Спосіб рідинного борування сталевих виробів
Номер патенту: 96419
Опубліковано: 10.02.2015
Автори: Колюча Валентина Дмитрієвна, Федоренкова Любов Іванівна, Мостовий Володимир Іванович
Формула / Реферат
Спосіб рідинного борування сталевих виробів, що включає борування в розплаві бури, активованому пропусканням струму, при 900 °C, який відрізняється тим, що рідинне борування здійснюють в розплаві бури, попередньо активованому пропусканням електричного струму щільністю 0,1-1,25А/см2 впродовж 40-60 годин.
Текст
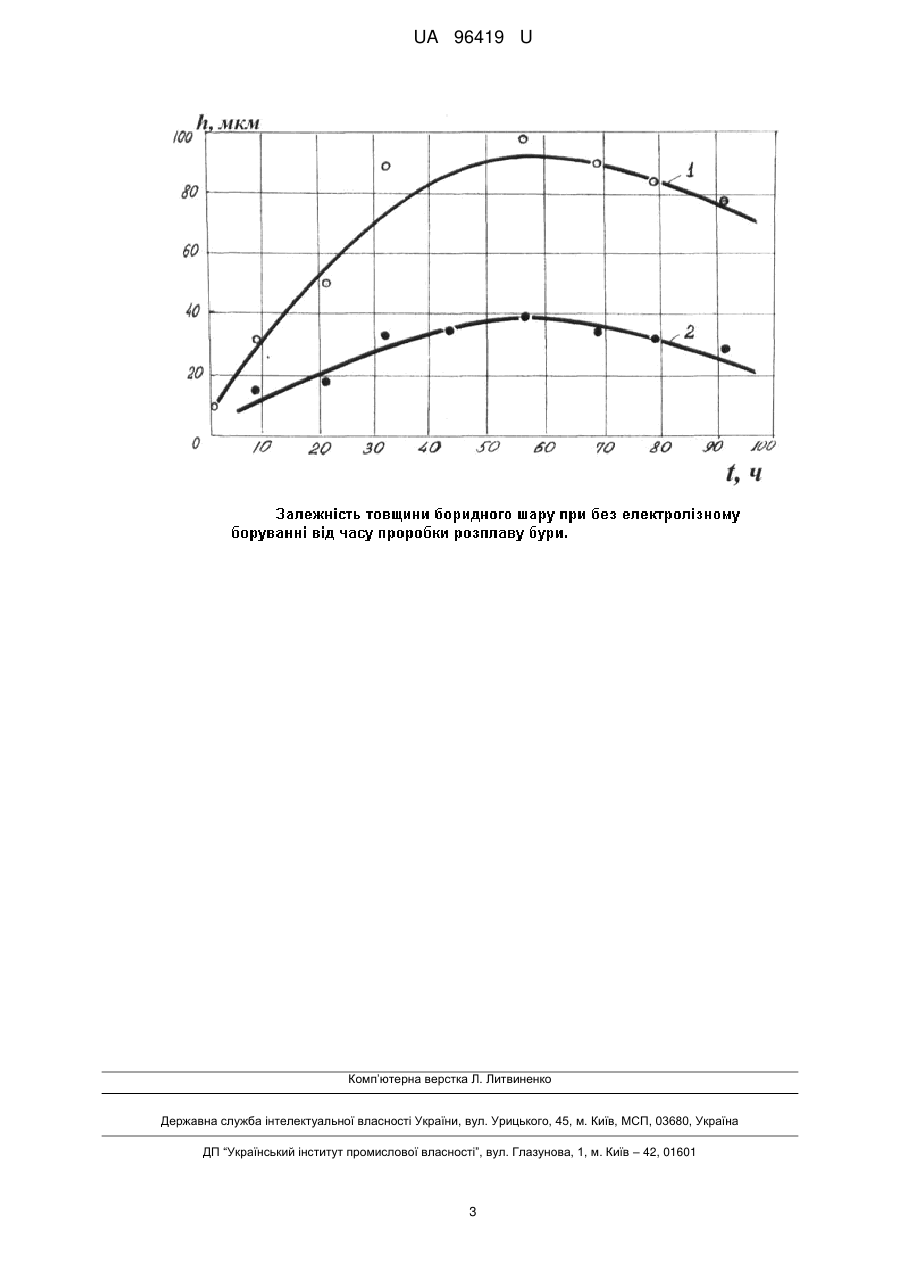
Реферат: UA 96419 U UA 96419 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургії, а саме до хіміко-термічної обробки (ХТО) виробів зі сталі, зокрема до борування у розплаві бури, і може бути використана для виробів інструментального обладнання, прецизійних деталей. Відомі способи рідинного борування сталевих виробів [1] в залежності від механізму утворення активних атомів бору зводяться до борування в розплавах: нейтральних солей з домішками борвмісних речовин, боратів з домішками борвмісних електрохімічних відновників (бору, карбіду бору, феробору, нікель бору та інш.), боратів з домішками хімічно активних металів (Са, Mg, Al, Ті та інш.), металургійних розкислювачів (феромарганцю, феросиліцію, силікокальцію та інш.), або спеціальних лігатур при температурі 950-980 °C впродовж 3-6 годин. Спосіб насичення в розплавах нейтральних солей з домішками борвмісних речовин через схильність до розшарування призводить до зниження насичуючої спроможності та погіршення боридного покриття. Спосіб насичення в розплавах боратів з домішками борвмісних електрохімічних відновників забезпечує високу швидкість насичення, але максимальна швидкість насичення досягається при вмісті в розплаві В4С від 40 % до 55 %, що робить розплав нетехнологічним (збільшення густини розплаву, труднощі при відмиванні деталей від розплаву), а процес ХТО - невиправдано затратним (велике питоме витрачення розплаву при високій вартості дефіцитного карбіду бору). Розплави для борування на основі боратів лужних металів та борвмісних лігатур достатньо швидко забруднюються залізом і іншими елементами та втрачають насичуючу спроможність. Використання для відновлення бору хімічно-активних металів, що мають більш високу енергію утворення окису, ніж бор підвищує насичуючу спроможність розплаву, але процес насичення у даному випадку потребує детальнішої проробки концентрації та складу речовин, що впливають не технологічність процесу та забруднення навколишнього середовища. Відомий спосіб підвищення насичуючої здатності електроліту [2], який включає борування в електроліті, попередньо активованого шляхом пропускання постійного електричного струму 2 щільністю 1,2-2 А/см при напрузі 30-70 В. Проте цей засіб застосовували тільки для водних розчинів електроліту, температура нагріву якого не перевищує 100 °C. Найбільш близьким до заявленого є спосіб термообробки борованих виробів [3], що включає ізотермічну витримку при температурі 900-950 °C борованих деталей в розплаві 2 боратів, який активують пропусканням через нього струму щільністю 0,01-0,03 А/см . За час відпалу борованого виробу з вуглецевих та низьколегованих сталей у активованому вказаним способом розплаві глибина високо твердої, крихкої фази FeB збільшується в 1,5-2 рази. Недоліками цього способу є збільшення крихкої фази, ускладнення технологічного процесу борування. Задачею корисної моделі є вдосконалення мало енергоємних способів насичення