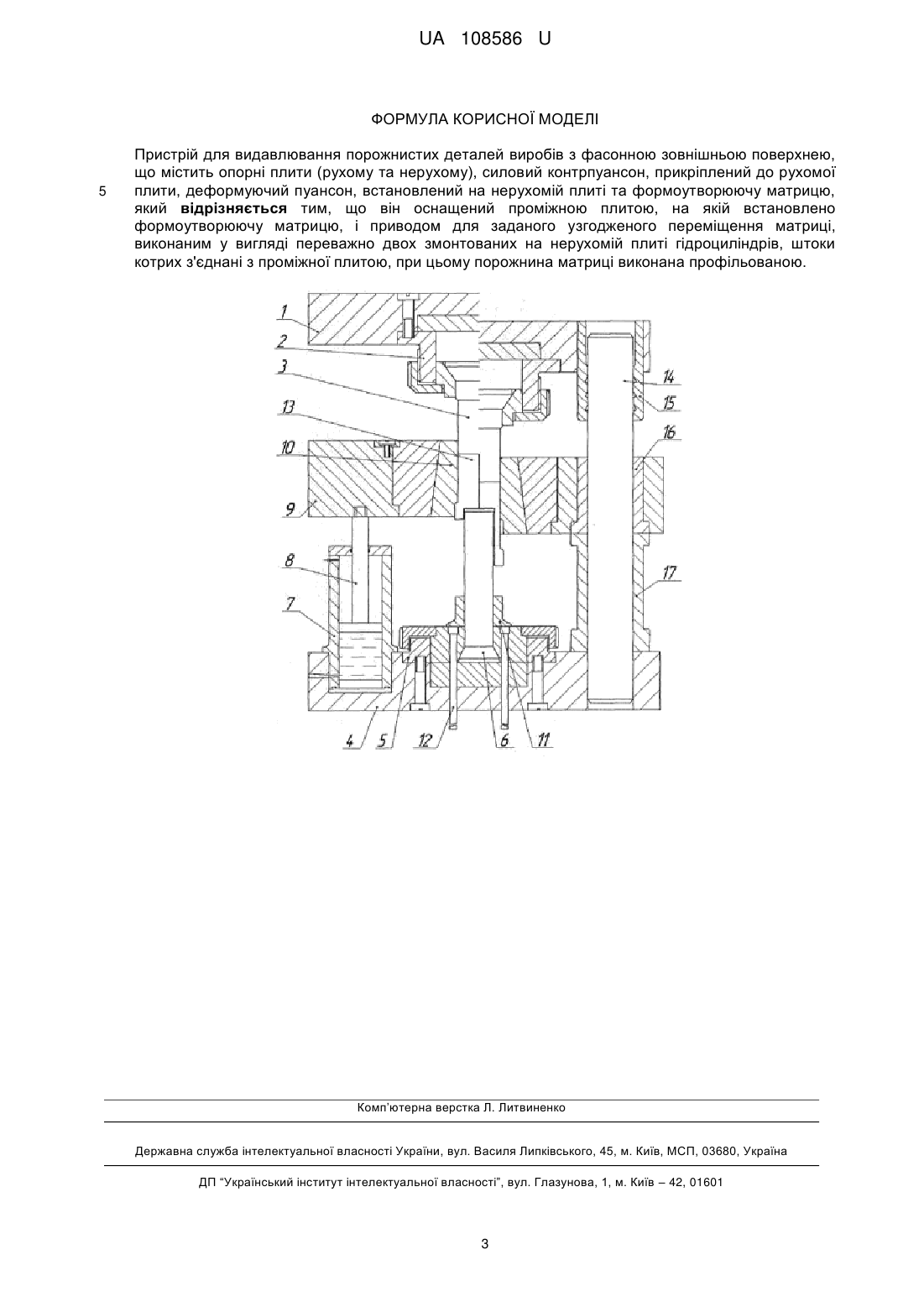
Реферат: Пристрій для видавлювання порожнистих деталей виробів з фасонною зовнішньою поверхнею містить опорні плити (рухому та нерухому), силовий контрпуансон, прикріплений до рухомої плити, деформуючий пуансон, встановлений на нерухомій плиті та формоутворюючу матрицю. Додатково пристрій оснащений проміжною плитою, на якій встановлено формоутворюючу матрицю, і приводом для заданого узгодженого переміщення матриці, виконаним у вигляді переважно двох змонтованих на нерухомій плиті гідроциліндрів, штоки котрих з'єднані з проміжної плитою. При цьому порожнина матриці виконана профільованою. UA 108586 U (54) ПРИСТРІЙ ДЛЯ ВИДАВЛЮВАННЯ ПОРОЖНИСТИХ ВИРОБІВ З ФАСОННОЮ ЗОВНІШНЬОЮ ПОВЕРХНЕЮ UA 108586 U UA 108586 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може знайти застосування у виробництві порожнистих виробів з фасонною зовнішньою бічною поверхнею. Відомий пристрій для видавлювання (прошивання) порожнистих виробів з фасонною бічною поверхнею, який містить деформуючий пуансон, опорний контрпуансон та формоутворюючу матрицю [1, с. 9, схема Ж 1]. Відомий також, вибраний як прототип, пристрій (штамп) для видавлювання порожнистих виробів з фасонною зовнішньою поверхнею, що містить опорні плити (рухому та нерухому), деформуючий пуансон, встановлений на нерухомій плиті, силовий контр пуансон, прикріплений до рухомої плити, формоутворюючу рознімну матрицю та вузли затиску рухливих напівматриць [2]. Загальними суттєвими ознаками відомого пристрою та того, що заявляється, є опорні плити (рухома та нерухома), силовий контрпуансон, прикріплений до рухомої плити, деформуючий пуансон, встановлений на нерухомій плиті, та формоутворююча матриця. Недоліком відомого пристрою є виконання матриці рознімної, що викликає ускладнення конструкції штампа, оснащеного додатковими вузлами затиску рухливих напівматриць. При цьому рознімання матриці виконується по вертикальній площині, що не прийнятно для процесів холодного видавлювання, що вимагають застосування високоміцних бандажованих матриць. Виконання рознімання по горизонтальній площині унеможливлює видалення готового виробу з порожнини матриці, тобто відомий пристрій не може діяти в режимі точного холодного об'ємного деформування. Крім цього, здійснення формоутворення операціями видавлювання металу в закриту порожнину матриці супроводжується високими питомими і повними навантаженнями, які знижують надійність роботи пристрою. В основу корисної моделі поставлена задача вдосконалення відомого пристрою для підвищення його надійності. Поставлена задача вирішується за рахунок того, що пристрій додатково оснащений проміжної плитою, на якій встановлюється формоутворююча матриця, і приводом для заданого узгодженого переміщення матриці, виконаним у вигляді переважно двох змонтованих на нерухомій плиті гідроциліндрів, штоки котрих з'єднані з проміжною