Спосіб обробки заготовок із малопластичних матеріалів, що важко деформуються, наприклад алюмініду титану
Номер патенту: 113701
Опубліковано: 10.02.2017
Автори: Пахолка Сергій Миколайович, Гараненко Тетяна Романівна

Формула / Реферат
1. Спосіб обробки довгомірних заготовок із малопластичних матеріалів, що важко деформуються, наприклад з алюмініду титану, що включає нагрівання заготовки та її обробку застосуванням знакозмінної об'ємної деформації, який відрізняється тим, що нагрівання заготовки здійснюють до температури пластичної деформації матеріалу, а знакозмінну об'ємну деформацію виконують прокаткою на валках з робочими поверхнями, на яких є виступи й западини, причому виступи верхнього валка розташовані протилежно западинам нижнього валка, та наступною прокаткою на гладких валках, після чого заготовку розвертають на 180° і піддають повторній прокатці.
2. Спосіб за п. 1, який відрізняється тим, що температура нагрівання заготовки 1000 °C.
3. Спосіб за п. 1, який відрізняється тим, що при обробці заготовки із прямокутним перерізом, при повторній прокатці її провертають навколо осі на 90°.
4. Спосіб за п. 1, який відрізняється тим, що виступи або западини валків виконані по гвинтовій лінії.
5. Спосіб за п. 1, який відрізняється тим, що прокатка у валках з виступами й западинами здійснюється з навантаженням одиничного обтиснення ξ = Δh / НO, де Δh - висота виступу або глибина западини, НO - товщина заготовки перед прокаткою.
Текст
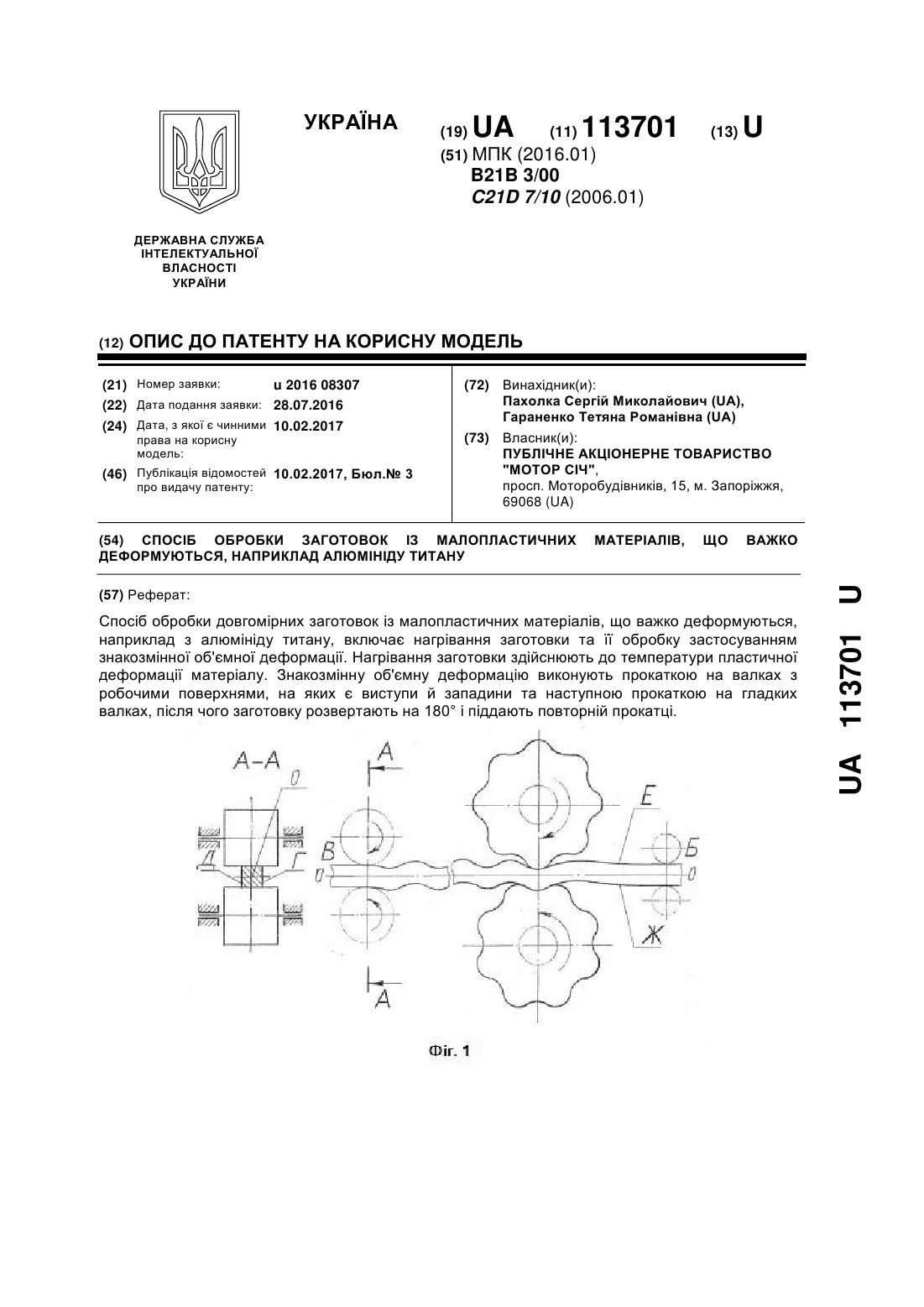
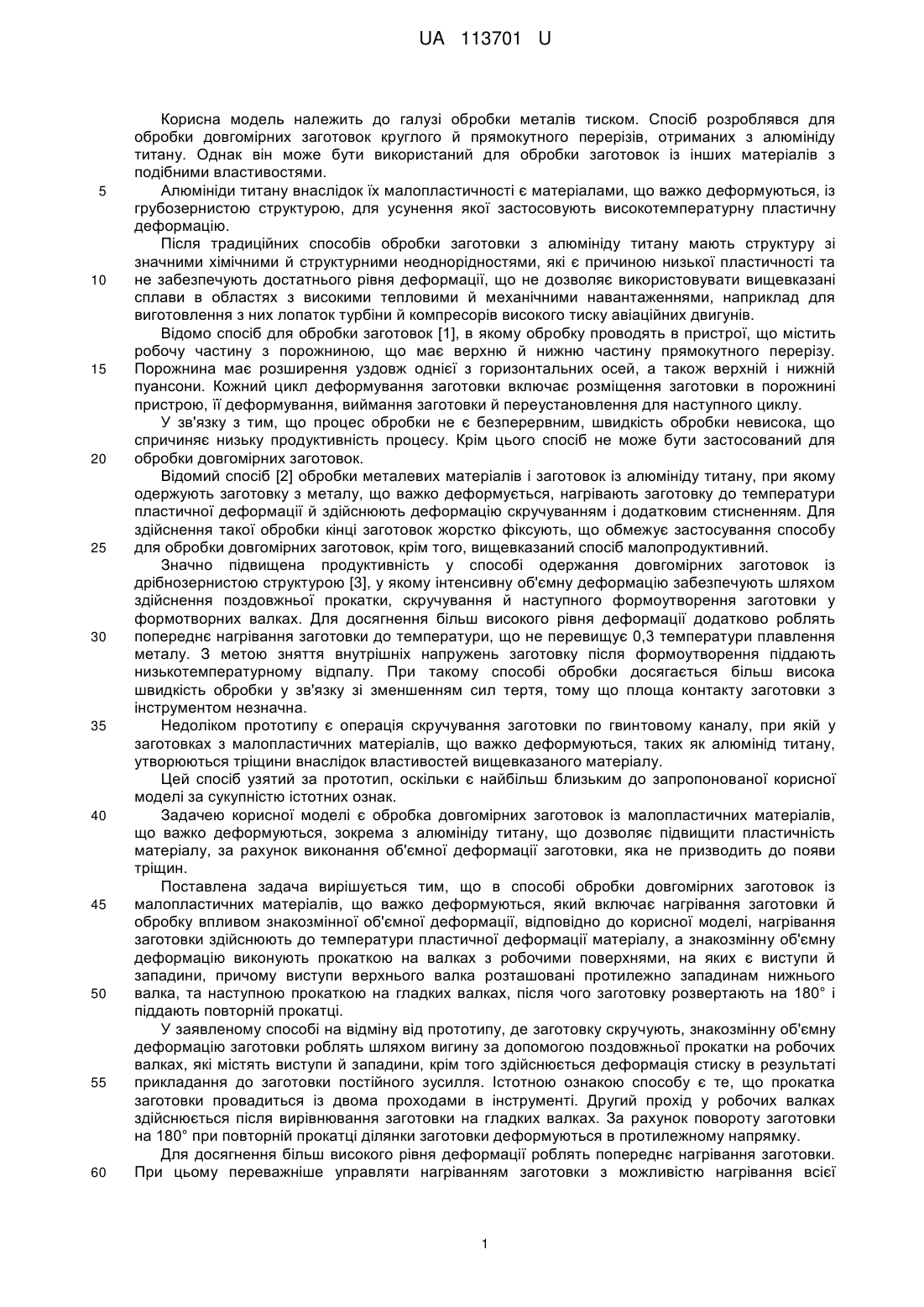
Реферат: Спосіб обробки довгомірних заготовок із малопластичних матеріалів, що важко деформуються, наприклад з алюмініду титану, включає нагрівання заготовки та її обробку застосуванням знакозмінної об'ємної деформації. Нагрівання заготовки здійснюють до температури пластичної деформації матеріалу. Знакозмінну об'ємну деформацію виконують прокаткою на валках з робочими поверхнями, на яких є виступи й западини та наступною прокаткою на гладких валках, після чого заготовку розвертають на 180° і піддають повторній прокатці. UA 113701 U (12) UA 113701 U UA 113701 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі обробки металів тиском. Спосіб розроблявся для обробки довгомірних заготовок круглого й прямокутного перерізів, отриманих з алюмініду титану. Однак він може бути використаний для обробки заготовок із інших матеріалів з подібними властивостями. Алюмініди титану внаслідок їх малопластичності є матеріалами, що