Брикет для виплавки сталі та спосіб виробництва брикету
Номер патенту: 109396
Опубліковано: 25.08.2015
Автори: Петренко Віталій Олександрович, Поспєлкін Дмитро Леонідович, Бойченко Борис Михайлович, Чмирков Кирило Федорович, Бондарев Гліб Вікторович, Пер'єль Олександр Віталійович, Чмирков Олег Федорович, Ганжа Віктор Микитович


Формула / Реферат
1. Брикет для виплавки сталі, що включає залізовмісні порошкоподібні шихтові матеріали, що містять окалину та сполучний матеріал, який відрізняється тим, що він додатково містить шлам, а як сполучний матеріал застосовані цемент і глина при наступному співвідношенні компонентів, мас. %:
окалина
60-70
шлам
15-20
цемент
10-12
глина
5-8.
2. Спосіб виробництва брикету для виплавки сталі за п. 1, який включає перемішування шихтових матеріалів та сполучних матеріалів, формування брикету за допомогою пресування одержаної суміші, який відрізняється тим, що перемішування виконують при додаванні води в кількості 2,8-3,5 мас. %, причому пресування спочатку супроводжують тисненням при тиску 100-120 кгс/см2, а потім двома ударами, з наступним вилежуванням готових брикетів на відкритому повітрі протягом 5 діб або сушінням при температурі 90-110 °С протягом 22-26 годин, після чого брикети поливають водяним душем протягом 10 хвилин кожні 2 години впродовж 8 годин, при цьому оптимальна тривалість витримки брикетів від зміцнення до надходження в сталеплавильний агрегат становить не менше 5-ти діб.
Текст
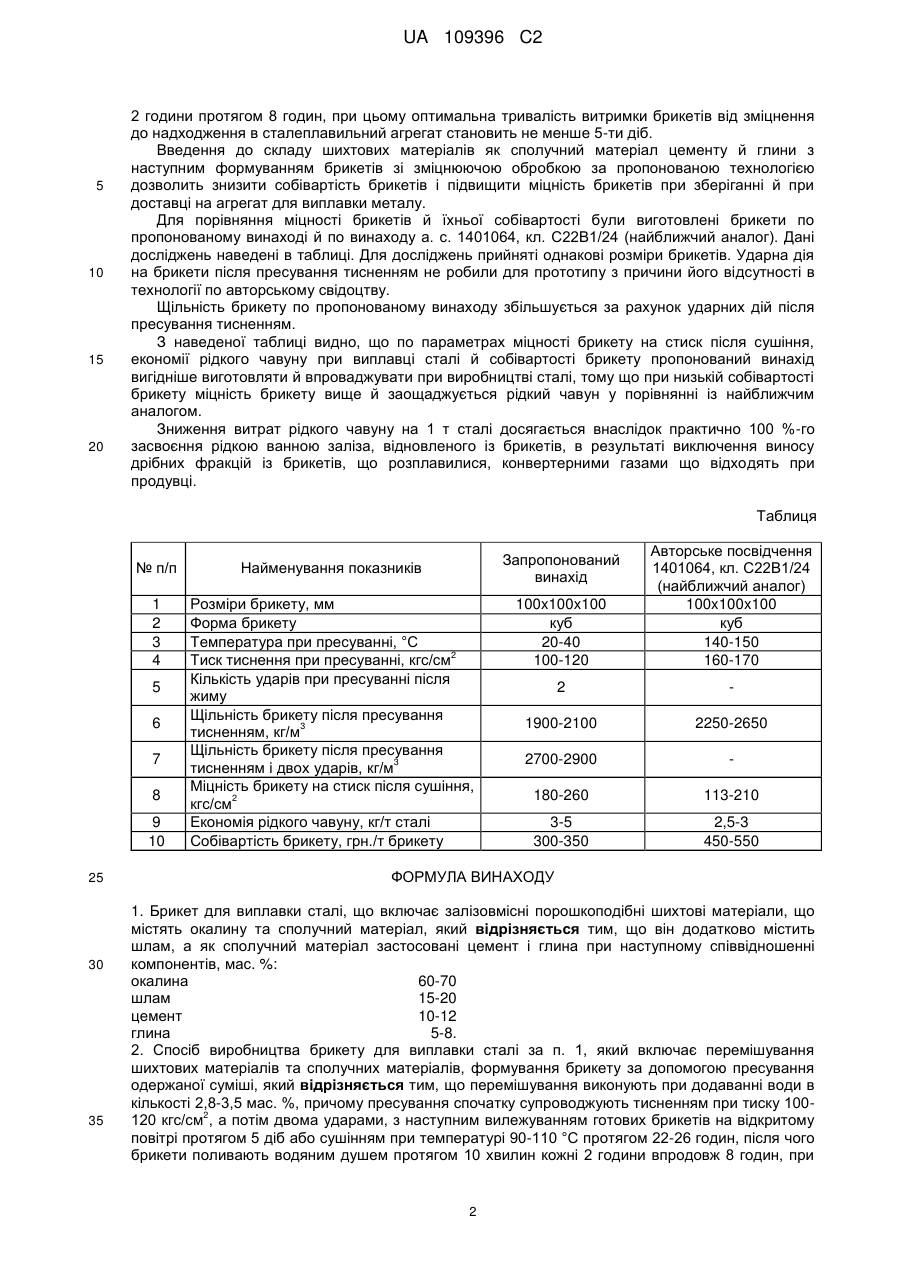
Реферат: Винахід належить до чорної металургії. Для підвищення міцності брикетів при зберіганні та у процесі доставки на агрегат для виплавки металу при забезпеченні низької собівартості брикетів і виплавлюваної сталі, брикет містить, мас. %: окалину 60-70 шлам 15-20 цемент 10-12 глину 5-8. Крім того, заявлено спосіб одержання вказаного брикету. UA 109396 C2 (12) UA 109396 C2 UA 109396 C2 5 10 15 20 25 30 35 40 45 Винахід належить до чорної металургії, зокрема, до підготовки шихтових матеріалів і може бути використаний при виплавці сталі. Відома шихта для виробництва вуглецевмісних залізорудних брикетів [авторське свідоцтво СРСР № 1546506, кл. С22В1/24, опубліковане 28.02.90], що включає при наступному співвідношенні компонентів, мас. %: шлами металургійних 70-95 виробництв колошниковий пил 5-30. Аналог способу збігається із пропонованим винаходом у перемішуванні шихтових матеріалів і формуванні брикетів за допомогою пресування шихтових матеріалів. Відомий спосіб виготовлення брикету для виплавки сталі [авторське свідоцтво СРСР № 1546506, кл. С22В1/24, опубліковане 28.02.90] що включає перемішування шихтових матеріалів при 875 °С протягом 60 хв., формування брикету за допомогою пресування шихтових матеріалів при 850 °С і тиску 110 МПа. Аналог шихти збігається із пропонованим винаходом по наявності шламів металургійних виробництв. До недоліків цього способу і шихти для виробництва брикетів належить низька міцність брикетів при зберіганні в процесі доставки на агрегат для виплавки металу і як наслідок цього наявність виносу дрібних фракцій із брикетів, що розплавилися, конверторними газами що відходять при продувці. Відомий брикет для основного сталеплавильного процесу, узятий за найближчий аналог [авторське свідоцтво СРСР № 1401064, кл. С22В1/24, опубліковане 07.06.88], що включає при наступному співвідношенні компонентів, мас. %: порошкоподібний пек 15-25 вугілля 5-10 промаслена прокатна інше. окалина Прототип брикету збігається із пропонованим винаходом по наявності окалини й