Спосіб обробки круглої зовнішньої різьби
Номер патенту: 115892
Опубліковано: 25.04.2017
Автори: Довгополов Андрій Юрійович, Некрасов Сергій Сергійович

Формула / Реферат
Спосіб обробки круглої зовнішньої різьби за один прохід, за яким різальному інструменту надають прямолінійний рух уздовж осі заготовки, обертання щодо власної осі та коловий рух навколо осі заготовки, який узгоджений з прямолінійним рухом різального інструмента вздовж осі заготовки таким чином, що за один коловий рух різальному інструменту надають прямолінійний рух уздовж осі заготовки на величину, що дорівнює кроку p різьби, крім того, вісь заготовки розташовують паралельно відносно до осі обертання різального інструмента, який відрізняється тим, що як різальний інструмент використовують однозубу фрезу з діаметром dфр., рівним сумі внутрішнього діаметра d1 різьби та глибини t профілю різьби, причому фрезу закріпляють в розточувальному пристрої, а діаметр колового руху вибирають таким, що дорівнює глибині t профілю різьби.
Текст
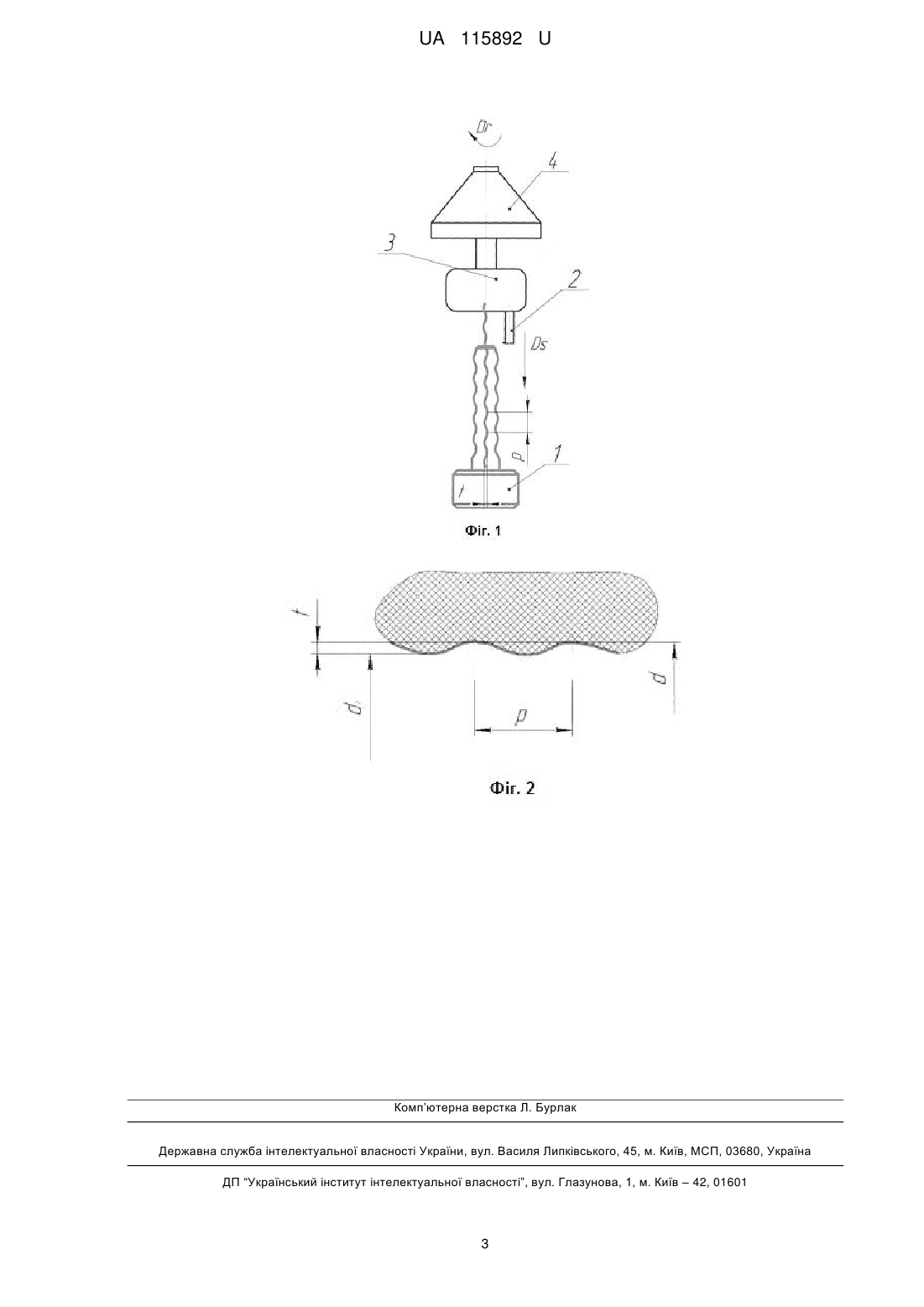
Реферат: UA 115892 U UA 115892 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі технології машинобудування, зокрема до обробки металів різанням на верстаті з ЧПК, і може бути використана для формоутворення круглої різьби ISO 10208 і DIN 20317. Відомий спосіб обробки круглої різьби, при якому заготовці надають обертання навколо власної осі і узгоджений з ним поступальний рух різального інструмента. Обробку здійснюють різальним інструментом, оснащеним фасонною ріжучою пластиною R25-38 INT VARGUS. Ріжуча пластина кріпиться гвинтом до головки спеціального різця, (див. http://www.cnczone.com/forums/general_metalwork_discussion/89380 internal rope_thread_r32-l 2_7mm.html). Недоліком даного способу є порівняно велика ширина зрізу, максимум якого дорівнює кроку різьби, через що під час формоутворення зовнішньої різьби виникає велика сила різання. При невеликій жорсткості технологічної системи це призводить до виникнення вібрацій і, як наслідок, до погіршення якості різьби і підвищенню зносу ріжучої кромки пластини. Також недоліком даного способу є використання спеціальних різьбових різців і фасонних