Електрод-інструмент для розмірної обробки електричною дугою отворів
Номер патенту: 110775
Опубліковано: 25.10.2016
Автори: Пархоменко Артем Сергійович, Юр'єв Віталій Віталійович, Носуленко Віктор Іванович
Формула / Реферат
Електрод-інструмент для розмірної обробки електричною дугою отворів по принципу прошивання, з прямою, під 90°, робочою кромкою, який відрізняється тим, що кути робочої кромки електрода-інструмента відповідають напрямку руху робочої рідини в міжелектродному зазорі і становлять: передній кут a ³ 0°30'; задній кут b = 3…5°; внутрішній кут g = 1°; радіус закруглення робочої кромки R ³ 0,5 мм.
Текст
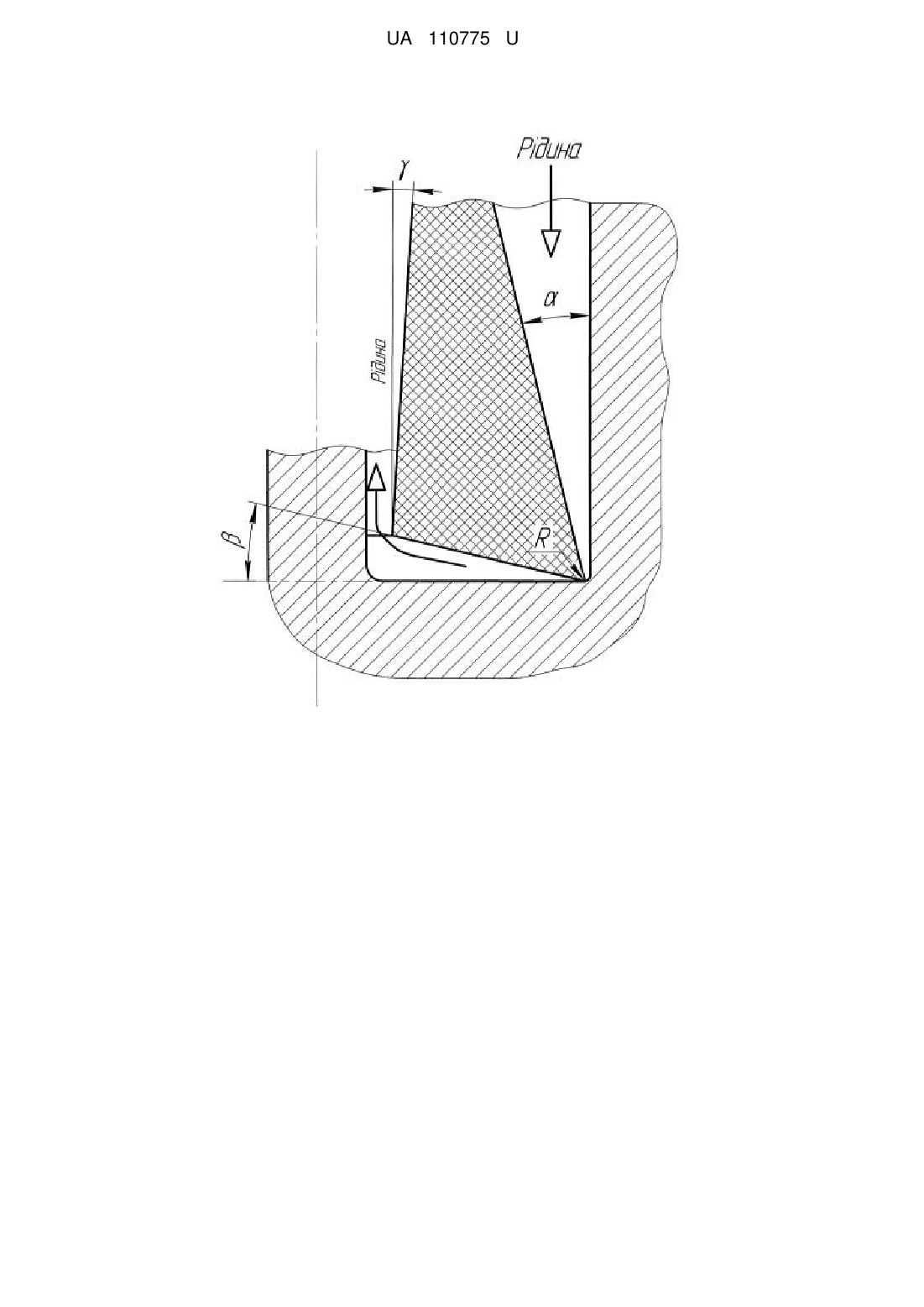
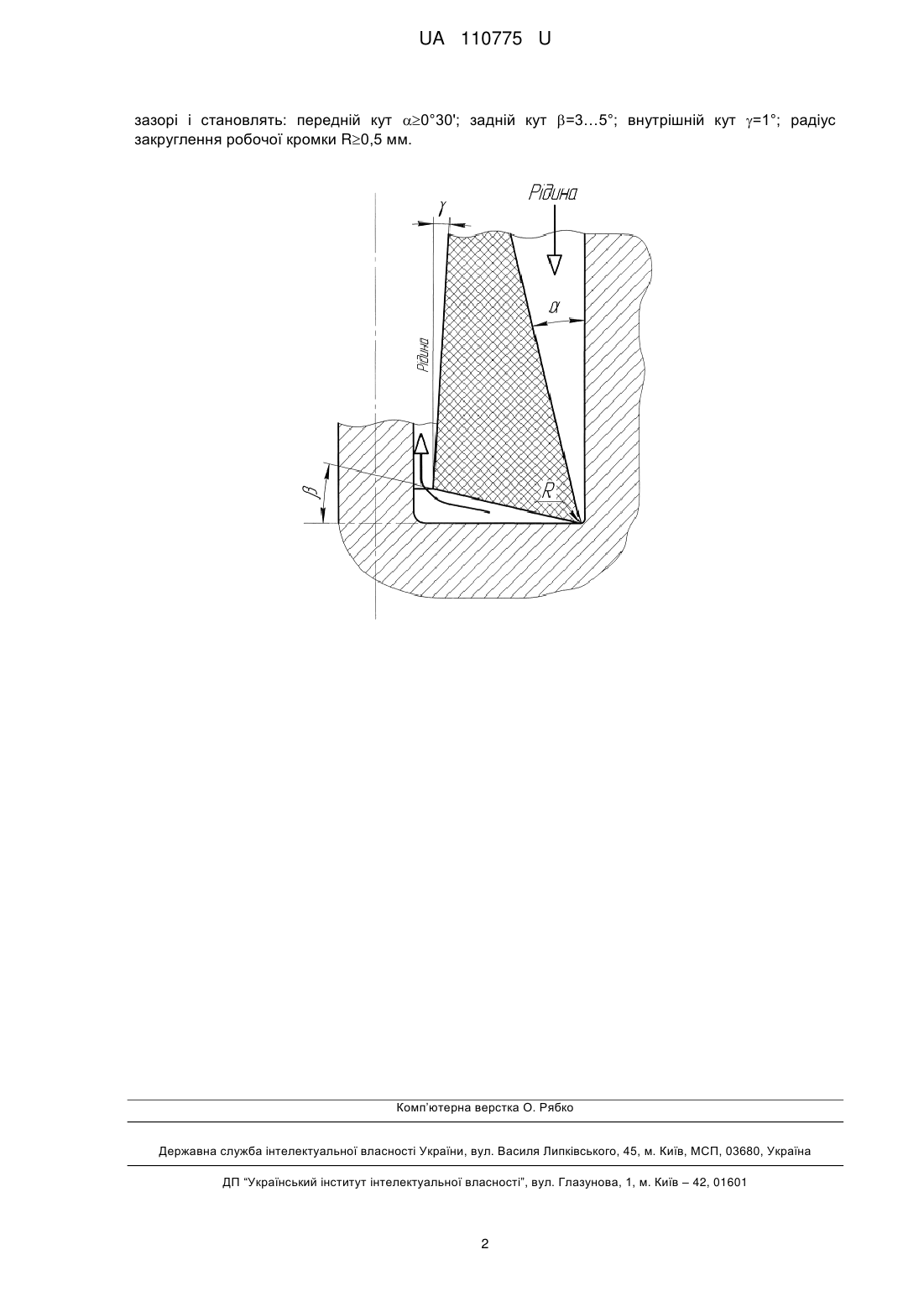
Реферат: Електрод-інструмент для розмірної обробки електричною дугою отворів по принципу прошивання, з прямою, під 90°, робочою кромкою. Елементи та геометрія робочої кромки електрода-інструмента, де кути робочої кромки електрода-інструмента відповідають напрямку руху робочої рідини в міжелектродному зазорі, становлять: передній кут 0°30'; задній кут =3…5°; внутрішній кут =1°; радіус закруглення робочої кромки R0,5 мм. UA 110775 U (54) ЕЛЕКТРОД-ІНСТРУМЕНТ ДЛЯ РОЗМІРНОЇ ОБРОБКИ ЕЛЕКТРИЧНОЮ ДУГОЮ ОТВОРІВ UA 110775 U UA 110775 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до галузі машинобудування і може бути використана для розмірної обробки електричною дугою отворів в деталях. Як найближчий аналог вибрано відому конструкцію електрода-інструмента для розмірної обробки електричною дугою отворів по принципу прошивання з прямою під 90°, робочою кромкою [1], за умов напрямку руху робочої рідини від периферії до центру електродаінструмента і надалі через отвір електрода-інструмента на злив. Відома конструкція електрода-інструмента не забезпечує рівномірну течію робочої рідини в зоні обробки та утворює застійні зони, в яких горять видовжені дуги і наслідком чого є погіршення якості обробленої поверхні. В основу корисної моделі поставлена задача вдосконалення електрода-інструмента шляхом зміни геометрії та елементів робочої кромки електрода-інструмента, а саме: кути робочої кромки електрода-інструмента, за