Електрод-інструмент для обробки деталей складного контуру
Номер патенту: 112662
Опубліковано: 26.12.2016
Автори: Носуленко Віктор Іванович, Юр'єв Віталій Віталійович

Формула / Реферат
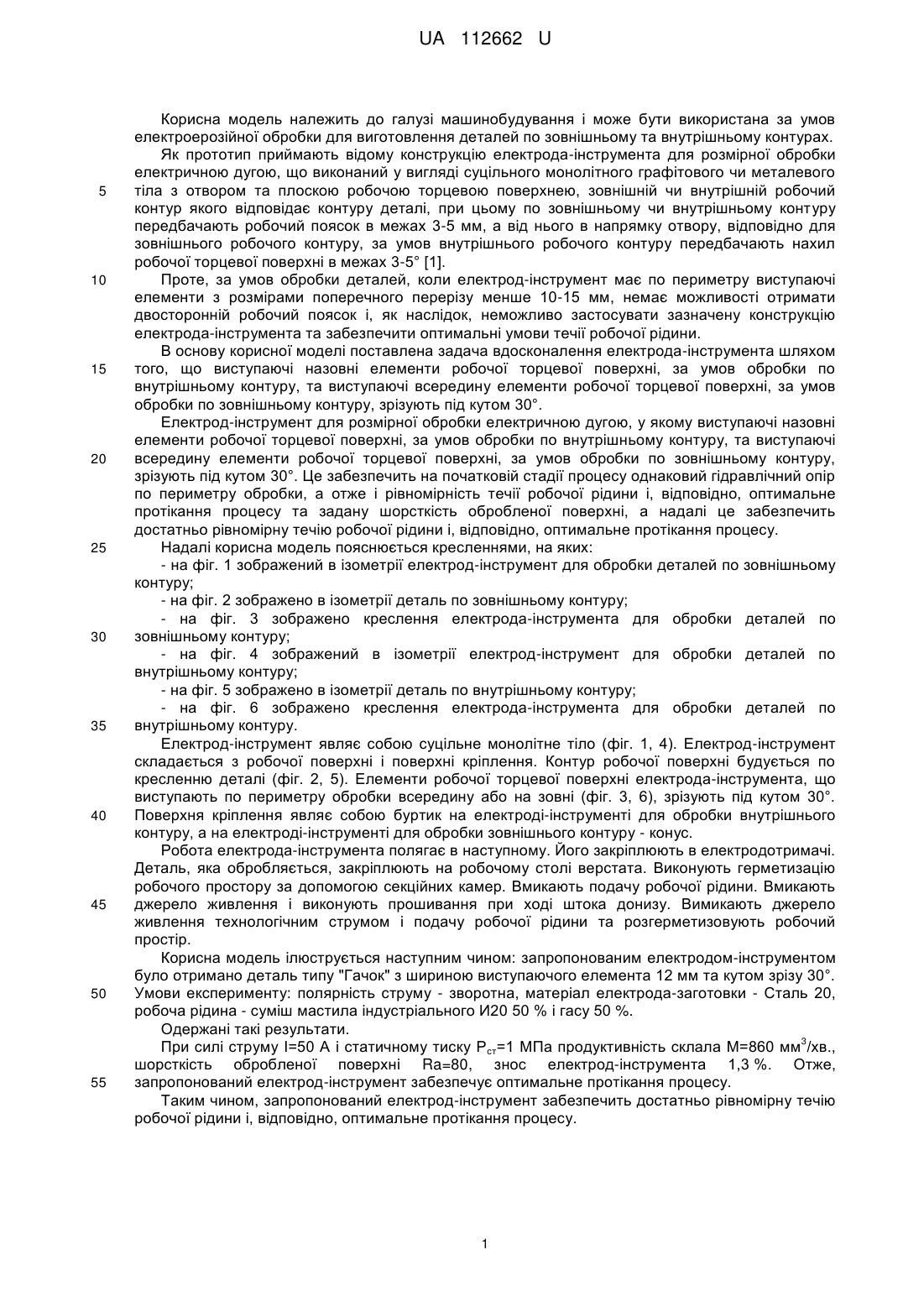
Електрод-інструмент для розмірної обробки електричною дугою, що виконаний у вигляді суцільного монолітного графітового чи металевого тіла з отвором та плоскою робочою торцевою поверхнею, зовнішній чи внутрішній робочий контур якого відповідає контуру деталі, який відрізняється тим, що виступаючі назовні елементи робочої торцевої поверхні, за умов обробки по внутрішньому контуру, та виступаючі всередину елементи робочої торцевої поверхні, за умов обробки по зовнішньому контуру, зрізують під кутом 30 °.