плитою, при цьому порожнина матриці виконана профільованою. Пропонована конструкція пристрою для видавлювання виробів з фасонною зовнішньою поверхнею дозволяє забезпечити рухомість матриці із заданим законом переміщення та перемінний зазор між пуансоном та матрицею, в який тече метал, і одержувати деталі типу стакан з зовнішніми круговими стовщеннями. Суть пропонованої корисної моделі пояснюється кресленням, на якому зображено пристрій для видавлювання порожнистих виробів з фасонною зовнішньою поверхнею у початковому (ліворуч) та проміжному (праворуч) етапі видавлювання. Пристрій для видавлювання порожнистих виробів з фасонною зовнішньою поверхнею містить верхню рухому опорну плиту 1 з прикріпленим за допомогою тримача 2 силовим контрпуансоном 3, нижню нерухому опорну плиту 4, на якій розташований контейнер (пуансоноутримувач) 5, в якому жорстко кріпиться деформуючий пуансон 6. На нижній плиті встановлені щонайменше два гідроциліндри 7, до штоків 8 яких прикріплена проміжна плита 9, в якій жорстко встановлена формоутворююча матриця 10. Пуансон 6 охоплений втулкоюзнімачем 11, яка спирається на товкачі 12, які в свою чергу взаємодіють з виштовхуючою системою преса (на кресленні не позначено). Пуансон 6 призначений для входження в порожнину матриці 10 і утворює з нею вихідний кільцевий отвір для видавлювання металу заготівки 13 і формування стінки порожнистої деталі з фасонним профілем та змінною товщиною стінки. Верхня частина порожнини матриці 10 підігнана до силового верхнього контрпуансона 3 по ковзній посадці, а її нижня формоутворююча частина на рівні робочої головки пуансона 6 виконана профільованою, наприклад, ступінчастою, з розширенням донизу, або конусною, також з розширенням донизу. Пристрій оснащений щонайменше двома направляючими системами, які включають колонки 14, що запресовані в нижній плиті 4, і втулки 15 і 16, які жорстко встановлені відповідно в плитах 1 і 9. Матриця 10 в нижньому положенні може підтримуватися обмежувальними опорними втулками 17, які встановлені на нижній плиті 4 и охоплюють колонки 14 та взаємодіють з проміжною плитою 9. Пристрій працює наступним чином. В вихідному стані верхня плита 1 і контрпуансон 3 знаходяться вгорі у піднятому стані. Матриця 10 і проміжна плита підняті вгору за допомогою 1 UA 108586 U 5 10 15 20 25 30 35 40 45 50 55 підйомних штоків 8 гідроциліндрів 7 (гідроприводу) до такого положення, в якому розширена ділянка матриці 10 розміщується на рівні калібруючого паска пуансона 6. Заготівка 13 закладається в порожнину матриці 10 на торець пуансона 6. Контрпуансон 3 здійснює робочий хід та виконується відкрите прошивання (видавлювання) з вільною течією металу (в радіальному і частково в прямому напрямках) в зазор між матрицею 10 та пуансоном 6 і утворенням на виробі кругового стовщення. На наступному етапі деформування після розташування звуженої ділянки