Спосіб розмірної обробки електричною дугою тіл обертання

Формула / Реферат
1. Спосіб розмірної обробки електричною дугою тіл обертання, що включає використання рухомого стрічкового електрода-інструмента та гідродинамічного потоку робочої рідини в міжелектродному зазорі, який відрізняється тим, що електричну дугу збуджують між оброблюваною поверхнею тіла обертання та захисним графітовим шаром, який попередньо нанесений на робочу поверхню стрічкового електрода-інструмента.
2. Спосіб за п. 1, який відрізняється тим, що після використання захисного графітового шару на одній стороні стрічкового електрода-інструмента, його повертають на 180° та збуджують дугу між оброблюваною поверхнею тіла обертання та попередньо нанесеним захисним графітовим шаром на другій стороні.
Текст
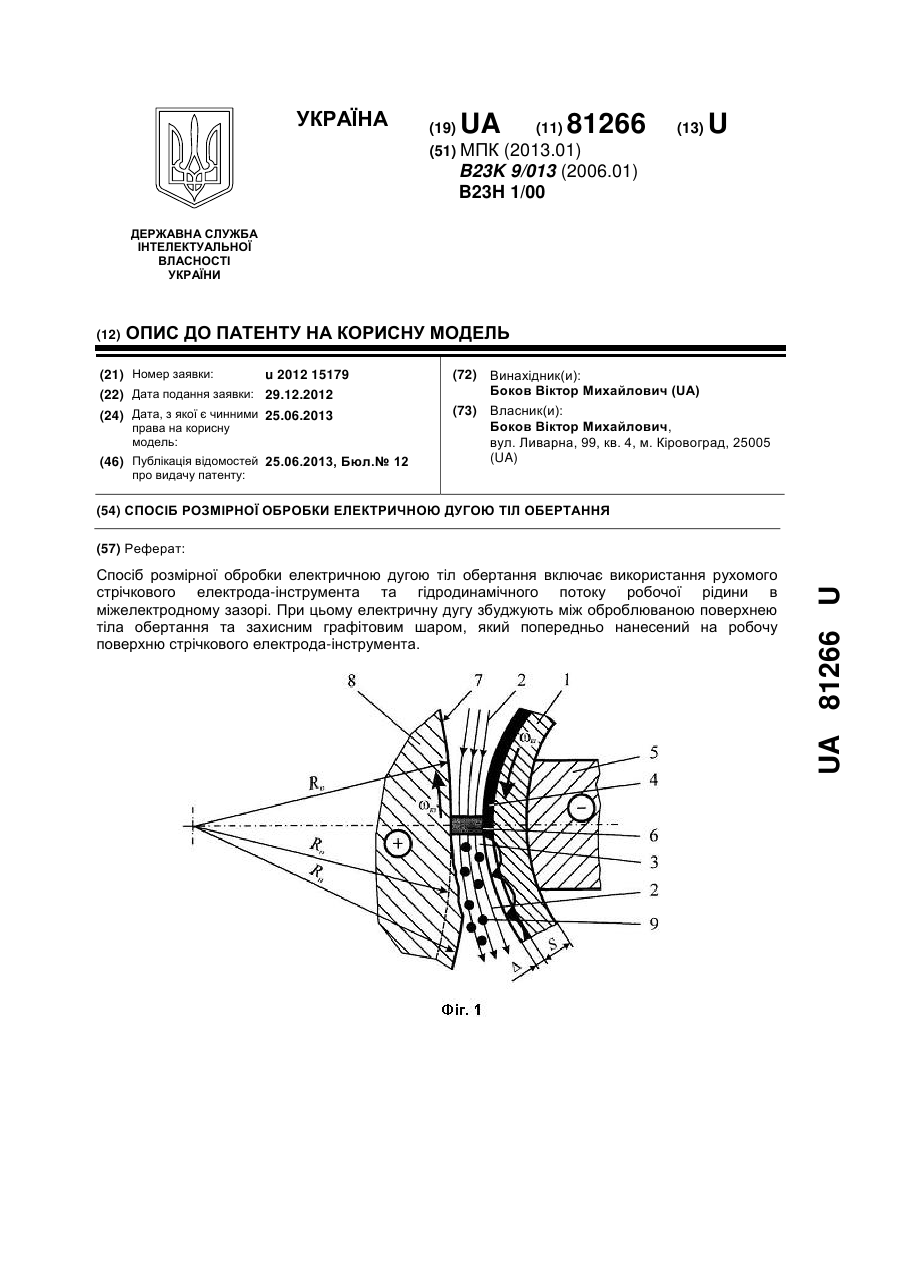
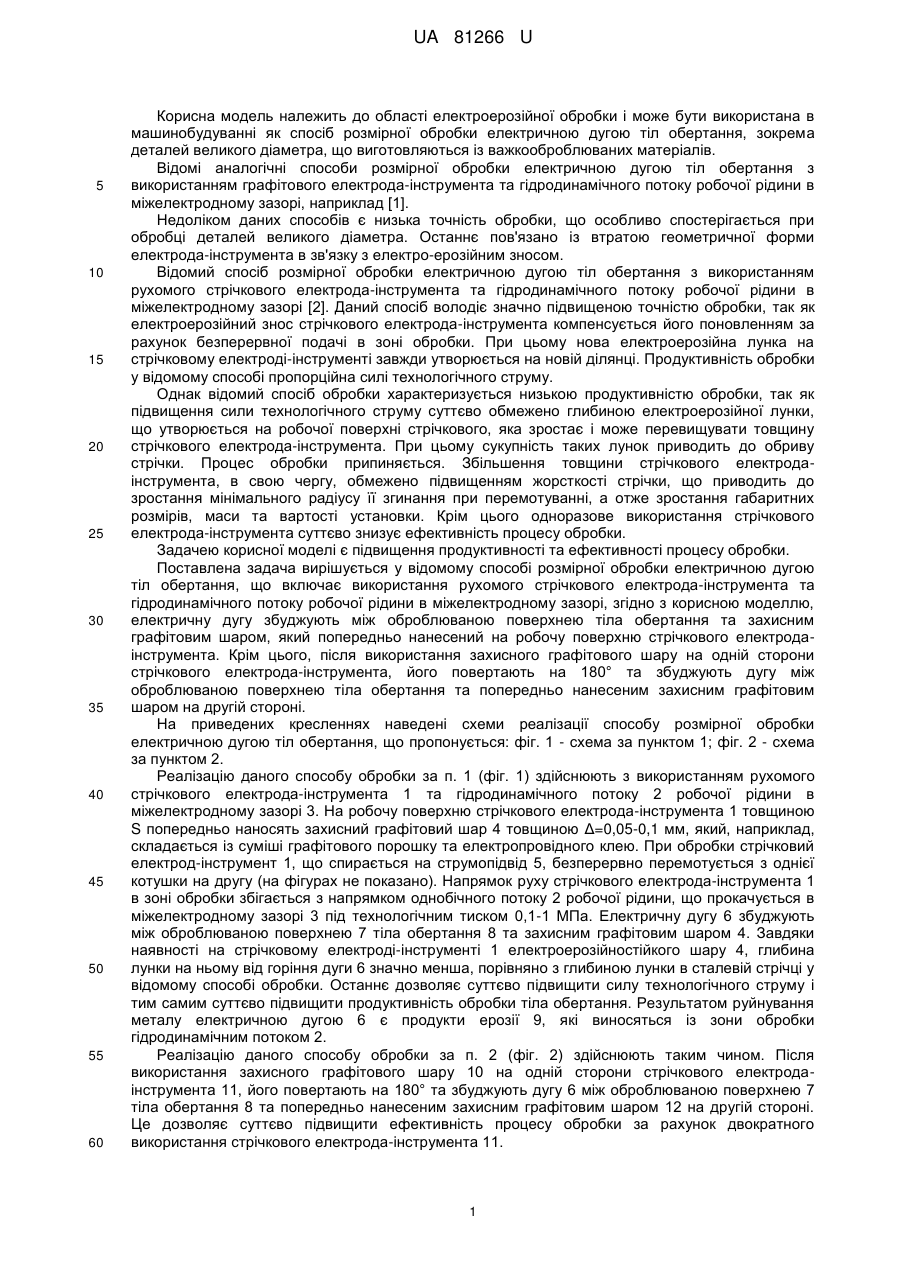
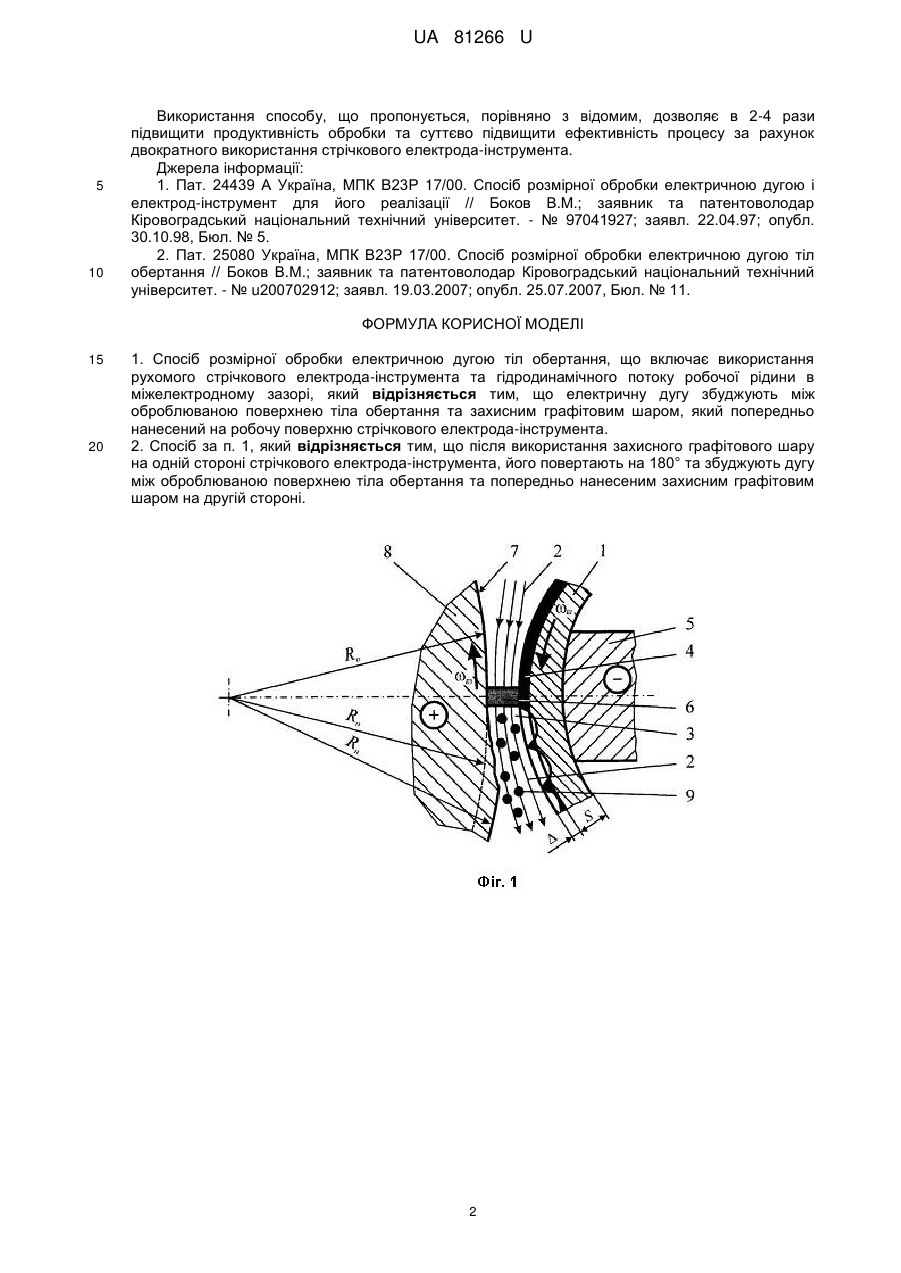
Реферат: UA 81266 U UA 81266 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області електроерозійної обробки і може бути використана в машинобудуванні як спосіб розмірної обробки електричною дугою тіл обертання, зокрема деталей великого діаметра, що виготовляються із важкооброблюваних матеріалів. Відомі аналогічні способи розмірної обробки електричною дугою тіл обертання з використанням графітового електрода-інструмента та гідродинамічного потоку робочої рідини в міжелектродному зазорі, наприклад [1]. Недоліком даних способів є низька точність обробки, що особливо спостерігається при обробці деталей великого діаметра. Останнє пов'язано із втратою геометричної форми електрода-інструмента в зв'язку з електро-ерозійним зносом. Відомий спосіб розмірної обробки електричною дугою тіл обертання з використанням рухомого стрічкового електрода-інструмента та гідродинамічного потоку робочої рідини в міжелектродному зазорі [2]. Даний спосіб володіє значно підвищеною точністю обробки, так