Спосіб протягування заготівок з карбідних сталей
Номер патенту: 118099
Опубліковано: 25.07.2017
Автори: Антонов Віктор Васильович, Косілов Максим Сергійович, Кальченко Петро Павлович, Шарун Альона Олегівна, Олешко Віктор Михайлович, Марков Олег Євгенійович

Формула / Реферат
Спосіб протягування заготівок з карбідних сталей, який полягає в нагріванні вихідної заготівки до верхньої межі температурного інтервалу кування, витримці металу після нагрівання, подальшому протягуванні з локальним обтисненням до 0,05 від діаметра заготівки за кілька проходів, який відрізняється тим, що в процесі нагрівання, для кування, вихідну заготівку піддають попередній витримці металу до повного прогріву і подальшому відпалу, при якому температура попередньої витримки поєднується з температурою початку подальшого відпалу, яка залежить від марки сталі, а величина локального обтиснення на кожному проході під час кування призначається в наступній послідовності: перший прохід проводять з величиною локального обтиснення не більше 40 мм, потім кожні наступні - збільшують на 10-20 мм у порівнянні з попереднім, а в процесі останнього проходу - зменшують до початкового значення, причому сумарний ступінь локального обтиснення не перевищує 0,5 від діаметра заготівки.
Текст
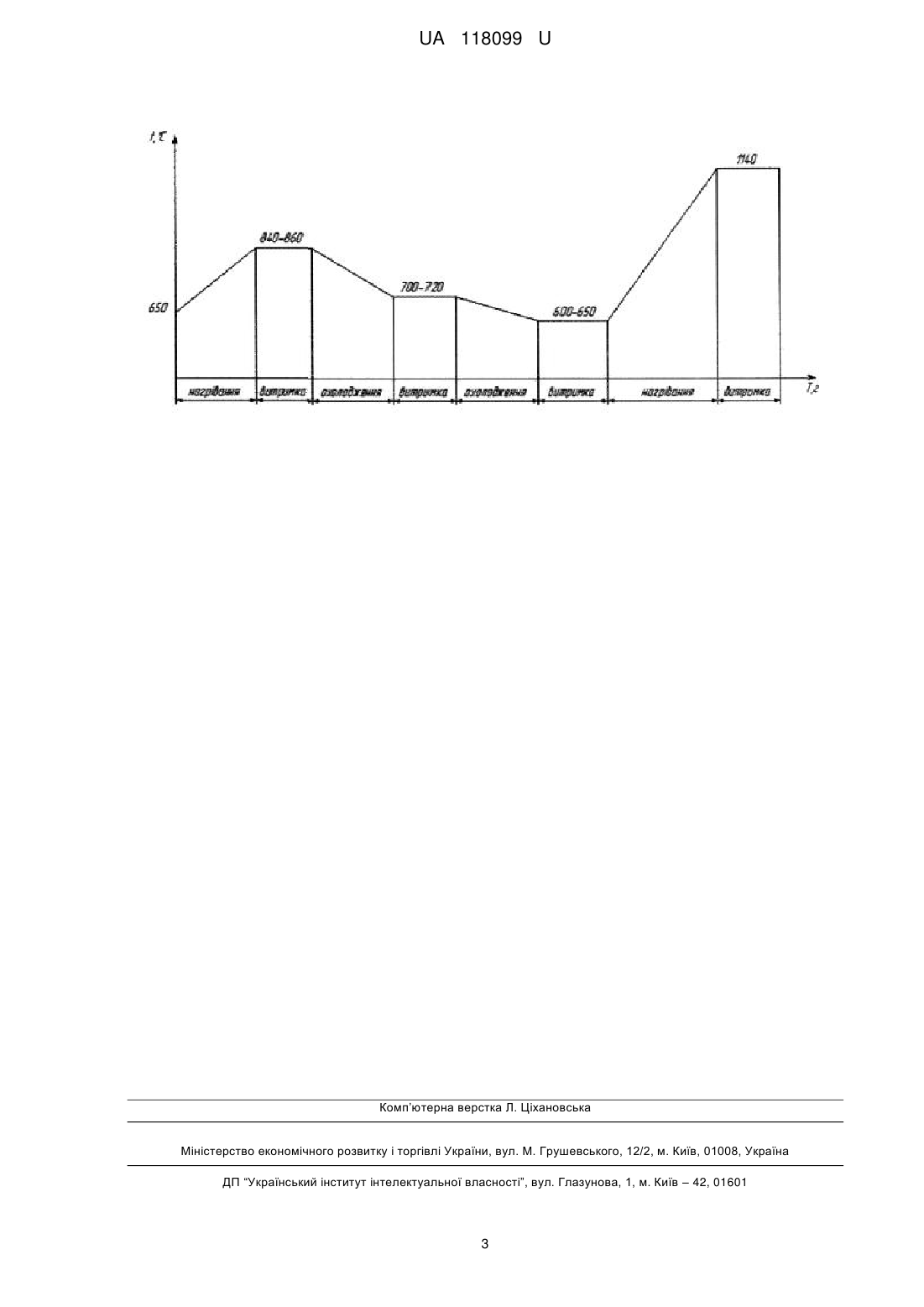
Реферат: Спосіб протягування заготівок з карбідних сталей полягає в нагріванні вихідної заготівки до верхньої межі температурного інтервалу кування, витримці металу після нагрівання, подальшому протягуванні з локальним обтисненням до 0,05 від діаметра заготівки за кілька проходів. В процесі нагрівання, для кування, вихідну заготівку піддають попередній витримці металу до повного прогріву і подальшому відпалу, при якому температура попередньої витримки поєднується з температурою початку подальшого відпалу, яка залежить від марки сталі, а величина локального обтиснення на кожному проході під час кування призначається в наступній послідовності: перший прохід проводять з величиною локального обтиснення не більше 40 мм, потім кожні наступні - збільшують на 10-20 мм у порівнянні з попереднім, а в процесі останнього проходу - зменшують до початкового значення, причому сумарна ступінь локального обтиснення не перевищує 0,5 від діаметра заготівки. UA 118099 U (12) UA 118099 U UA 118099 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може бути використана при виготовленні крупних поковок з високолегованих інструментальних сталей на кувальних пресах. Відомий спосіб кування поковок зі злитків з високолегованої інструментальної сталі, наприклад X12М, яка має низьку пластичність і високий опір деформації. Не технологічність цієї сталі обумовлена