різальних пластин. Існує інший спосіб обробки круглої внутрішньої різьби. Указаний спосіб прийнятий як прототип (див. Пат. UA 103734. МПК В23С 3/32 (2006.01), В23В 1/00., 2013). Згідно з цим способом, обробка круглої внутрішньої різьби виконується за один прохід, різальному інструменту надають прямолінійний рух уздовж осі заготовки, як ріжучий інструмент використовують мірну фрезу з діаметром D, рівним сумі внутрішнього діаметра D1 різьби, висоти Н1 профілю і допуску ТН1 на висоту профілю різьби, з рівномірно розподіленими по периферії фрези ріжучими пластинами, профіль яких встановлений симетрично відносно площини, перпендикулярній осі фрези, і з кутом є при вершині рівним 35°90°, при цьому фрезі надають обертання щодо власної осі і додатково надають коловий рух фрезі навколо осі заготовки, що узгоджений з прямолінійним рухом фрези таким чином, що за один коловий рух, фрезі надають прямолінійний рух уздовж осі заготовки, величина якого дорівнює кроку р різьби, причому діаметр колового руху дорівнює сумі висоти Н 1 профілю різьби і допуску ТН1 на висоту профілю, крім того, вісь заготовки розташовують паралельно відносно до осі обертання фрези. Недоліком даного способу є те що, при даній реалізації процесу обробки його можна використовувати лише для нарізування внутрішніх різьб, а також для кожного типорозміру різьби необхідно виготовлювати різальний інструмент необхідного діаметра. В основу корисної моделі поставлена задача вдосконалення способу обробки круглої внутрішньої різьби за один прохід, в якому шляхом використання однозубої фрези та розточувального пристрою, і прийомів їх застосування, забезпечується підвищення вібростійкості процесу, що дає можливість виготовлення круглої зовнішньої різьби будь якого типорозміру за один прохід, завдяки чому забезпечується зниження часу на обробку круглої різьби, що збільшує продуктивність, крім того, спосіб не потребує використання спеціалізованого обладнання. Поставлена задача вирішується тим, що в способі обробки круглої зовнішньої різьби за один прохід, за яким, різальному інструменту надають прямолінійний рух уздовж осі заготовки, обертання щодо власної осі та коловий рух навколо