Спосіб виробництва прецизійних холоднодеформованих труб
Номер патенту: 46894
Опубліковано: 11.01.2010
Автори: Коржов Микола Микитович, Ханін Марк Ісаакович, Турбар Валерій Павлович, Лобанов Олександр Іванович, Кущинський Георгій Миколайович

Формула / Реферат
Спосіб виробництва холоднодеформованих прецизійних труб, що включає одержання заготовки гарячою розкаткою прошитої гільзи в тривалковому стані і наступне холодне волочіння на короткій циліндричній нерухомій оправці, який відрізняється тим, що розкатку гільзи здійснюють на короткій нерухомій конічній оправці з роздачею по діаметру в межах 8-23 %, потім здійснюють волочіння на довгій рухомій конічній оправці з деформацією в межах 35-55 %, а після волочіння на короткій циліндричній оправці виконують роздачу труби волочінням з розтяганням на конічній оправці з деформацією по діаметру в межах 0,2-1,2 %.
Текст
Спосіб виробництва холоднодеформованих прецизійних труб, що включає одержання заготовки гарячою розкаткою прошитої гільзи в тривалковому стані і наступне холодне волочіння на короткій циліндричній нерухомій оправці, який відрізняється тим, що розкатку гільзи здійснюють на короткій нерухомій конічній оправці з роздачею по діаметру в межах 8-23 %, потім здійснюють волочіння на довгій рухомій конічній оправці з деформацією в межах 35-55 %, а після волочіння на короткій циліндричній оправці виконують роздачу труби волочінням з розтяганням на конічній оправці з деформацією по діаметру в межах 0,2-1,2 %. (19) (21) u200907300 (22) 13.07.2009 (24) 11.01.2010 (46) 11.01.2010, Бюл.№ 1, 2010 р. (72) ЛОБАНОВ ОЛЕКСАНДР ІВАНОВИЧ, КОРЖОВ МИКОЛА МИКИТОВИЧ, КУЩИНСЬКИЙ ГЕОРГІЙ МИКОЛАЙОВИЧ, ТУРБАР ВАЛЕРІЙ ПАВЛОВИЧ, ХАНІН МАРК ІСААКОВИЧ (73) ЛОБАНОВ ОЛЕКСАНДР ІВАНОВИЧ, КОРЖОВ МИКОЛА МИКИТОВИЧ, КУЩИНСЬКИЙ ГЕОРГІЙ МИКОЛАЙОВИЧ, ТУРБАР ВАЛЕРІЙ ПАВЛОВИЧ, ХАНІН МАРК ІСААКОВИЧ 3 або не усуває, або збільшує наведену різностінність труб, причому тим інтенсивніше, чим більше вихідна різностінність на гарячекатаній трубній заготовці. Шорсткість внутрішньої і зовнішньої поверхні готових труб при цьому знаходиться в межах RZ ~ 20 мкм (Ra ~ 5 мкм) і не відповідає сучасним вимогам до якості поверхні прецизійних труб. Крім того, спосіб виробництва труб не забезпечує допуск по кривизні менш 1 мм на погонний метр довжини і допуск на внутрішній діаметр менш + 0,2 мм. В основі даної корисної моделі лежить рішення задачі по удосконаленню способу виробництва прецизійних труб шляхом зміни режимів деформації й умов їхнього здійснення, завдяки чому підвищується якість труб, а саме підвищується точність геометричних розмірів (зменшується кривизна, овальність, різностінність) і знижується шорсткість поверхні. Поставлена задача вирішена тим, що в способі виробництва холоднодеформованих прецизійних труб, що включає одержання заготовки гарячою розкаткою прошитої гільзи у тривалковому стані і наступне холодне волочіння на короткій циліндричній нерухомій оправці, відповідно до корисної моделі, розкатку гільзи здійснюють на короткій нерухомій конічній оправці з роздачею по діаметру в межах 8-23 %, потім здійснюють волочіння на довгій рухомій конічній оправці з деформацією в межах 35-55 %, а після волочіння на короткій циліндричній оправці роблять роздачу труби волочінням з розтяганням на конічній оправці з деформацією по діаметру в межах 0,2-1,2 %. Параметри, що заявляються, отримані дослідним шляхом. Відмінність пропонованого способу від найбільш близького з аналогів полягає в зміні умов розкатки в тривалковому стані, а саме в тім, що цей процес проводять на короткій конічній оправці з зазначеною роздачею по діаметру, а холодну деформацію отриманої трубної заготовки починають з волочіння на довгій рухомій конічній оправці в межах, що заявляються, а після волочіння на короткій циліндричній оправці роблять роздачу труби волочінням з розтяганням на короткій конічній оправці при зазначених режимах. Технічним результатом від використання пропонованого способу в порівнянні з найбільш близьким з аналогів є підвищення якості труб, а саме підвищення точності геометричних розмірів (зменшення кривизни, овальності, різностінності) і зниження шорсткості поверхні. Це досягається тим, що послідовне здійснення пропонованих операцій у межах режимів деформацій, що заявляються, забезпечує достатнє по величині пророблення металу виробу, як при одержанні трубної