Спосіб автоматичного управління процесом пастеризації фруктового наповнювача
Номер патенту: 61149
Опубліковано: 11.07.2011
Автори: Плєвє Олександр Георгійович, Хуторний Віктор Іванович
Формула / Реферат
Спосіб автоматичного управління процесом пастеризації фруктового наповнювача, який включає вимірювання температур продукту у секціях пастеризатора та регулювання цих температур зміною подачі гріючої пари в оболонки відповідних секцій нагріву, який відрізняється тим, що для компенсації впливу другої секції на температуру продукту у першій та третій секціях, корегують завданням регулятора температури у першій та третій секціях при зміні положення клапану подачі пари у другу секцію, причому передатні функції відповідних корегуючих зв'язків встановлюють відповідно до принципу автономності каналів регулювання
U2-Тпаст1:
![]() , і
, і
U2-Тпаст3:
![]() ,
,
та передатних функцій моделей перехресних зв'язків між положенням клапану подачі пари у другу секцію та температурою продукту у першій та третій секціях.
Текст
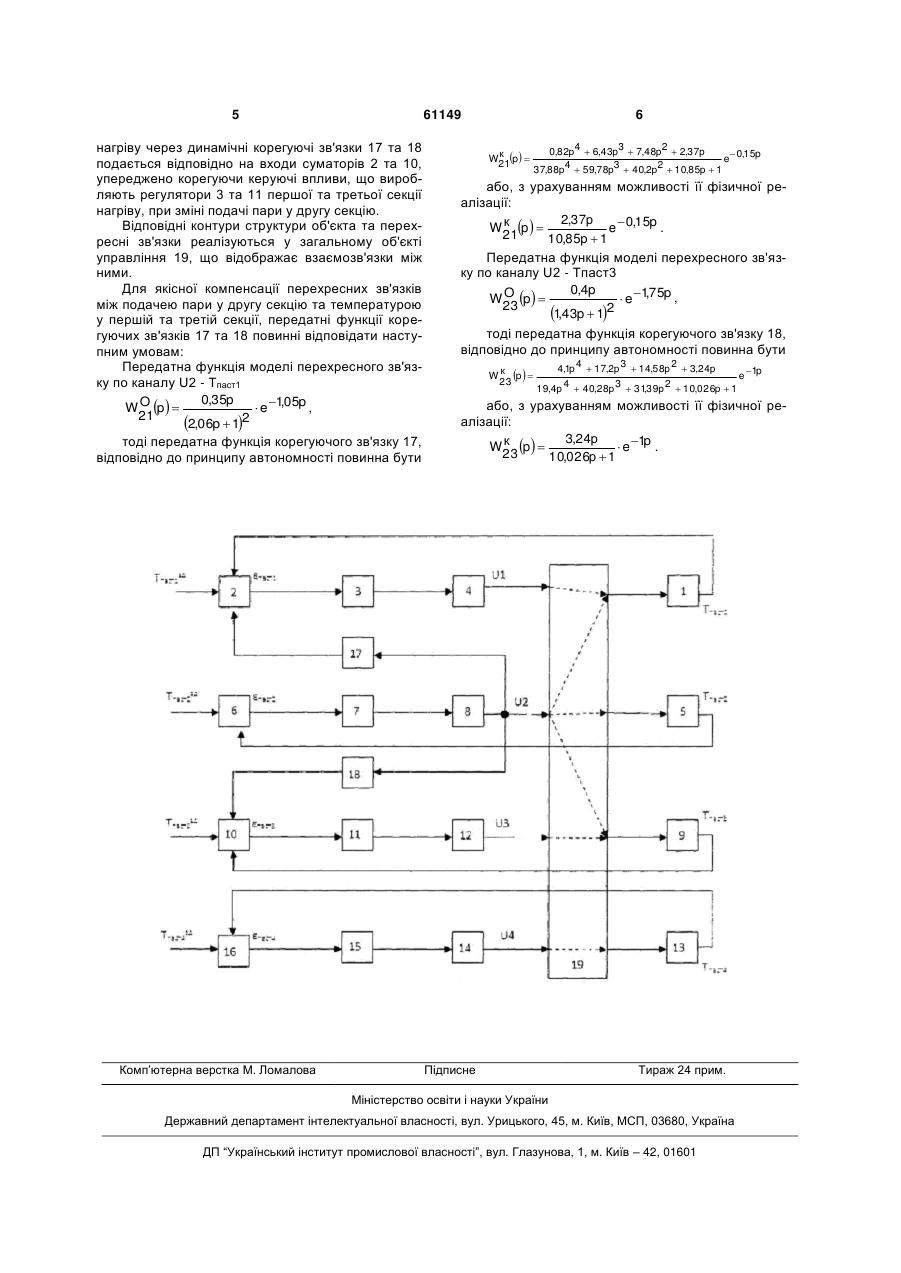
Спосіб автоматичного управління процесом пастеризації фруктового наповнювача, який включає вимірювання температур продукту у секціях пастеризатора та регулювання цих температур зміною подачі гріючої пари в оболонки відповідних секцій нагріву, який відрізняється тим, що для компенсації впливу другої секції на температуру продукту у першій та третій секціях, корегують завданням регулятора температури у першій та 3 середовища, що оточує апарат навколо нього, що використовують при обчисленні теплових потоків розсіювання і коефіцієнтів теплопровідності. Недоліком даного способу управління є використання як обігріваючого агента обігріваючої рідини, що у порівнянні із газоподібним середовищем (паром) має велику інерційність, та застосування регулювання відносно односекційного обігріваючого кожуха, що забирає значний тепловий ресурс для підготовки обладнання. При цьому використовується спосіб регулювання з нерівномірним розподіленням температури продукту відносно об'єму апарата. Відомий також спосіб автоматичного управління процесом пастеризації молока у пастеризаційно-охолоджувальній установці (Патент України №42969, Скунчій В.В., Степанов М.Т. Спосіб автоматичного управління процесом пастеризації молока у пастеризаційно-охолоджувальній установці. МПК А23С 3/00, опублік. 2009р.). Даний спосіб включає в себе регулювання температури пастеризації та регулювання температури охолодження у двох окремих контурах, в яких компенсують вплив у каналах: "тиск пари - температура молока" та "температура розсолу - температура молока" за рахунок додаткового корегування цих збурень у корегуючих зв'язках. Недоліком даного способу є не врахування поточного значення температури продукту безпосередньо під час обробки його в об'ємі пастеризатора, що призводить до некоректного оцінювання якості вихідного продукту, та низької якості регулювання в контурах управління температурою вихідного продукту. Відомий спосіб автоматичного управління процесом пастеризації томатного соку вибраний як прототип (Патент України №44154, Узюмов Ю.С, Павлов А.I. Спосіб автоматичного управління процесом пастеризації томатного соку. МПК А23N 1/00, опублік. 