умови, якщо їх розглядати в послідовності, що відповідають напрямку руху робочої рідини в міжелектродному зазорі, приймають в межах: передній кут α 0°30'; задній кут β = 3…5°; внутрішній кут γ=1°; радіус закруглення робочої кромки R 0,5 мм. Надалі корисна модель пояснюється кресленням, на якому зображено елементи та геометрію робочої кромки електрода-інструмента. Робоча кромка електрода-інструмента утворюється кутами (креслення), а саме: кути робочої кромки електрода-інструмента, за умови, якщо їх розглядати в послідовності, що відповідає напрямку руху робочої рідини в міжелектродному зазорі, приймають в межах: передній кут α 0°30'; задній кут β = 3…5°; внутрішній кут γ=1°; радіус закруглення робочої кромки R 0,5 мм. Запропонований електрод-інструмент забезпечує такі переваги. Робоча рідина подається в напрямку від периферії електрода-інструмента до його центру. Нахил бічної поверхні під кутом α 0°30' забезпечує течію робочої рідини в звужуючу щілину, що стабілізує потік та забезпечує ламінарний рух робочої рідини. Для забезпечення стабільності потоку безпосередньо на робочій кромці електрода-інструмента, передбачають радіус закруглення R=0,5 мм, який формує поверхню отвору за рахунок розмірного випаровування та плавлення. Радіус заокруглення попереджує відрив потоку від стінки електрода-інструмента і отже забезпечує стабільність процесу, відповідну якість обробленої поверхні, а саме шорсткість та регульовану зону термічного впливу. Щоб забезпечити рівномірну течію робочої рідини на торці електрода-інструмента і отже забезпечити енергетично економне плавлення метала видовженими дугами передбачають нахил робочої кромки електрода-інструмента в межах кута β = 3…5°. Надалі на внутрішній бічній поверхні електродаінструмента передбачають технологічний отвір під кутом γ=1°, що забезпечить рівномірну течію робочої рідини. Корисна модель ілюструється наступним чином. Було виготовлено два отвори електродамиінструментами, відомої і запропонованої конструкції. Умови експерименту: полярність струму зворотна, матеріал електрода-заготовки - Сталь 45, робоча рідина - суміш мастила індустріального И-20 і гасу