Графітовий електрод-інструмент для розмірної обробки дугою


Формула / Реферат
1. Графітовий електрод-інструмент для розмірної обробки дугою, що приєднаний до металевого електродотримача за поверхнею контакту електропровідним клеєм, який відрізняється тим, що поверхня контакту виконана розвинутою за площею та має гребінчасту форму.
2. Графітовий електрод-інструмент для розмірної обробки дугою за п. 1, який відрізняється тим, що кут між твірною гребінчастої поверхні (поверхнею, що нахилена) та напрямком переміщення електрода-інструмента при обробці виконаний менше кута тертя в місці контакту електрода-інструмента з металевим електродотримачем.
Текст
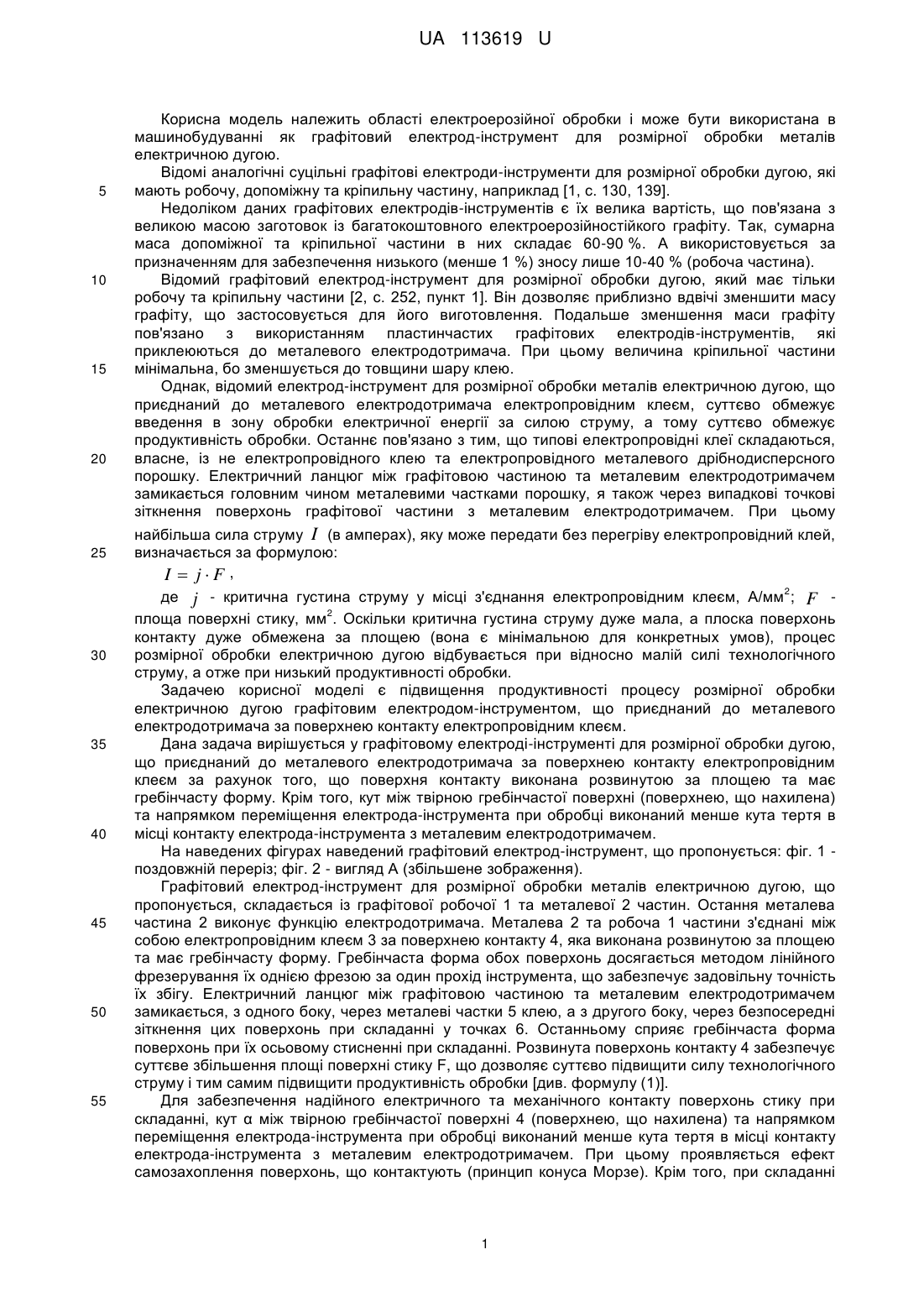
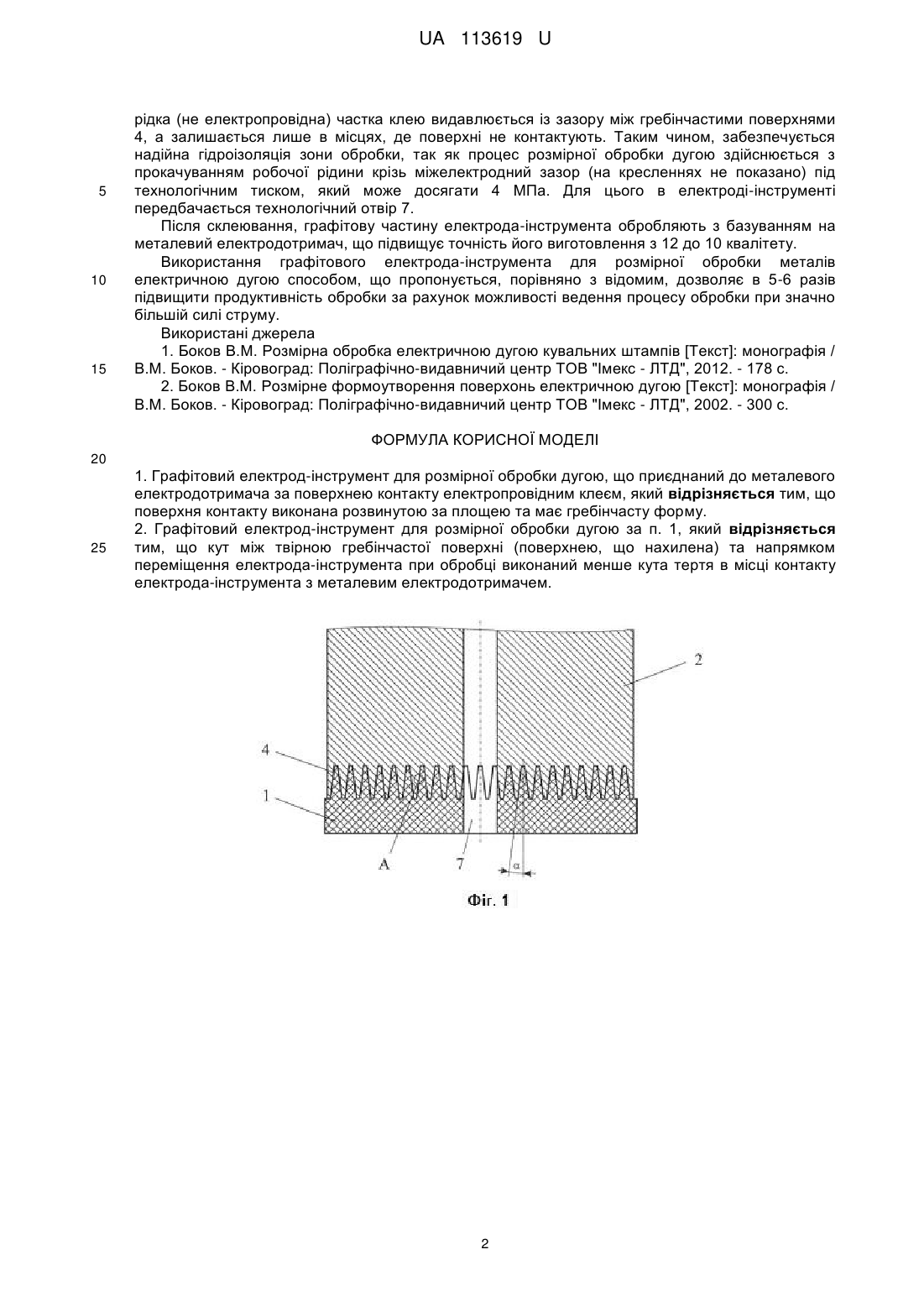
Реферат: UA 113619 U UA 113619 U 5 10 15 20 25 Корисна модель належить області електроерозійної обробки і може бути використана в машинобудуванні як графітовий електрод-інструмент для розмірної обробки металів електричною дугою. Відомі аналогічні суцільні графітові електроди-інструменти для розмірної обробки дугою, які мають робочу, допоміжну та кріпильну частину, наприклад [1, с. 130, 139]. Недоліком даних графітових електродів-інструментів є їх велика вартість, що пов'язана з великою масою заготовок із багатокоштовного електроерозійностійкого графіту. Так, сумарна маса допоміжної та кріпильної частини в них складає 60-90 %. А використовується за призначенням для забезпечення низького (менше 1 %) зносу лише 10-40 % (робоча частина). Відомий графітовий електрод-інструмент для розмірної обробки дугою, який має тільки робочу та кріпильну частини [2, с. 252, пункт 1]. Він дозволяє приблизно вдвічі зменшити масу графіту, що застосовується для його виготовлення. Подальше зменшення маси графіту пов'язано з використанням пластинчастих графітових електродів-інструментів, які приклеюються до металевого електродотримача. При цьому величина кріпильної частини мінімальна, бо зменшується до товщини шару клею. Однак, відомий електрод-інструмент для розмірної обробки металів електричною дугою, що приєднаний до металевого електродотримача електропровідним клеєм, суттєво обмежує введення в зону обробки електричної