Текст
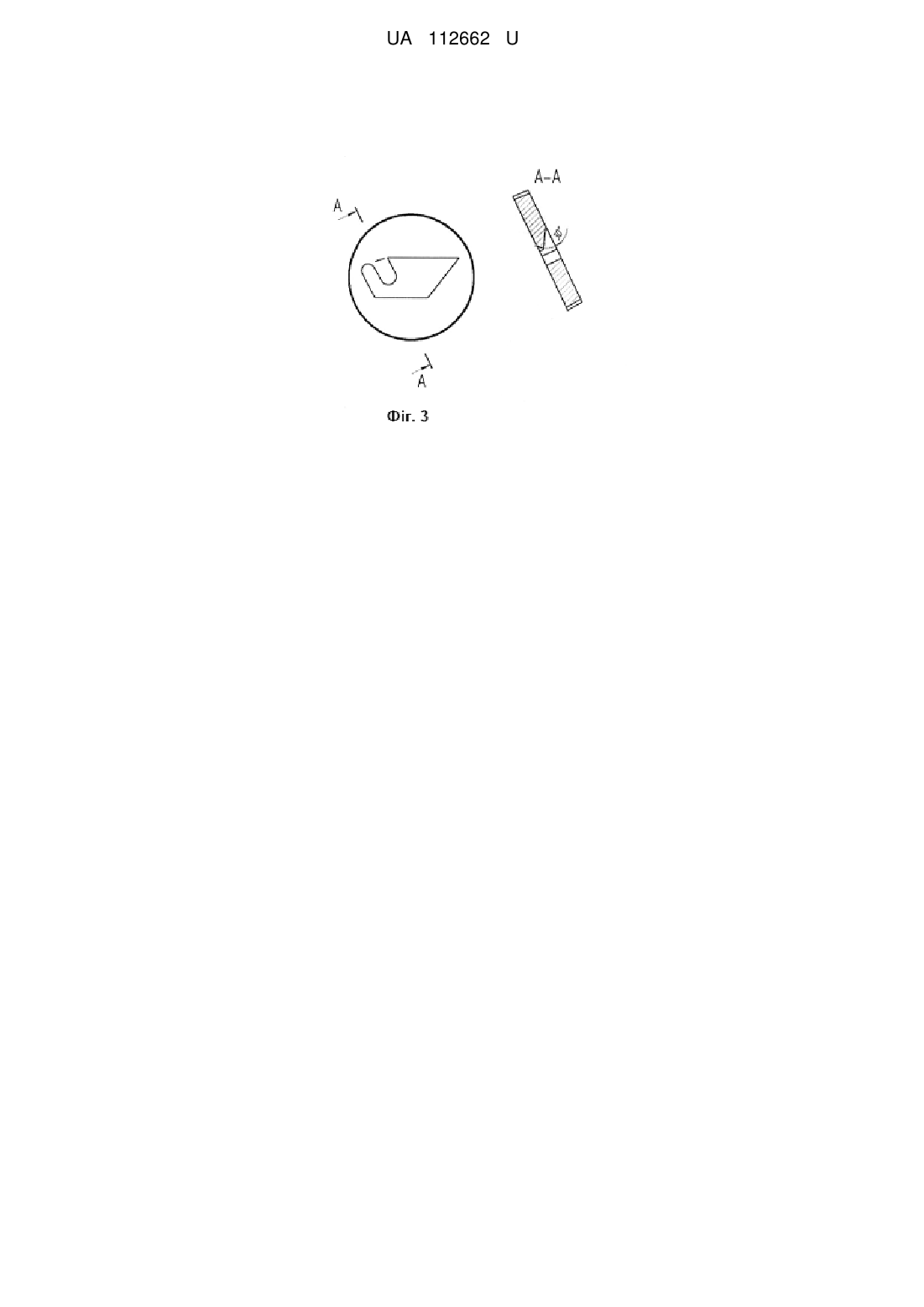
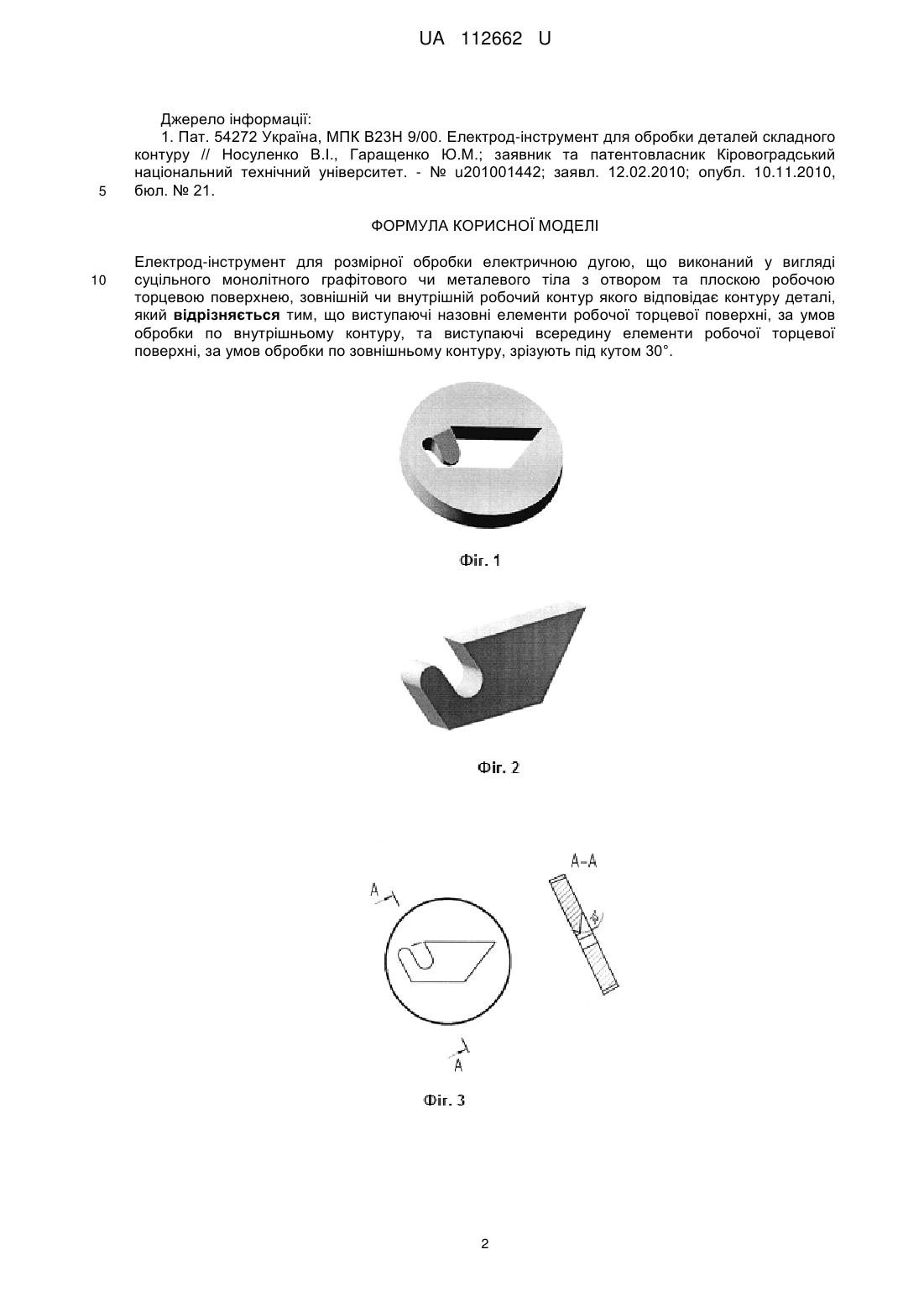
Реферат: Електрод-інструмент для розмірної обробки електричною дугою виконаний у вигляді суцільного монолітного графітового чи металевого тіла з отвором та плоскою робочою торцевою поверхнею, зовнішній чи внутрішній робочий контур якого відповідає контуру деталі. Виступаючі назовні елементи робочої торцевої поверхні, за умов обробки по внутрішньому контуру, та виступаючі всередину елементи робочої торцевої поверхні, за умов обробки по зовнішньому контуру, зрізують під кутом 30°. UA 112662 U (54) ЕЛЕКТРОД-ІНСТРУМЕНТ ДЛЯ ОБРОБКИ ДЕТАЛЕЙ СКЛАДНОГО КОНТУРУ UA 112662 U UA 112662 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування і може бути використана за умов електроерозійної обробки для виготовлення деталей по зовнішньому та внутрішньому контурах. Як прототип приймають відому конструкцію електрода-інструмента для розмірної обробки електричною дугою, що виконаний у вигляді суцільного монолітного графітового чи металевого тіла з отвором та плоскою робочою торцевою поверхнею, зовнішній чи внутрішній робочий контур якого відповідає контуру деталі, при цьому по зовнішньому чи внутрішньому контуру передбачають робочий поясок в межах 3-5 мм, а від нього в напрямку отвору, відповідно для зовнішнього робочого контуру, за умов внутрішнього робочого контуру передбачають нахил робочої торцевої поверхні в межах 3-5° [1]. Проте, за умов обробки деталей, коли електрод-інструмент має по периметру виступаючі елементи з розмірами поперечного перерізу менше 10-15 мм, немає можливості отримати двосторонній робочий поясок і, як наслідок, неможливо застосувати зазначену конструкцію електрода-інструмента та забезпечити оптимальні умови течії робочої рідини. В основу корисної моделі поставлена задача вдосконалення електрода-інструмента шляхом того, що виступаючі назовні елементи робочої торцевої поверхні, за умов обробки по внутрішньому контуру, та виступаючі всередину елементи робочої торцевої поверхні, за умов обробки по зовнішньому контуру, зрізують під кутом 30°. Електрод-інструмент