важко деформуються, із грубозернистою структурою, для усунення якої застосовують високотемпературну пластичну деформацію. Після традиційних способів обробки заготовки з алюмініду титану мають структуру зі значними хімічними й структурними неоднорідностями, які є причиною низької пластичності та не забезпечують достатнього рівня деформації, що не дозволяє використовувати вищевказані сплави в областях з високими тепловими й механічними навантаженнями, наприклад для виготовлення з них лопаток турбіни й компресорів високого тиску авіаційних двигунів. Відомо спосіб для обробки заготовок [1], в якому обробку проводять в пристрої, що містить робочу частину з порожниною, що має верхню й нижню частину прямокутного перерізу. Порожнина має розширення уздовж однієї з горизонтальних осей, а також верхній і нижній пуансони. Кожний цикл деформування заготовки включає розміщення заготовки в порожнині пристрою, її деформування, виймання заготовки й переустановлення для наступного циклу. У зв'язку з тим, що процес обробки не є безперервним, швидкість обробки невисока, що спричиняє низьку продуктивність процесу. Крім цього спосіб не може бути застосований для обробки довгомірних заготовок. Відомий спосіб [2] обробки металевих матеріалів і заготовок із алюмініду титану, при якому одержують заготовку з металу, що важко деформується, нагрівають заготовку до температури пластичної деформації й здійснюють деформацію скручуванням і додатковим стисненням. Для здійснення такої обробки кінці заготовок жорстко фіксують, що обмежує застосування способу для обробки довгомірних заготовок, крім того, вищевказаний спосіб малопродуктивний. Значно підвищена продуктивність у способі одержання довгомірних заготовок із дрібнозернистою структурою [3], у якому інтенсивну об'ємну деформацію забезпечують шляхом здійснення поздовжньої прокатки, скручування й наступного формоутворення заготовки у формотворних валках. Для досягнення більш високого рівня деформації додатково роблять попереднє нагрівання заготовки до температури, що не перевищує 0,3 температури плавлення металу. З метою зняття внутрішніх напружень заготовку після формоутворення піддають низькотемпературному відпалу. При такому способі обробки досягається більш висока швидкість обробки у зв'язку зі зменшенням сил тертя, тому що площа контакту заготовки з інструментом незначна. Недоліком прототипу є операція скручування заготовки по гвинтовому каналу, при якій у заготовках з малопластичних матеріалів, що