заготовки, так і при волочінні труби, при чому формування профілю відбувається з регламентованою течією металу по периметру, що сприяє одержанню труби підвищеної точності при усіх розглянутих параметрах. Так, процес розкатки труб у тривалковому стані на короткій конічній оправці супроводжується зниженням абсолютної величини поперечної різностінності гільзи, отриманої на косовалковому прошивному стані, тому 46894 4 що при проходженні окремих поперечних перерізів гільзи уздовж осередку деформації збільшується їхній периметр, і відповідно, знижується їх різностінність, причому тим більше, чим більше величина роздачі. А переміщення металу, що деформується, разом з довгою рухомою оправкою поліпшує центрування труби щодо осі волочіння, що забезпечує високу прямолінійність труби й істотне зменшення поперечної різностінності, пропорційне величині деформації стінки. Крім того, застосування конічної оправки сприяє одержанню конусної поверхні каналу труби, що відповідає конусній поверхні оправки, і, як наслідок, легке знімання труби з оправки за один робочий хід волочильного візка. Пропонований спосіб виробництва труб здійснюється таким чином. Прошиту гільзу подають у тривалковий стан і роблять гарячу розкатку на короткій конічній оправці з роздачею діаметра в границях 8-23 %. Отриману трубну заготовку з мінімальною поперечною різностінностю передають для наступного волочіння. Перший прохід волочіння здійснюють на довгій конічній рухомій оправці з деформацією 35-55 %. При волочінні труби на довгій конічній оправці величина радіальної деформації стінки збільшується від переднього кінця оправки до заднього і пропорційно цього збільшується наклеп. Тому, відповідно до способу, після волочіння на довгій конічній оправці здійснюється процес волочіння на короткій циліндричній оправці, при якому усувається наведена при волочінні на конічній оправці подовжня різностінність і забезпечується рівномірність механічних властивостей по довжині труби. Як завершальний прохід роблять роздачу труби волочінням з розтяганням на короткій оправці з деформацією (роздачею) по діаметру в границях 0,2-1,2 %, при яких досягається не тільки висока точність і підвищена якість внутрішньої поверхні, але і висока прямолінійність каналу готових прецизійних труб. Дійсно, продеформований обсяг металу, розташований на конічній поверхні короткій оправці при волочінні з розтяганням, знаходиться в стані розтягання як у поперечному, так і в подовжньому напрямках. Така схема напружено-деформованого стану труби при обраних режимах роздачі, що відбувається фактично з розтяганням, інтенсивно знижує рівень залишкових напружень, що залишилися в металі труби після попередніх проходів волочіння, що сприяє, у свою чергу, підвищенню точності каналу одержуваної труби і її прямолінійності. Осесиметрична деформація каналу труби - роздача - у сполученні з мінімальною поперечною різностінностю труби практично виключає появу в трубі овальних перерізів. Причому розташування двох одночасно діючих сил на однієї прямої, а саме зусилля волочіння і сил протинатягання з боку волоки, забезпечує істотне зниження кривизни продеформованої труби. Приклад конкретного виконання. Для одержання холоднодеформованої прецизійної труби розміром 130x118 мм із допуском на внутрішній діаметр +0...-0,08 мм, кривизною не 5 46894 більш 0,12 мм на погонний метр довжини і шорсткістю Ra не більш 1,0 мкм була використана катана обточена заготовка діаметром 130 мм. Після нагрівання в кільцевій печі до температури 1200°С, заготовку прошили в двовалковому стані поперечно - гвинтової прокатки на розмір 140x15 мм, а потім піддали розкатці у тривалковому стані на короткій конічній оправці на розмір чорнової труби 160x12 мм. Роздача по діаметру при цьому складала близько 15,5 %. Після обрізки дефектних кінців і виправлення, трубну заготовку передають у відділення хімобробки для видалення з їхньої поверхні окалини і нанесення мастильного шару. Перший прохід волочіння здійснюють на довгій рухомій конічній оправці, що має діаметр на передньому кінці 127 мм, а на задньому - 129 мм; діаметр волоки 143 мм, умовний розмір передільної труби після деформації на конічній оправці 143x7,5 мм, товщина стінки на передньому кінці труби складає 8 мм, на задньому - 7 мм. Коефіцієнт витяжки на передньому кінці складає 1,64, на задньому - 1,86. Ступінь деформації знаходиться при