енергії за силою струму, а тому суттєво обмежує продуктивність обробки. Останнє пов'язано з тим, що типові електропровідні клеї складаються, власне, із не електропровідного клею та електропровідного металевого дрібнодисперсного порошку. Електричний ланцюг між графітовою частиною та металевим електродотримачем замикається головним чином металевими частками порошку, я також через випадкові точкові зіткнення поверхонь графітової частини з металевим електродотримачем. При цьому найбільша сила струму I (в амперах), яку може передати без перегріву електропровідний клей, визначається за формулою: I jF , 2 30 35 40 45 50 55 де j - критична густина струму у місці з'єднання електропровідним клеєм, А/мм ; F 2 площа поверхні стику, мм . Оскільки критична густина струму дуже мала, а плоска поверхонь контакту дуже обмежена за площею (вона є мінімальною для конкретных умов), процес розмірної обробки електричною дугою відбувається при відносно малій силі технологічного струму, а отже при низький продуктивності обробки. Задачею корисної моделі є підвищення продуктивності процесу розмірної обробки електричною дугою графітовим електродом-інструментом, що приєднаний до металевого електродотримача за поверхнею контакту електропровідним клеєм. Дана задача вирішується у графітовому електроді-інструменті для розмірної обробки дугою, що приєднаний до металевого електродотримача за поверхнею контакту електропровідним клеєм за рахунок того, що поверхня контакту виконана розвинутою за площею та має гребінчасту форму. Крім того, кут між твірною гребінчастої поверхні (поверхнею, що нахилена) та напрямком переміщення електрода-інструмента при обробці виконаний менше кута тертя в місці контакту електрода-інструмента з металевим електродотримачем. На наведених фігурах наведений графітовий електрод-інструмент, що пропонується: фіг. 1 поздовжній переріз; фіг. 2 - вигляд А (збільшене зображення). Графітовий електрод-інструмент для розмірної обробки металів електричною дугою, що пропонується, складається із графітової робочої 1 та металевої 2 частин. Остання металева частина 2 виконує функцію електродотримача. Металева 2 та робоча 1 частини з'єднані між