Індукційний пристрій для термічної обробки зварених стиків залізничних рейок
Номер патенту: 116086
Опубліковано: 10.05.2017
Автори: Губатюк Руслан Сергійович, Римар Сергій Володимирович, Пантелеймонов Євген Олександрович, Письменний Олександр Семенович

Формула / Реферат
Індукційний пристрій для термічної обробки зварених стиків залізничних рейок, що містить індуктори, в яких індукуючий дріт складається з двох паралельних дротів, повторює форму вигину поверхні рейки зі збільшеним повітряним зазором над шийкою рейки, а також містить магнітопроводи, встановлені над поверхнею кочення головки, бічною гранню головки, шийкою та нижньою поверхнею підошви рейки, який відрізняється тим, що індукуючий дріт індукторів виконаний з постійною шириною в області головки, шийки і підошви рейки, збільшеною шириною в області пер рейки і постійною величиною повітряного зазору над головкою, перами та підошвою рейки.
Текст
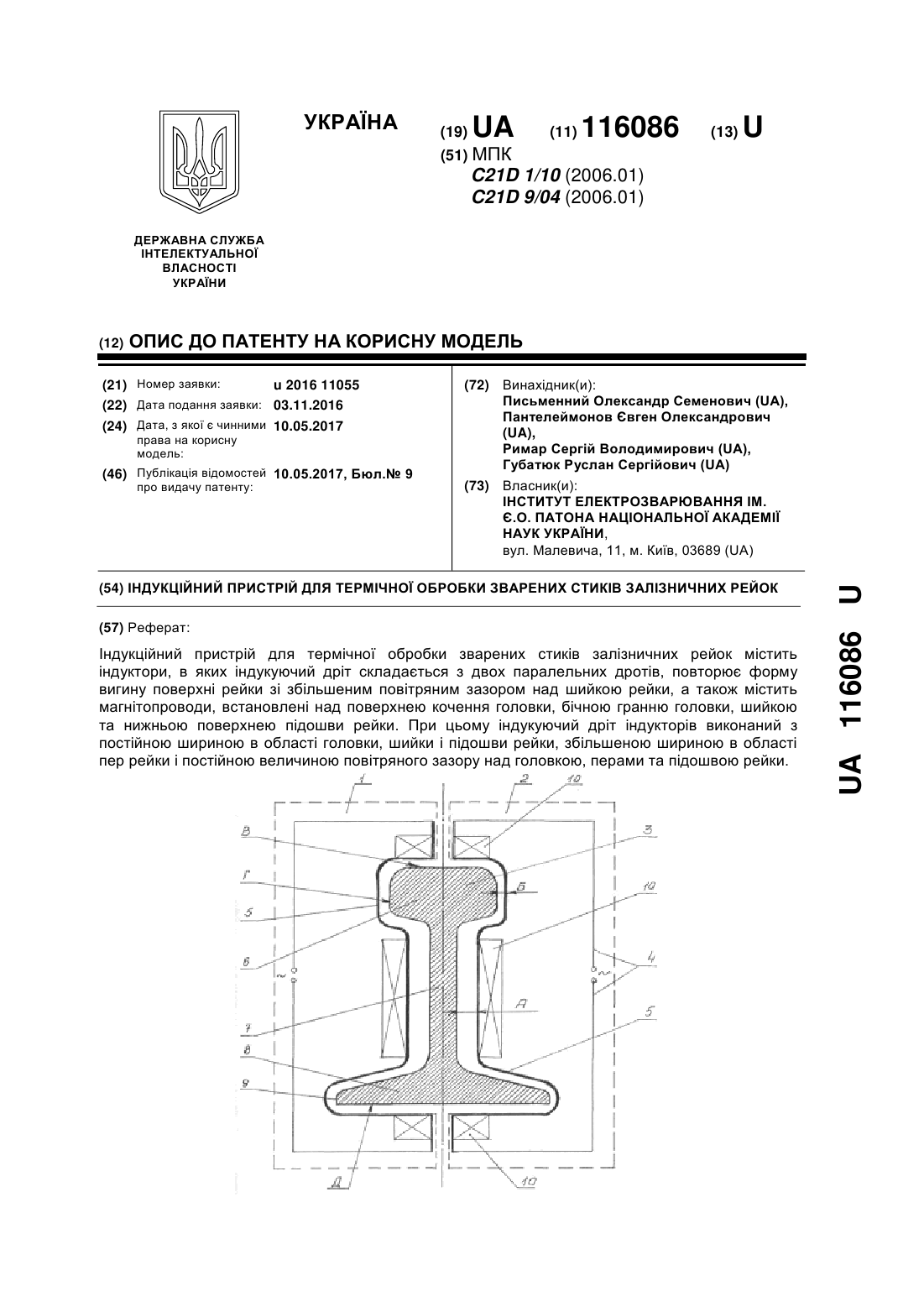
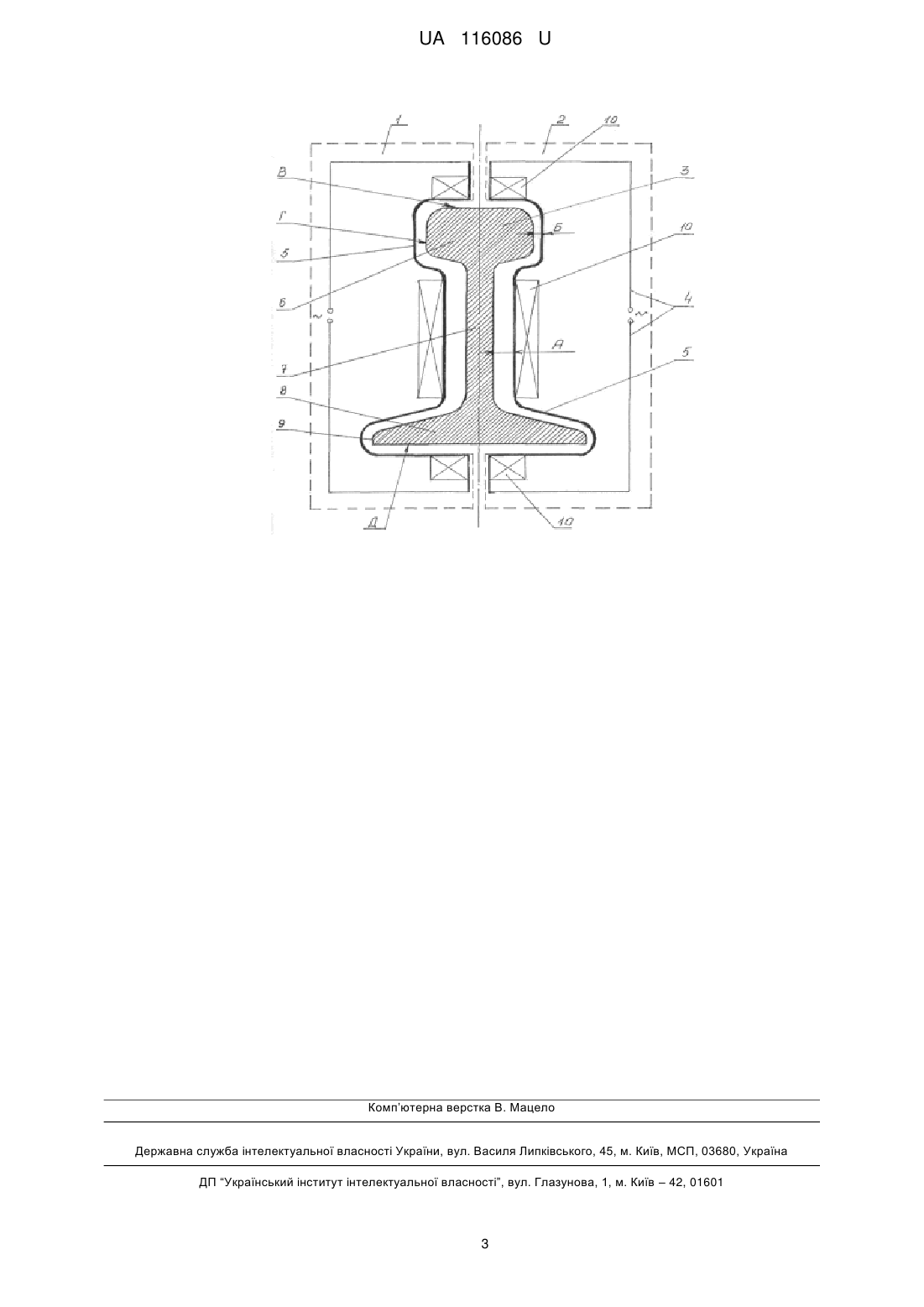
Реферат: Індукційний пристрій для термічної обробки зварених стиків залізничних рейок містить індуктори, в яких індукуючий дріт складається з двох паралельних дротів, повторює форму вигину поверхні рейки зі збільшеним повітряним зазором над шийкою рейки, а також містить магнітопроводи, встановлені над поверхнею кочення головки, бічною гранню головки, шийкою та нижньою поверхнею підошви рейки. При цьому індукуючий дріт індукторів виконаний з постійною шириною в області головки, шийки і підошви рейки, збільшеною шириною в області пер рейки і постійною величиною повітряного зазору над головкою, перами та підошвою рейки. UA 116086 U (12) UA 116086 U UA 116086 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до електротермії, зокрема до термічної обробки металевих виробів способом індукційного нагрівання струмами високої частоти, і може бути використана для термічної обробки зварених стиків залізничних рейок перед загартуванням. Термічна обробка металевих виробів застосовується для досягнення структурної однорідності в зоні зварених з'єднань, усунення внутрішніх залишкових напружень, забезпечення необхідної пластичності і міцності. Термічна обробка звареного стику включає нагрівання зони звареного стику до температури термічної обробки і загартування поверхні кочення головки шляхом примусового охолодження повітряно-водяною сумішшю