цьому в границях 3946 %. Величина середнього рівня поперечної різностінності на трубі складає 0,34 мм; кривизна труби дорівнює кривизні довгій оправці і складає 0,1 мм на погонний метр. Наступне волочіння труби з умовним розміром 143x7,5 мм на розмір 135x6 мм, ведуть на короткій циліндричній оправці з коефіцієнтом витяжки на передньому кінці і на задньому кінці відповідно 1,39 і 1,23 зі ступенем деформації 28 і 18,7 %. При цьому усувається подовжня різностінність, додатково знижується рівень середньої поперечної різностінності до 0,28 мм і зберігається вихідна кривизна труби 0,1 мм на погонний метр. Останній чистовий прохід волочіння ведуть через волоку діаметром 129,65 мм і далі одночасно по ходу волочіння на короткій конічній оправці діаметром 118 мм із шорсткістю робочої поверхні Ra ~ 0,25 мкм і кутом конусності 12°. Деформація по діаметру - роздача каналу труби - при цьому складає 0,35 мм (близько 0,28 %). Комп’ютерна верстка І.Скворцова 6 Пропонований спосіб виробництва прецизійних холоднодеформованих труб забезпечує одержання високоточних геометричних характеристик внутрішнього каналу: овальність 0,07-0,09 мм, кривизна не більш 0,1 мм на погонний метр довжини, шорсткість Ra ~ 0,2-0,5 мкм і середній рівень поперечної різностінності є 0,2-0,3 мм. Однак, вихід за пропоновані межі способу приводить до погіршення якості труб. Так, розкатка гільзи з роздачею по діаметру менш 8 % не робить істотного впливу на зниження величини поперечної різностінності, а збільшення роздачі по діаметру більш 23 % від вихідного сильно овалізує переріз, веде до затікання металу в міжвалкові зазори і, як наслідок, до утворення граней на поверхні готових труб. При перевищенні деформації при волочінні на довгій рухомій конічній оправці понад 55 %, спостерігається значний ріст напружень у перерізі продеформованої труби, що виходить із волоки, і до її обриву. При зниженні деформації менш 35 % - ефект одержання рівномірної структури і зниження поперечної різностінності незначний. Роздача труб на короткій конічній оправці більш 1,2 % від діаметра приводить до порушення допуску на зовнішній діаметр, а при зменшенні величини роздачі по діаметру менш 0,20 % деформація стає пружною, що ефект зниження овальності, зменшення кривизни, рівня залишкових напружень і підвищення якості поверхні внутрішнього каналу. Зазначені прецизійні труби, отримані за допомогою способу, що відповідає найбільш близькому з аналогів, мали наступні параметри: овальність у межах 0,3 мм, кривизна - 1,-1,1 мм на ділянці довжиною один метр, шорсткість каналу відповідала Ra ~ 2,5-3,0 мкм, а різностінність знаходилася в межах 0,75 мм. Таким чином, застосування пропонованого способу, в порівнянні з найбільш близьким з аналогів, дозволяє істотно підвищити якість прецизійних труб. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of cold-deformed precision pipes
Автори англійськоюLobanov Oleksandr Ivanovych, Korzhov Mykola Mykytovych, Kuschynskyi Heorhii Mykolajovych, Turbar Valerii Pavlovych, Khanin Mark Isaakovych
Назва патенту російськоюСпособ производства холоднодеформированных прецизионных труб
Автори російськоюЛобанов Александр Иванович, Коржов Николай Никитич, Кущинский Георгий Николаевич, Турбар Валерий Павлович, Ханин Марк Исаакович
МПК / Мітки
МПК: B21C 1/00, B21C 23/00
Мітки: виробництва, прецизійних, труб, холоднодеформованих, спосіб
Код посилання
<a href="https://ua.patents.su/3-46894-sposib-virobnictva-precizijjnikh-kholodnodeformovanikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прецизійних холоднодеформованих труб</a>
Спосіб виготовлення холоднодеформованих труб у бухтах
Номер патенту: 32154
Опубліковано: 15.12.2000
Автори: Коржов Микола Микитович, Єсаулов Михайло Олексійович, Лобанов Олександр Іванович, Павлов Володимир Євстафьєвич, Шевченко Миколай Миколайович
МПК: B21C 47/02, B21B 21/00
Мітки: виготовлення, холоднодеформованих, спосіб, труб, бухтах
Текст:
...запропонованого винаходу є збільшення пластичності металу труб при одночасному зменшенні зайнятої обладнанням площі. Не досягається тим, що замість операції намотки труби, яка прокатується, у бухти на бухтонамоточній машині і послідуючої розмотки бухти перед волочінням здійснюють плавний вигин прокатаної труби у зазначеному інтервалі кута Так як радіус дуги, по котрій здійснюють плавний вигин труби, значно більше радіуса бухти і, крім...