важко деформуються, таких як алюмінід титану, утворюються тріщини внаслідок властивостей вищевказаного матеріалу. Цей спосіб узятий за прототип, оскільки є найбільш близьким до запропонованої корисної моделі за сукупністю істотних ознак. Задачею корисної моделі є обробка довгомірних заготовок із малопластичних матеріалів, що важко деформуються, зокрема з алюмініду титану, що дозволяє підвищити пластичність матеріалу, за рахунок виконання об'ємної деформації заготовки, яка не призводить до появи тріщин. Поставлена задача вирішується тим, що в способі обробки довгомірних заготовок із малопластичних матеріалів, що важко деформуються, який включає нагрівання заготовки й обробку впливом знакозмінної об'ємної деформації, відповідно до корисної моделі, нагрівання заготовки здійснюють до температури пластичної деформації матеріалу, а знакозмінну об'ємну деформацію виконують прокаткою на валках з робочими поверхнями, на яких є виступи й западини, причому виступи верхнього валка розташовані протилежно западинам нижнього валка, та наступною прокаткою на гладких валках, після чого заготовку розвертають на 180° і піддають повторній прокатці. У заявленому способі на відміну від прототипу, де заготовку скручують, знакозмінну об'ємну деформацію заготовки роблять шляхом вигину за допомогою поздовжньої прокатки на робочих валках, які містять виступи й западини, крім того здійснюється деформація стиску в результаті прикладання до заготовки постійного зусилля. Істотною ознакою способу є те, що прокатка заготовки провадиться із двома проходами в інструменті. Другий прохід у робочих валках здійснюється після вирівнювання заготовки на гладких валках. За рахунок повороту заготовки на 180° при повторній прокатці ділянки заготовки деформуються в протилежному напрямку. Для досягнення більш високого рівня деформації роблять попереднє нагрівання заготовки. При цьому переважніше управляти нагріванням заготовки з можливістю нагрівання всієї 1 UA 113701 U 5 10 15 20 25 30 35 заготовки до температури пластичної деформації. Температура нагрівання повинна бути нижче температури рекристалізації алюмініду титану, тобто близька або дорівнює 1000 °C. У випадку, якщо обробці піддається заготовка із прямокутним перерізом, при повторній прокатці її провертають на 90° навколо її осі. Хороший результат досягається при використанні валків, у яких виступи або западини виконані по гвинтовій лінії. У кожному разі виступи й западини верхнього й нижнього валка повинні мати