Різець для нарізання зовнішньої трикутної циліндричної різьби
Номер патенту: 109077
Опубліковано: 10.07.2015
Автори: Панчук Віталій Георгійович, Онисько Олег Романович, Роп'як Любомир Ярославович
Формула / Реферат
Різець для нарізання зовнішньої трикутної циліндричної різьби з кутом профілю ![]() , який містить державку, різальну частину з лівою та правою прямолінійними різальними кромками, які утворюють кут профілю різальної кромки різця
, який містить державку, різальну частину з лівою та правою прямолінійними різальними кромками, які утворюють кут профілю різальної кромки різця ![]() , та радіусною різальною кромкою між ними, радіус якої рівний радіусу впадини різьби
, та радіусною різальною кромкою між ними, радіус якої рівний радіусу впадини різьби ![]() , а передній кут
, а передній кут ![]() різця відмінний від нуля, який відрізняється тим, що кут профілю різальної кромки різця
різця відмінний від нуля, який відрізняється тим, що кут профілю різальної кромки різця ![]() не дорівнює куту профілю різьби
не дорівнює куту профілю різьби ![]() і складає:
і складає:
![]() ,
,
де ![]() - крок різьби, мм;
- крок різьби, мм;
![]() - висота вихідного профілю різьби, мм;
- висота вихідного профілю різьби, мм;
![]() , мм;
, мм;
 , мм;
, мм;
![]() - внутрішній діаметр різьби, мм;
- внутрішній діаметр різьби, мм;
![]() - передній кут різця, град;
- передній кут різця, град;
![]() - зовнішній діаметр різьби, мм;
- зовнішній діаметр різьби, мм;
![]() - радіус при вершині різця, рівний радіусу впадини різьби, мм;
- радіус при вершині різця, рівний радіусу впадини різьби, мм;
![]() - радіус при вершині різьби, мм.
- радіус при вершині різьби, мм.
Текст
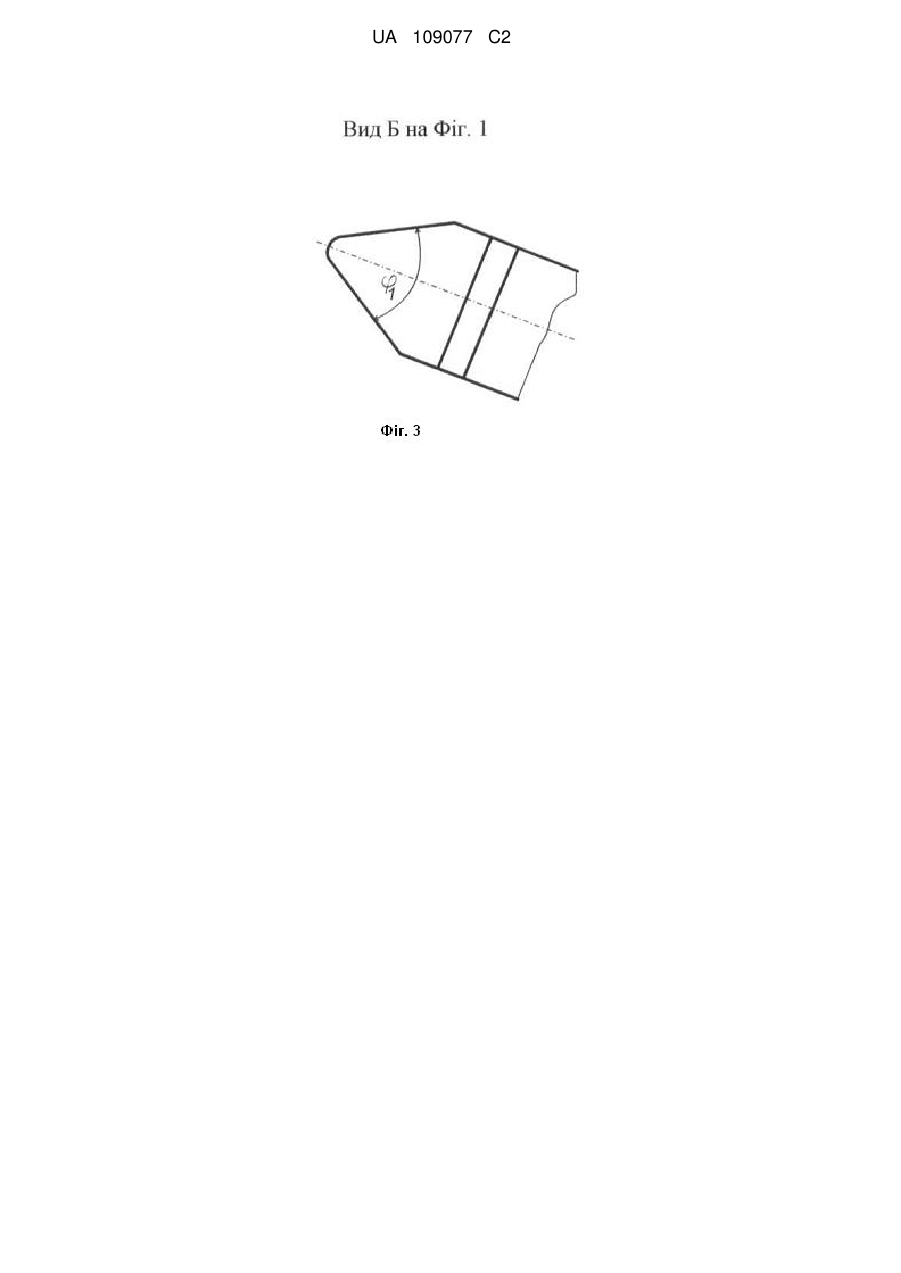
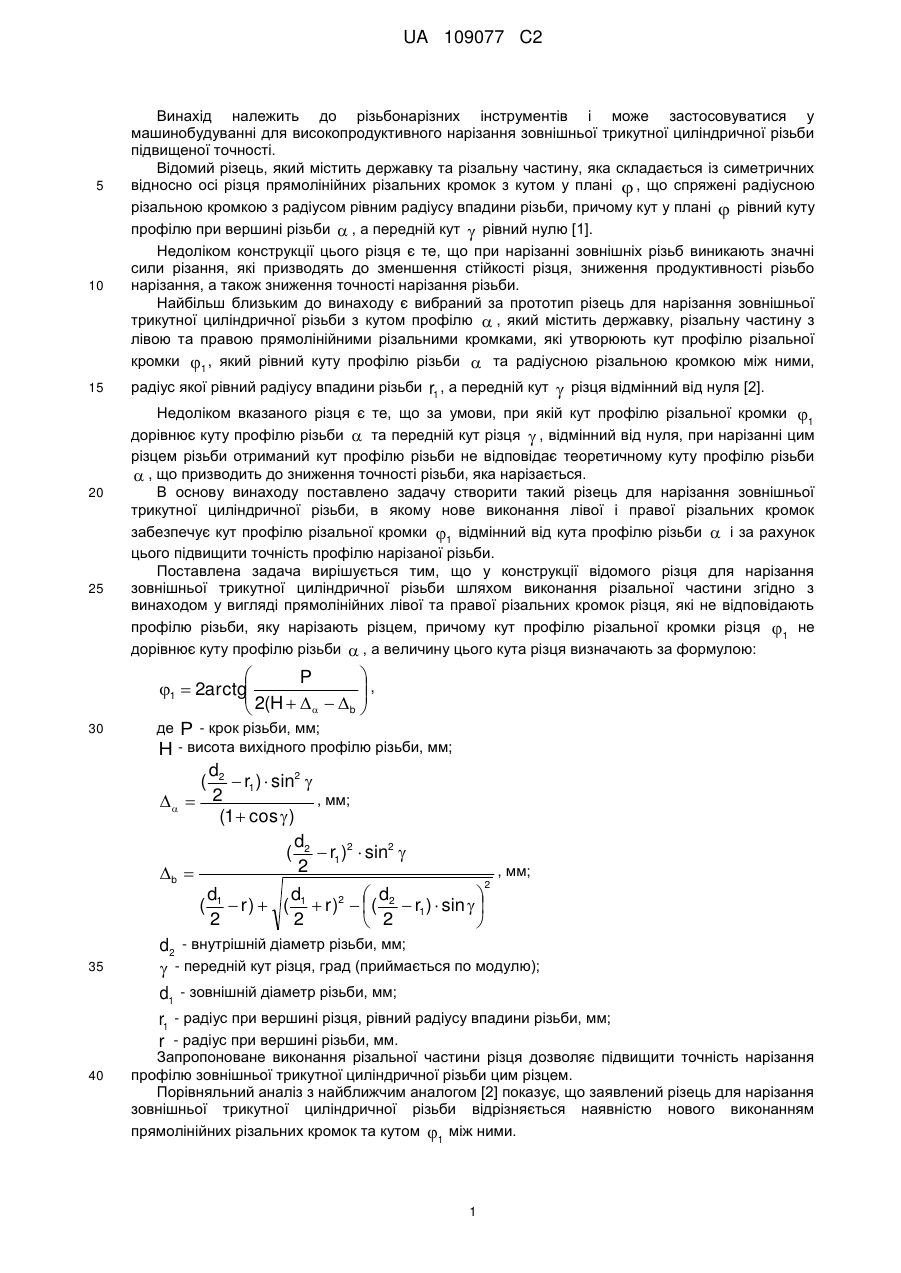
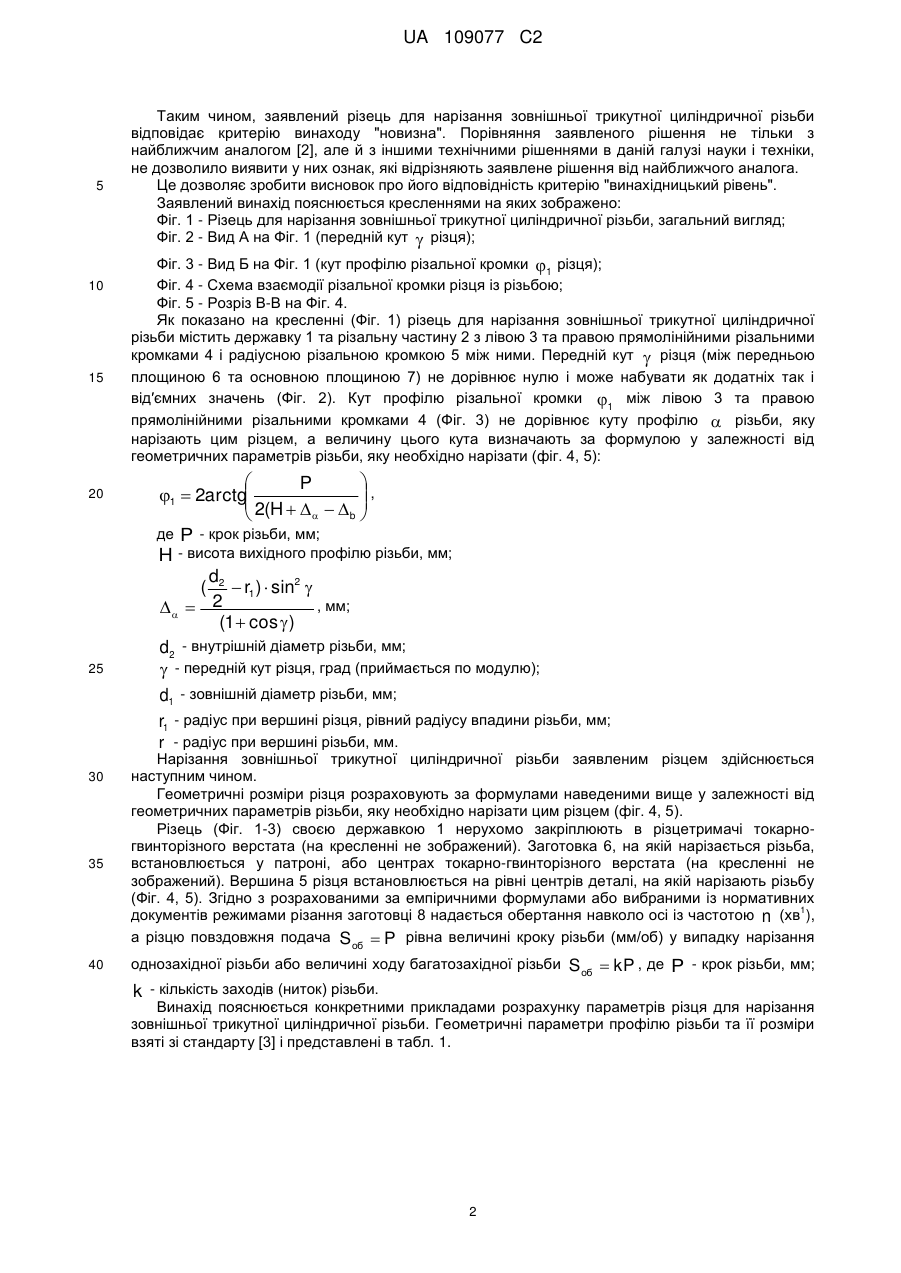
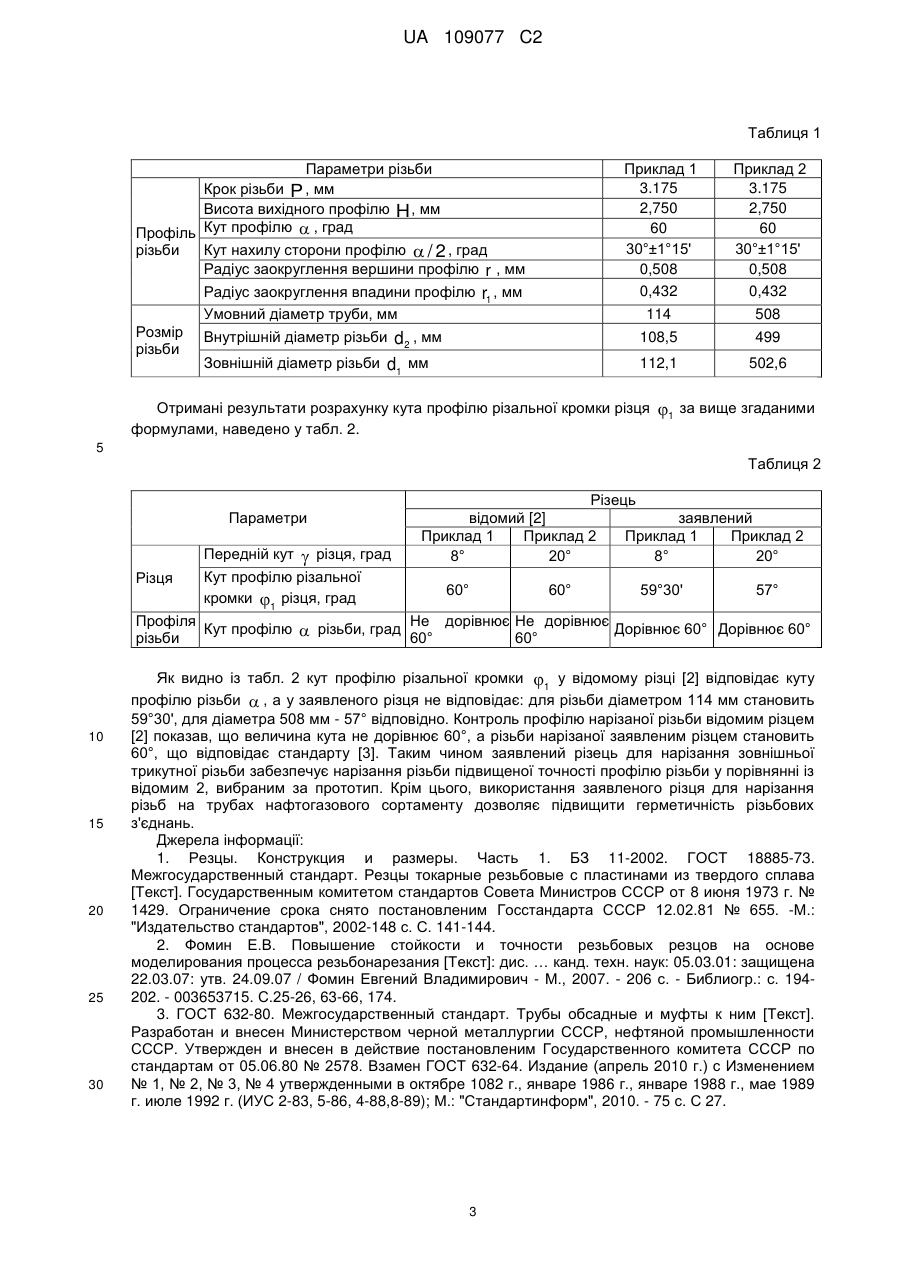
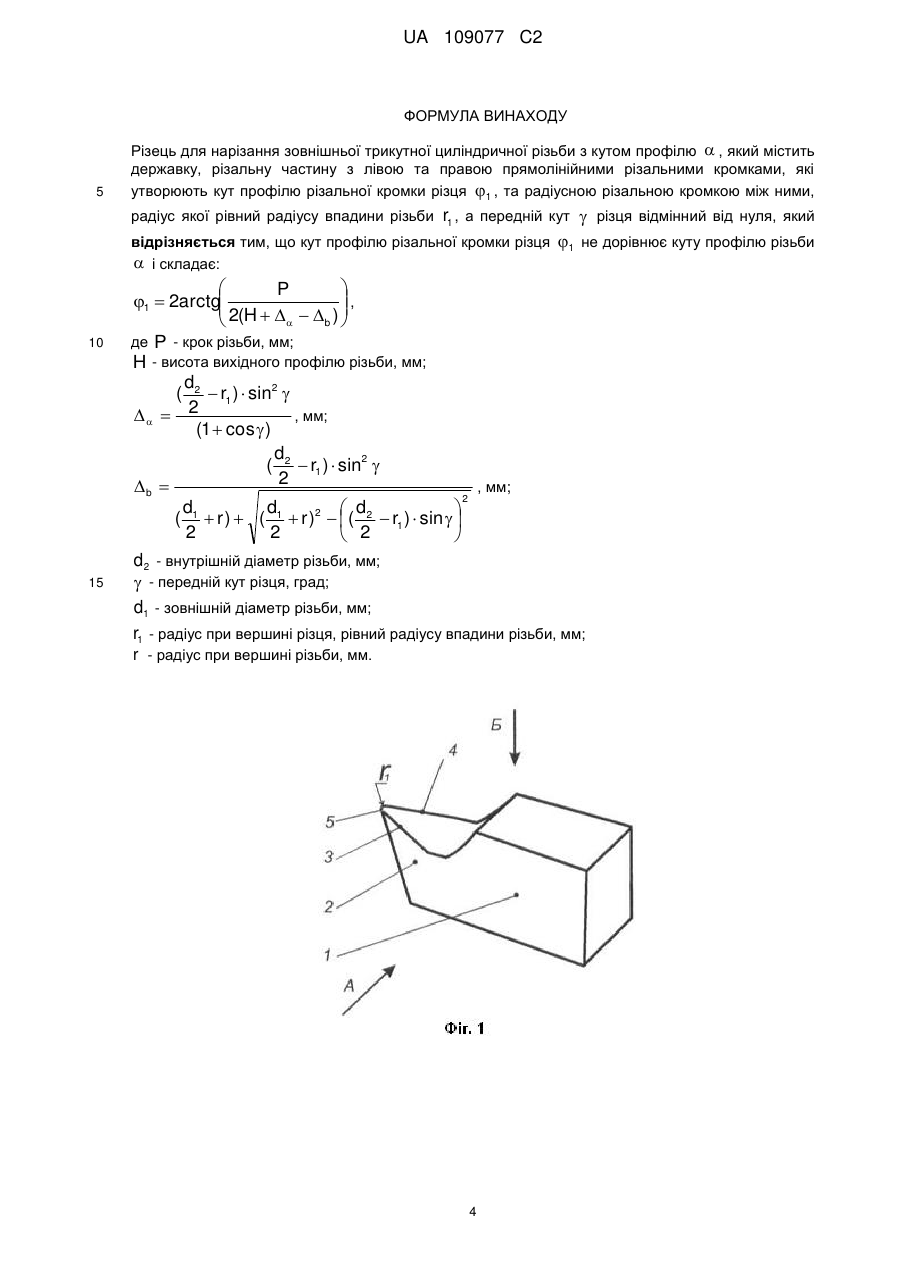
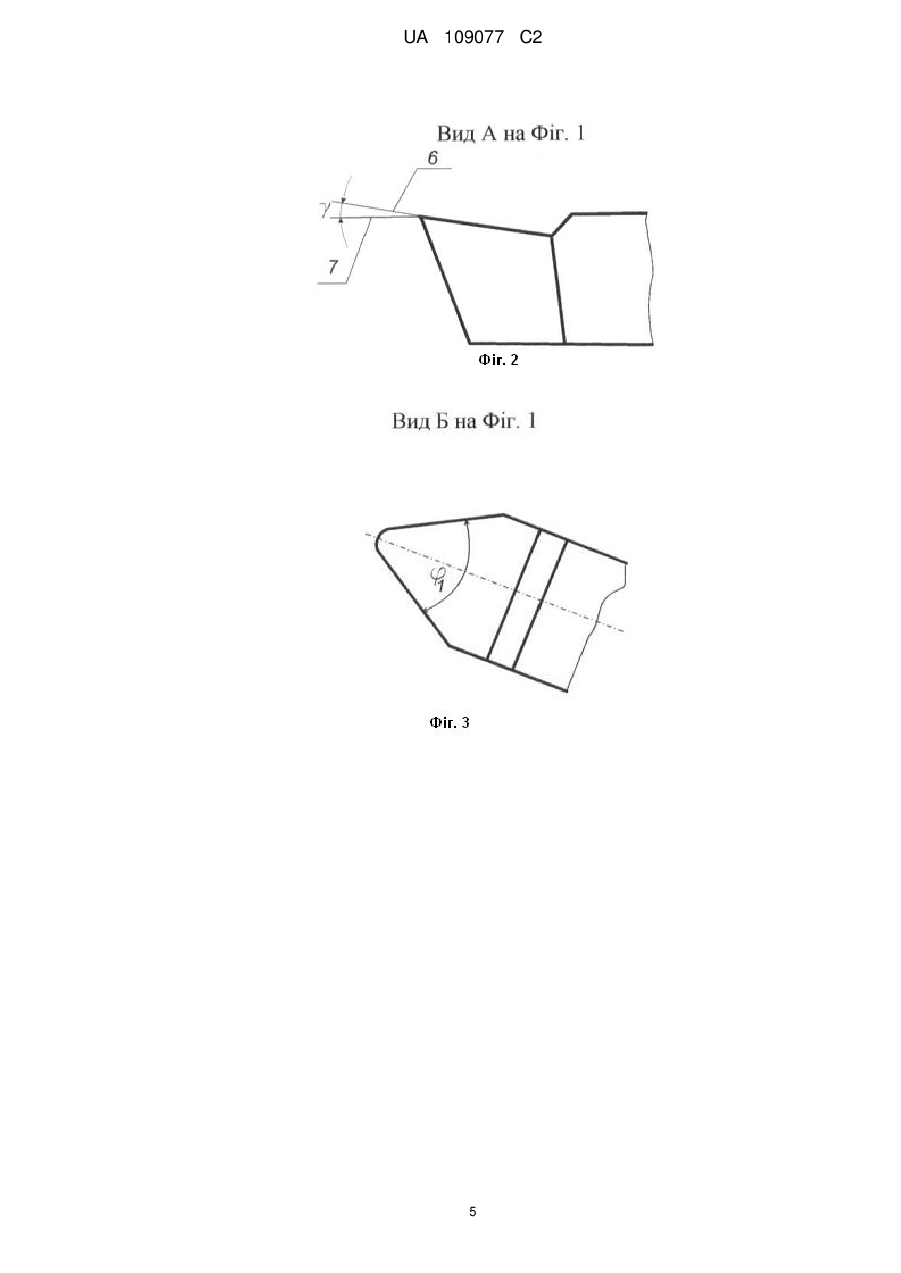