Спосіб виробництва труб
Номер патенту: 54610
Опубліковано: 17.03.2003
Автори: Автономов Семен Володимирович, Ханін Марко Ісаакович, Попов Марат Васильович, Кострижев Андрій Геннадійович
МПК: B21B 21/00, B21B 23/00, B21B 19/00
Мітки: виробництва, труб, спосіб
Формула / Реферат:
Спосіб виготовлення труб, який включає гвинтову прошивку нагрітої заготовки і наступну поздовжню розкатку гільзи, який відрізняється тим, що перед поздовжньою розкаткою гільзу піддають безоправочній деформації у безперервному стані поздовжньої прокатки зі ступенем деформації до 13-18 % з наступним охолодженням до температури холодної прокатки, а поздовжню розкатку гільзи у трубу здійснюють у кліті з двома парами калібрів зі ступенем сумарної...
Спосіб безперервного виробництва електрозварних холоднодеформованих труб з корозійностійких сталей
Номер патенту: 17989
Опубліковано: 17.06.1997
Автори: Ханін Марко Ісаакович, Лобанов Олександр Іванович, Новіков Леонід Миколайович, Гладченко Олександр Федорович, Хаустов Георгій Йосипович, Крижевський Аркадій Захарович, Балтакса Павло Михайлович, Фурманов Валерій Борисович, Ковіка Микола Данилович, Бут Олександр Володимирович, Ромакін Віктор Савелійович, Туренков Микола Мойсейович
МПК: B21C 37/08, B21B 21/00