по 50 % відповідно, сила струму / = 400А, статичний тиск рідини Рст = 0,8 МПа. Прототип: електрод-інструмент - передній кут α = 0°, задній кут β = 0°, внутрішній кут γ = 0°, радіус закруглення робочої кромки R=0° мм. 3 За цих умов: продуктивність склала М - 5987 мм /хв., шорсткість обробленої поверхні Ra 20. Запропонований електрод-інструмент: передній кут α = 0°30', задній кут β = 5°, внутрішній кут γ = 1°, радіус закруглення робочої кромки R=0,5 мм. 3 За цих умов: продуктивність склала М = 6875 мм /хв., шорсткість обробленої поверхні Rα 10. Таким чином запропонована корисна модель забезпечує такі переваги перед існуючим технологічним рішенням: - шорсткість обробленої поверхні запропонованим електродом-інструментом зменшилася з 3 до 4 класу. - продуктивність процесу обробки збільшилася на 13 %. Джерела інформації: 1. Чумаченко О.С. Розмірна обробка електричною дугою листових деталей: автореф. дис. на здобуття наук, ступеня канд. техн. наук: спец.05.03.07 "Процеси фізико-технічної обробки" / О.С. Чумаченко. - Київ, 202.-20с-С 11, рис. 4, а. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Електрод-інструмент для розмірної обробки електричною дугою отворів по принципу прошивання, з прямою, під 90°, робочою кромкою, який відрізняється тим, що кути робочої кромки електрода-інструмента відповідають напрямку руху робочої рідини в міжелектродному 1 UA 110775 U зазорі і становлять: передній кут 0°30'; задній кут =3…5°; внутрішній кут =1°; радіус закруглення робочої кромки R0,5 мм. Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/00
Мітки: отворів, дугою, електрод-інструмент, електричною, обробки, розмірної
Код посилання
<a href="https://ua.patents.su/4-110775-elektrod-instrument-dlya-rozmirno-obrobki-elektrichnoyu-dugoyu-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Електрод-інструмент для розмірної обробки електричною дугою отворів</a>
Спосіб розмірної обробки отворів електричною дугою

Номер патенту: 58026
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: спосіб, дугою, отворів, електричною, обробки, розмірної
Формула / Реферат:
Спосіб розмірної обробки отворів електричною дугою, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центру електрода-інструмента, який відрізняється тим, що в початковій фазі обробку здійснюють в центральній частині отвору з поступовим наближенням до периферійної частини отвору.
Спосіб розмірної обробки електричною дугою отворів по принципу прошивання
Номер патенту: 106080
Опубліковано: 11.04.2016
Автори: Юр'єв Віталій Віталійович, Носуленко Віктор Іванович
МПК: B23H 1/00
Мітки: прошивання, принципу, електричною, розмірної, дугою, спосіб, отворів, обробки
Формула / Реферат:
Спосіб розмірної обробки електричною дугою отворів по принципу прошивання електродом-інструментом з отвором, периметр якого формує контур отвору, при прокачуванні робочої рідини в напрямку від периферії електрода-інструмента до його центра і надалі через отвір електрода-інструмента на злив, який відрізняється тим, що в центрі мас отвору попередньо передбачають технологічний отвір діаметром не менше 1…3 мм, а торцеву поверхню...
Спосіб розмірної обробки електричною дугою бічних поверхонь отворів та стержнів
Номер патенту: 60434
Опубліковано: 25.06.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: бічних, розмірної, дугою, поверхонь, отворів, спосіб, обробки, стержнів, електричною
Формула / Реферат:
Спосіб розмірної обробки електричною дугою бічних поверхонь отворів та стержнів з криволінійною твірною, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють багатошаровим електродом-інструментом складеної конструкції, а матеріалом кожного шару, кількістю шарів та кривизною їх бічної поверхні варіюють за технологічною потребою.
Спосіб розмірної обробки електричною дугою отворів в пакеті плоских заготовок
Номер патенту: 58025
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: спосіб, плоских, розмірної, електричною, дугою, обробки, отворів, заготовок, пакети
Формула / Реферат:
Спосіб розмірної обробки електричною дугою отворів в пакеті плоских заготовок, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють при напрузі на електродах не менше 40 В з наскрізним виходом електрода-інструмента з пакета в електропровідну підкладку та з вилученням продуктів ерозії із...