як електроерозійний знос стрічкового електрода-інструмента компенсується його поновленням за рахунок безперервної подачі в зоні обробки. При цьому нова електроерозійна лунка на стрічковому електроді-інструменті завжди утворюється на новій ділянці. Продуктивність обробки у відомому способі пропорційна силі технологічного струму. Однак відомий спосіб обробки характеризується низькою продуктивністю обробки, так як підвищення сили технологічного струму суттєво обмежено глибиною електроерозійної лунки, що утворюється на робочої поверхні стрічкового, яка зростає і може перевищувати товщину стрічкового електрода-інструмента. При цьому сукупність таких лунок приводить до обриву стрічки. Процес обробки припиняється. Збільшення товщини стрічкового електродаінструмента, в свою чергу, обмежено підвищенням жорсткості стрічки, що приводить до зростання мінімального радіусу її згинання при перемотуванні, а отже зростання габаритних розмірів, маси та вартості установки. Крім цього одноразове використання стрічкового електрода-інструмента суттєво знизує ефективність процесу обробки. Задачею корисної моделі є підвищення продуктивності та ефективності процесу обробки. Поставлена задача вирішується у відомому способі розмірної обробки електричною дугою тіл обертання, що включає використання рухомого стрічкового електрода-інструмента та гідродинамічного потоку робочої рідини в міжелектродному зазорі, згідно з корисною моделлю, електричну дугу збуджують між оброблюваною поверхнею тіла обертання та захисним графітовим шаром, який попередньо нанесений на робочу поверхню стрічкового електродаінструмента. Крім цього, після використання захисного графітового шару на одній сторони стрічкового електрода-інструмента, його повертають на 180° та збуджують дугу між оброблюваною поверхнею тіла обертання та попередньо нанесеним захисним графітовим шаром на другій стороні. На приведених кресленнях наведені