сполучного матеріалу. Відомий спосіб виробництва брикету для виплавки стали, узятий за найближчий аналог [авторське свідоцтвоСРСР № 1401064, кл. С22В1/24, опубліковане 07.06.88], що включає перемішування шихтових матеріалів, потім нагрівання до 170-180 °С і пресування під тиском 2 160-170 кгс/см при температурі 140-150 °С. Найближчий аналог способу збігається із пропонованим винаходом у перемішуванні шихтових матеріалів і формуванні брикету за допомогою пресування шихтових матеріалів. До недоліків цього брикету для виплавки сталі й способу виробництва брикетів ставиться низька міцність брикетів при зберіганні, у процесі доставки на агрегат для виплавки металу і як наслідок цього наявність виносу дрібних фракцій із брикетів, що розплавилися, конверторними газами, що відходять при продувці, а також висока собівартість брикету. Поставлена задача полягає в підвищенні міцності брикетів при зберіганні, у процесі доставки на агрегат для виплавки металу й виключення виносу дрібних фракцій із брикетів, що розплавилися, конверторними газами що відходять, при продувці при забезпеченні низької собівартості брикетів і виплавлюваної сталі. Єдиний технічний задум комплексного винаходу полягає в дотриманні оптимальних режимів послідовних операцій, закладених у способі виробництва брикету для виплавки сталі у взаємній відповідності з даним складом брикету, що включає залізовмісні порошкоподібні шихтові матеріали й сполучні матеріали. Рішення поставленої задачі по брикету для виплавки сталі виконується тим, що як сполучний матеріал застосовані цемент і глина мелена при наступному співвідношенні компонентів, мас. %: окалина 60-70 шлам 15-20 цемент 10-12 глина 5-8. Рішення поставленої задачі по способу одержання брикету для виплавки сталі за вказаним вище співвідношенням компонентів виконують таким чином, що перемішування виконують при вологості маси 2,8-3,5 %, при цьому пресування спочатку супроводжують тисненням при тиску 2 100-120 кгс/см , а потім двома ударами з наступним вилежуванням готових брикетів на відкритому повітрі протягом 5 діб або сушінням при температурі 90-110 °С протягом 22-26 годин, після чого протягом доби брикети поливають водяним душем впродовж 10 хвилин кожні 1 UA 109396 C2 5 10 15 20 2 години протягом 8 годин, при цьому оптимальна тривалість витримки брикетів від зміцнення до надходження в сталеплавильний агрегат становить не менше 5-ти діб. Введення до складу шихтових матеріалів як сполучний матеріал цементу й глини з наступним формуванням брикетів зі зміцнюючою обробкою за пропонованою технологією дозволить знизити собівартість брикетів і підвищити міцність брикетів при зберіганні й при доставці на агрегат для виплавки металу. Для порівняння міцності брикетів й їхньої собівартості були виготовлені брикети по пропонованому винаході й по винаходу а. с. 1401064, кл. С22В1/24 (найближчий аналог). Дані досліджень наведені в таблиці. Для досліджень прийняті однакові розміри брикетів. Ударна дія на брикети після пресування тисненням не робили для прототипу з причини його відсутності в технології по авторському свідоцтву. Щільність брикету по пропонованому винаходу збільшується за рахунок ударних дій після пресування тисненням. З наведеної таблиці видно, що по параметрах міцності брикету на стиск після сушіння, економії рідкого чавуну при виплавці сталі й собівартості брикету пропонований винахід вигідніше виготовляти й впроваджувати при виробництві сталі, тому що при низькій собівартості брикету міцність брикету вище й заощаджується рідкий чавун