Спосіб виготовлення труб з прецизійних сплавів

Формула / Реферат
Спосіб виготовлення труб з прецизійних сплавів, що включає холодне волочіння заготовки на довгій рухомій оправці, температурний коефіцієнт лінійного розширення (ТКЛР) матеріалу якої вище ТКЛР матеріалу труби, нагрів та охолодження труби з оправкою після волочіння, а також подальше вилучення оправки, який відрізняється тим, що використовують довгу оправку з матеріалу з ТКЛР не менш ніж на 20 % більшим ТКЛР матеріалу труби, а нагрів труби з оправкою після волочіння здійснюють за режимом термообробки (відпалу) матеріалу труби, при цьому введення тепла при спільному нагріві труби з оправкою здійснюють через тіло оправки, а питому кількість енергії, що подається через оправку в одиницю часу, визначають з виразу:
Q=(0,55-0,65)·a0/aт ·Руст./360·rn·n·s,
де: a0 - ТКЛР матеріалу оправки;
aт - ТКЛР матеріалу труби;
Руст. - повна потужність, споживана установкою при нагріванні, Вт;
rn - щільність матеріалу оправки, г/см3;
n - швидкість переміщення оправки, м/с;
s - площа поперечного перерізу оправки, см2.
Текст
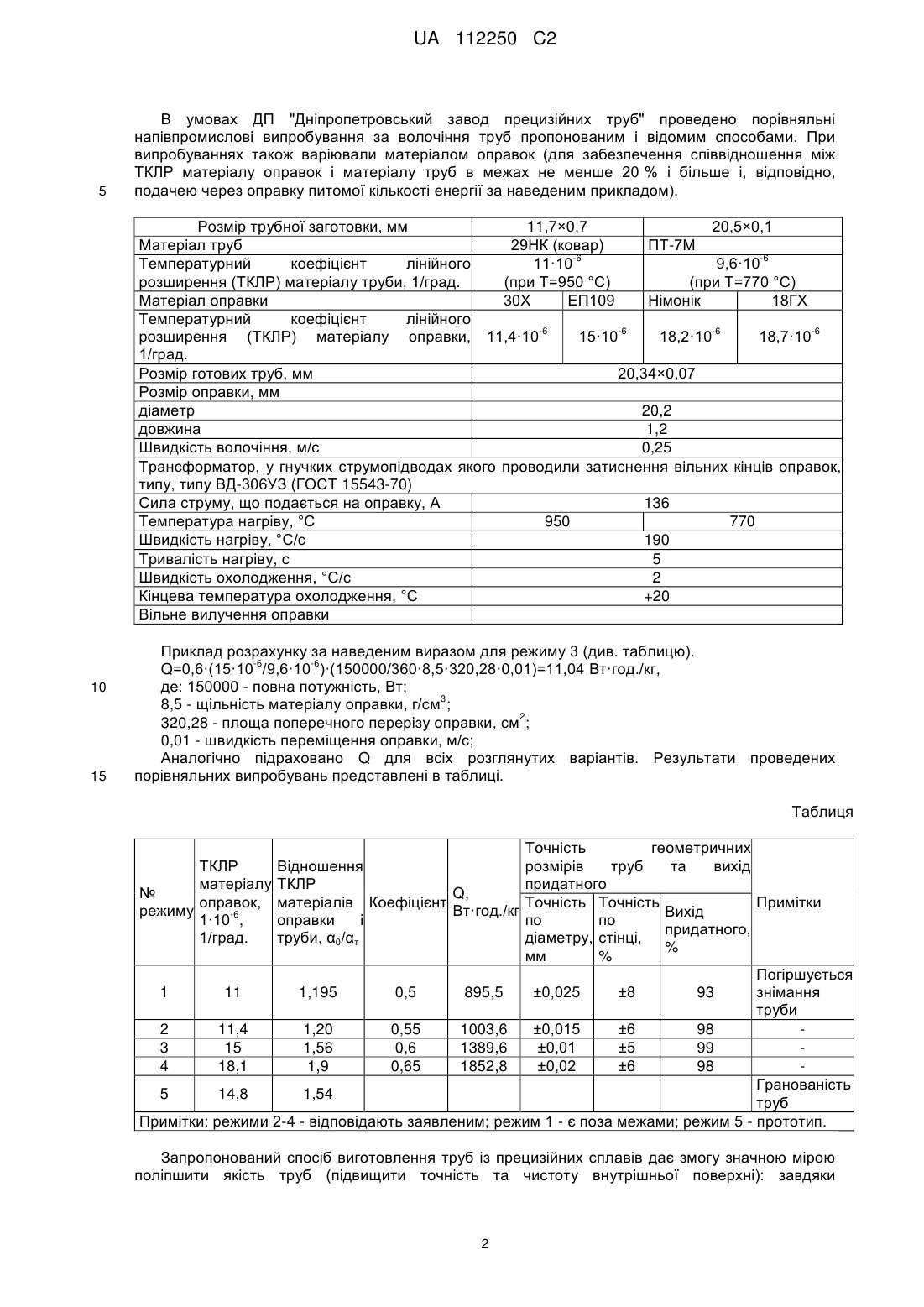
Реферат: Винахід належить до області обробки металів тиском і може бути використаним при виробництві труб, насамперед особливо тонкостінних, із прецизійних сплавів, наприклад сплавів, що містять нікель типу "ковар"; титанових, цирконієвих та інших сплавів, призначених для виготовлення спеціальних деталей відповідального призначення. Спосіб включає волочіння на довгій рухомій оправці, температурний коефіцієнт лінійного розширення (ТКЛР) матеріалу якої вище ТКЛР матеріалу труби, нагрів і охолодження труби з оправкою після волочіння, а також подальше вилучення оправки. При цьому використовують довгу оправку з матеріалу з ТКЛР не менш ніж на 20 % більшим ТКЛР матеріалу труби, а нагрів труби з оправкою після волочіння здійснюють за режимом термообробки (відпалу) матеріалу труби, при цьому введення тепла при спільному нагріві труби з оправкою здійснюють через тіло оправки, а питома кількість енергії, що подається через оправку в одиницю часу визначають з наведеного в описі виразу. Запропонований спосіб дає змогу значною мірою поліпшити якість труб шляхом підвищення точності та чистоти внутрішньої поверхні. UA 112250 C2 (12) UA 112250 C2 UA 112250 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області обробки металів тиском і може бути використаним при виробництві труб, насамперед особливо тонкостінних, із прецизійних сплавів (наприклад, сплавів, що містять нікель типу "ковар"; титанових, цирконієвих та інших сплавів), призначених для виготовлення спеціальних деталей відповідного призначення. Відомий спосіб виготовлення труб із прецизійних сплавів (сплавів, що містять нікель типу "ковар"; титанових, цирконієвих сплавів), що включає прокатку труб на станах ХПТ і ХПТР з проміжними хімічними і термічними обробками (див. Производство труб из сплавов в ТВЦ-4. Технологическая инструкция ТИ ЮТЗ В4-10-95, Никополь, 1995. - 99 с). Недоліком даного способу є низька продуктивність, обумовлена особливостями холодної періодичної прокатки і обмеження в сортаменті труб по товщині стінки (не менше 0,11 мм). Найбільш близьким за технічною суттю до пропонованого є спосіб виготовлення труб, що включає волочіння на довгій рухомій оправці, температурний коефіцієнт лінійного розширення (ТКЛР) матеріалу якої вище температурного коефіцієнта лінійного розширення матеріалу труби, спільний нагрів в печі та охолодження труби з оправкою, подальше вилучення оправки (див. А.с. СССР № 312641, МКИ В21С 1/24, 1971 г.). Недоліком відомого способу є те, що при спільному нагріванні в початковий момент труба, що нагрівається, відходить від оправки. Це призводить до порушення її профілю і інтенсивного окислення внутрішньої поверхні, яке не усувається при подальшому впливі оправки. В основу винаходу поставлена задача підвищення точності геометричних розмірів і якості поверхні труб, що виготовляються. Поставлена задача вирішується за рахунок того, що у відомому способі, що включає волочіння на довгій рухомій оправці, температурний коефіцієнт лінійного розширення (ТКЛР) матеріалу якої вище температурного коефіцієнта лінійного розширення матеріалу труби, нагрів і охолодження труби з оправкою після волочіння, подальше вилучення оправки, довгу оправку виготовляють з матеріалу з ТКЛР не менш ніж на 20 % більшим аналогічного коефіцієнта матеріалу труби, нагрів труби з оправкою після волочіння здійснюють за режимом термообробки (відпалу) матеріалу труби, при цьому введення тепла при спільному нагріві труби з оправкою здійснюють через тіло оправки, а питома кількість енергії, що подається через оправку в одиницю часу визначають з виразу Q=(0,55-0,65)·α0/αm·Руст./360·ρn·ν·s, де: α0 - температурний коефіцієнт лінійного розширення (ТКЛР) матеріалу оправки; αт - температурний коефіцієнт лінійного розширення (ТКЛР) матеріалу труби; Руст. - повна потужність, споживана установкою при нагріванні, Вт; 3 ρn - щільність матеріалу оправки, г/см ; ν - швидкість переміщення оправки, м/с; 2 s - площа поперечного перерізу оправки, см ; У процесі швидкого нагрівання системи "оправка-труба" після холодного волочіння шляхом введення тепла через тіло оправки до температури термообробки (відпалу) матеріалу труби забезпечується знеміцнення матеріалу труби, має місце термопластична деформація труби з боку оправки в результаті різниці ТКЛР їх матеріалів і практичне виключення інтенсивного окислення внутрішньої поверхні труби. Зазначена різниця в ТКЛР матеріалів оправки і труби забезпечує утворення рівномірного зазору між оправкою і трубою після охолодження, достатнього для наступного їхрозділення. Пропонований спосіб здійснюється наступним чином. Підготовлену до волочіння трубу надягають на оправку, матеріал