тим, що у литому стані, на межі зерен, знаходиться сітка крихкої ледебуритної евтектики, яка має температуру плавлення від 1150 °C до 1160 °C, а нагрівання вище температури 1150 °C призводить до відновлення евтектики [1]. Найбільш близьким аналогом, вибраним як прототип, є спосіб протягування заготівок з карбідних сталей, який полягає в нагріванні вихідної заготівки до верхньої межі температурного інтервалу кування, витримці металу після нагрівання, подальшого протягування з локальним обтисненням до 0,05 від діаметра заготівки за кілька проходів [2]. Загальними суттєвими ознаками відомого способу і того, що заявляється, є нагрівання вихідної заготівки до верхньої межі температурного інтервалу кування, витримка металу після нагріву, подальше протягування з локальним обтисненням до 0,05 від діаметра заготівки за кілька проходів. До недоліків відомого способу слід віднести те, що застосування нагрівання вище верхньої межі температурного інтервалу кування, та нижче на 50…100 °C температури, яку описує лінія солідус, призводить до утворення карбідної неоднорідності в структурі сталі через швидке зростання розмірів карбідів і утворення великого зерна аустеніту, для усунення яких в процесі гарячого деформування буде потрібен більший ступінь обтиснення, ніж передбачається в зазначеному способі, а сам процес нагріву вихідної заготівки є більш тривалим і малоефективним. Крім того, кування поковок з високолегованих інструментальних сталей з обмеженим обтисненням не дозволяє роздрібнити в повному обсязі литу структуру зі скупченнями великих карбідів у вихідній заготівці через низьку пластичність сталі і малу величину обтиснення в процесі гарячої деформації. В основу корисної моделі поставлена задача вдосконалення відомого способу для роздрібнення литої структури, подрібнення карбідів і рівномірного розташування їх в структурі за рахунок підвищення пластичності стали і більшої величини локального обтиснення в процесі гарячої деформації, а також усунути появу тріщин на поверхні поковок при їх виготовленні. Поставлена задача вирішується за рахунок того, що в процесі нагрівання, для кування, вихідну заготівку піддають попередній витримці металу до повного прогріву і подальшому відпалу, при якому температура попередньої витримки поєднується з температурою початку подальшого відпалу, яка залежить від марки сталі, а величина локального обтиснення на кожному проході під час кування призначається в наступній послідовності: перший прохід проводять з величиною локального обтиснення не більше 40 мм, потім кожні наступні збільшують на 10-20 мм у порівнянні з попереднім, а в процесі останнього проходу - зменшують до початкового значення, причому