собою електропровідним клеєм 3 за поверхнею контакту 4, яка виконана розвинутою за площею та має гребінчасту форму. Гребінчаста форма обох поверхонь досягається методом лінійного фрезерування їх однією фрезою за один прохід інструмента, що забезпечує задовільну точність їх збігу. Електричний ланцюг між графітовою частиною та металевим електродотримачем замикається, з одного боку, через металеві частки 5 клею, а з другого боку, через безпосередні зіткнення цих поверхонь при складанні у точках 6. Останньому сприяє гребінчаста форма поверхонь при їх осьовому стисненні при складанні. Розвинута поверхонь контакту 4 забезпечує суттєве збільшення площі поверхні стику F, що дозволяє суттєво підвищити силу технологічного струму і тим самим підвищити продуктивність обробки [див. формулу (1)]. Для забезпечення надійного електричного та механічного контакту поверхонь стику при складанні, кут α між твірною гребінчастої поверхні 4 (поверхнею, що нахилена) та напрямком переміщення електрода-інструмента при обробці виконаний менше кута тертя в місці контакту електрода-інструмента з металевим електродотримачем. При цьому проявляється ефект самозахоплення поверхонь, що контактують (принцип конуса Морзе). Крім того, при складанні 1 UA 113619 U 5 10 15 рідка (не електропровідна) частка клею видавлюється із зазору між гребінчастими поверхнями 4, а залишається лише в місцях, де поверхні не контактують. Таким чином, забезпечується надійна гідроізоляція зони обробки, так як процес розмірної обробки дугою здійснюється з прокачуванням робочої рідини крізь міжелектродний зазор (на кресленнях не показано) під технологічним тиском, який може досягати 4 МПа. Для цього в електроді-інструменті передбачається технологічний отвір 7. Після склеювання, графітову частину електрода-інструмента обробляють з базуванням на металевий електродотримач, що підвищує точність його виготовлення з 12 до 10 квалітету. Використання графітового електрода-інструмента для розмірної обробки металів електричною дугою способом, що пропонується, порівняно з відомим, дозволяє в 5-6 разів підвищити продуктивність обробки за рахунок можливості ведення процесу обробки при значно більшій силі струму. Використані джерела 1. Боков В.