або стисненим повітрям. Ширина зони термічного впливу після термічної обробки перевищує ширину зони термічного впливу після зварювання. При проведенні термічної обробки зварених стиків рейок способом індукційного нагрівання струмами високої частоти особливі вимоги пред'являються до індукторів індукційного нагрівального пристрою. Для досягнення рівномірної температури всього перерізу рейки конструкція індукторів повинна враховувати складну форму поверхні рейки і особливості одночасного нагрівання струмами високої частоти всіх елементів рейки, що мають різну масу металу - головки, шийки і підошви. На сучасному рівні розвитку техніки відомий спосіб термічної обробки гострякових і рамних рейок та пристрій для його здійснення (патент РФ 2135607, публ. 27.08.1999 р.), в якому одночасно з загартуванням головки гострякової рейки виконують загартування площини її підошви. Індуктори гартівних блоків розташовані навпроти один одного і виконують одночасне нагрівання робочих поверхонь кочення головки в високочастотному електромагнітному полі. Індуктори виконані за формою поверхні кочення рейок. Однак цей спосіб спрямований на досягнення оптимального температурного поля в головці і підошві рейки, але не враховує розподіл температурного поля в шийці рейки. У разі великого перепаду температури між головкою та шийкою рейки не досягається необхідної стійкості ударним навантаженням. Відомий індукційний пристрій для нагрівання стиків залізничних рейок (патент РФ 2200764, публ. 20.03.2003 р.), в якому індуктор виконаний у вигляді двох плоских прямокутних спіралевих обмоток, розташованих навпроти одна одної з двох сторін рейки. Прямі та зворотні провідники обмоток розділені рухливими магнітопроводами, вільно переміщуються відносно обмоток перпендикулярно до бічних поверхонь рейки. Обмотки підключені до джерела живлення так, щоб забезпечити протікання струмів в одному напрямку в частинах обмоток, прилеглих до головки рейки. Обмотки разом з відповідними магнітопроводами можуть бути розміщені на двох частинах каркаса з тепло- і електроізолюючого матеріалу, об'єднаних між собою пристроєм, що забезпечує їх взаємне переміщення відносно один одного, в напрямку, перпендикулярному до поздовжньої осі рейки. Крім того, обмотки можуть бути вигнуті по формі головки і верхньої частини підошви з відповідних сторін рейки. Однак, пристрій