2009р.). Він включає в себе вимірювання і регулювання температури пастеризації томатного соку в секції пастеризації шляхом зміни положення регулюючого органу подачі пари, вимірювання і регулювання температури охолодження томатного соку в секції охолодження шляхом зміни положення регулюючого органа подачі крижаної води, який відрізняється тим, що компенсують вплив температури пастеризації в секції пастеризації на температуру соку в секції охолодження шляхом корекції заданого значення температури пастеризації, пропорційно зміні вказаного сигналу регулювання температури в пастеризаторі, компенсують вплив зміни температури пари на температуру пастеризації шляхом зміни положення регулюючого органу подачі пари. У разі використання такого способу управління для пастеризатора з кількома секціями нагріву, який використовується для пастеризації продуктів з великою густиною, таких як фруктові та овочеві наповнювачі, динамічна точність регулювання є низькою через взаємний вплив секцій нагріву, що також призводить до низької якості готового продукту. Задачами корисної моделі є підвищення точності утримання технологічного регламенту пасте 61149 4 ризації та якості виробленого фруктового наповнювача шляхом автоматичної стабілізації заданих значень температур в секціях пастеризатора з компенсацією впливу зміни подачі теплоносія у найбільш потужну другу секцію нагріву на температуру у першій та третій секціях. Поставлені задачі вирішуються у способі автоматичного управління процесом пастеризації фруктового наповнювача, який включає вимірювання температур продукту у секціях пастеризатора та регулювання цих температур зміною подачі гріючої пари в оболонки відповідних секцій нагріву, для компенсації впливу другої секції на температуру продукту у першій та третій секціях, вводять корегуючі зв'язки на завдання регулятора температури у першій та третій секціях при зміні положення клапану подачі пари у другу секцію, причому передатні функції відповідних корегуючих зв'язків встановлюють відповідно до принципу автономності каналів регулювання та передатних функцій моделей перехресних зв'язків між положенням клапану подачі пари у другу секцію та температурою продукту у першій та третій секціях. На кресленні приведена блок-схема запропонованого способу автоматичного управління, який реалізується наступним чином: Сигнал датчика 1, поточного значення температури продукту Тпаст1 у першій секції нагріву відЗД німають в суматорі 2 від сигналу завдання Тпаст1 , здобуваючи сигнал розбалансу паст1, що подається на вхід регулятора 3, який за допомогою виконавчого механізму з регулюючим органом 4 змінює витрати пари у першу секцію нагріву пастеризатора, підтримуючи температуру продукту у зоні нагріву першої секції на регламентному рівні. Сигнал датчика 5, поточного значення температури продукту Тпаст2 у другій секції нагріву відніЗД мають в суматорі 6 від сигналу завдання Тпаст2 , здобуваючи сигнал розбалансу паст2, що подається на вхід регулятора 7, який, за допомогою виконавчого механізму з регулюючим органом 8, змінює витрати пари у другу секцію нагріву пастеризатора, підтримуючи температуру продукту у зоні нагріву другої секції на регламентному рівні. Сигнал датчика 9, поточного значення температури продукту Тпаст3 у третій секції нагріву відніЗД мають в суматорі 10 від сигналу завдання Тпаст3 , здобуваючи сигнал розбалансу паст3, що подається на вхід регулятора 11, який, за допомогою виконавчого механізму з регулюючим органом 12, змінює витрати пари у третю секцію нагріву пастеризатора, підтримуючи температуру продукту у зоні нагріву третьої секції на регламентному