Реферат: Винахід належить до машинобудування, зокрема до високопродуктивного нарізання зовнішньої трикутної циліндричної різьби підвищеної точності. Різець містить державку та різальну частину з лівою та правою прямолінійними різальними кромками і радіусною різальною кромкою між ними. Передній кут різця не дорівнює нулю і може набувати як додатних так і від'ємних значень. Кут профілю різальної кромки 1 між лівою та правою прямолінійними різальними кромками не дорівнює куту профілю різьби, яку нарізають цим різцем, причому його величину визначають в залежності від геометричних параметрів різьби, яку нарізають. Технічний результат забезпечення підвищення точності профілю різьби, яка нарізається. UA 109077 C2 (12) UA 109077 C2 UA 109077 C2 5 10 15 20 25 30 35 40 Винахід належить до різьбонарізних інструментів і може застосовуватися у машинобудуванні для високопродуктивного нарізання зовнішньої трикутної циліндричної різьби підвищеної точності. Відомий різець, який містить державку та різальну частину, яка складається із симетричних відносно осі різця прямолінійних різальних кромок з кутом у плані , що спряжені радіусною різальною кромкою з радіусом рівним радіусу впадини різьби, причому кут у плані рівний куту профілю при вершині різьби , а передній кут рівний нулю [1]. Недоліком конструкції цього різця є те, що при нарізанні зовнішніх різьб виникають значні сили різання, які призводять до зменшення стійкості різця, зниження продуктивності різьбо нарізання, а також зниження точності нарізання різьби. Найбільш близьким до винаходу є вибраний за прототип різець для нарізання зовнішньої трикутної циліндричної різьби з кутом профілю , який містить державку, різальну частину з лівою та правою прямолінійними різальними кромками, які утворюють кут профілю різальної кромки 1 , який рівний куту профілю різьби та радіусною різальною кромкою між ними, радіус якої рівний радіусу впадини різьби r1 , а передній кут різця відмінний від нуля [2]. Недоліком вказаного різця є те, що за умови, при якій кут профілю різальної кромки 1 дорівнює