Пристрій для електронно-променевої обробки виробів
Номер патенту: 109826
Опубліковано: 12.09.2016
Автори: Голуб Микола Васильович, Мацепа Сергій Михайлович, Канашевич Георгій Вікторович, Губар Євген Якович
Формула / Реферат
Пристрій для електронно-променевої обробки виробів, який включає в себе піч нагріву і піч охолодження виробів, розташовані симетрично відносно електронної гармати, на одній прямій паралельно траєкторії руху виробів і можуть працювати незалежно в різних температурних режимах, та теплові екрани печей, які захищають електронну гармату від температурного впливу нагрівачів, який відрізняється тим, що в піч охолодження, температура якої задається в межах 300K…Tg K, додатково введено притискуючий ролик, який забезпечує розділення пластин товщиною до 2 мм на окремі елементи прямокутної чи квадратної форми за рисками, які попередньо нанесені механічним різцем або іншим способом на поверхню, протилежну тій, яка обробляється електронним потоком.
Текст
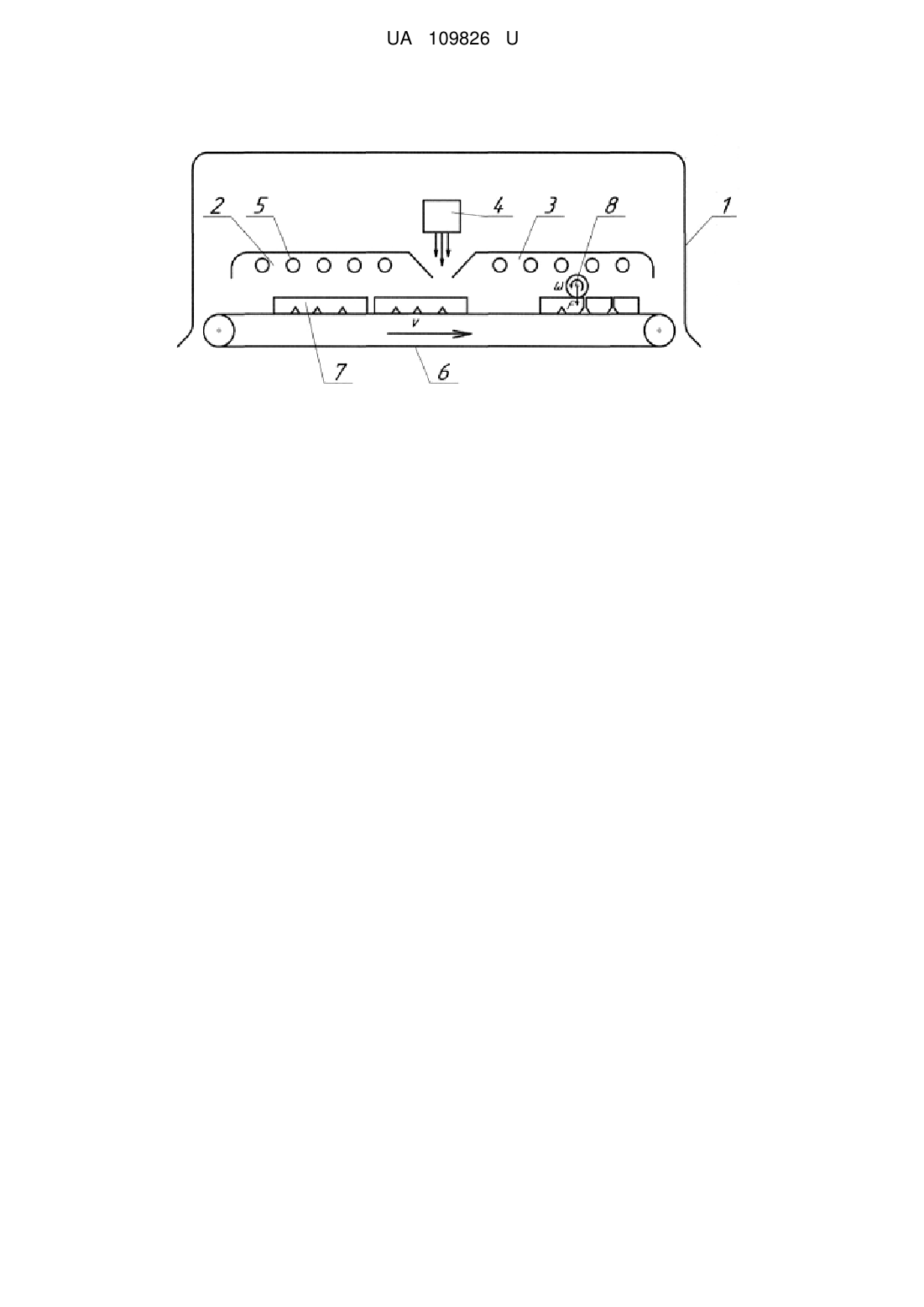
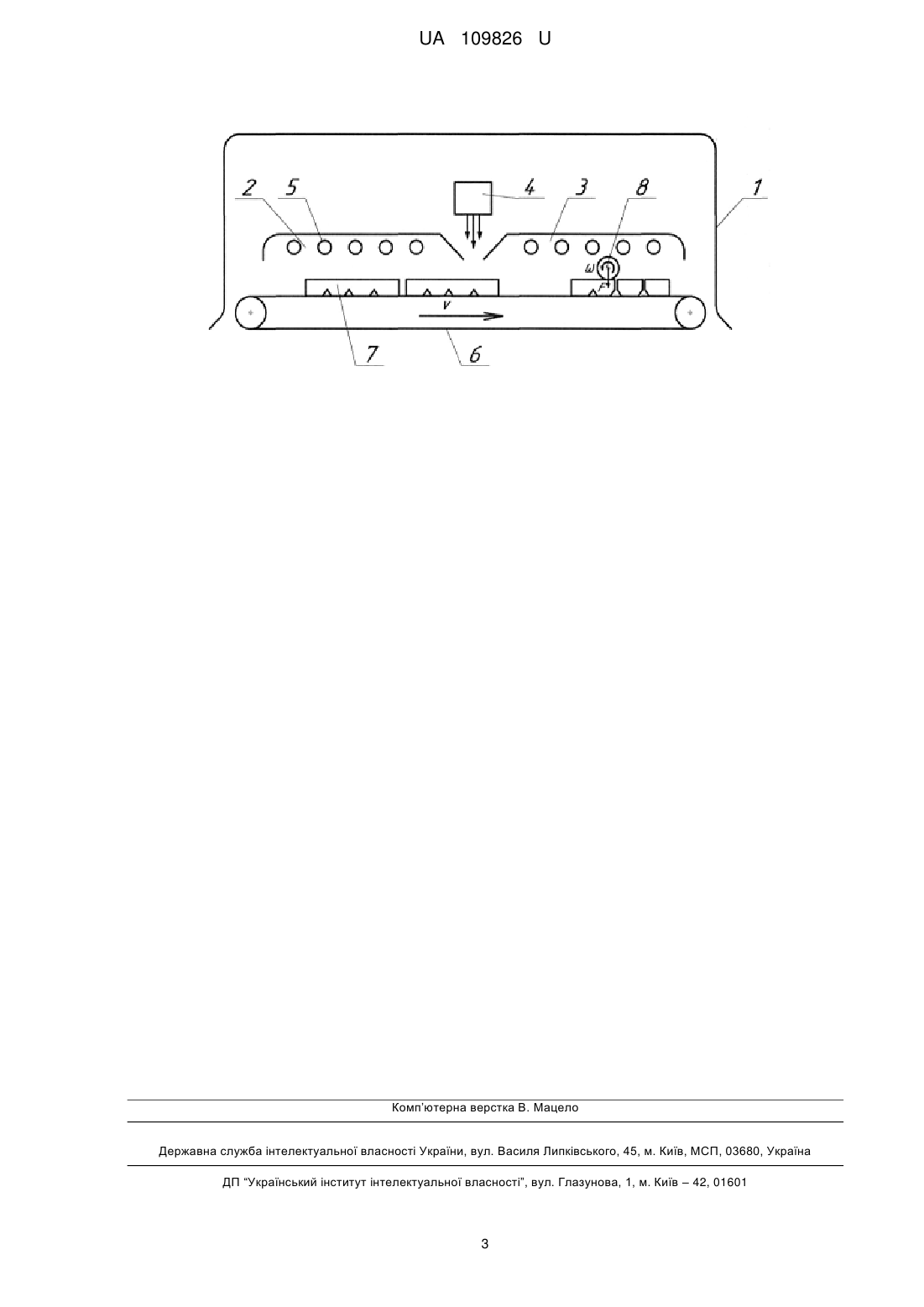
Реферат: Пристрій для електронно-променевої обробки виробів включає в себе піч нагріву і піч охолодження виробів, розташовані симетрично відносно електронної гармати, на одній прямій паралельно траєкторії руху виробів і можуть працювати незалежно в різних температурних режимах, та теплові екрани печей, які захищають електронну гармату від температурного впливу нагрівачів. В піч охолодження, температура якої задається в межах 300 K…T g K, додатково введено притискуючий ролик, який забезпечує розділення пластин товщиною до 2 мм на окремі елементи прямокутної чи квадратної форми за рисками, які попередньо нанесені механічним різцем або іншим способом на поверхню, протилежну тій, яка обробляється електронним потоком. UA 109826 U (54) ПРИСТРІЙ ДЛЯ ЕЛЕКТРОННО-ПРОМЕНЕВОЇ ОБРОБКИ ВИРОБІВ UA 109826 U UA 109826 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до електронно-променевої техніки і технології і може використовуватися при розробці установок для обробки поверхонь виробів зі скла електронним пучком з попереднім нагрівом і охолодженням виробів у вакуумі та розділення скляних пластин на окремі елементи квадратної чи прямокутної форми. Відомий пристрій для електронно-променевої обробки виробів [1], який має встановлену у вакуумній камері рухому електронну гармату із стрічковою формою пучка, піч попереднього нагріву і охолодження виробів, яка складається з нагріваючих елементів та багатошарових теплових екранів. При