для розмірної обробки електричною дугою, у якому виступаючі назовні елементи робочої торцевої поверхні, за умов обробки по внутрішньому контуру, та виступаючі всередину елементи робочої торцевої поверхні, за умов обробки по зовнішньому контуру, зрізують під кутом 30°. Це забезпечить на початковій стадії процесу однаковий гідравлічний опір по периметру обробки, а отже і рівномірність течії робочої рідини і, відповідно, оптимальне протікання процесу та задану шорсткість обробленої поверхні, а надалі це забезпечить достатньо рівномірну течію робочої рідини і, відповідно, оптимальне протікання процесу. Надалі корисна модель пояснюється кресленнями, на яких: - на фіг. 1 зображений в ізометрії електрод-інструмент для обробки деталей по зовнішньому контуру; - на фіг. 2 зображено в ізометрії деталь по зовнішньому контуру; - на фіг. 3 зображено креслення електрода-інструмента для обробки деталей по зовнішньому контуру; - на фіг. 4 зображений в ізометрії електрод-інструмент для обробки деталей по внутрішньому контуру; - на фіг. 5 зображено в ізометрії деталь по внутрішньому контуру; - на фіг. 6 зображено креслення електрода-інструмента для обробки деталей по внутрішньому контуру. Електрод-інструмент являє собою суцільне монолітне тіло (фіг. 1, 4). Електрод-інструмент складається з робочої поверхні і поверхні кріплення. Контур робочої поверхні будується по кресленню деталі (фіг. 2, 5). Елементи робочої торцевої поверхні електрода-інструмента, що виступають по периметру обробки всередину або на зовні (фіг. 3, 6), зрізують під кутом 30°. Поверхня кріплення являє собою буртик на електроді-інструменті для обробки внутрішнього контуру, а на електроді-інструменті для обробки зовнішнього контуру - конус. Робота електрода-інструмента полягає в наступному. Його закріплюють в електродотримачі. Деталь, яка обробляється, закріплюють на робочому столі верстата. Виконують герметизацію робочого простору за допомогою секційних камер. Вмикають подачу робочої рідини. Вмикають джерело живлення і виконують прошивання при ході штока донизу. Вимикають джерело живлення технологічним струмом і