куту профілю різьби та передній кут різця , відмінний від нуля, при нарізанні цим різцем різьби отриманий кут профілю різьби не відповідає теоретичному куту профілю різьби , що призводить до зниження точності різьби, яка нарізається. В основу винаходу поставлено задачу створити такий різець для нарізання зовнішньої трикутної циліндричної різьби, в якому нове виконання лівої і правої різальних кромок забезпечує кут профілю різальної кромки 1 відмінний від кута профілю різьби і за рахунок цього підвищити точність профілю нарізаної різьби. Поставлена задача вирішується тим, що у конструкції відомого різця для нарізання зовнішньої трикутної циліндричної різьби шляхом виконання різальної частини згідно з винаходом у вигляді прямолінійних лівої та правої різальних кромок різця, які не відповідають профілю різьби, яку нарізають різцем, причому кут профілю різальної кромки різця 1 не дорівнює куту профілю різьби , а величину цього кута різця визначають за формулою: P , 1 2arctg 2(H b де P - крок різьби, мм; H - висота вихідного профілю різьби, мм; d ( 2 r1 ) sin2 , мм; 2 (1 cos ) d ( 2 r1 )2 sin2 2 , мм; b 2 d d d ( 1 r ) ( 1 r )2 ( 2 r1 ) sin 2 2 2 d2 - внутрішній діаметр різьби, мм; - передній кут різця, град (приймається по модулю); d1 - зовнішній діаметр різьби, мм; r1 - радіус при вершині різця, рівний радіусу впадини різьби, мм; r - радіус при вершині різьби, мм. Запропоноване виконання різальної частини різця дозволяє підвищити точність нарізання профілю зовнішньої трикутної циліндричної різьби цим різцем. Порівняльний аналіз з найближчим аналогом [2] показує, що заявлений різець для нарізання зовнішньої трикутної циліндричної різьби відрізняється наявністю нового виконанням прямолінійних різальних кромок та кутом 1 між ними. 1 UA 109077 C2 5 10 15 20 25 30 35 40 Таким чином, заявлений різець для нарізання зовнішньої трикутної циліндричної різьби відповідає критерію винаходу "новизна". Порівняння заявленого рішення не тільки з найближчим аналогом [2], але