матриці 10 на рівні паска пуансона 6 і приведення матриці, як правило, у нерухомий стан (у тому числі опираючись на опорну втулку 17) замість відкритого прошивання виконують закрите прошивання (видавлювання) з утворенням стінки стакана (на кресленні праворуч). Таким чином поетапно (поперемінно) виконують відкрите і закрите прошивання після виставляння відповідних порожнин, тобто розширеної і звуженої ділянок порожнини матриці 10, на рівні торця нерухомого деформуючого пуансона 6. Для цього матриці надають реверсивні переміщення щодо паска пуансона 6, який калібрує. Розширена ділянка порожнини підводиться до паска підйомом матриці, а звужена порожнина - переміщенням матриці вниз. При необхідності (в залежності вид конструкції виробу) до початку наступної, наприклад третьої, стадії деформування - відкритого прошивання і формоутворення наступного (чергового) кільцевого стовщення на бічній поверхні виробу матрицю 10 переміщають вгору до положення, що забезпечує розміщення розширеної ділянки матриці 10 на рівні осередку інтенсивної пластичної деформації, тобто на рівні калібрувального паска пуансона 6 і потім повторно здійснюють відкрите прошивання (чергову стадію). Процес видавлювання закінчують при досягненні заданої товщини дна виробу. Після зворотного ходу плити 1 з контрпуансоном 3 за допомогою гідроциліндрів 7 піднімають проміжну плиту з матрицею 10. Потім отримана деталь з фасонною поверхнею знімається з пуансона 6 за допомогою втулки-знімача 11 та товкачів 12 і видаляється з робочої зони. Поперемінне виконання відкритого і закритого прошивання (поздовжнього видавлювання) в одній рухливій цільній матриці дозволяє без збільшення енерговитрат здійснити формоутворення складних порожнистих виробів типу стакана чи втулки (після пробивання дна) з кількома кільцевими стовщеннями на бічній зовнішній поверхні та одержувати деталі типу стакан з змінною товщиною стінки. Закон переміщення матриці гідроприводом залежить від типорозміру штампуємої деталі. У найпростішому випадку він виконаний з функцією підйому проміжної плити з матрицею 10 та зайняттям двох положень. При цьому в нижньому положенні матриця з плитою може опиратися на обмежувальну (опорну) втулку 17. При виконанні формоутворюючої частини матриці 10 конічною привід забезпечує виконання більш складного закону наперед заданого переміщення матриці 10 відносно торця деформуючого пуансона 6. У найпростішому варіанті виконання матриця 10 може бути переміщена вниз з постійною швидкістю (поперемінно з контрпуансоном 3) з умовою приведення контрпуансона в нерухомий стан і зняття навантаження до того моменту, поки матриця не займе необхідне положення (що залежить від розмірів виробу - відстані між стовщеннями, висоти і діаметра стовщення). При значній довжині трубчастої частини виробу (на кресленні праворуч) і відповідно ходу пуансона при закритому прошиванні матриця 