поверхні сталевих виробів та інтенсифікація процесу насичення при ХТО. Поставлена задача вирішується тим, що в способі рідинного борування сталевих виробів, що включає ізотермічну витримку в розплаві боратів новим є те, що процес насичення здійснюють в розплаві бури, 2 попередньо активованому пропусканням електричного струму щільністю 0,1-1,25 А/см впродовж 40-60 годин. У способі, що заявляться, процес насичення сталевих деталей бором здійснюється у розплаві бури при температурі 800-900 °C, через який попередньо пропускали електричний 2 струм щільністю 0,1-1,25 А/см впродовж 40-60 годин. При цьому склад структури бури змінювався з утворенням модифікацій кристалогідратів, а також борвмісних сполук, розклад яких супроводжувався виділенням активного бору. За хімічним аналізом проб бури впродовж її проробки пропусканням електричного струму спостерігали відносне збільшення концентрації бору від 20,2 % на початку проробки розплаву до 21,6 % наприкінці проробки. Збільшення концентрації бору супроводжується підвищенням насичуючої спроможності розплаву бури, яка оцінюється відносною глибиною дифузійної зони та дорівнює відношенню глибини боридного шару, отриманого при рідинному насиченні до величини, отриманої при електролізному бору ванні. Коливання показника реальної активності насичуючого середовища впродовж його проробки від 0,41 до 0, 83 свідчить про те, що склад насичуючого середовища змінюється впродовж часу проробки. За результатами ретгеноструктурного аналізу проб бури у склуватому стані переважно присутня п'ятиводна бура Na2B4O7•5H2O, а в кристалічному стані безводна бура Na2B4O7 з модифікаціями. Кількість кристалічних включень безводної бури в пробах збільшується після 30 годин проробки розплаву і додатково містять сполуки NaBO 2, Fe2B2O5, FeB, Fe2B, Fe7C3. Проробка розплаву бури впродовж від 18-20 до 40-50 годин спричиняє переважно монолітний склуватий стан бури, до складу якої окрім Na 2B4O7•5H2O входять сполуки заліза FeB4O7•0,8H2O та сліди карбіду бору В23С. 1 UA 96419 U 5 10 15 20 25 30 35 40 45 50 В заявленому способі насичуюча спроможність розплаву бури впливає на глибину боридного шару. Активація розплаву бури пропусканням електричного струму щільністю 0,12 1,25 А/см дозволила за 2,5 години сформувати на поверхні сталевих зразків шар боридів заліза товщиною 80-100 мкм. Результати металографічного аналізу для рідинного борування (креслення) вказують на існування максимальної точки насичення, що відповідає часу проробки електроліту 40-60 годин з моменту розплавлення бури. Далі насичуюча спроможність падає. Це пов'язано з накопиченням в розплаві домішок, які накопичувалися скоріше, ніж осідали на дно ванни. При обробці розплаву бури пропусканням електричного струму робочій електроліт представляє собою буру зі зміненою структурою та включеннями бормістячих сполук, насичуюча спроможність якої зростає і дозволяє отримувати боридні покриття при мало енергоємних та мало затратних процесах борування. Заявлений спосіб здійснюється таким чином. Приклад 1 Виріб із сталі 20 очищували від жиру, кріпили до оснащення, занурювали в розплав бури, 2 попередньо активований струмом щільністю 0,1-1,25 А/см впродовж 50 годин при температурі розплаву 900 °C, на 2,5 години безелектролізного борування при струмі захисту тигля 80 А. Далі сталеві вироби охолоджували на повітрі і відмивали у воді при температурі 90-100 °C. В результаті насичення на поверхні сталевого виробу утворився боридний шар загальною