у порівнянні із найближчим аналогом. Зниження витрат рідкого чавуну на 1 т сталі досягається внаслідок практично 100 %-го засвоєння рідкою ванною заліза, відновленого із брикетів, в результаті виключення виносу дрібних фракцій із брикетів, що розплавилися, конвертерними газами що відходять при продувці. Таблиця Найменування показників 1 2 3 4 Розміри брикету, мм Форма брикету Температура при пресуванні, °С 2 Тиск тиснення при пресуванні, кгс/см Кількість ударів при пресуванні після жиму Щільність брикету після пресування 3 тисненням, кг/м Щільність брикету після пресування 3 тисненням і двох ударів, кг/м Міцність брикету на стиск після сушіння, 2 кгс/см Економія рідкого чавуну, кг/т сталі Собівартість брикету, грн./т брикету 5 6 7 8 9 10 25 30 35 100x100x100 куб 20-40 100-120 Авторське посвідчення 1401064, кл. С22В1/24 (найближчий аналог) 100x100x100 куб 140-150 160-170 2 1900-2100 2250-2650 2700-2900 180-260 113-210 3-5 300-350 2,5-3 450-550 Запропонований винахід № п/п ФОРМУЛА ВИНАХОДУ 1. Брикет для виплавки сталі, що включає залізовмісні порошкоподібні шихтові матеріали, що містять окалину та сполучний матеріал, який відрізняється тим, що він додатково містить шлам, а як сполучний матеріал застосовані цемент і глина при наступному співвідношенні компонентів, мас. %: окалина 60-70 шлам 15-20 цемент 10-12 глина 5-8. 2. Спосіб виробництва брикету для виплавки сталі за п. 1, який включає перемішування шихтових матеріалів та сполучних матеріалів, формування брикету за допомогою пресування одержаної суміші, який відрізняється тим, що перемішування виконують при додаванні води в кількості 2,8-3,5 мас. %, причому пресування спочатку супроводжують тисненням при тиску 1002 120 кгс/см , а потім двома ударами, з наступним вилежуванням готових брикетів на відкритому повітрі протягом 5 діб або сушінням при температурі 90-110 °С протягом 22-26 годин, після чого брикети поливають водяним душем протягом 10 хвилин кожні 2 години впродовж 8 годин, при 2 UA 109396 C2 цьому оптимальна тривалість витримки брикетів сталеплавильний агрегат становить не менше 5-ти діб. від зміцнення до надходження Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3 в
ДивитисяДодаткова інформація
Автори англійськоюBoichenko Borys Mykhailovych, Petrenko Vitalii Oleksandrovych, Hanzha Viktor Mykytovych, Pospielkin Dmytro Leonidovych
Автори російськоюБойченко Борис Михайлович, Петренко Виталий Александрович, Ганжа Виктор Никитич, Поспелкин Дмитрий Леонидович
МПК / Мітки
МПК: C22B 1/24, C22B 1/243, C22B 1/242
Мітки: брикету, брикет, виробництва, сталі, спосіб, виплавки
Код посилання
<a href="https://ua.patents.su/5-109396-briket-dlya-viplavki-stali-ta-sposib-virobnictva-briketu.html" target="_blank" rel="follow" title="База патентів України">Брикет для виплавки сталі та спосіб виробництва брикету</a>
Брикет для виплавки сталі

Номер патенту: 77756
Опубліковано: 25.02.2013
Автори: Поспєлкін Дмитро Леонідович, Чмирков Кирило Федорович, Чмирков Олег Федорович, Петренко Віталій Олександрович, Сокур Юлія Іванівна, Ганжа Віктор Микитович
МПК: C22B 1/24
Мітки: брикет, виплавки, сталі
Формула / Реферат:
Брикет для виплавки сталі, що містить залізовмісний порошкоподібний шихтовий матеріал у вигляді окалини прокатної й сполучних матеріалів, що складаються з вапна, кремнезему й глинозему, який відрізняється тим, що як сполучний й відновлювальний матеріал додатково введено порошок карбіду кремнію при наступному співвідношенні компонентів, мас. %: окалина прокатна 40-46 порошок карбіду кремнію...