й з іншими технічними рішеннями в даній галузі науки і техніки, не дозволило виявити у них ознак, які відрізняють заявлене рішення від найближчого аналога. Це дозволяє зробити висновок про його відповідність критерію "винахідницький рівень". Заявлений винахід пояснюється кресленнями на яких зображено: Фіг. 1 - Різець для нарізання зовнішньої трикутної циліндричної різьби, загальний вигляд; Фіг. 2 - Вид А на Фіг. 1 (передній кут різця); Фіг. 3 - Вид Б на Фіг. 1 (кут профілю різальної кромки 1 різця); Фіг. 4 - Схема взаємодії різальної кромки різця із різьбою; Фіг. 5 - Розріз В-В на Фіг. 4. Як показано на кресленні (Фіг. 1) різець для нарізання зовнішньої трикутної циліндричної різьби містить державку 1 та різальну частину 2 з лівою 3 та правою прямолінійними різальними кромками 4 і радіусною різальною кромкою 5 між ними. Передній кут різця (між передньою площиною 6 та основною площиною 7) не дорівнює нулю і може набувати як додатніх так і від′ємних значень (Фіг. 2). Кут профілю різальної кромки 1 між лівою 3 та правою прямолінійними різальними кромками 4 (Фіг. 3) не дорівнює куту профілю різьби, яку нарізають цим різцем, а величину цього кута визначають за формулою у залежності від геометричних параметрів різьби, яку необхідно нарізати (фіг. 4, 5): P , 1 2arctg 2(H b де P - крок різьби, мм; H - висота вихідного профілю різьби, мм; d ( 2 r1 ) sin2 , мм; 2 (1 cos ) d2 - внутрішній діаметр різьби, мм; - передній кут різця, град (приймається по модулю); d1 - зовнішній діаметр різьби, мм; r1 - радіус при вершині різця, рівний радіусу впадини різьби, мм; r - радіус при вершині різьби, мм. Нарізання зовнішньої трикутної циліндричної різьби заявленим різцем здійснюється наступним чином. Геометричні розміри різця розраховують за формулами наведеними вище у залежності від геометричних параметрів різьби, яку необхідно нарізати цим різцем (фіг. 4, 5). Різець (Фіг. 1-3) своєю державкою 1 нерухомо закріплюють в різцетримачі токарногвинторізного верстата (на кресленні