однакову ширину й, відповідно, висоту й глибину. Для алюмініду титану прокатку у валках з виступами й западинами роблять з навантаженням одиничного обтиснення ξ=Δh/НO, де Δh - висота виступу або глибина западини, НO - товщина заготовки перед прокаткою. При знакозмінній деформації вигину таке навантаження забезпечує ефективне здрібнювання структури заготовки по всьому перерізу. Зсув виступів і западин, що утворюється по ширині заготовки при прокатці, створює макрозрушення по перерізу, що приводить до подрібнення структури матеріалу й забезпечує ультрадрібнозернисту структуру з розміром зерен близько 0,8 мкм. ПРИКЛАД РЕАЛІЗАЦІЇ СПОСОБУ Можливість реалізації способу підтверджується описом прикладу обробки прутка з алюмініду титану із прямокутним поперечним перерізом і ілюструється фігурами: фіг. 1 - прокатка заготовки із прямокутним перерізом; фіг. 2 - повторна прокатка заготовки із прямокутним перерізом. Вихідну заготовку з алюмініду титану у вигляді прутка із прямокутним поперечним перерізом попередньо нагрівають до 1000 °C. Потім заготовку подають у зазор між верхнім й нижнім робочими валками переднім торцем Б (фіг. 1). Пруток деформується. У наступних гладких валках пруток відновлює свій вихідний стан у поперечному та поздовжньому напрямках (переріз А-А і поверхні Г і Д - фіг. 1). У результаті знакозмінного вигину відбувається подрібнення зерна на поверхнях прутка Г і Д (фіг. 1). Для забезпечення рівномірного подрібнення зерен у поперечному перерізі пруток повертають навколо осі O-O на 90° і подають у зазор між робочими валками торцем В (фіг. 2). При цьому піддають деформуванню поверхні прутка Е і Ж. У результаті на поверхнях Е і Ж (фіг. 2) відбувається подрібнення зерна. Дослідження заготовок після обробки підтвердив відсутність тріщин на їхній поверхні. Для збільшення ступеня подрібнення зерна на поверхнях Г, Д, Е і Ж цикл поздовжньої гарячої прокатки прутка може бути виконаний повторно. Джерела інформації: 1. Патент РФ №2315117, МПК C21D 7/10, C22F 1/00, B21J1 13/02, B21J1 13/02, опубл. 27.02.2007 2. Патент РФ № 2222635, МПК C22F 1/00, C22F 1/18, C22F 1/00, C21D 8/00, опубл. 27.01.2004 3. Патент РФ № 2361687, МПК В21В 3/00, С22С 1/00, опубл. 20.07.2009. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 1. Спосіб обробки довгомірних заготовок із малопластичних матеріалів, що важко деформуються, наприклад з алюмініду титану, що включає нагрівання заготовки та її обробку застосуванням знакозмінної об'ємної деформації, який відрізняється тим, що нагрівання заготовки здійснюють до температури пластичної деформації матеріалу, а знакозмінну об'ємну деформацію виконують прокаткою на валках з робочими поверхнями, на яких є виступи й западини, причому виступи верхнього валка розташовані протилежно западинам нижнього валка, та наступною прокаткою на гладких валках, після чого заготовку розвертають на 180° і піддають повторній прокатці. 2. Спосіб за п. 1, який відрізняється тим, що температура нагрівання заготовки 1000 °C. 3. Спосіб за п. 1, який відрізняється тим, що при обробці заготовки із прямокутним перерізом, при повторній прокатці її провертають навколо осі на 90°. 4. Спосіб за п. 1,який відрізняється тим, що виступи або западини валків виконані по гвинтовій лінії. 5. Спосіб за п. 1, який відрізняється тим, що прокатка у валках з виступами й западинами здійснюється з навантаженням одиничного обтиснення ξ=Δh/НO, де Δh - висота виступу або глибина западини, НO - товщина заготовки перед прокаткою. 2 UA 113701 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: спосіб, матеріалів, заготовок, малопластичних, титану, наприклад, обробки, деформуються, важкої, алюмініду
Код посилання
<a href="https://ua.patents.su/5-113701-sposib-obrobki-zagotovok-iz-maloplastichnikh-materialiv-shho-vazhko-deformuyutsya-napriklad-alyuminidu-titanu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки заготовок із малопластичних матеріалів, що важко деформуються, наприклад алюмініду титану</a>
Спосіб радіального кування заготовок переважно з металів і сплавів, які важко деформуються
Номер патенту: 27166
Опубліковано: 15.08.2000
Автори: Артамонов Юрій Вікторович, Залужний Юрій Григорович, Гаврилов-Крямічев Микола Львович, Кнохін Валерій Георгієвич, Лазоркін Віктор Андрієвич, Поспєлов Ігор Олексійович, Долгая Світлана Павлівна, Скорняков Юрій Миколаєвич, Сивоконь Микола Анатолієвич, Сіменяка Павло Степанович, Потапов Іван Іванович
Мітки: кування, деформуються, переважно, заготовок, радіального, металів, сплавів, важкої, спосіб
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и яСпособ радиальной ковки заготовок преимущественно из труднодеформируемых металлов и сплавов, включающий деформирование заготовки проходами в бойках с заходными коническими и калибрующими цилиндрическими участками путем подачи и кантовки заготовки после каждого единичного обжатия с изменением направления подачи после каждого прохода, о т л и ч а ю щ и й с я тем, что, с целью повышения...