не робить цілеспрямованого впливу на необхідний розподіл температурного поля в нижній частині підошви рейки. При недостатньому нагріванні підошви погіршується прямолінійність зварених стиків після повного охолодження рейки. Найбільш близьким до корисної моделі, що заявляється, є індукційний пристрій для термічної обробки зварених стиків залізничних рейок (патент UA 109123, публ. 10.08.2016 p.). Пристрій має індуктори, розташовані один проти одного з двох сторін рейки. Індукуючий дріт індукторів повторює форму вигину поверхні рейки зі збільшеними повітряними зазорами над шийкою і перами рейки і містить магнітопроводи з різною товщиною набору пластин, встановлені над поверхнею кочення головки, бічною гранню головки, шийкою і нижньою поверхнею підошви рейки. Індукуючий дріт індукторів розділений на два паралельних дроти із встановленими над ними загальними магнітопроводами. Недоліком індукційного пристрою є форма індукуючого дроту індукторів над перами рейки. Збільшення повітряного зазору над перами рейки, що застосовується для недопущення їх перегріву, збільшує опір розсіювання індуктора і викликає складнощі при виготовленні індукуючих дротів індукторів. В основу корисної моделі поставлена задача зниження опору розсіювання індукторів і зміна їх конструкції для запобігання перегріву пер рейки. Поставлена задача вирішується тим, що в індукційному пристрої для термічної обробки зварених стиків залізничних рейок, що містить індуктори, в яких індукуючий дріт складається з двох паралельних дротів, повторює форму вигину поверхні рейки зі збільшеним повітряним зазором над шийкою рейки, а також містить магнітопроводи, встановлені над поверхнею кочення головки, бічною гранню головки, шийкою та нижньою поверхнею підошви рейки, згідно з корисною моделлю, індукуючий дріт індукторів виконаний з постійною шириною в області головки, шийки і підошви рейки, збільшеною шириною в області пер рейки і постійною величиною повітряного зазору над головкою, перами та підошвою рейки. 1 UA 116086 U 5 10 15 20 25 30 35 Збільшення ширини індукуючих дротів індукторів над перами рейки зменшує щільність наведеного струму в цих областях та послаблює прояв крайового ефекту, характерного для індукційного нагрівання струмами високої частоти. Зменшується частка потужності, що передається в область пер рейки, як область з найменшою масою металу. Тим