подачу робочої рідини та розгерметизовують робочий простір. Корисна модель ілюструється наступним чином: запропонованим електродом-інструментом було отримано деталь типу "Гачок" з шириною виступаючого елемента 12 мм та кутом зрізу 30°. Умови експерименту: полярність струму - зворотна, матеріал електрода-заготовки - Сталь 20, робоча рідина - суміш мастила індустріального И20 50 % і гасу 50 %. Одержані такі результати. 3 При силі струму І=50 А і статичному тиску Рст=1 МПа продуктивність склала М=860 мм /хв., шорсткість обробленої поверхні Ra=80, знос електрод-інструмента 1,3 %. Отже, запропонований електрод-інструмент забезпечує оптимальне протікання процесу. Таким чином, запропонований електрод-інструмент забезпечить достатньо рівномірну течію робочої рідини і, відповідно, оптимальне протікання процесу. 1 UA 112662 U 5 Джерело інформації: 1. Пат. 54272 Україна, МПК В23Н 9/00. Електрод-інструмент для обробки деталей складного контуру // Носуленко В.І., Гаращенко Ю.М.; заявник та патентовласник Кіровоградський національний технічний університет. - № u201001442; заявл. 12.02.2010; опубл. 10.11.2010, бюл. № 21. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Електрод-інструмент для розмірної обробки електричною дугою, що виконаний у вигляді суцільного монолітного графітового чи металевого тіла з отвором та плоскою робочою торцевою поверхнею, зовнішній чи внутрішній робочий контур якого відповідає контуру деталі, який відрізняється тим, що виступаючі назовні елементи робочої торцевої поверхні, за умов обробки по внутрішньому контуру, та виступаючі всередину елементи робочої торцевої поверхні, за умов обробки по зовнішньому контуру, зрізують під кутом 30°. 2 UA 112662 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: електрод-інструмент, обробки, деталей, складного, контуру
Код посилання
<a href="https://ua.patents.su/5-112662-elektrod-instrument-dlya-obrobki-detalejj-skladnogo-konturu.html" target="_blank" rel="follow" title="База патентів України">Електрод-інструмент для обробки деталей складного контуру</a>
Електрод-інструмент для обробки деталей складного контуру