товщиною 100 мкм та товщиною монобориду 37 мкм. Приклад 2 Виріб із сталі 20 очищували від жиру, кріпили до оснащення, занурювали в розплав бури, 2 попередньо активований струмом щільністю 0,08 А/см впродовж 40 годин при температурі розплаву 900 °C, на 2,5 години безелектролізного борування при струмі захисту тигля 80 А. Далі сталеві вироби охолоджували на повітрі і відмивали у воді при температурі 90-100 °C. В результаті насичення на поверхні сталевого виробу утворився боридний шар загальною товщиною 68 мкм та товщиною монобориду 29 мкм. Приклад 3 Виріб із сталі 20 очищували від жиру, кріпили до оснащення, занурювали в розплав бури, 2 попередньо активований струмом щільністю 0,08/см впродовж 30 годин при температурі розплаву 900 °C, на 2,5 години безелектролізного борування при струмі захисту тигля 80 А. Далі сталеві вироби охолоджували на повітрі і відмивали у воді при температурі 90-100 °C. В результаті насичення на поверхні сталевого виробу утворився боридний шар загальною товщиною 50 мкм та товщиною монобориду 12 мкм. Хімічний аналіз проб бури проводили за методикою ЦЗЛ Новомосковського трубного заводу. Рентгеноструктурний аналіз проб бури проводили на дифрактометрі ДРОН-2 в кобальтовому випромінюванні. Металографічний аналіз отриманих зразків проводили за допомогою мікроскопу NEOPHOT-21. Отримане за заявленим способом покриття в порівнянні з прототипом має меншу за об'ємом крихку складову боридного шару, та товщину, тривалість утворення якої в 1,5-2 рази менша, ніж за прототипом. Крім того, на відміну від прототипу, покриття за заявленим способом не потребує додаткової обробки, що ускладнює процес отримання зносостійкого покриття. В способі, що заявляється, створено прості за рішенням малоенергоємні умови насичення, які дозволяють одержати на поверхні сталі боридне покриття за рахунок збільшення насичуючої спроможності розплаву. Застосування запропонованого способу технічно просте та можливе для реалізації на будьякій термічній ділянці інструментального виробництва. 1. Ворошнін Л.Г., Ляхович Л.С. Борування сталі. М.: Металургія.-1978. - С. 51-60. 2. Патент UA 43482. Спосіб борування алюмінію та його сплавів С23С 8/42 от 15.04.2004. Бюл. № 4. 3. Авторское свидетельство SU 499342. Способ термообработки борированных изделий С23С 9/10 от 15.01.1976. Бюл. № 2. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Спосіб рідинного борування сталевих виробів, що включає борування в розплаві бури, активованому пропусканням струму, при 900 °C, який відрізняється тим, що рідинне борування здійснюють в розплаві бури, попередньо активованому пропусканням електричного струму 2 щільністю 0,1-1,25А/см впродовж 40-60 годин. 2 UA 96419 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюFedorenkova Liubov Ivanivna, Mostovyi Volodymyr Ivanovych, Koliucha Valentyna Dmytrievna
Автори російськоюФедоренкова Любовь Ивановна, Мостовой Владимир Иванович, Колючая Валентина Дмитриевна
МПК / Мітки
МПК: C23C 8/40
Мітки: сталевих, виробів, борування, спосіб, рідинного
Код посилання
<a href="https://ua.patents.su/5-96419-sposib-ridinnogo-boruvannya-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб рідинного борування сталевих виробів</a>
Склад порошку для борування сталевих та чавунних виробів
Номер патенту: 28726
Опубліковано: 16.10.2000
Автори: Барилович Леонід Павлович, Канарчук Вадім Євгенович, Ткачук Володимир Микитович
МПК: C23C 8/00
Мітки: сталевих, чавунних, виробів, склад, борування, порошку
Формула / Реферат:
Склад порошку для борування сталевих і чавунних виробів, який вміщує технічний карбід бору, буру, який відрізняється тим, що він додатково містить фтористий літій при наступному співвідношенні компонентів, мас. %: Карбід бору 72,5...77,5 Бура 12,5...17,5 Фтористий літій 7,5...12,5
Спосіб борування сталевих виробів та склад для його здійснення
Номер патенту: 105769
Опубліковано: 25.06.2014
Автори: Федоренкова Любов Іванівна, Спиридонова Ірина Михайлівна, Мостовий Володимир Іванович, Колюча Валентина Дмитрієвна
МПК: C23C 8/70, C21D 1/72, C21D 1/74
Мітки: виробів, спосіб, сталевих, здійснення, склад, борування
Формула / Реферат:
1. Спосіб борування сталевих виробів, що включає борування в контейнерах з нагрівом та витримкою в дві стадії, який відрізняється тим, що першу стадію борування здійснюють впродовж 3-4 годин при температурі 880-920 °С, після чого розпочинають другу стадію, підіймаючи температуру до 980-1020 °С і витримують при ній вироби впродовж 0,5-1,5 години.2. Склад для здійснення борування за п. 1, який містить карбід бору, окисел нікелю, який...
Спосіб борування сталевих виробів
Номер патенту: 102394
Опубліковано: 10.07.2013
Автори: Спиридонова Ірина Михайлівна, Федоренкова Любов Іванівна, Мостовий Володимир Іванович, Колюча Валентина Дмитрієвна
МПК: C23C 8/70
Мітки: борування, виробів, сталевих, спосіб
Формула / Реферат:
Спосіб борування сталевих виробів, що включає борування з нагрівом та витримкою в дві стадії в суміші для борування, що містить компоненти бору та молібдену, який відрізняється тим, що першу стадію борування здійснюють впродовж 2-4 годин при температурі 900-950 °С, після чого розпочинають другу стадію, підіймаючи температуру до 1020-1070 °С, і витримують при ній вироби впродовж 0,5-1,5 години в порошковій суміші, що додатково містить карбід...
Спосіб борування сталевих виробів та склад для його здійснення
Номер патенту: 102511
Опубліковано: 25.07.2013
Автори: Спиридонова Ірина Михайлівна, Федоренкова Любов Іванівна, Мостовий Володимир Іванович, Колюча Валентина Дмитрієвна
МПК: C21D 1/74, C23C 8/68, C23C 8/70
Мітки: виробів, борування, склад, спосіб, сталевих, здійснення
Формула / Реферат:
1. Спосіб борування сталевих виробів, що включає борування в контейнерах з нагрівом та витримкою в дві стадії, який відрізняється тим, що для борування використовують склад, який містить триоксид молібдену МоО3, при цьому першу стадію борування здійснюють впродовж 3-4 годин при температурі 920-950 °С, після чого розпочинають другу стадію, підіймаючи температуру до 1000-1050 °С і витримують при ній вироби впродовж 0,2-1,0 години.2....
Склад для борування сталевих виробів
Номер патенту: 106675
Опубліковано: 25.09.2014
Автори: Шаптала Оксана Станіславівна, Колюча Валентина Дмитрієвна, Мостовий Володимир Іванович, Федоренкова Любов Іванівна, Мамотенко Оксана Андріївна, Спиридонова Ірина Михайлівна
МПК: C23C 8/70
Мітки: борування, виробів, сталевих, склад
Формула / Реферат:
Склад для борування сталевих виробів, що містить карбід бору, карбонат натрію, деревновугільний карбюризатор, який відрізняється тим, що додатково містить фторид натрію та відпрацьований боризатор в наступній кількості, мас. %: карбід бору 5-20 фторид натрію 1-2 карбонат натрію 2-3 деревновугільний карбюризатор ...
Попередній патент: Спосіб електричних перевірок космічного апарата
Наступний патент: Пристрій для очистки та центрування стрічки конвеєра
Випадковий патент: Пристрій для приготування кормових засобів