рівні. У четвертій секції сигнал датчика 13 поточного значення температури продукту Тпаст4 віднімають в ЗД суматорі 16 від сигналу завдання Тпаст4 , здобуваючи сигнал розбалансу паст4, що подається на вхід регулятора 15, який, за допомогою виконавчого механізму з регулюючим органом 14, змінює витрати пари у четверту секцію нагріву пастеризатора, підтримуючи температуру продукту у зоні нагріву четвертої секції на регламентному рівні. Сигнал положення виконуючого механізму 8, який є пропорційним подачі пари у другу секцію 5 61149 нагріву через динамічні корегуючі зв'язки 17 та 18 подається відповідно на входи суматорів 2 та 10, упереджено корегуючи керуючі впливи, що виробляють регулятори 3 та 11 першої та третьої секції нагріву, при зміні подачі пари у другу секцію. Відповідні контури структури об'єкта та перехресні зв'язки реалізуються у загальному об'єкті управління 19, що відображає взаємозв'язки між ними. Для якісної компенсації перехресних зв'язків між подачею пари у другу секцію та температурою у першій та третій секції, передатні функції корегуючих зв'язків 17 та 18 повинні відповідати наступним умовам: Передатна функція моделі перехресного зв'язку по каналу U2 - Тпаст1 0,35p , W O p e 105p , 21 2,06p 12 тоді передатна функція корегуючого зв'язку 17, відповідно до принципу автономності повинна бути Комп’ютерна верстка М. Ломалова 6 W к p 21 0,82р4 6,43р3 7,48р2 2,37р e 0,15p 37,88р4 59,78р3 40,2р2 10,85р 1 або, з урахуванням можливості її фізичної реалізації: 2,37р W к p e 0,15p . 21 10,85р 1 Передатна функція моделі перехресного зв'язку по каналу U2 - Тпаст3 0,4p , W O p e 175p , 23 1,43p 12 тоді передатна функція корегуючого зв'язку 18, відповідно до принципу автономності повинна бути W к p 23 4,1р 4 17,2р 3 14,58р 2 3,24р e 1p 19,4р 4 40,28р 3 3139р 2 10,026р 1 , або, з урахуванням можливості її фізичної реалізації: 3,24р W к p e 1p . 23 10,026р 1 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic control method for pasterization of process of fruited filler
Автори англійськоюKhutornyi Viktor Ivanovych, Plievie Oleksandr Heorhiiovych
Назва патенту російськоюСпособ автоматического управления процессом пастеризации фруктового наполнителя
Автори російськоюХуторный Виктор Иванович, Плеве Александр Георгиевич
МПК / Мітки
МПК: A23L 3/16, A23L 1/06, G05D 23/00
Мітки: фруктового, наповнювача, пастеризації, автоматичного, спосіб, управління, процесом
Код посилання
<a href="https://ua.patents.su/3-61149-sposib-avtomatichnogo-upravlinnya-procesom-pasterizaci-fruktovogo-napovnyuvacha.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного управління процесом пастеризації фруктового наповнювача</a>
Спосіб автоматичного управління процесом пастеризації томатного соку
Номер патенту: 53054
Опубліковано: 27.09.2010
Автори: Скаковський Юрій Михайлович, Соколовський Михайло Миколайович
МПК: A23N 1/00
Мітки: процесом, соку, пастеризації, спосіб, управління, томатного, автоматичного
Формула / Реферат:
Спосіб автоматичного управління процесом пастеризації томатного соку, який включає в себе вимірювання і регулювання температури пастеризації томатного соку в секції пастеризації шляхом зміни положення регулюючого органа подачі пари, вимірювання і регулювання температури охолоджування томатного соку в секції охолоджування шляхом зміни положення регулюючого органа подачі крижаної води, який відрізняється тим, що компенсують вплив температури...