Номер патенту: 54272
Опубліковано: 10.11.2010
Автори: Носуленко Віктор Іванович, Гаращенко Юрій Миколайович
МПК: B23H 9/00
Мітки: деталей, контуру, обробки, складного, електрод-інструмент
Формула / Реферат:
Електрод-інструмент розмірної обробки електричною дугою, що виконаний у вигляді суцільного монолітного графітового чи металевого тіла з отвором та плоскою робочою торцевою поверхнею, зовнішній чи внутрішній робочий контур якого відповідає контуру деталі, який відрізняється тим, що по зовнішньому чи внутрішньому робочому контуру передбачають робочий поясок в межах 3-5 мм, а від нього в напрямку отвору, відповідно для зовнішнього робочого...
Електрод-інструмент для розмірної обробки електричною дугою отворів
Номер патенту: 110775
Опубліковано: 25.10.2016
Автори: Носуленко Віктор Іванович, Юр'єв Віталій Віталійович, Пархоменко Артем Сергійович
МПК: B23K 9/00
Мітки: дугою, обробки, розмірної, отворів, електрод-інструмент, електричною
Формула / Реферат:
Електрод-інструмент для розмірної обробки електричною дугою отворів по принципу прошивання, з прямою, під 90°, робочою кромкою, який відрізняється тим, що кути робочої кромки електрода-інструмента відповідають напрямку руху робочої рідини в міжелектродному зазорі і становлять: передній кут a ³ 0°30'; задній кут b = 3…5°; внутрішній кут g = 1°; радіус закруглення робочої кромки R ³ 0,5 мм.
Спосіб обробки тіл обертання електричною дугою і електрод-інструмент для його реалізації
Номер патенту: 24439
Опубліковано: 17.07.1998
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: обертання, спосіб, реалізації, електричною, обробки, електрод-інструмент, тіл, дугою
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, який відрізняється тим, що електричну дугу збуджують у міжелектродному зазорі між електродом-заготовкою, яка обертається, і електродом-інструментом, який має поступальні чи дискретні технологічні рухи осьової та радіальної подачі, під технологічним тиском робочої рідини, що подається у міжелектродний зазор крізь канал у електроді-інструменті.2. Спосіб за п.1, який відрізняється тим, що...