не зображений). Заготовка 6, на якій нарізається різьба, встановлюється у патроні, або центрах токарно-гвинторізного верстата (на кресленні не зображений). Вершина 5 різця встановлюється на рівні центрів деталі, на якій нарізають різьбу (Фіг. 4, 5). Згідно з розрахованими за емпіричними формулами або вибраними із нормативних 1 документів режимами різання заготовці 8 надається обертання навколо осі із частотою n (хв ), а різцю повздовжня подача Sоб P рівна величині кроку різьби (мм/об) у випадку нарізання однозахідної різьби або величині ходу багатозахідної різьби Sоб kP , де k - кількість заходів (ниток) різьби. P - крок різьби, мм; Винахід пояснюється конкретними прикладами розрахунку параметрів різця для нарізання зовнішньої трикутної циліндричної різьби. Геометричні параметри профілю різьби та її розміри взяті зі стандарту [3] і представлені в табл. 1. 2 UA 109077 C2 Таблиця 1 Параметри різьби Крок різьби P , мм Висота вихідного профілю H , мм Профіль Кут профілю , град Кут нахилу сторони профілю / 2 , град різьби Радіус заокруглення вершини профілю r , мм Розмір різьби Зовнішній діаметр різьби 114 108,5 r1 , мм d1 мм Приклад 2 3.175 2,750 60 30°±1°15' 0,508 0,432 508 499 112,1 Радіус заокруглення впадини профілю Умовний діаметр труби, мм Внутрішній діаметр різьби d2 , мм Приклад 1 3.175 2,750 60 30°±1°15' 0,508 0,432 502,6 Отримані результати розрахунку кута профілю різальної кромки різця формулами, наведено у табл. 2. 1 за вище згаданими 5 Таблиця 2 Параметри Різця Передній кут різця, град Кут профілю різальної кромки 1 різця, град Різець відомий [2] заявлений Приклад 1 Приклад 2 Приклад 1 Приклад 2 8° 20° 8° 20° 60° 60° 59°30' 57° Профіля Не дорівнює Не дорівнює Кут профілю різьби, град Дорівнює 60° Дорівнює 60° різьби 60° 60° 10 15 20 25 30 Як видно із табл. 2 кут профілю різальної кромки 1 у відомому різці [2] відповідає куту профілю різьби , а у заявленого різця не відповідає: для різьби діаметром 114 мм становить 59°30', для діаметра 508 