Брикет для прямої виплавки сталі
Номер патенту: 46133
Опубліковано: 10.12.2009
Автор: Павлушин Олександр Григорович
МПК: C22B 7/04
Мітки: виплавки, прямої, сталі, брикет
Формула / Реферат:
Брикет для прямої виплавки сталі, що містить відходи переробки відвальних сталеплавильних шлаків дрібної фракції із вмістом Fезагальн. не менше 65 %, портландцемент і воду, який відрізняється тим, що він додатково містить відходи переробки відвальних сталеплавильних шлаків середньої фракції із вмістом Fезагальн. не менше 65 % і подрібнену металеву стружку, при цьому компоненти брикету узяті в наступному співвідношенні мас. %: відходи...
Шлакоутворюючий брикет для виплавки сталі
Номер патенту: 69840
Опубліковано: 15.09.2004
Автори: Лещенко Єгор Миколайович, Белік Віктор Миколайович, Прахнін Вячеслав Леонідович, Ткачев Василь Миколайович, Мастицький Анатолій Іванович, Комар Сергій Михайлович, Цимбой Олександр Васильович, Годинський Олександр Анатольович, Климанчук Владислав Владиславович
МПК: C21C 5/54
Мітки: виплавки, шлакоутворюючий, сталі, брикет
Формула / Реферат:
Шлакоутворюючий брикет для виплавки сталі щільністю 1500...5000 кг/м3, що включає шлак виробництва вторинного алюмінію і зв'язуючу речовину, який відрізняється тим, що брикет додатково містить вуглецевмісний матеріал з концентрацією вуглецю 60...90 %, а як зв'язуюче брикет містить смолу кам'яновугільну препаровану з умовною в'язкістю 25...50 с в інтервалі температур 60...80 °С при наступному співвідношенні компонентів, мас. час.,...
Брикет для виплавки сталі

Номер патенту: 20825
Опубліковано: 15.02.2007
Автори: Павлюченков Олег Ігоревич, Стовпченко Ганна Петрівна, Бродський Олександр Сергійович, Петренко Андрій Володимирович, Василенко Сергій Іванович
МПК: C22B 1/24
Мітки: виплавки, сталі, брикет
Формула / Реферат:
Брикет для виробництва сталі, що містить залізовмісний матеріал і флюсуючу добавку, який відрізняється тим, що як залізовмісний матеріал містить магнітну фракцію сталеплавильних основних шлаків фракцією не більше 10 мм, як флюсуючу добавку - ставролітовий концентрат і шлакопортландцемент, а також останній і як зв'язуюче, при наступному співвідношенні компонентів, мас. %: магнітна фракція сталеплавильних основних ...
Спосіб виготовлення брикетів для виплавки сталі
Номер патенту: 61866
Опубліковано: 17.11.2003
Автори: Серветник Віталій Михайлович, Вавілов Олександр Федорович, Романченко Валерій Леонідович, Мальчіков Костянтин Віталійович
МПК: C22B 1/24
Мітки: спосіб, сталі, виплавки, виготовлення, брикетів
Формула / Реферат:
1. Спосіб виготовлення брикетів для виплавки сталі, що включає завантаження суміші із твердих дисперсних залізовмісних, шлакоутворюючих і вуглецевмісних матеріалів в матрицю преса та брикетування, який відрізняється тим, що брикетування здійснюють в замкнутому об'ємі в оболонці із синтетичних полімерних матеріалів.2. Спосіб по п. 1, який відрізняється тим, що оболонку виготовляють із заліза.3. Спосіб по п. 1, який відрізняється...