схеми реалізації способу розмірної обробки електричною дугою тіл обертання, що пропонується: фіг. 1 - схема за пунктом 1; фіг. 2 - схема за пунктом 2. Реалізацію даного способу обробки за п. 1 (фіг. 1) здійснюють з використанням рухомого стрічкового електрода-інструмента 1 та гідродинамічного потоку 2 робочої рідини в міжелектродному зазорі 3. На робочу поверхню стрічкового електрода-інструмента 1 товщиною S попередньо наносять захисний графітовий шар 4 товщиною Δ=0,05-0,1 мм, який, наприклад, складається із суміші графітового порошку та електропровідного клею. При обробки стрічковий електрод-інструмент 1, що спирається на струмопідвід 5, безперервно перемотується з однієї котушки на другу (на фігурах не показано). Напрямок руху стрічкового електрода-інструмента 1 в зоні обробки збігається з напрямком однобічного потоку 2 робочої рідини, що прокачується в міжелектродному зазорі 3 під технологічним тиском 0,1-1 МПа. Електричну дугу 6 збуджують між оброблюваною поверхнею 7 тіла обертання 8 та захисним графітовим шаром 4. Завдяки наявності на стрічковому електроді-інструменті 1 електроерозійностійкого шару 4, глибина лунки на ньому від горіння дуги 6 значно менша, порівняно з глибиною лунки в сталевій стрічці у відомому способі обробки. Останнє дозволяє суттєво підвищити силу технологічного струму і тим самим суттєво підвищити продуктивність обробки тіла обертання. Результатом руйнування металу електричною дугою 6 є продукти ерозії 9, які виносяться із зони обробки гідродинамічним потоком 2. Реалізаціюданого способу обробки за п. 2 (фіг. 2) здійснюють таким чином. Після використання захисного графітового шару 10 на одній сторони стрічкового електродаінструмента 11, його повертають на 180° та збуджують дугу 6 між оброблюваною поверхнею 7 тіла обертання 8 та попередньо нанесеним захисним графітовим шаром 12 на другій стороні. Це дозволяє суттєво підвищити ефективність процесу обробки за рахунок двократного використання стрічкового електрода-інструмента 11. 