якої має температурний коефіцієнт лінійного розширення (ТКЛР) не менш ніж на 20 % більший, ніж ТКЛР матеріалу труби-заготовки, після чого її протягують через волоку. Після виходу системи "труба-оправка" з волоки проводять затиснення вільних кінців оправки в струмопідводах трансформатора і пропускають електричний струм через тіло оправки з трубою з питомою кількістю енергії в одиницю часу, що визначається з виразу: Q=(0,55-0,65)·α0/αm·Руст./360·ρn·ν·s, де: α0 - температурний коефіцієнт лінійного розширення (ТКЛР) матеріалу оправки; αт - температурний коефіцієнт лінійного розширення (ТКЛР) матеріалу труби; Руст. - повна потужність, споживана установкою при нагріванні, Вт; 3 ρn - щільність матеріалу оправки, г/см ; ν - швидкість переміщення оправки, м/с; 2 s - площа поперечного перерізу оправки, см ; При цьому нагрів системи "труба-оправка" здійснюють до температури термообробки (відпалу) матеріалу труби, потім систему "труба-оправка" охолоджують за режимом, після чого вилучають оправку. 1 UA 112250 C2 5 В умовах ДП "Дніпропетровський завод прецизійних труб" проведено порівняльні напівпромислові випробування за волочіння труб пропонованим і відомим способами. При випробуваннях також варіювали матеріалом оправок (для забезпечення співвідношення між ТКЛР матеріалу оправок і матеріалу труб в межах не менше 20 % і більше і, відповідно, подачею через оправку питомої кількості енергії за наведеним прикладом). Розмір трубної заготовки, мм 11,7×0,7 20,5×0,1 Матеріал труб 29НК (ковар) ПТ-7М -6 -6 Температурний коефіцієнт лінійного 11·10 9,6·10 розширення (ТКЛР) матеріалу труби, 1/град. (при Т=950 °C) (при Т=770 °C) Матеріал оправки 30Х ЕП109 Німонік 18ГХ Температурний коефіцієнт лінійного -6 -6 -6 -6 розширення (ТКЛР) матеріалу оправки, 11,4·10 15·10 18,2·10 18,7·10 1/град. Розмір готових труб, мм 20,34×0,07 Розмір оправки, мм діаметр 20,2 довжина 1,2 Швидкість волочіння, м/с 0,25 Трансформатор, у гнучких струмопідводах якого проводили затиснення вільних кінців оправок, типу, типу ВД-306УЗ (ГОСТ 15543-70) Сила струму, що подається на оправку, А 136 Температура нагріву, °C 950 770 Швидкість нагріву, °C/с 190 Тривалість нагріву, с 5 Швидкість охолодження, °C/с 2 Кінцева температура охолодження, °C +20 Вільне вилучення оправки 10 15 Приклад розрахунку за наведеним виразом для режиму 3 (див. таблицю). -6 -6 Q=0,6·(15·10 /9,6·10 )·(150000/360·8,5·320,28·0,01)=11,04 Вт·год./кг, де: 150000 - повна потужність, Вт; 3 8,5 - щільність матеріалу оправки, г/см ; 2 320,28 - площа поперечного перерізу оправки, см ; 0,01 - швидкість переміщення оправки, м/с; Аналогічно підраховано Q для всіх розглянутих варіантів. Результати проведених порівняльних випробувань представлені в таблиці. Таблиця Точність геометричних розмірів труб та вихід Відношення придатного TКЛР Q, матеріалів Коефіцієнт Примітки Точність Точність Вт·год./кг Вихід оправки і по по