Електрод-інструмент з центральним наскрізним отвором для прошивання електричною дугою глибоких отворів
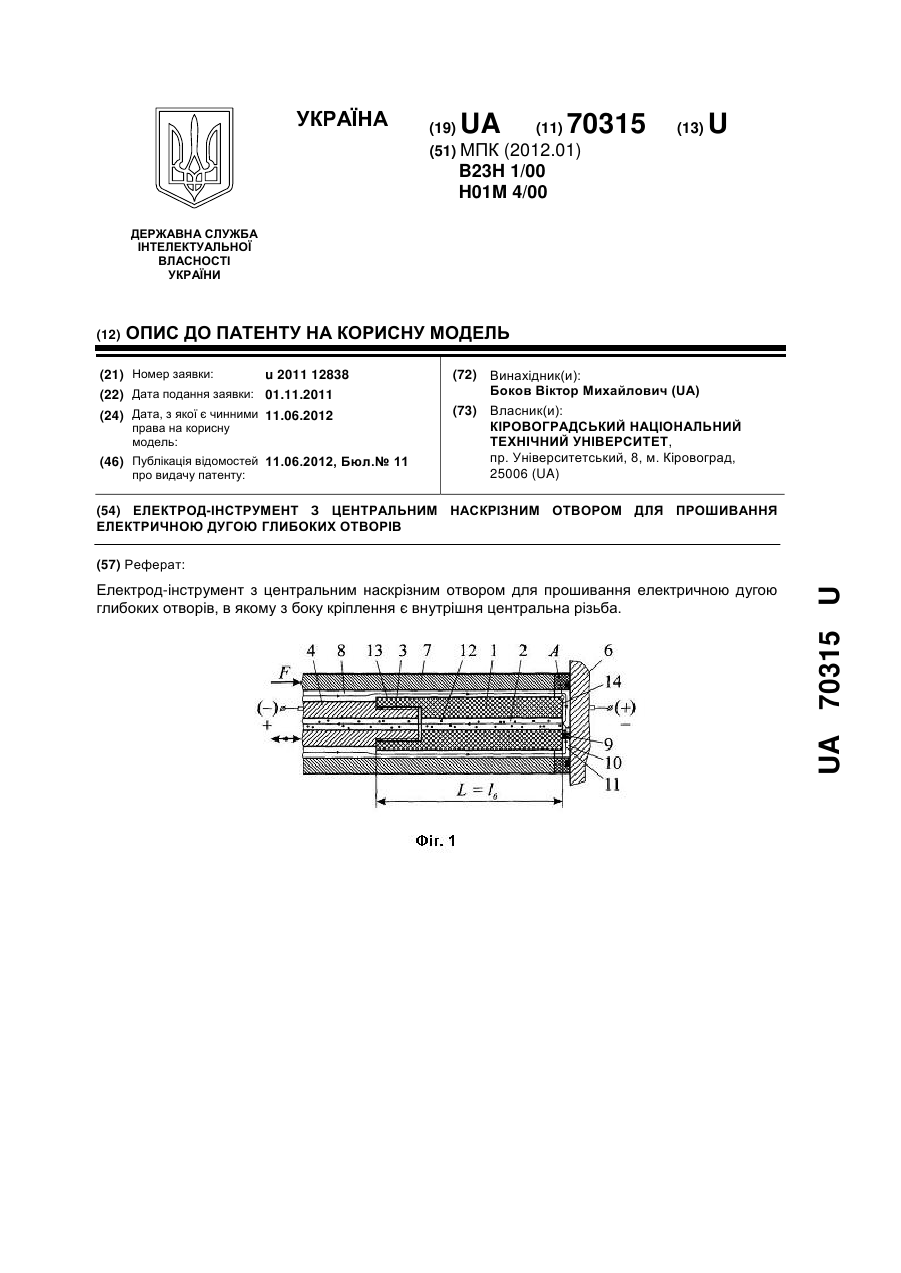
Номер патенту: 70315
Опубліковано: 11.06.2012
Автор: Боков Віктор Михайлович
Мітки: отвором, електричною, отворів, наскрізним, електрод-інструмент, дугою, глибоких, прошивання, центральним
Формула / Реферат:
Електрод-інструмент з центральним наскрізним отвором для прошивання електричною дугою глибоких отворів, який відрізняється тим, що з боку кріплення є внутрішня центральна різьба.
Попередній патент: Спосіб підвищення продуктивності молодняку свиней
Наступний патент: Ролик для прикочування гнучкого полімерного матеріалу на зовнішню поверхню труби
Випадковий патент: Насос для підйому рідини з великих глибин