цьому електронна гармата встановлюється всередині теплових екранів, а привід її переміщення розташовано у щілині екранів, яка виконана з додатковими шторками. Недоліком цього пристрою є те, що він не забезпечує рівномірного попереднього нагріву і охолодження виробів, у зв'язку з тим, що механізм руху виробів побудовано по круговій системі обертання і при виході на позицію для електронно-променевої обробки температура виробу зменшується, що може призвести до непередбачуваного руйнування виробів товщиною до 2 мм від залишкових термічних напружень, які внесені електронно-променевою обробкою. Найбільш близьким за технологічною суттю до запропонованої корисної моделі є пристрій для електронно-променевої обробки виробів [2], який забезпечує незалежний процес нагріву та охолодження виробів при обробці їх поверхонь стрічковим електронним потоком і виключає їх руйнування від залишкових термічних напружень, які внесені в поверхню виробу в результаті електронно-променевої обробки. Недоліком цього пристрою є те, що він не може забезпечити розділення виробів у вигляді пластин на окремі елементи квадратної чи прямокутної форми, використовуючи дію стрічкового електронного потоку. В основу корисної моделі поставлено задачу вдосконалення пристрою для електроннопроменевої обробки виробів з метою розширення існуючих технологічних можливостей електронно-променевих технологій шляхом використання термічного впливу електронного потоку для розділення пластин з аморфного крихкого матеріалу на окремі елементи квадратної чи прямокутної форми. Такий результат досягається, якщо одна сторона пластини обробляється електронним потоком, а на протилежній стороні механічним або іншим способом попередньо нанесені риски глибиною до 50 мкм, якими поверхня розмежовується на окремі елементи квадратної чи прямокутної форми. Технічне рішення досягається шляхом додаткового введення у піч охолодження притискуючого ролика, який виготовлений з нержавіючої сталі або кераміки, обертається з кутовою швидкістю ω і забезпечує механічний контакт з обробленою поверхнею. Швидкість обертання притискуючого ролика ω обумовлена швидкістю руху конвеєра V. Технічним результатом є розділення виробу по його товщині на окремі елементи в результаті сукупної дії стискуючих залишкових напружень, які виникають в поверхні виробу від термічного впливу стрічкового електронного потоку та додаткової механічної дії притискуючого, з силою F, ролика на цю поверхню. Стискуючі залишкові напруження після електронно-променевої