Спосіб газолазерної обробки заготовок із горючих матеріалів
Номер патенту: 100324
Опубліковано: 27.07.2015
Автори: Котляров Валерій Павлович, Данилейко Олександр Олександрович, Дубнюк Віктор Леонідович
МПК: B23K 26/00
Мітки: горючих, обробки, матеріалів, спосіб, газолазерної, заготовок
Формула / Реферат:
1. Спосіб газолазерної обробки горючих матеріалів, при якому в зону різання подають робочий газ, який відрізняється тим, що як робочий газ використовують активний та неактивний гази при послідовній їх подачі.2. Спосіб за п. 1, який відрізняється тим, що послідовність подачі активного і неактивного газів виконується з частотою , де:
Спосіб лазерної обробки заготовок із прозорих для лазерного випромінювання матеріалів
Номер патенту: 87369
Опубліковано: 10.02.2014
Автори: Котляров Валерій Павлович, Волковська Марина Василівна
МПК: B23K 26/02
Мітки: матеріалів, спосіб, прозорих, обробки, лазерного, заготовок, лазерної, випромінювання
Формула / Реферат:
Спосіб лазерної обробки заготовок із прозорих для лазерного випромінювання матеріалів, при якому заготовку встановлюють на столі, поверхні якого під зоною обробки надають поглинальної здатності, а лазерний промінь фокусують на цю поверхню, який відрізняється тим, що як матеріал з високою поглинальною здатністю використовують суспензію порошку тугоплавкого металу в рідині, для чого в столі попередньо виконують отвір і суспензією заповнюють...
Фреза алмазна торцева для обробки заготовок із вуглецевих або вуглеграфітових матеріалів
Номер патенту: 79860
Опубліковано: 25.07.2007
Автори: Жуйков Юрій Іванович, Дозоренко Сергій Анатолійович, Шайхет Петро Савич, Меньшов Юрій Григорович
МПК: B28D 7/00, B24B 31/12, B23C 5/00
Мітки: матеріалів, вуглеграфітових, алмазна, заготовок, фреза, вуглецевих, обробки, торцева
Формула / Реферат:
1. Фреза алмазна торцева для обробки заготовок із вуглецевих або вуглеграфітових матеріалів, що містить диск із розташованими по периферії вставками з алмазними сегментами, що утворюють алмазоносний шар, крильчатку, прикріплену з тильного боку диска, і похилі отвори, які виконані в диску під вставками і проходять в канали між лопатками крильчатки, яка відрізняється тим, що додатково містить дугоподібні лопатки, які установлені на диску з боку...
Спосіб обробки заготовок у центрах
Номер патенту: 49701
Опубліковано: 16.09.2002
Автори: Петровський Валерій Петрович, Петровський Андрій Валерійович, Вдовиченко Олексій Володимирович
МПК: B23B 23/00
Мітки: спосіб, обробки, заготовок, центрах
Формула / Реферат:
Спосіб обробки заготовок у центрах, при якому один з центрів закріплюють у просторі жорстко, а другий переміщують при обробці, який відрізняється тим, що вісь другого центру переміщують навколо миттєвого центру обертання, який створюють при перетині поточного перерізу заготовки під час обробки та первісно зафіксованої перед обробкою осьової лінії центрів.
Попередній патент: Спосіб визначення інсулінорезистентності у дітей і підлітків з абдомінальним ожирінням за рівнем лептину в крові
Наступний патент: Спосіб лікування варикотромбофлебіту в басейні великої підшкірної вени
Випадковий патент: Прилад для вимірювання температури