Спосіб автоматичного управління процесом пастеризації томатного соку

Номер патенту: 44154
Опубліковано: 25.09.2009
Автори: Узюмов Юрій Сергійович, Павлов Артур Іванович
МПК: A23N 1/00
Мітки: автоматичного, пастеризації, томатного, спосіб, управління, процесом, соку
Формула / Реферат:
Спосіб автоматичного управління процесом пастеризації томатного соку, що включає в себе вимірювання і регулювання температури пастеризації томатного соку в секції пастеризації шляхом зміни положення регулюючого органа подачі пари, вимірювання і регулювання температури охолоджування томатного соку в секції охолоджування шляхом зміни положення регулюючого органа подачі крижаної води, який відрізняється тим, що компенсують вплив температури...
Спосіб автоматичного управління процесом пастеризації молока у пастеризаційно-охолоджувальній установці
Номер патенту: 42969
Опубліковано: 27.07.2009
Автори: Скунчій Віталій Вадимович, Степанов Михайло Тимофеевич
МПК: A23C 3/00
Мітки: пастеризаційно-охолоджувальній, пастеризації, установці, автоматичного, спосіб, процесом, молока, управління
Формула / Реферат:
Спосіб автоматичного управління процесом пастеризації молока, який включає регулювання температури пастеризації та регулювання температури охолодження в двох окремих контурах, який відрізняється тим, що додатково компенсують вплив збурень в каналах: "тиск пари - температура молока" та "температура розсолу - температура молока" за рахунок додаткового корегування цих збурень у корегуючих зв'язках.
Спосіб автоматичного управління процесом пастеризації томатного соку
Номер патенту: 53053
Опубліковано: 27.09.2010
Автори: Марченко Євген Володимирович, Степанов Михайло Тимофійович
МПК: A23N 1/00
Мітки: соку, томатного, процесом, спосіб, управління, пастеризації, автоматичного
Формула / Реферат:
Спосіб автоматичного управління процесом пастеризації томатного соку, що включає вимірювання і регулювання температури пастеризації томатного соку в секції пастеризації, вимірювання і регулювання температури охолодження томатного соку в секції охолодження, а також компенсування впливу температури пастеризації в секції пастеризації на температуру охолоджування в секції охолоджування і вплив температури пари на температуру пастеризації, який...
Спосіб автоматичного керування процесом пастеризації молока
Номер патенту: 53636
Опубліковано: 11.10.2010
Автор: Баландін Олексій Олегович
МПК: A23C 3/00
Мітки: процесом, автоматичного, спосіб, молока, керування, пастеризації
Формула / Реферат:
Спосіб автоматичного керування процесом пастеризації молока, що включає вимір тиску молока на вході в секцію пастеризації і витрати молока, корегувальний зв'язок, який компенсує контрольовані збурювання в каналі регулювання температури пастеризації молока і компенсує контрольовані збурення в каналі регулювання температури охолодження молока, чим забезпечується інваріантість системи керування до контрольованих збурювань, який відрізняється...
Попередній патент: Установка для пресування винограду
Наступний патент: Спосіб автоматичного управління мікрокліматом в приміщенні
Випадковий патент: Дробарка зерна