обробки виникають у поверхневому шарі обробленої поверхні, внаслідок десорбції + + слабкозв'язаних елементів (наприклад, у силікатному склі десорбують іони Na , K ), що в свою чергу призводить до ущільнення структури поверхні та зменшення об'єму поверхневого шару в порівнянні з вихідним об'ємом поверхневого шару до електронно-променевої обробки [3]. Такі стискуючі напруження розподіляються вздовж поверхневого шару пластини зі сторони, яка оброблялася електронним потоком, та призводять до утворення розтягуючих напружень вздовж протилежної сторони пластини, на якій попередньо нанесені риски. Корисна модель пояснюється кресленням, на якому зображено пристрій для електроннопроменевої обробки виробів. Пристрій знаходиться у вакуумній камері 1 і складається з печі нагріву 2 і охолодження 3, електронно-променевої гармати 4, нагрівачів 5. На блоці транспортування 6 розташовані пластини 7, поверхня яких обробляється стрічковим електронним потоком, а на протилежній поверхні попередньо нанесені риски глибиною до 50 мкм. Після обробки поверхні стрічковим електронним потоком пластини переміщуються у піч охолодження 3, в якій на оброблену поверхню рухомої пластини додатково діє притискуючий ролик 8. Пристрій працює наступним чином. -2 -4 У вакуумній камері 1 створюють робочий вакуум 10 -10 Па. Перед електронно-променевою обробкою пластини скла 7 розташовуються в зоні печі попереднього нагріву 2 і розігріваються нагрівачами 5 до температури, меншої за температуру пластичної деформації. Нагрівачі 5 розташовані в печах попереднього нагріву і охолодження забезпечують рівномірний і однаковий за температурами нагрів пластин 7. Блок транспортування переміщує пластини для обробки їх поверхні стрічковим електронним потоком, який генерується гарматою 4. Товщина пластин не перевищує 2 мм. На протилежній стороні пластин, перед завантаженням в піч попереднього 1 UA 109826 U 5 10 15 20 25 30 35 40 45 нагріву, попередньо нанесені механічним або іншим способом риски глибиною до 50 мкм, якими поверхня розмежовується на окремі елементи квадратної чи прямокутної форми. Електроннопроменевий вплив на поверхню пластин повинен бути такого рівня, щоб не зруйнував при обробці самі пластини. При цьому температури на поверхні пластин в зоні обробки електронним потоком досягають значень 1123K…1323K, що забезпечує обробку поверхні пластини без утворення в ній рідкої фази матеріалу. Після електронно-променевої обробки пластини переміщуються в піч охолодження, температура якої