Мітки: виробництва, спосіб, труб, корозійностійких, електрозварних, холоднодеформованих, сталей, безперервного
Формула / Реферат:
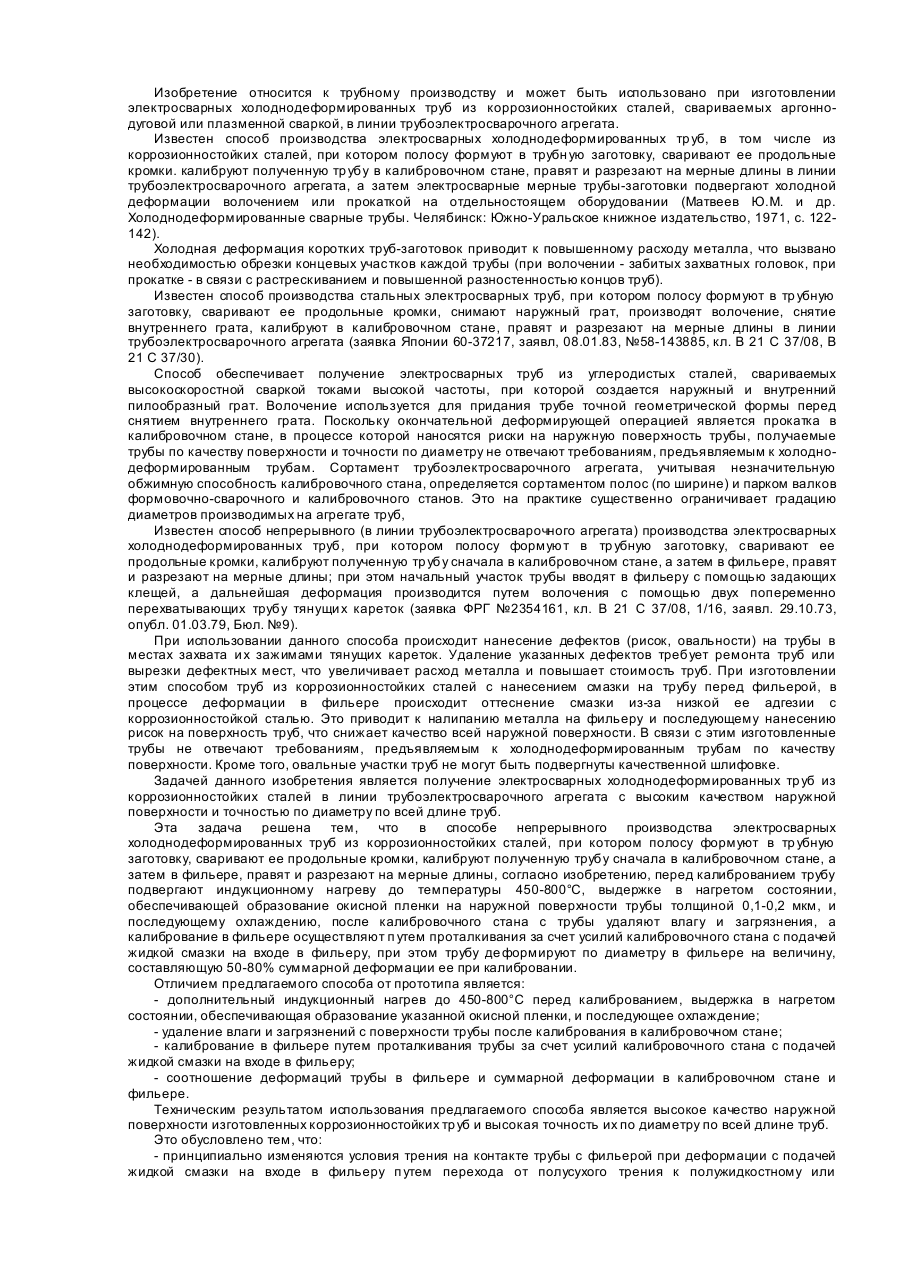
Способ непрерывного производства электросварных холоднодеформированных труб из коррозионностойких сталей, при котором полосу формуют в трубную заготовку, сваривают ее продольные кромки, калибруют полученную трубу сначала в калибровочном стане, а затем в фильере, правят и разрезают на мерные длины, отличающийся тем, что перед калиброванием трубу подвергают индукционному нагреву до температуры 450-800°С, выдержке в нагретом состоянии,...
Поточна лінія виробництва зварних холоднодеформованих труб
Номер патенту: 24405
Опубліковано: 17.07.1998
Автори: Хаустов Георгій Йосипович, Новіков Леонід Миколайович, Лобанов Олександр Іванович, Сизоненко Григорій Іванович, Сергєєв Віктор Володимирович, Ковіка Микола Данилович, Гладченко Олександр Федорович, Райчук Юрій Ісакович, Правдін Юрій Михайлович, Туренков Микола Мусійович
МПК: B21C 37/06, B21B 17/00
Мітки: поточна, виробництва, зварних, лінія, холоднодеформованих, труб
Формула / Реферат:
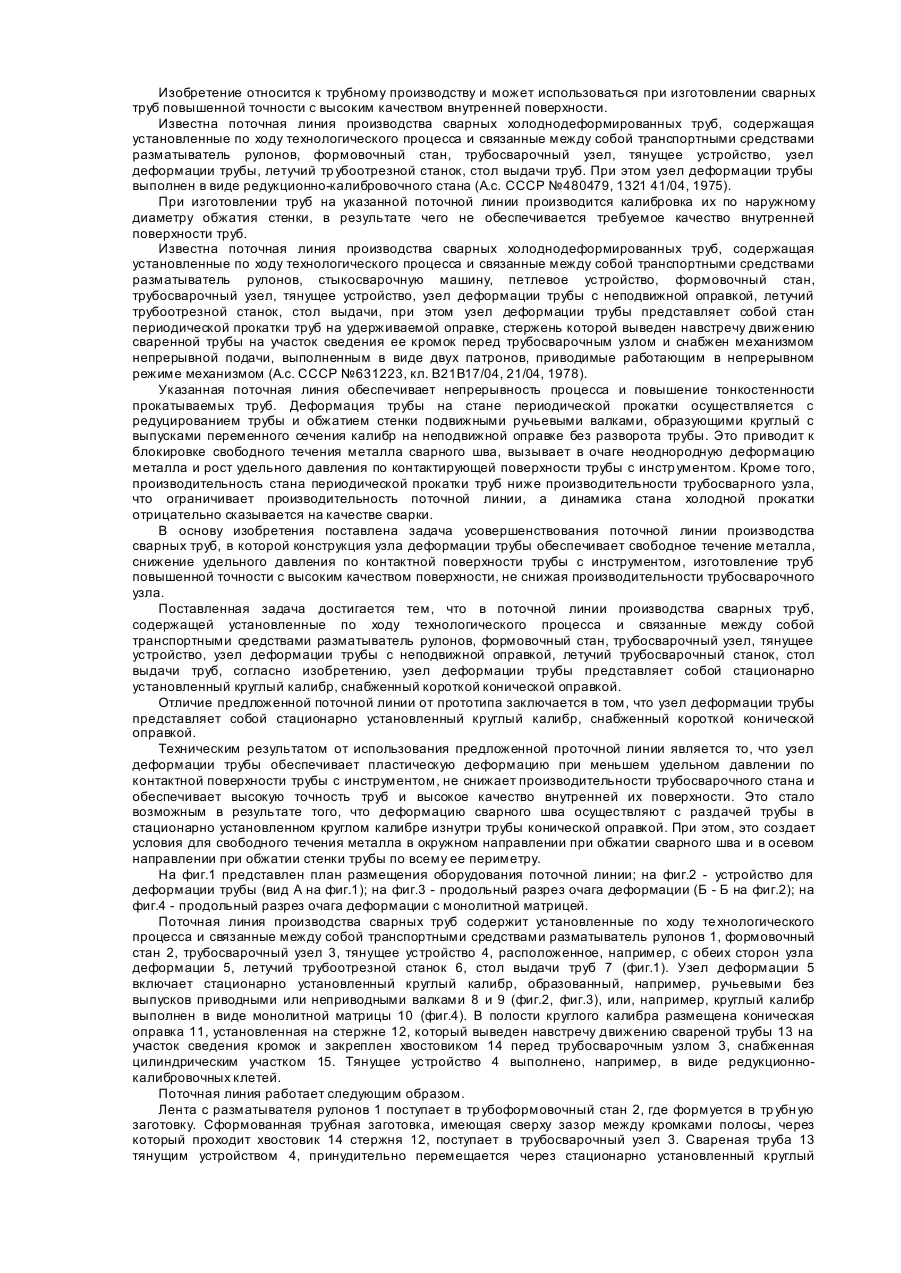