придатного, труби, α0/αт діаметру, стінці, % мм % Погіршується 1 11 1,195 0,5 895,5 ±0,025 ±8 93 знімання труби 2 11,4 1,20 0,55 1003,6 ±0,015 ±6 98 3 15 1,56 0,6 1389,6 ±0,01 ±5 99 4 18,1 1,9 0,65 1852,8 ±0,02 ±6 98 Гранованість 5 14,8 1,54 труб Примітки: режими 2-4 - відповідають заявленим; режим 1 - є поза межами; режим 5 - прототип. ТКЛР матеріалу № оправок, режиму -6 1·10 , 1/град. Запропонований спосіб виготовлення труб із прецизійних сплавів дає змогу значною мірою поліпшити якість труб (підвищити точність та чистоту внутрішньої поверхні): завдяки 2 UA 112250 C2 одноразовому швидкісному нагріву системи "труба-оправка" практично виключено інтенсивне окислення внутрішньої поверхні труби, а строго регламентована термопластична деформація труби з боку оправки забезпечує високу точність геометричних розмірів. 5 10 15 20 ФОРМУЛА ВИНАХОДУ Спосіб виготовлення труб з прецизійних сплавів, що включає холодне волочіння заготовки на довгій рухомій оправці, температурний коефіцієнт лінійного розширення (ТКЛР) матеріалу якої вище ТКЛР матеріалу труби, нагрів та охолодження труби з оправкою після волочіння, а також подальше вилучення оправки, який відрізняється тим, що використовують довгу оправку з матеріалу з ТКЛР не менш ніж на 20 % більшим ТКЛР матеріалу труби, а нагрів труби з оправкою після волочіння здійснюють за режимом термообробки (відпалу) матеріалу труби, при цьому введення тепла при спільному нагріві труби з оправкою здійснюють через тіло оправки, а питому кількість енергії, що подається через оправку в одиницю часу, визначають з виразу: Q=(0,55-0,65)·0/т ·Руст./360·n··s, де: 0 - ТКЛР матеріалу оправки; т - ТКЛР матеріалу труби; Руст. - повна потужність, споживана установкою при нагріванні, Вт; 3 n - щільність матеріалу оправки, г/см ; - швидкість переміщення оправки, м/с; 2 s - площа поперечного перерізу оправки, см . Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: труб, спосіб, прецизійних, виготовлення, сплавів
Код посилання
<a href="https://ua.patents.su/5-112250-sposib-vigotovlennya-trub-z-precizijjnikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення труб з прецизійних сплавів</a>
Спосіб виготовлення товстостінних труб з каліброваним внутрішнім каналом
Номер патенту: 111895
Опубліковано: 24.06.2016
Автор: Стасовський Юрій Миколайович
МПК: B21C 1/24, B21C 37/30
Мітки: труб, внутрішнім, виготовлення, каліброваним, спосіб, товстостінних, каналом
Формула / Реферат:
Спосіб виготовлення товстостінних труб з каліброваним внутрішнім каналом, що включає деформацію труби-заготовки з обтисненням по стінці на довгій рухомій оправці, температурний коефіцієнт лінійного розширення матеріалу якої більше температурного коефіцієнта лінійного розширення матеріалу труби, спільний нагрів та охолодження труби з оправкою та подальше зняття труби з оправки, який відрізняється тим, що перед останнім проходом волочіння...