задається в межах 300K… T g K. Нижній рівень температури відповідає кімнатній температурі і забезпечується повним відключенням ламп в печі охолодження, а верхній рівень температури є таким, який відповідає температурі попереднього нагріву матеріалу T g до електронно-променевої обробки (Tg - температура початку розм'якшення скла). Залишкові стискуючі термонапруження, які утворилися в поверхні пластин після електронно-променевої обробки в печі охолодження, будуть такими, що сприятимуть деформації пластини. При цьому сторона пластини, яка оброблялася електронним потоком, буде мати стискуючі напруження, а протилежна сторона буде знаходитися під впливом розтягуючих напружень, що може призвести до розколювання пластини по товщині за попередньо нанесеними рисками. Але для крихкого аморфного матеріалу, коли при охолодженні в'язкість матеріалу збільшується із зменшенням температури, в нашому випадку, по попередньо нанесених рисках для розділення пластини на окремі елементи вплив залишкових термонапружень не завжди буде вирішальним. Таким чином, в піч охолодження, температура якої задається в межах 300K…Tg K, додатково введено притискуючий ролик, який забезпечує розділення пластин товщиною до 2 мм на окремі елементи прямокутної чи квадратної форми за рисками, які попередньо нанесені механічним різцем або іншим способом на поверхню, протилежну тій, яка обробляється електронним потоком. Це технічне рішення дозволяє розширити існуючі технологічні можливості електронно-променевих технологій. Перевагами даного пристрою над прототипом є: 1) додатково внесений в піч охолодження притискуючий ролик призводить до розширення технологічних можливостей існуючих пристроїв для електронно-променевої обробки, а саме забезпечується розділення пластин товщиною до 2 мм на окремі елементи прямокутної та квадратної форми, якщо на стороні, протилежній електронно-променевій обробці, механічним або іншим способом попередньо нанесені риски глибиною до 50 мкм, якими задаються розміри цих елементів; 2) сукупна дія термічного впливу електронного потоку, печі охолодження та механічного впливу рухомого притискуючого ролика забезпечує можливість керування процесом розділення пластин на окремі елементи. Пристрій для електронно-променевої обробки виробів може бути використаний для термічної поверхневої електронно-променевої обробки пластини з оптичних матеріалів (скло, кераміка) та їх розділення на окремі елементи при розробці технологій оптики, мікрооптики, інтегральної оптики. Джерела інформації: 1. Авторское свидетельство СССР № 1711627, кл. H01J37/305 7 2. Пат. 4752 Україна, МПК С03В29/00, Η 01TJ37/305. Пристрій для електронно-променевої обробки виробів /Г.