Поточная линия производства сварных холоднодеформированных труб, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами разматыватель рулонов, формовочный стан, трубосварочный узел, тянущее устройство узел деформации трубы с неподвижной оправкой, летучий трубоотрезной станок, стол выдачи труб, отличающаяся тем, что узел деформации трубы представляет собой стационарно установленный круглый...
Спосіб виготування багатошарових труб з особливотонкостінних труб-шарів
Номер патенту: 31226
Опубліковано: 15.12.2000
Автори: Сергєєв Віктор Володимирович, Беліков Юрій Михайлович, Правдін Юрій Михайлович, Єсаулов Михайло Олексійович, Кравченко Володимир Іванович, Хаустов Георгій Йосипович, Сало Миколай Федорович
МПК: B21B 21/00, B23K 20/04
Мітки: труб, виготування, особливотонкостінних, спосіб, багатошарових, труб-шарів
Текст:
...з Д/S труб-шарів 280-300 (де 76 мм - зовнішний діаметр; 0,25 мм - товщина стінки шарів). Труби шари з готовою товщиною стінки, наприклад, діаметрами 75,8; 74,7; 73,6; 72,65; 71,55; 70,5 були прокатані на стані ХПТР-60-120 на циліндричній оправці, яка стирчає за осередок деформації з виходного боку стану на довжину від 125 де 300 мм, що складає від 25 де 60% від довжини осередка деформації. Діаметри труб-шарів змінювались таким чином, що...
Попередній патент: Спосіб прогнозування перебігу перитоніту в післяопераційному періоді
Наступний патент: Зносостійка полімерна композиція
Випадковий патент: Перетворювач переміщення