Спосіб виробництва особливо тонкостінних труб з дрібнозернистою структурою із сплавів на основі титану
Номер патенту: 112228
Опубліковано: 10.08.2016
Автор: Стасовський Юрій Миколайович
Мітки: особливої, виробництва, сплавів, труб, основі, титану, дрібнозернистою, спосіб, структурою, тонкостінних
Формула / Реферат:
Спосіб виробництва особливо тонкостіних труб з дрібнозернистою структурою із сплавів на основі титану, що включає деформацію і подальший нагрів заготовки зі швидкістю 50-100 град./с, який відрізняється тим, що спочатку заготовку піддають стискаючій деформації по товщині стінки величиною 45-55 % при волочінні на довгій оправці, виготовленої з матеріалу, що має температурний коефіцієнт лінійного розширення вище, ніж матеріал труби, після чого...
Спосіб виготовлення прецизійних труб і радіально-кувальна машина для його здійснення
Номер патенту: 103661
Опубліковано: 11.11.2013
Автори: Лазоркін Дмитро Вікторович, Лазоркін Віктор Андрійович
МПК: B21J 5/00, B21K 21/00, B21J 3/00
Мітки: машина, радіально-кувальна, прецизійних, виготовлення, здійснення, спосіб, труб
Формула / Реферат:
1. Спосіб виготовлення прецизійних труб, що включає одержання напівфабрикату труби гарячим радіальним куванням порожньої заготовки на кувальній оправці з конічною робочою поверхнею, виконуваним з фіксацією кувальної оправки по каналу вже відкутої частини порожньої заготовки за допомогою центрувального хвостовика, розточку каналу напівфабрикату і наступне холодне радіальне кування напівфабрикату з розточеним каналом на кувальній оправці з...
Спосіб виробництва прецизійних холоднодеформованих труб
Номер патенту: 46894
Опубліковано: 11.01.2010
Автори: Турбар Валерій Павлович, Ханін Марк Ісаакович, Лобанов Олександр Іванович, Коржов Микола Микитович, Кущинський Георгій Миколайович
МПК: B21C 1/00, B21C 23/00
Мітки: холоднодеформованих, прецизійних, труб, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва холоднодеформованих прецизійних труб, що включає одержання заготовки гарячою розкаткою прошитої гільзи в тривалковому стані і наступне холодне волочіння на короткій циліндричній нерухомій оправці, який відрізняється тим, що розкатку гільзи здійснюють на короткій нерухомій конічній оправці з роздачею по діаметру в межах 8-23 %, потім здійснюють волочіння на довгій рухомій конічній оправці з деформацією в межах 35-55 %, а...
Спосіб виготовлення труб
Номер патенту: 79293
Опубліковано: 25.04.2013
Автори: Тимошенко Сергій Валерійович, Федорінов Володимир Анатолійович, Жбанков Ярослав Геннадійович
Мітки: спосіб, виготовлення, труб
Формула / Реферат:
Спосіб виготовлення труб, який полягає у волочінні трубної заготівки без оправки, який відрізняється тим, що волочіння здійснюють через декілька волок, які встановлюють одна під одною із зміщенням їх осей на величину ексцентриситету e.
Попередній патент: Аудіокодер і аудіодекодер з метаданими гучності та границі програми
Наступний патент: Ключ з вбудованим рухомим елементом і відповідний циліндровий замок
Випадковий патент: Статор гвинтової гідромашини