В. Канашевич, М.О. Бондаренко, М.П. Рудь, В.А. Ващенко, І.В. Яценко; - № 2004021238; заявл. 20.02.2004; опубл. 15.02.2005, Бюл. № 2, 2005 р. - 2 с. 3. Канашевич Г.В. Перспективи використання поверхневої електронно-променевої обробки оптичного і технічного скла /Канашевич Г.В., Голуб М.В., Антонюк B.C., Слепцов В.Ф. //Вісник НТУУ "КПІ". Секція Приладобудування. Вип. 47 (1). 2014, с. 127-136. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Пристрій для електронно-променевої обробки виробів, який включає в себе піч нагріву і піч охолодження виробів, розташовані симетрично відносно електронної гармати, на одній прямій паралельно траєкторії руху виробів і можуть працювати незалежно в різних температурних режимах, та теплові екрани печей, які захищають електронну гармату від температурного впливу нагрівачів, який відрізняється тим, що в піч охолодження, температура якої задається в межах 300 K…Tg K, додатково введено притискуючий ролик, який забезпечує розділення пластин товщиною до 2 мм на окремі елементи прямокутної чи квадратної форми за рисками, які попередньо нанесені механічним різцем або іншим способом на поверхню, протилежну тій, яка обробляється електронним потоком. 2 UA 109826 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C03B 29/00, H01J 37/305
Мітки: електронно-променевої, пристрій, обробки, виробів
Код посилання
<a href="https://ua.patents.su/5-109826-pristrijj-dlya-elektronno-promenevo-obrobki-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електронно-променевої обробки виробів</a>
Пристрій для електронно-променевої обробки виробів
Номер патенту: 4752
Опубліковано: 15.02.2005
Автори: Рудь Максим Петрович, Ващенко Вячеслав Андрійович, Канашевич Георгій Вікторович, Яценко Ірина В'ячеславівна, Бондаренко Максим Олексійович
МПК: C03B 29/00, H01J 37/305
Мітки: виробів, обробки, пристрій, електронно-променевої
Формула / Реферат:
Пристрій для електронно-променевої обробки виробів, який вміщує електронну гармату з приводом, а також теплові екрани з нагріваючими елементами і блок транспортування виробів, який відрізняється тим, що піч нагріву і піч охолодження виробів розташовані симетрично відносно електронної гармати, на одній прямій паралельно траєкторії руху виробів і можуть працювати незалежно в різних температурних режимах, а теплові екрани печей захищають...