М. Розмірна обробка електричною дугою кувальних штампів [Текст]: монографія / В.М. Боков. - Кіровоград: Поліграфічно-видавничий центр ТОВ "Імекс - ЛТД", 2012. - 178 с. 2. Боков В.М. Розмірне формоутворення поверхонь електричною дугою [Текст]: монографія / В.М. Боков. - Кіровоград: Поліграфічно-видавничий центр ТОВ "Імекс - ЛТД", 2002. - 300 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 1. Графітовий електрод-інструмент для розмірної обробки дугою, що приєднаний до металевого електродотримача за поверхнею контакту електропровідним клеєм, який відрізняється тим, що поверхня контакту виконана розвинутою за площею та має гребінчасту форму. 2. Графітовий електрод-інструмент для розмірної обробки дугою за п. 1, який відрізняється тим, що кут між твірною гребінчастої поверхні (поверхнею, що нахилена) та напрямком переміщення електрода-інструмента при обробці виконаний менше кута тертя в місці контакту електрода-інструмента з металевим електродотримачем. 2 UA 113619 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBokov Viktor Myhailovych
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
Мітки: графітовий, розмірної, електрод-інструмент, дугою, обробки
Код посилання
<a href="https://ua.patents.su/5-113619-grafitovijj-elektrod-instrument-dlya-rozmirno-obrobki-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Графітовий електрод-інструмент для розмірної обробки дугою</a>
Електрод-інструмент для розмірної обробки електричною дугою отворів
Номер патенту: 110775
Опубліковано: 25.10.2016
Автори: Пархоменко Артем Сергійович, Юр'єв Віталій Віталійович, Носуленко Віктор Іванович
МПК: B23K 9/00
Мітки: обробки, електрод-інструмент, дугою, електричною, отворів, розмірної
Формула / Реферат:
Електрод-інструмент для розмірної обробки електричною дугою отворів по принципу прошивання, з прямою, під 90°, робочою кромкою, який відрізняється тим, що кути робочої кромки електрода-інструмента відповідають напрямку руху робочої рідини в міжелектродному зазорі і становлять: передній кут a ³ 0°30'; задній кут b = 3…5°; внутрішній кут g = 1°; радіус закруглення робочої кромки R ³ 0,5 мм.