осі заготовки, який узгоджений з прямолінійним рухом різального інструмента вздовж осі заготовки таким чином, що за один коловий рух різальному інструменту надають прямолінійний рух уздовж осі заготовки на величину, що дорівнює кроку р різьби, крім того, вісь заготовки розташовують паралельно відносно до осі обертання різального інструмента, згідно з корисною моделлю, як різальний інструмент використовують однозубу фрезу з діаметром dфр., рівним сумі внутрішнього діаметра d1 різьби та глибини t профілю різьби, причому фрезу закріпляють в розточувальному пристрої, а діаметр колового руху вибирають таким, що дорівнює глибині t профілю різьби. Використання однозубої фрези та розточувального пристрою, для обробки круглої зовнішньої різьби забезпечує підвищення вібростійкості процесу обробки, що дозволяє виготовити круглу зовнішню різьбу будь якого типорозміру за один прохід, внаслідок чого забезпечується зниження часу на обробку круглої різьби, що збільшує продуктивність, крім того, спосіб не потребує використання спеціалізованого обладнання. Суть способу пояснюється кресленнями, де на фіг. 1 схематично показано взаємне положення заготовки однозубої фрези та розточувального пристрою; на фіг. 2 - параметри профілю різьби. Заготовка 1 обробляється однозубою фрезою 2, що закріплена в розточувальному пристрої 3, а розточувальний пристрій 3 закріплений в цанговій оправці 4. d Величина діаметра фр . фрези для різних типорозмірів круглої різьби визначається за формулою: 1 UA 115892 U dфр . d1 t 5 10 15 20 25 30 , мм d1 - внутрішній діаметр різьби, мм; де t - глибина профілю різьби. Спосіб реалізований на трикоординатному верстаті з ЧПК 6Р13ФЗ, в шпинделі якого встановлюється цангова оправка 4 із закріпленим в ній розточувальним пристроєм 3, та однозубою фрезою 2, що встановлюється в розточувальний пристрій. Обробку круглої зовнішньої різьби проводять з однієї установки заготовки 1, зовнішній діаметр можна не виконувати, але фаску потрібно виконати. Для даного способу не обов'язково виконання канавки для виходу фрези 2. Режими обробки круглої зовнішньої різьби вибираються згідно з рекомендованими режимами для однозубої фрези 2, в залежності від оброблюваного матеріалу заготовки 1. Обробку різьби ведуть в такій послідовності 1. На прискореному переміщенні уздовж осі заготовки 1 підводять однозубу фрезу 2 до заготовки 1 в вихідну позицію. 