мм - 57° відповідно. Контроль профілю нарізаної різьби відомим різцем [2] показав, що величина кута не дорівнює 60°, а різьби нарізаної заявленим різцем становить 60°, що відповідає стандарту [3]. Таким чином заявлений різець для нарізання зовнішньої трикутної різьби забезпечує нарізання різьби підвищеної точності профілю різьби у порівнянні із відомим 2, вибраним за прототип. Крім цього, використання заявленого різця для нарізання різьб на трубах нафтогазового сортаменту дозволяє підвищити герметичність різьбових з'єднань. Джерела інформації: 1. Резцы. Конструкция и размеры. Часть 1. БЗ 11-2002. ГОСТ 18885-73. Межгосударственный стандарт. Резцы токарные резьбовые с пластинами из твердого сплава [Текст]. Государственным комитетом стандартов Совета Министров СССР от 8 июня 1973 г. № 1429. Ограничение срока снято постановленим Госстандарта СССР 12.02.81 № 655. -М.: "Издательство стандартов", 2002-148 с. С. 141-144. 2. Фомин Е.В. Повышение стойкости и точности резьбовых резцов на основе моделирования процесса резьбонарезания [Текст]: дис. … канд. техн. наук: 05.03.01: защищена 22.03.07: утв. 24.09.07 / Фомин Евгений Владимирович - М., 2007. - 206 с. - Библиогр.: с. 194202. - 003653715. С.25-26, 63-66, 174. 3. ГОСТ 632-80. Межгосударственный стандарт. Трубы обсадные и муфты к ним [Текст]. Разработан и внесен Министерством черной металлургии СССР, нефтяной промышленности СССР. Утвержден и внесен в действие постановленим Государственного комитета СССР по стандартам от 05.06.80 № 2578. Взамен ГОСТ 632-64. Издание (апрель 2010 г.) с Изменением № 1, № 2, № 3, № 4 утвержденными в октябре 1082 г., январе 1986 г., январе 1988 г., мае 1989 г. июле 1992 г. (ИУС 2-83, 5-86, 4-88,8-89); М.: "Стандартинформ", 2010. - 75 с. С 27. 