Спосіб розмірної обробки електричною дугою тіл обертання
Номер патенту: 81266
Опубліковано: 25.06.2013
Автор: Боков Віктор Михайлович
МПК: B23K 9/013, B23H 1/00
Мітки: розмірної, дугою, обробки, електричною, спосіб, тіл, обертання
Формула / Реферат:
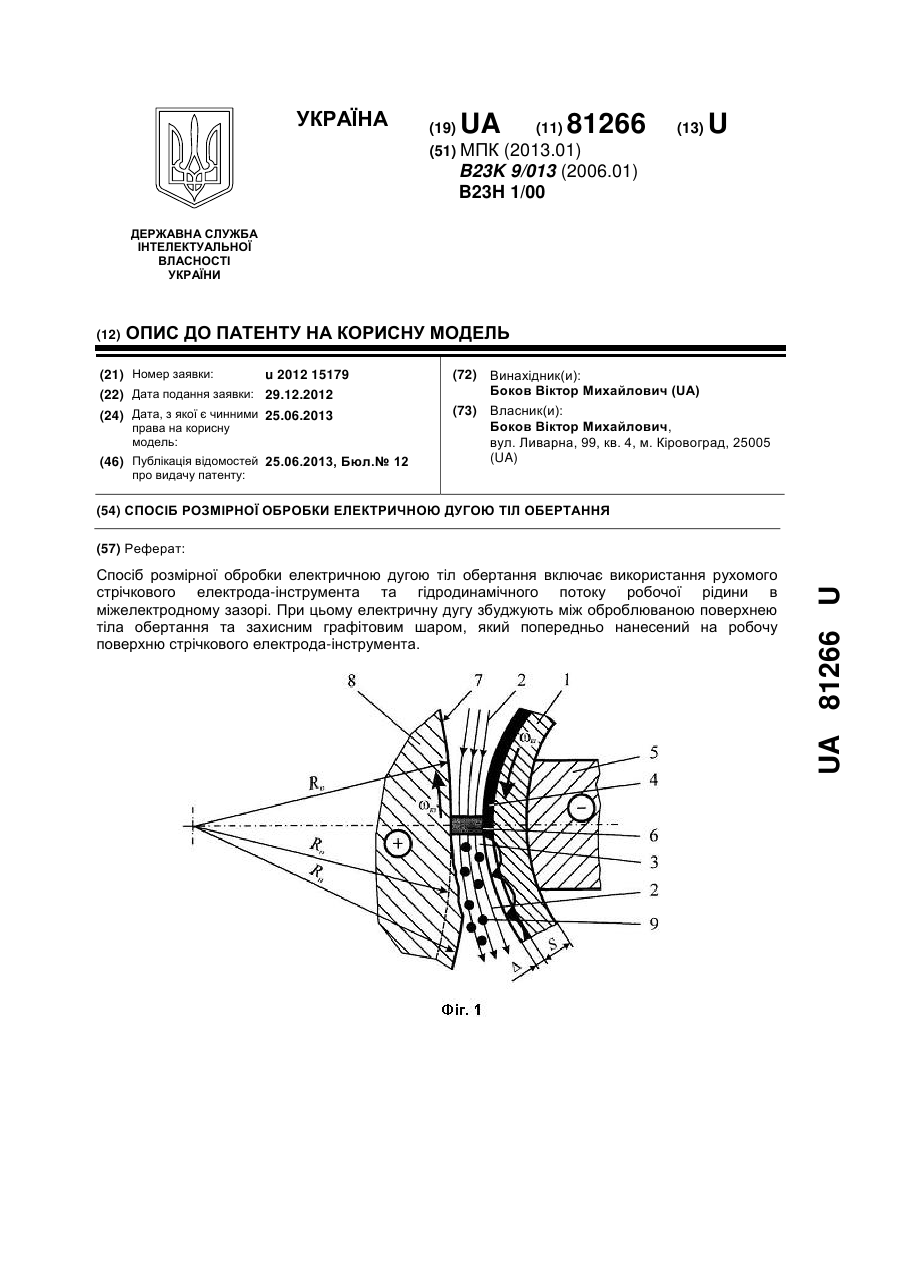
1. Спосіб розмірної обробки електричною дугою тіл обертання, що включає використання рухомого стрічкового електрода-інструмента та гідродинамічного потоку робочої рідини в міжелектродному зазорі, який відрізняється тим, що електричну дугу збуджують між оброблюваною поверхнею тіла обертання та захисним графітовим шаром, який попередньо нанесений на робочу поверхню стрічкового електрода-інструмента.2. Спосіб за п. 1, який відрізняється...