самим запобігають перегріву пер рейки. Збереження постійної величини повітряного зазору над головкою, перами та підошвою рейки спрощує технологію виготовлення індукуючих дротів індукторів. Перелік фігур креслення. На наведеному кресленні представлена конструкція індукційного пристрою, що заявляється. Індуктори 1 і 2 розташовані один проти одного з двох сторін рейки 3. Шини 4 індукторів підключені до джерела живлення струмами високої частоти. Індукуючі дроти 5 індукторів складаються з двох паралельних дротів, що розташовані один за одним впродовж осі рейки. Паралельні дроти виконані з невеликим зазором між собою. Від сумарної ширини дротів залежить ширина зони термічного впливу після термічної обробки. Індукуючі дроти повторюють форму поверхні головки 6, шийки 7 і підошви 8 рейки. Повітряний зазор А над шийкою 7 збільшений у порівнянні з повітряним зазором Б над головкою і підошвою рейки. Ширина індукуючих дротів індукторів збільшена над перами 9 рейки. Магнітопроводи 10 з різною товщиною набору пластин розміщені над поверхнею кочення В головки, бічними гранями Γ головки, шийкою і нижньою поверхнею Д підошви рейки. Пристрій працює таким чином. Перед початком термічної обробки звареного стику індуктори 1 і 2 підводять до рейки 3. Високочастотний струм в індукуючих дротах 5 викликає появу індукованого струму під індукуючими дротами в зоні звареного стику рейки, в результаті чого зона стику нагрівається. В конструкції індукторів використані властивості магнітопроводів по різкому підвищенню концентрації індукованого струму під індукуючим дротом, вплив повітряного зазору на опір магнітного потоку індуктора та вплив ширини індукуючого дроту на щільність наведеного струму. Поєднання цих факторів дозволяє коригувати розподіл переданої в зварений стик потужності по ділянках нагрівання. Розташування магнітопроводів 10 над поверхнею кочення В головки, бічними гранями Γ головки та нижньою поверхнею Д підошви, що мають масу металу більшу, ніж шийка, а також збільшення повітряного зазору А в області шийки призводять до збільшення переданої потужності в головку і підошву рейки та до зменшення потужності в шийку рейки. Крім того, розташування магнітопроводів над поверхнею кочення головки сприяє вирівнюванню температури по ширині поверхні кочення. Збільшення ширини індукуючих дротів над перами 9 рейки знижує щільність