3 UA 109077 C2 ФОРМУЛА ВИНАХОДУ 5 Різець для нарізання зовнішньої трикутної циліндричної різьби з кутом профілю , який містить державку, різальну частину з лівою та правою прямолінійними різальними кромками, які утворюють кут профілю різальної кромки різця 1 , та радіусною різальною кромкою між ними, r1 , а передній кут різця відмінний від нуля, який відрізняється тим, що кут профілю різальної кромки різця 1 не дорівнює куту профілю різьби і складає: P 1 2arctg 2(H ) , b де P - крок різьби, мм; H - висота вихідного профілю різьби, мм; d ( 2 r1 ) sin2 2 , мм; (1 cos ) d ( 2 r1 ) sin2 2 , мм; радіус якої рівний радіусу впадини різьби 10 b ( 15 d1 d d r ) ( 1 r )2 ( 2 r1 ) sin 2 2 2 2 d 2 - внутрішній діаметр різьби, мм; - передній кут різця, град; d1 - зовнішній діаметр різьби, мм; r1 - радіус при вершині різця, рівний радіусу впадини різьби, мм; r - радіус при вершині різьби, мм. 4 UA 109077 C2 5 UA 109077 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюOnysko Oleh Romanovych, Ropiak Liubomyr Yaroslavovych
Автори російськоюОнысько Олег Романович, Ропяк Любомир Ярославович
МПК / Мітки
МПК: B23B 27/06
Мітки: циліндричної, різьби, зовнішньої, трикутної, нарізання, різець
Код посилання
<a href="https://ua.patents.su/8-109077-rizec-dlya-narizannya-zovnishno-trikutno-cilindrichno-rizbi.html" target="_blank" rel="follow" title="База патентів України">Різець для нарізання зовнішньої трикутної циліндричної різьби</a>
Пристрій для нарізання зовнішньої різьби
Номер патенту: 81099
Опубліковано: 25.06.2013
Автори: Лях Бенгард Григорович, Аракелян Інна Сергіївна, Сичов Юрій Іванович, Самчук Володимир Володимирович, Тарасюк Анатолій Петрович
МПК: B23G 5/00
Мітки: нарізання, пристрій, зовнішньої, різьби
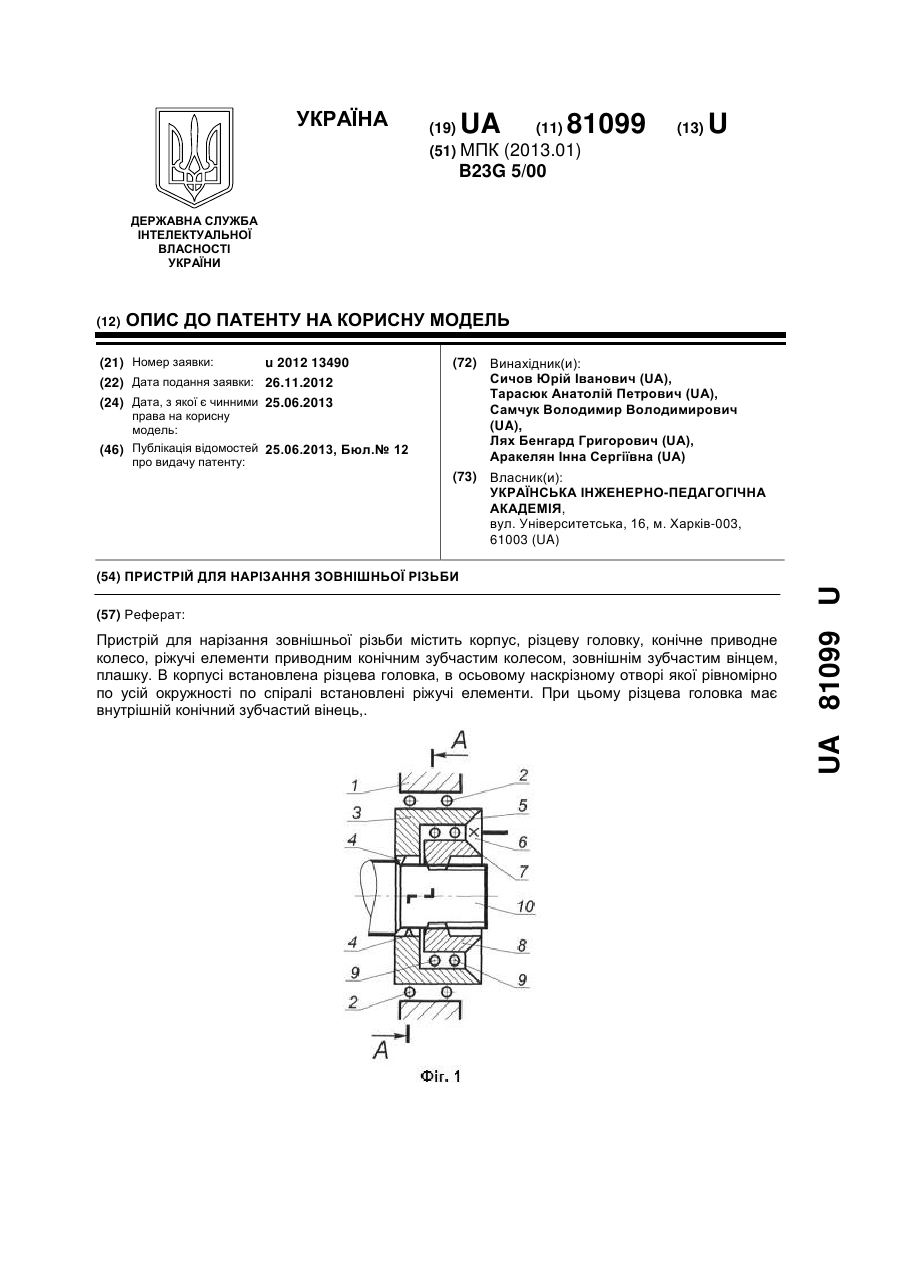
Формула / Реферат:
Пристрій для нарізання зовнішньої різьби, що містить корпус, різцеву головку, конічне приводне колесо, ріжучі елементи, який відрізняється тим, що він складається з корпусу, у якому з можливістю обертання встановлена різцева головка, в осьовому наскрізному отворі якої рівномірно по усій окружності по спіралі, ріжучими кромками, перекриваючи одна одну, встановлені ріжучі елементи, при цьому вона має внутрішній конічний зубчастий вінець, який...