Пристрій для електронно-променевого полірування виробів
Номер патенту: 109084
Опубліковано: 10.08.2016
Автори: Канашевич Георгій Вікторович, Шматков Валерій Юрійович, Дмитренко Петро Петрович, Голуб Микола Васильович, Мацепа Сергій Михайлович
МПК: H01J 37/30, C23C 14/30
Мітки: пристрій, електронно-променевого, виробів, полірування
Формула / Реферат:
Пристрій для електронно-променевого полірування виробів, що містить вертикально розташований ниткоподібний катод електронно-променевої гармати, блок завантаження виробів, які складають співвісну концентричну систему з можливістю обертання навколо осі, який відрізняється тим, що ниткоподібний катод електронно-променевої гармати залишається нерухомим, а прикатодний електрод і анод, які коструктивно з'єднані між собою, обертаються навколо...
Пристрій для електронно-променевого полірування виробів
Номер патенту: 4177
Опубліковано: 17.01.2005
Автори: Рудь Максим Петрович, Яценко Ірина В'ячеславівна, Бойко Володимир Петрович, Бондаренко Максим Олексійович, Ващенко Вячеслав Андрійович, Канашевич Георгій Вікторович, Коваленко Юрій Іванович
МПК: C03B 29/00, H01J 37/305
Мітки: електронно-променевого, пристрій, виробів, полірування
Формула / Реферат:
Пристрій для електронно-променевого полірування виробів містить ниткоподібний катод електронної гармати і блок завантаження виробів, встановлений з можливістю обертання, який відрізняється тим, що в пристрій додатково введено випарник, що забезпечує нанесення тонких металевих плівок на поверхню оптичного матеріалу, після чого поверхня полірується стрічковим електронним потоком з одночасним вплавленням металевої плівки.
Спосіб контролю за подачею струму для електронного променя електронно-променевої гармати, джерело живлення електронного променя електронно-променевої гармати та пристрій для осадження
Номер патенту: 112404
Опубліковано: 12.09.2016
Автори: Джеймс В. Ніл, Рябенко Сергій І., Кірушко Володимир В.
МПК: C23C 14/30, C23C 14/24, H01J 37/075, C23C 14/54
Мітки: живлення, джерело, спосіб, пристрій, контролю, електронного, електронно-променевої, осадження, гармати, променя, струму, подачею
Формула / Реферат:
Спосіб контролю за подачею струму для електронного променя електронно-променевої гармати, у якому: встановлюють задане значення рівня високої напруги для виходу високовольтного джерела живлення електронного променя;встановлюють задане значення струму електронного променя;встановлюють задане значення струму для волоска розжарювання катода;відстежують вихідну напругу високовольтного джерела живлення...
Спосіб електронно-променевої плавки титанової губки

Номер патенту: 36274
Опубліковано: 16.04.2001
Автори: Чайка Микола Васильович, ДЕРЕЧА Олександр Якович, Семенов Генадій Степанович, Смітюх Григорій Євдокимович
МПК: C22B 9/22
Мітки: плавки, титанової, електронно-променевої, спосіб, губки
Формула / Реферат:
Спосіб електронно-променевої плавки титанової губки, який включає подання губки у коробі, електронно-променевий нагрів і плавлення її в проміжну ємкість, злив рідкого металу в кристалізатор та формування зливка в ньому, який відрізняється тим, що плавлення ведуть безперервно, формуючи дві чи більше паралельні зони нагріву на поверхні губки розгорткою електронного променя по всій ширині короба, при цьому потужність нагріву кожної зони на 30%...
Попередній патент: Інерційний віброзбудник
Наступний патент: Система контролю внеску енергії і сигналізування неполадок в масиві фотоелектричних модулів
Випадковий патент: Спосіб автоматичного управління процесом пастеризації фруктового наповнювача