1 UA 81266 U 5 10 Використання способу, що пропонується, порівняно з відомим, дозволяє в 2-4 рази підвищити продуктивність обробки та суттєво підвищити ефективність процесу за рахунок двократного використання стрічкового електрода-інструмента. Джерела інформації: 1. Пат. 24439 А Україна, МПК В23Ρ 17/00. Спосіб розмірної обробки електричною дугою і електрод-інструмент для його реалізації // Боков В.М.; заявник та патентоволодар Кіровоградський національний технічний університет. - № 97041927; заявл. 22.04.97; опубл. 30.10.98, Бюл. № 5. 2. Пат. 25080 Україна, МПК В23Ρ 17/00. Спосіб розмірної обробки електричною дугою тіл обертання // Боков В.М.; заявник та патентоволодар Кіровоградський національний технічний університет. - № u200702912; заявл. 19.03.2007; опубл. 25.07.2007, Бюл. № 11. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 1. Спосіб розмірної обробки електричною дугою тіл обертання, що включає використання рухомого стрічкового електрода-інструмента та гідродинамічного потоку робочої рідини в міжелектродному зазорі, який відрізняється тим, що електричну дугу збуджують між оброблюваною поверхнею тіла обертання та захисним графітовим шаром, який попередньо нанесений на робочу поверхню стрічкового електрода-інструмента. 2. Спосіб за п. 1, який відрізняється тим, що після використання захисного графітового шару на одній стороні стрічкового електрода-інструмента, його повертають на 180° та збуджують дугу між оброблюваною поверхнею тіла обертання та попередньо нанесеним захисним графітовим шаром на другій стороні. 2 UA 81266 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of sizing treatment by electric arc of bodies of revolution
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ размерной обработки электрической дугой тел вращения