2. Налаштовують на розточувальному пристрої відповідний діаметр для однозубої фрези dфр… 2. Надають однозубій фрезі 2 обертання щодо власної осі, яке забезпечує головний рух різання Dr. 3. Надають однозубій фрезі 2 коловий рух навколо осі заготовки 1, узгоджений з прямолінійним рухом Ds. За один коловий рух однозуба фреза 2 переміщається уздовж осі заготовки 1 на величину кроку р мм різьби. Діаметр колового руху однозубої фрези 2 дорівнює p глибині профілю різьби. Однозубу фрезу 2 на робочій подачі S переміщують вздовж осі заготовки 1 на задану глибину L. 4. Реверсують траєкторію переміщення однозубої фрези 2 вздовж осі заготовки 1 і виводять її із різьбової зовнішньої поверхні на прискореній подачі в початкове положення. Діаметр колового руху однозубої фрези 2 при її виведенні з різьбової зовнішньої поверхні, дорівнює глибині профілю різьби t. Як випливає з вищевикладеного, використання однозубої фрези та розточувального пристрою, для обробки круглої зовнішньої різьби, дозволяє виготовити круглу зовнішню різьбу будь-якого типорозміру за один прохід, що забезпечує зниження часу на обробку круглої різьби, та збільшує продуктивність, крім того, спосіб не потребує використання спеціалізованого обладнання. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 Спосіб обробки круглої зовнішньої різьби за один прохід, за яким різальному інструменту надають прямолінійний рух уздовж осі заготовки, обертання щодо власної осі та коловий рух навколо осі заготовки, який узгоджений з прямолінійним рухом різального інструмента вздовж осі заготовки таким чином, що за один коловий рух різальному інструменту надають прямолінійний рух уздовж осі заготовки на величину, що дорівнює кроку p різьби, крім того, вісь заготовки розташовують паралельно відносно до осі обертання різального інструмента, який відрізняється тим, що як різальний інструмент використовують однозубу фрезу з діаметром dфр., рівним сумі внутрішнього діаметра d1 різьби та глибини t профілю різьби, причому фрезу закріпляють в розточувальному пристрої, а діаметр колового руху вибирають таким, що дорівнює глибині t профілю різьби. 2 UA 115892 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: зовнішньої, обробки, спосіб, круглої, різьби