наведеного в них струму. В свою чергу, зменшення повітряного зазору над перами рейки знижує опір розсіювання індукторів. Характерною позитивною рисою запропонованої конструкції індукційного пристрою є рівномірний нагрів перерізу рейки і запобігання перегріву пер рейки. Економічний ефект від корисної моделі досягається за рахунок поліпшення енергетичних характеристик індукційного пристрою, зменшення споживаної електроенергії та покращення якості термічної обробки зварених стиків рейок. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Індукційний пристрій для термічної обробки зварених стиків залізничних рейок, що містить індуктори, в яких індукуючий дріт складається з двох паралельних дротів, повторює форму вигину поверхні рейки зі збільшеним повітряним зазором над шийкою рейки, а також містить магнітопроводи, встановлені над поверхнею кочення головки, бічною гранню головки, шийкою та нижньою поверхнею підошви рейки, який відрізняється тим, що індукуючий дріт індукторів виконаний з постійною шириною в області головки, шийки і підошви рейки, збільшеною шириною в області пер рейки і постійною величиною повітряного зазору над головкою, перами та підошвою рейки. 2 UA 116086 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: стиків, обробки, індукційний, зварених, термічної, залізничних, пристрій, рейок
Код посилання
<a href="https://ua.patents.su/5-116086-indukcijjnijj-pristrijj-dlya-termichno-obrobki-zvarenikh-stikiv-zaliznichnikh-rejjok.html" target="_blank" rel="follow" title="База патентів України">Індукційний пристрій для термічної обробки зварених стиків залізничних рейок</a>
Індукційний пристрій для термічної обробки зварених стиків залізничних рейок
Номер патенту: 109123
Опубліковано: 10.08.2016
Автор: Пантелеймонов Євген Олександрович
МПК: C21D 1/10
Мітки: термічної, індукційний, стиків, обробки, пристрій, зварених, рейок, залізничних
Формула / Реферат:
1. Індукційний пристрій для термічної обробки зварених стиків залізничних рейок, що містить індуктори, розташовані навпроти один одного з двох сторін рейки, який відрізняється тим, що індуктуючий дріт індукторів повторює форму вигину поверхні рейки зі збільшеними повітряними зазорами над шийкою і пір'ями рейки і містить магнітопроводи з різною товщиною набору пластин, встановлені над поверхнею кочення головки, бічною гранню головки, шийкою і...