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23K 9/013, B23H 1/00
Мітки: розмірної, дугою, електричною, спосіб, обробки, тіл, обертання
Код посилання
<a href="https://ua.patents.su/5-81266-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-til-obertannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою тіл обертання</a>
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 70653
Опубліковано: 25.06.2012
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: спосіб, розмірної, обробки, електричною, обертання, дугою, тіл
Формула / Реферат:
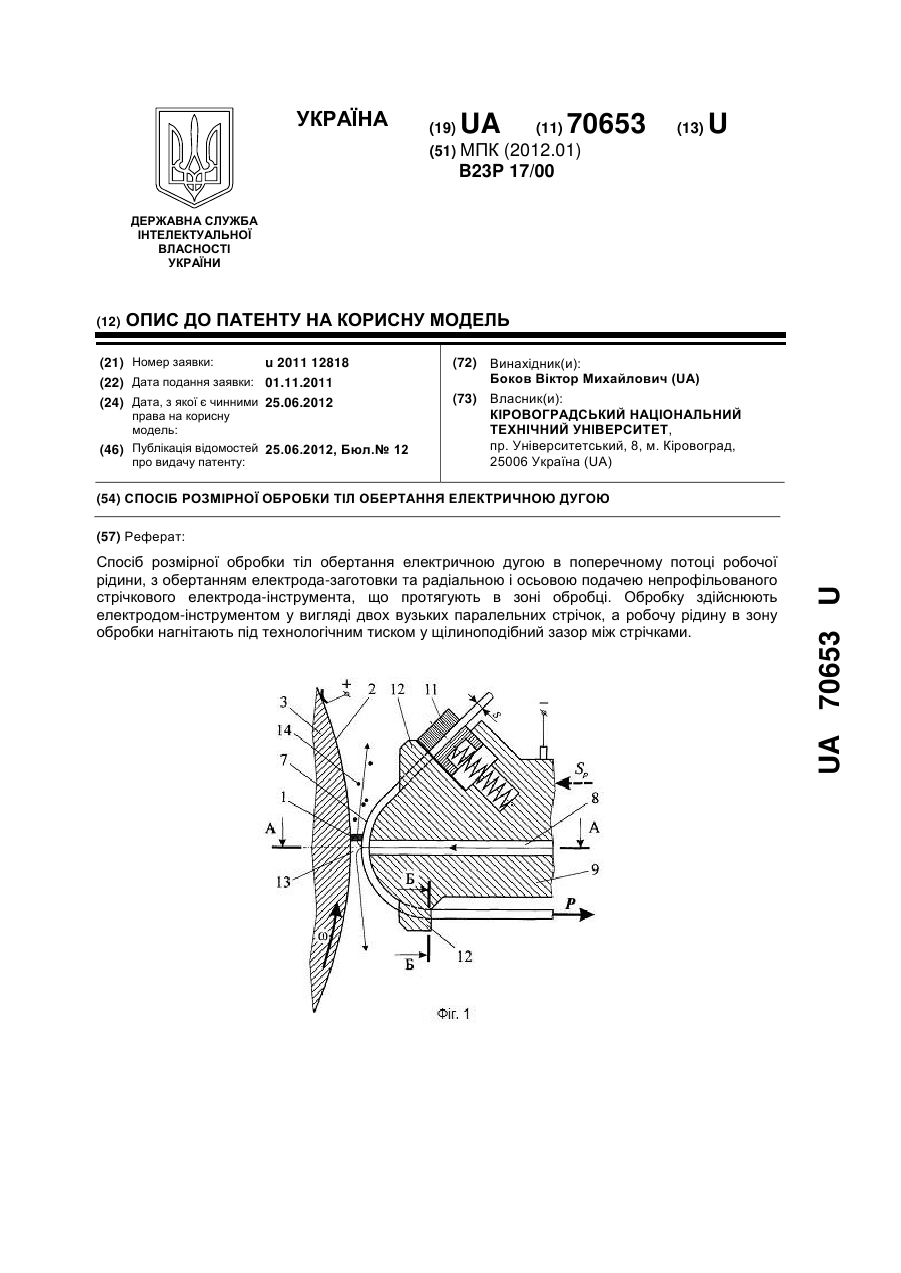
Спосіб розмірної обробки тіл обертання електричною дугою в поперечному потоці робочої рідини, з обертанням електрода-заготовки та радіальною і осьовою подачею непрофільованого стрічкового електрода-інструмента, що протягують в зоні обробці, який відрізняється тим, обробку здійснюють електродом-інструментом у вигляді двох вузьких паралельних стрічок, а робочу рідину в зону обробки нагнітають під технологічним тиском у щілиноподібний зазор між...
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 24632
Опубліковано: 10.07.2007
Автор: Боков Віктор Михайлович
МПК: B23H 1/00, B23P 17/00
Мітки: обробки, розмірної, електричною, обертання, спосіб, тіл, дугою
Формула / Реферат:
Спосіб розмірної обробки тіл обертання електричною дугою з обертанням електрода-заготовки та радіальною й осьовою подачею без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь центральний отвір в електроді-інструменті із дроселюванням потоку на виході з торцевого зазору, який відрізняється тим, що обробку здійснюють припрацьованим двошаровим електродом-інструментом з концентрично...
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 62770
Опубліковано: 12.09.2011
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: дугою, обертання, спосіб, електричною, розмірної, тіл, обробки
Формула / Реферат:
Спосіб розмірної обробки тіл обертання електричною дугою в поперечному потоці робочої рідини, з обертанням електрода-заготовки та радіальною і осьовою подачею непрофільованого електрода-інструмента, що протягують в зоні обробці, який відрізняється тим, що обробку здійснюють попередньо перфорованим стрічковим електродом-інструментом, а робочу рідину в зону обробки нагнітають під технологічним тиском крізь перфорації у стрічці.
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 24627
Опубліковано: 10.07.2007
Автор: Боков Віктор Михайлович
МПК: B23H 1/00, B23P 17/00
Мітки: тіл, електричною, розмірної, дугою, обертання, спосіб, обробки
Формула / Реферат:
Спосіб розмірної обробки тіл обертання електричною дугою з обертанням електрода-заготовки та радіальною подачею без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь осьовий отвір в електроді-інструменті, який відрізняється тим, що обробку здійснюють при штучному дроселюванні (підпору) потоку на виході з торцевого міжелектродного зазору, наприклад, за рахунок контактного торцевого...
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом
Номер патенту: 25645
Опубліковано: 10.08.2007
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: непрофільованим, електричною, спосіб, електродом-інструментом, дугою, обертання, тіл, розмірної, обробки
Формула / Реферат:
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом з обертанням електрода-заготовки та радіальною й осьовою подачею електрода-інструмента при потужному нагнітанні робочого середовища в міжелектродний зазор, який відрізняється тим, що дугу збуджують між електродом-заготовкою та торцевою поверхнею непрофільованого електрода-інструмента (наприклад, дротового, стержневого чи трубчастого), який...
Попередній патент: Розпушувач для приготування формувальної суміші
Наступний патент: Індикаторний матеріал для контролю герметичності виробів
Випадковий патент: Спосіб формування складу вибухових матеріалів