Пристрій для одночасного нарізання внутрішньої та зовнішньої різьби
Номер патенту: 75955
Опубліковано: 25.12.2012
Автори: Сичов Юрій Іванович, Лях Бенгард Григорович, Самчук Володимир Володимирович, Аракелян Інна Сергіївна, Тарасюк Анатолій Петрович
Мітки: внутрішньої, зовнішньої, одночасного, різьби, нарізання, пристрій
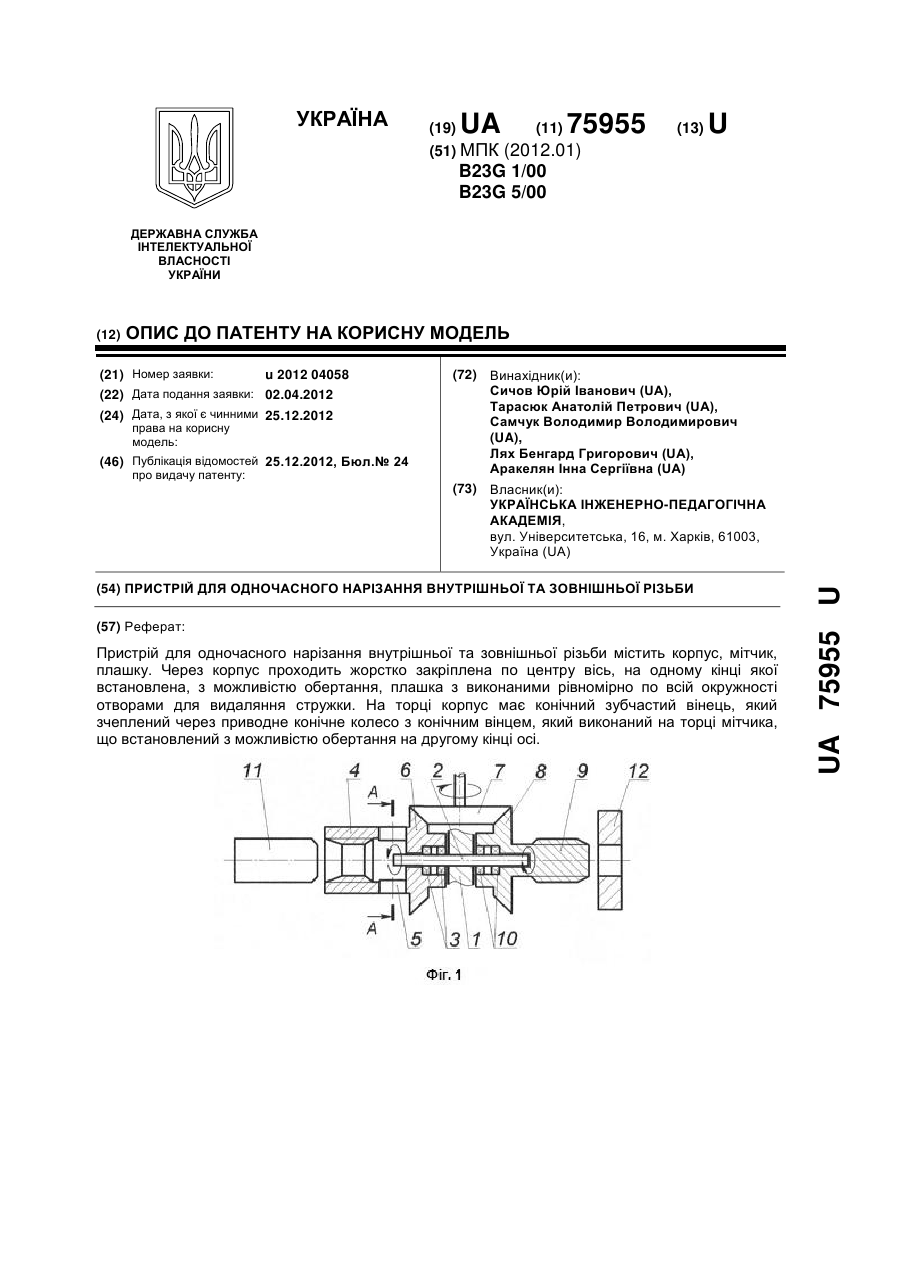
Формула / Реферат:
Пристрій для одночасного нарізання внутрішньої та зовнішньої різьби, що містить корпус, мітчик, плашку, який відрізняється тим, що через корпус проходить жорстко закріплена по центру вісь, на одному кінці якої встановлена, з можливістю обертання, плашка з виконаними рівномірно по всій окружності отворами для видаляння стружки, на торці корпус має конічний зубчастий вінець, який зчеплений через приводне конічне колесо з конічним вінцем, який...
Інструмент для виготовлення зовнішньої циліндричної різьби методом пластичної деформації
Номер патенту: 99013
Опубліковано: 12.05.2015
Автори: Ткаченко Тетяна Вікторівна, Півень Олег Олегович, Ткаченко Микола Васильович
МПК: B21H 3/02
Мітки: інструмент, методом, циліндричної, різьби, пластичної, виготовлення, зовнішньої, деформації
Формула / Реферат:
Інструмент для виготовлення зовнішньої циліндричної різьби методом пластичної деформації в незакріпленій заготовці, який має фланець, закріплений до столу ковальсько-пресового верстата, який відрізняється тим, що інструмент має стискну в радіальному напрямку незакріплену пружину, яка має внутрішню циліндричну поверхню з профілем циліндричної різьби і зовнішню конічну поверхню з конусністю внутрішнього конуса пуансона, а утримується стискна...
Пристрій для одночасного свердлування та нарізання внутрішньої різьби
Номер патенту: 81578
Опубліковано: 10.07.2013
Автори: Тарасюк Анатолій Петрович, Аракелян Інна Сергіївна, Самчук Володимир Володимирович, Лях Бенгард Григорович, Сичов Юрій Іванович
МПК: B23G 5/00, B23B 51/08
Мітки: нарізання, внутрішньої, одночасного, пристрій, різьби, свердлування
Формула / Реферат:
Пристрій для одночасного свердлування та нарізання внутрішньої різьби, що містить свердло, мітчик, зубчате колесо, який відрізняється тим, що він оснащений мітчиком, розташованим з можливістю обертання, до хвостової частини якого жорстко прикріплене приводне зубчасте колесо і уздовж осі обертання виконаний у серцевині з конічною виточкою з боку торця робочої частини наскрізний отвір, у який влаштоване свердло з можливістю обертатись,...
Збірний різець

Номер патенту: 12508
Опубліковано: 15.02.2006
Автори: Русаков Анатолій Володимирович, Носков Віталій Васильович
МПК: B23B 27/16
Формула / Реферат:
1. Збірний різець, що містить державку, на опорній поверхні якої закріплена за допомогою хитного штифта різальна пластина, яка взаємодіє з охоплюючими бічними поверхнями, який відрізняється тим, що він оснащений жорстко закріпленою на державці накладкою, на якій виконані згадані охоплюючі бічні поверхні, а опорна поверхня на державці виконана у вигляді відкритого наскрізного паза.2. Збірний різець за п. 1, який відрізняється тим, що...
Попередній патент: Пристрій для виймання склопосуду із транспортної тари
Наступний патент: Штам бактерій lactobacillus paracasei, що використовується у виробництві функціональних добавок для сільськогосподарської птиці
Випадковий патент: Спосіб біологічної боротьби з виляганням конюшини лучної та гібридної