Спосіб розмірної обробки ступінчастих стержнів електричною дугою
Номер патенту: 69535
Опубліковано: 15.09.2004
Автори: Носуленко Віктор Іванович, Шмельов Віталій Миколайович, Великий Петро Миколайович, Чумаченко Ольга Сергіївна
Мітки: обробки, розмірної, електричною, ступінчастих, спосіб, стержнів, дугою
Формула / Реферат:
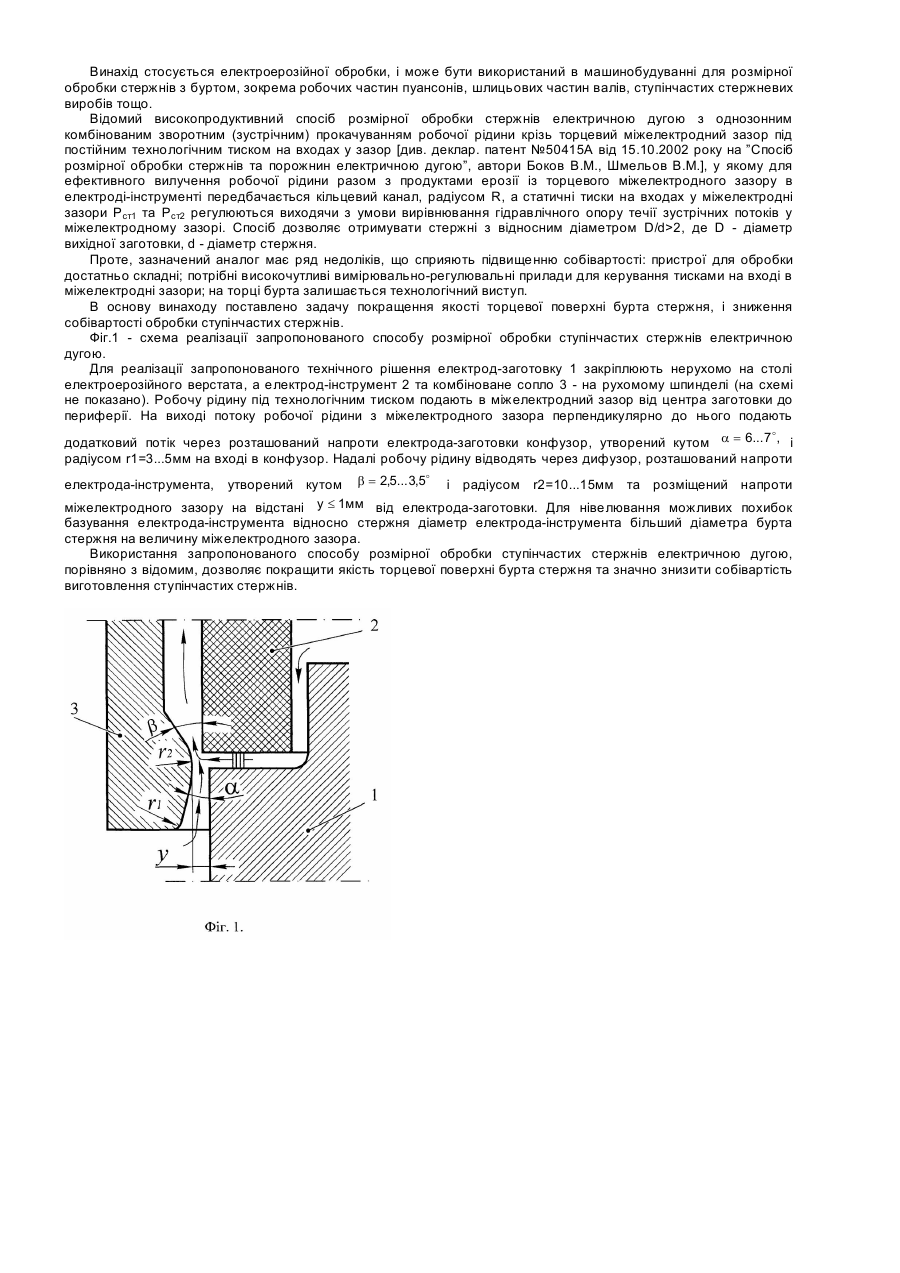
Спосіб розмірної обробки ступінчастих стержнів електричною дугою з прямим прокачуванням робочої рідини, від центра до периферії електрода, крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що на виході потоку робочої рідини з міжелектродного зазору перпендикулярно до нього подають додатковий потік за наявності конфузора, розташованого напроти електрода-заготовки, утворений кутом α, що дорівнює 6...7°, і...
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: спосіб, дугою, конічних, розмірної, поверхонь, електричною, обробки
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: спосіб, електричною, обробки, дугою, поверхневої, розмірної
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Попередній патент: Багатоканальний пріоритетний пристрій для підключення абонентів до загальної магістралі з динамічним пріоритетом
Наступний патент: Світлодіод
Випадковий патент: Виріб для куріння, спосіб виготовлення виробу для куріння та обгортка виробу для куріння