Код посилання
<a href="https://ua.patents.su/5-115892-sposib-obrobki-kruglo-zovnishno-rizbi.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки круглої зовнішньої різьби</a>
Спосіб обробки круглої внутрішньої різьби
Номер патенту: 103734
Опубліковано: 11.11.2013
Автори: Криворучко Дмитро Володимирович, Некрасов Сергій Сергійович, Нешта Анна Олександрівна
Мітки: круглої, різьби, спосіб, обробки, внутрішньої
Формула / Реферат:
Спосіб обробки круглої внутрішньої різьби за один прохід, за яким різальному інструменту надають прямолінійний рух уздовж осі заготовки, який відрізняється тим, що як ріжучий інструмент використовують мірну фрезу з діаметром D, рівним сумі внутрішнього діаметра D1 різьби, висоти H1 профілю та допуску ТН1 на висоту профілю різьби, з рівномірно розподіленими по периферії фрези ріжучими пластинами, профіль яких симетричний відносно площини...
Різець для нарізання зовнішньої трикутної циліндричної різьби
Номер патенту: 109077
Опубліковано: 10.07.2015
Автори: Онисько Олег Романович, Панчук Віталій Георгійович, Роп'як Любомир Ярославович
МПК: B23B 27/06
Мітки: різець, різьби, трикутної, циліндричної, зовнішньої, нарізання
Формула / Реферат:
Різець для нарізання зовнішньої трикутної циліндричної різьби з кутом профілю , який містить державку, різальну частину з лівою та правою прямолінійними різальними кромками, які утворюють кут профілю різальної кромки різця , та радіусною різальною кромкою між ними, радіус якої рівний радіусу впадини...
Пристрій для нарізання зовнішньої різьби
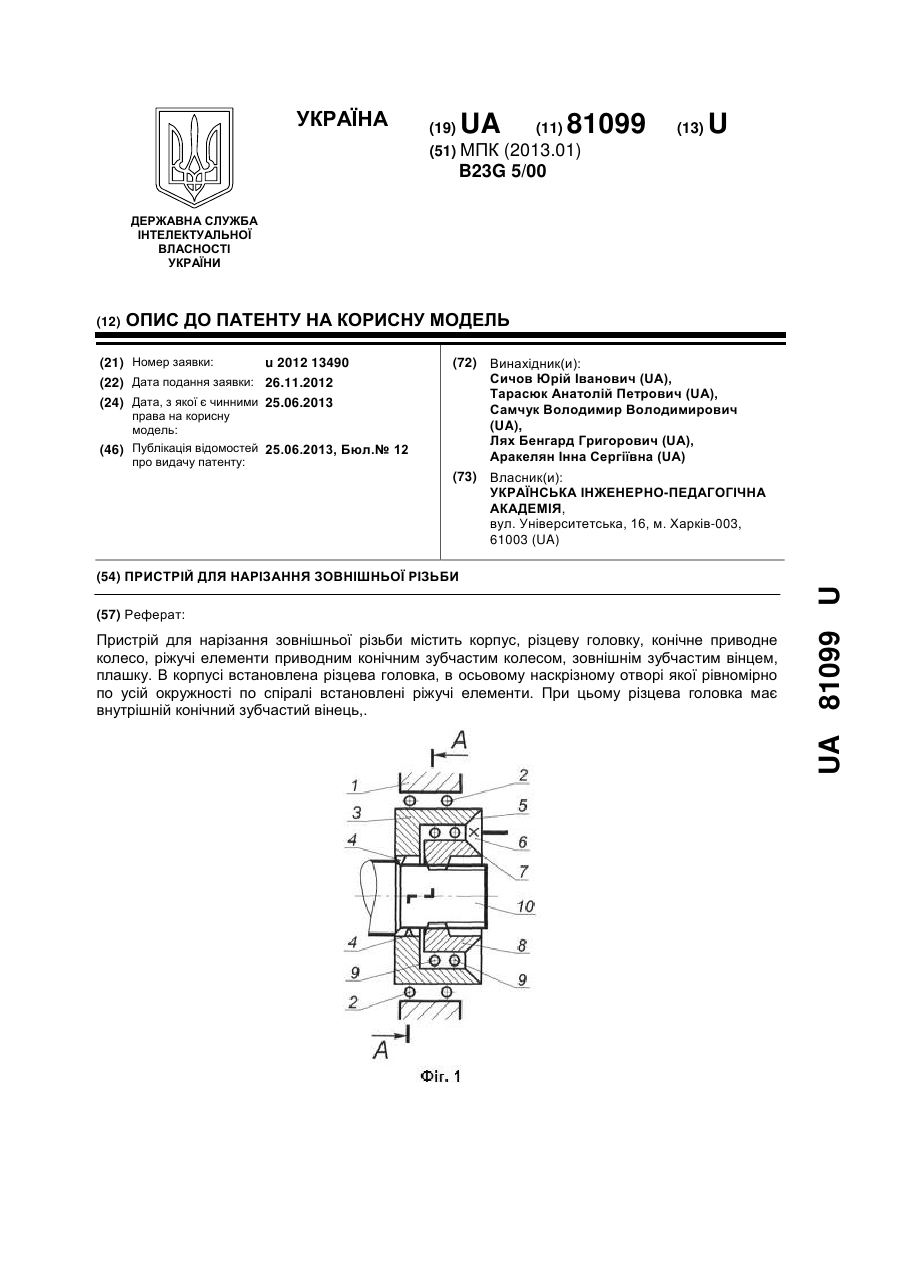
Номер патенту: 81099
Опубліковано: 25.06.2013
Автори: Лях Бенгард Григорович, Самчук Володимир Володимирович, Сичов Юрій Іванович, Тарасюк Анатолій Петрович, Аракелян Інна Сергіївна
МПК: B23G 5/00
Мітки: зовнішньої, пристрій, нарізання, різьби
Формула / Реферат:
Пристрій для нарізання зовнішньої різьби, що містить корпус, різцеву головку, конічне приводне колесо, ріжучі елементи, який відрізняється тим, що він складається з корпусу, у якому з можливістю обертання встановлена різцева головка, в осьовому наскрізному отворі якої рівномірно по усій окружності по спіралі, ріжучими кромками, перекриваючи одна одну, встановлені ріжучі елементи, при цьому вона має внутрішній конічний зубчастий вінець, який...
Пристрій для одночасного нарізання внутрішньої та зовнішньої різьби
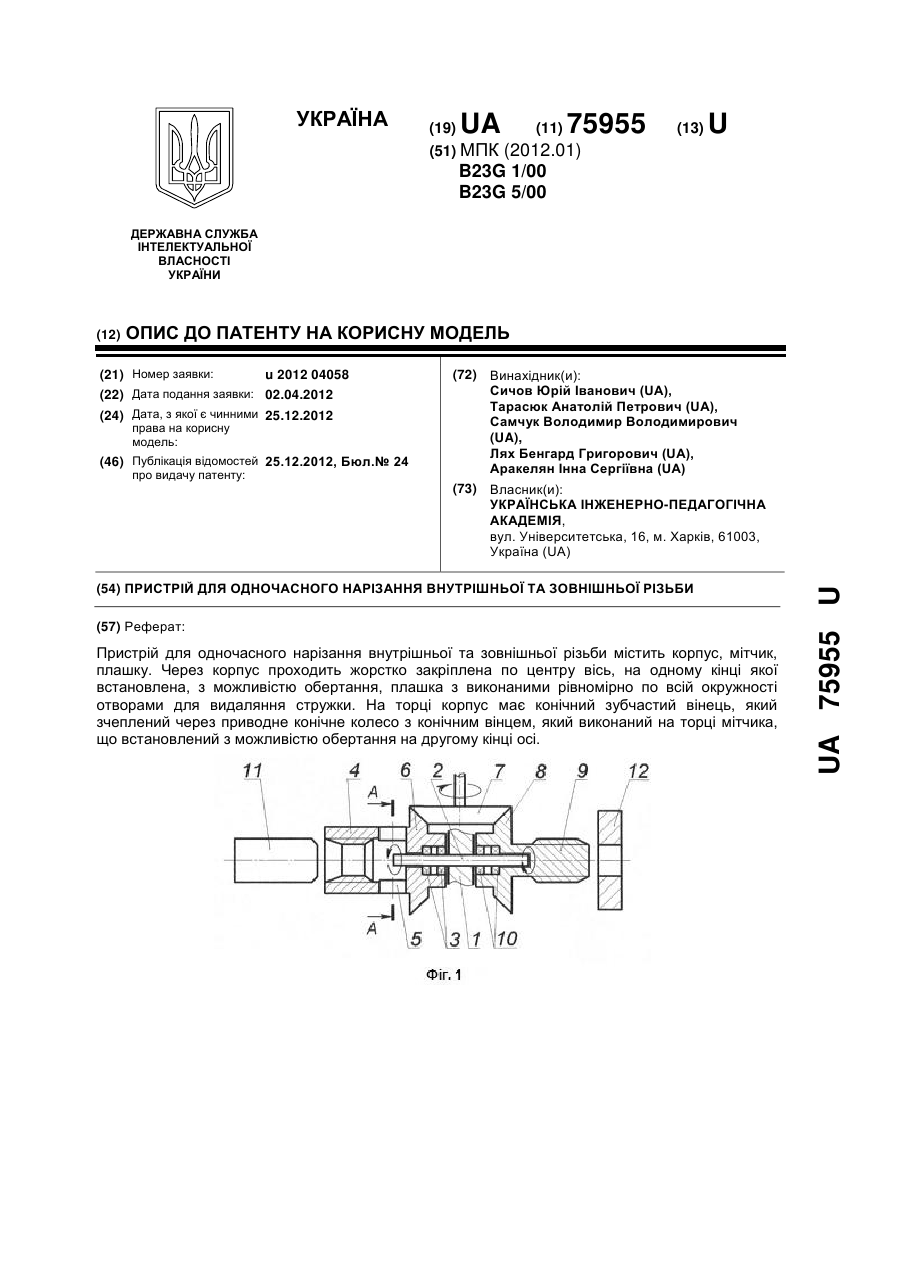
Номер патенту: 75955
Опубліковано: 25.12.2012
Автори: Самчук Володимир Володимирович, Аракелян Інна Сергіївна, Сичов Юрій Іванович, Тарасюк Анатолій Петрович, Лях Бенгард Григорович
Мітки: нарізання, одночасного, пристрій, різьби, внутрішньої, зовнішньої
Формула / Реферат:
Пристрій для одночасного нарізання внутрішньої та зовнішньої різьби, що містить корпус, мітчик, плашку, який відрізняється тим, що через корпус проходить жорстко закріплена по центру вісь, на одному кінці якої встановлена, з можливістю обертання, плашка з виконаними рівномірно по всій окружності отворами для видаляння стружки, на торці корпус має конічний зубчастий вінець, який зчеплений через приводне конічне колесо з конічним вінцем, який...
Інструмент для виготовлення зовнішньої циліндричної різьби методом пластичної деформації
Номер патенту: 99013
Опубліковано: 12.05.2015
Автори: Ткаченко Тетяна Вікторівна, Ткаченко Микола Васильович, Півень Олег Олегович
МПК: B21H 3/02
Мітки: виготовлення, різьби, зовнішньої, інструмент, пластичної, методом, деформації, циліндричної
Формула / Реферат:
Інструмент для виготовлення зовнішньої циліндричної різьби методом пластичної деформації в незакріпленій заготовці, який має фланець, закріплений до столу ковальсько-пресового верстата, який відрізняється тим, що інструмент має стискну в радіальному напрямку незакріплену пружину, яка має внутрішню циліндричну поверхню з профілем циліндричної різьби і зовнішню конічну поверхню з конусністю внутрішнього конуса пуансона, а утримується стискна...
Наступний патент: Стенд для випробування підшипників кочення на довговічність
Випадковий патент: Застосування вінборону для профілактики гастропатії, індукованої ібупрофеном