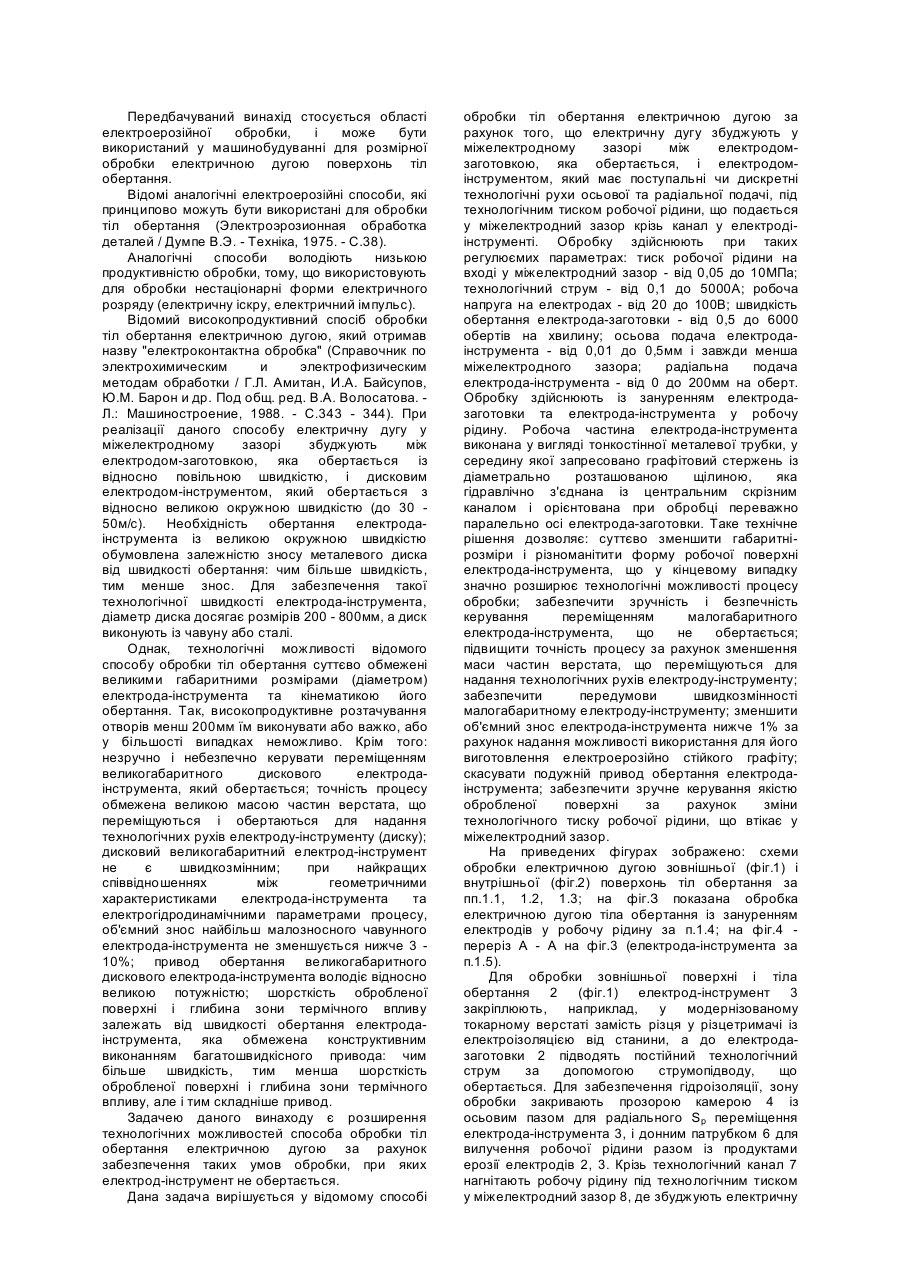
Інструмент для фрикційно-зміцнюючої обробки деталей
Номер патенту: 72832
Опубліковано: 27.08.2012
Автори: Роп'як Любомир Ярославович, Остапович Василь Васильович
МПК: B24B 39/04
Мітки: фрикційно-зміцнюючої, інструмент, обробки, деталей
Формула / Реферат:
Інструмент для фрикційно-зміцнюючої обробки деталей, що виконаний у вигляді диска з посадковим отвором, який відрізняється тим, що на обох торцевих поверхнях диска виконані кільцеві проточки, в яких нерухомо без зазору встановлені охолоджуючі елементи з матеріалу, що має високий коефіцієнт теплопровідності.
Спосіб зміцнення контуру листових деталей
Номер патенту: 31436
Опубліковано: 10.04.2008
Автори: Тарасов Олександр Федорович, Короткий Сергій Олександрович
МПК: B21D 28/00
Мітки: контуру, деталей, листових, спосіб, зміцнення
Формула / Реферат:
Спосіб зміцнення контуру листових деталей, згідно з яким в заготовці вздовж контурів, які обробляють шляхом виконання технологічних операцій вирубки-пробивання, формуються бурти, який відрізняється тим, що наприкінці робочого ходу здійснюють переміщення заготовки в напрямку руху верхнього (рухливого) інструмента з осадженням буртів по контуру отриманої деталі та підкарбуванням її бічних поверхонь об інструмент.
Попередній патент: Спосіб оцінки негативного впливу змішаної протозоозної та нематодозної інвазії на антиоксидантний статус організму поросят
Наступний патент: Теплообмінник “труба в трубі”
Випадковий патент: Спектрометр ядерного магнітного резонансу