Комплекс для термічної обробки зварених стиків залізничних рейок у шляхових умовах
Номер патенту: 114593
Опубліковано: 10.03.2017
Автор: Пантелеймонов Євген Олександрович
МПК: C21D 1/10, E01B 31/18
Мітки: умовах, комплекс, зварених, термічної, залізничних, шляхових, рейок, стиків, обробки
Формула / Реферат:
Комплекс для термічної обробки зварених стиків залізничних рейок у шляхових умовах, який включає джерело живлення струмами високої частоти, систему підготовки повітря, систему рідинного охолодження, що розташовані на платформі пересувної рейкозварювальної машини, а також має переносний модуль, виконаний з можливістю переміщення уздовж рейок та складається з системи індукторів, блока для загартування, блока керування, узгоджувального...
Індукційна установка для термічної обробки зварних стиків рейок
Номер патенту: 75027
Опубліковано: 26.11.2012
Автори: Письменний Олексій Олександрович, Юхименко Роман Вікторович, Прокоф`єв Олексій Сергійович, Губатюк Руслан Сергійович, Письменний Олександр Семенович
МПК: C21D 1/42
Мітки: рейок, індукційна, стиків, зварних, установка, обробки, термічної
Формула / Реферат:
Індукційна установка для термічної обробки зварних стиків рейок, яка складається із комплекту устаткування, до складу якого входять джерело високочастотного живлення, перетворювач, повітряний компресор, блок охолодження та робочий орган установки, який у свою чергу з'єднаний гнучкими струмовідводами та рукавами із комплектом устаткування, при цьому до складу робочого органа входять зварні конструкції, трансформатори, дроти, гнучкі рукави та...
Спосіб термічної обробки рейок
Номер патенту: 87084
Опубліковано: 10.06.2009
Автори: Федій Всеволод Савельович, Телевич Роман Володимирович, Якушечкіна Лауретта Іванівна, Якушечкин Євген Іванович, Якушечкін Владислав Євгенович, Баранєнко Юрій Павловіч, Якушечкін Іван Владиславович
Мітки: спосіб, рейок, термічної, обробки
Формула / Реферат:
1. Спосіб термічної обробки рейок, що включає об'ємне нагрівання рейок у лінійно-пружному напруженому стані до температури аустенізації, витримку й охолодження киплячою водоповітряною сумішшю на повітрі, який відрізняється тим, що рейки нагрівають із швидкістю 1-50 °С/с до 780-890 °С, витримують 10-30 с, охолоджують головку рейки до 400-500 °С, після чого здійснюють охолодження по всьому перерізу рейки до температури не вище 100 °С, потім...
Спосіб термічної обробки рейок
Номер патенту: 86564
Опубліковано: 27.04.2009
Автори: Ошкадьоров Станіслав Петрович, Тельович Роман Володимирович, Бондаревська Надія Олександрівна, Гарасим Юліан Андрійович, Комар Фідель Леонідович
МПК: C21D 9/04
Мітки: рейок, спосіб, термічної, обробки
Формула / Реферат:
Спосіб термічної обробки рейок зі сталей перлітного класу, який включає електронагрів рейки під загартування та охолодження нагрітого об'єму рейки в два етапи, який відрізняється тим, що здійснюють електронагрів всього об'єму рейки одночасно або послідовно частинами по довжині з швидкістю 10-100 ºС/с до температури Ас3 + 30-50 °С, після чого на першому етапі охолодження виконують одночасне охолодження поверхні головки рейки з швидкістю...
Попередній патент: Спосіб оцінки і відбору ремонтних самців лисиць для відтворення
Наступний патент: Куртка костюма літнього польового
Випадковий патент: Штамп для висадки головок довгомірних болтів