10 по необхідності (з метою, наприклад, зниження зусиль) може бути переміщена вниз, забезпечуючи натяг металу на пуансон 6. При цьому зворотне переміщення матриці 10 вгору до початку стадії відкритого прошивання доцільно здійснити при нерухомому контрпуансоні 3. Таким чином, пропонована корисна модель дозволяє одержувати деталі з фасонним профілем та змінною товщиною стінки із низькою трудомісткістю та собівартістю. Розширюються технологічні можливості процесів холодного видавлювання шляхом забезпечення формоутворення порожнистих виробів (готових чи виробів-напівфабрикатів) складної конструкції. Джерела інформації: 1. Ковка и штамповка: Справочник в 4 т. / Под ред. Е.И. Семенова [и др.]. - М.: Машиностроение, 1987. - Т. 3: Холодная объемная штамповка; [под ред. Г.А. Навроцкого]. 1987. - 384 с. 2. А.с. 751490 СССР МКИ В21 J 5/12. Способ изготовления полых изделий с утолщением / И.С. Алиев. № 2080335/25-27; заявлено 04.12.1974 // Открытия. Изобретения. - 1980. - № 28. 2 UA 108586 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Пристрій для видавлювання порожнистих деталей виробів з фасонною зовнішньою поверхнею, що містить опорні плити (рухому та нерухому), силовий контрпуансон, прикріплений до рухомої плити, деформуючий пуансон, встановлений на нерухомій плиті та формоутворюючу матрицю, який відрізняється тим, що він оснащений проміжною плитою, на якій встановлено формоутворюючу матрицю, і приводом для заданого узгодженого переміщення матриці, виконаним у вигляді переважно двох змонтованих на нерухомій плиті гідроциліндрів, штоки котрих з'єднані з проміжної плитою, при цьому порожнина матриці виконана профільованою. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21J 13/02, B21J 5/12
Мітки: видавлювання, фасонною, пристрій, поверхнею, зовнішньою, виробів, порожнистих
Код посилання
<a href="https://ua.patents.su/5-108586-pristrijj-dlya-vidavlyuvannya-porozhnistikh-virobiv-z-fasonnoyu-zovnishnoyu-poverkhneyu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для видавлювання порожнистих виробів з фасонною зовнішньою поверхнею</a>
Спосіб видавлювання порожнистих виробів з фасонною зовнішньою поверхнею
Номер патенту: 71184
Опубліковано: 15.11.2004
Автори: Носаков Олександр Анатолійович, Алієв Іграмотдін Серажутдінович, Алієва Лейла Іграмотдінова, Косенко Максим Вікторович
Мітки: зовнішньою, спосіб, виробів, фасонною, поверхнею, порожнистих, видавлювання
Формула / Реферат:
1. Спосіб видавлювання порожнистих виробів з фасонною зовнішньою поверхнею, що включає вплив пуансона на заготовку і її поетапне деформування з перемінним ступенем деформації в матриці, здатної до подовжнього переміщення, який відрізняється тим, що переміщення матриці здійснюють періодично і односпрямовано з пуансоном, і переважно перед початком етапу деформування зі зменшеним ступенем деформації.2. Спосіб по п. 1, який відрізняється...
Спосіб видавлювання порожнистих виробів з порошкових матеріалів
Номер патенту: 65001
Опубліковано: 25.11.2011
Автори: Воронкова Катерина Геннадіївна, Любчич Костянтин Володимирович, Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна
МПК: B22F 3/20
Мітки: матеріалів, спосіб, виробів, порошкових, видавлювання, порожнистих
Формула / Реферат:
Спосіб видавлювання порожнистих виробів з порошкових матеріалів, який полягає у примусовому переміщенні матриці та деформуючого пуансона, який відрізняється тим, що деформуючий пуансон, матрицю і пуансон, який видавлює порожнину, одночасно переміщують у напрямі течії видавлюваного металу з різною швидкістю, причому відношення швидкостей визначають геометричними параметрами деталі та заготовки: Vм: Vс = (ХП + Нд - Нз) / (ХП + hd -...
Спосіб видавлювання порожнистих деталей з фасонною бічною поверхнею
Номер патенту: 67960
Опубліковано: 15.07.2004
Автори: Алієва Лейла Іграмотдіновна, Савченко Олег Констятинович, Чучин Олег Володимирович, Алієв Іграмотдін Серажутдінович
МПК: B21K 21/00, B21K 23/00
Мітки: деталей, фасонною, поверхнею, видавлювання, спосіб, порожнистих, бічною
Формула / Реферат:
1. Спосіб видавлювання порожнистих деталей з фасонною бічною поверхнею, що полягає в радіальному видавлюванні матеріалу заготовки в поперечний зазор між верхньою матрицею і нижньою рухливою опорою з наступною зміною напрямку течії металу на пряме вздовж внутрішньої бічної поверхні матриці, який відрізняється тим, що верхній формотворний інструмент розділений на півматрицю й обойму, нижній робочий інструмент розділений на деформуючий...
Штамп для холодного зворотного видавлювання порожнистих виробів типу стакан
Номер патенту: 14662
Опубліковано: 15.05.2006
Автори: Кириця Інна Юріївна, Огородніков Віталій Антонович, Сивак Іван Онуфрійович
МПК: B21J 13/02
Мітки: штамп, стакан, зворотного, холодного, порожнистих, видавлювання, виробів, типу
Формула / Реферат:
Штамп для холодного зворотного видавлювання порожнистих виробів типу стакан, що містить пуансон, матрицю і виштовхувач з плоским торцем, оснащений приводом обертального руху, який відрізняється тим, що на торець пуансона нанесено спіраль Архімеда, а на вкладиші, який встановлений на виштовхувачі і служить для розміщення заготовки з кільцевою проточкою, також виконана кільцева проточка для змащувальної рідини.
Штамп для видавлювання порожнистих деталей з внутрішнім фланцем
Номер патенту: 79736
Опубліковано: 25.04.2013
Автори: Мартинов Сергій Володимирович, Алієва Лейла Іграмотдіновна, Деревенько Ірина Анатоліївна
МПК: B21J 13/00
Мітки: деталей, фланцем, штамп, порожнистих, внутрішнім, видавлювання
Формула / Реферат:
Штамп для видавлювання порожнистих деталей з внутрішнім фланцем, який містить пуансон, матрицю, контрпуансон, в якому знаходиться оправка, яка є рухливою, що закріплена в траверсі, яка знаходиться в порожнині плити, і спирається на пружини з можливістю переміщення зі швидкістю пуансона за допомогою штовхачів, що закріплені до пуансонотримача, який відрізняється тим, що важелі, які є поворотними, закріплені в пуансонотримачі, притискуються до...
Попередній патент: Збірний відрізний різець
Наступний патент: Пристрій для обробки стовбура свердловини
Випадковий патент: Спосіб оптимізації властивостей електродного матеріалу