сумарний ступінь локального обтиснення не перевищує 0,5 від діаметра заготівки. Суть корисної моделі пояснюється кресленням, на якому зображено: графік нагрівання заготівки з відпалом. Запропонований спосіб здійснюється наступним чином. Вихідна заготівка (злиток) з високолегованої інструментальної сталі, наприклад X12М, надходить з температурою поверхні металу не нижче 650 °C і нагрівається до температури в межах 840-860 °C, яка відповідає температурі початку відпалу для даної сталі (фіг. 1). Далі виконують витримку, в залежності від величини садки, для вирівнювання температури по всьому об'єму металу. Після цього виконують відпал: охолодження до 720-700 °C, потім необхідна витримка не менш 2-3 годин і подальше охолодження з піччю до 600-650 °C. Відпал проводять з метою зниження напружень, що залишилися після виливки злитка, подрібнення зерна і отримання низької твердості. По закінченні відпалу пластичність вихідної заготівки, як правило, помітно підвищується за рахунок подрібнення зерна і низької твердості, що дає можливість вести кування в подальшому з великими обтисненнями на менший переріз. Після закінчення відпалу заготівку нагрівають до верхньої межі температурного інтервалу кування 1140 °C з необхідною витримкою, при цій температурі відбувається повільне зростання зерна. Далі заготівку протягують в вирізних бойках з сумарним ступенем локального обтиснення до 0,25 від діаметра заготівки за один винос, а величину локального обтиснення виконують в наступній послідовності: спочатку протяжку ведуть з величиною обтиснення не більше 40 мм для того, щоб деформувати поверхневий шар, більш чутливий до тріщин, потім величину обтиснення збільшують в кожному проході на 10-20 мм в порівнянні з попереднім, так як метал поступово проковується і сітка евтектики поступово руйнується, а в процесі останнього проходу 1 UA 118099 U 5 10 величину обтиснення зменшують до початкового значення, щоб уникнути появи тріщин на поверхні заготівки у зв'язку з охолодженням металу до нижньої межі кування. Після закінчення останнього проходу в першому виносі заготівку повертають в піч для нагрівання до кувальної температури і зняття залишкових напружень, що виникають при дробленні литої структури. Величину обтиснення в другому виносі виконують в тій же послідовності, як в першому виносі. При цьому сумарний ступінь обтиснення становить 0,5 від діаметра заготівки, тобто перевищує в два рази в порівнянні з відомим способом. Пропонована величина локального обтиснення за кожен прохід і за винос наведена в табл. 1. Застосування пропонованого способу дозоляє значно підвищити пластичність сталі після проведення попереднього відпалу, що дозволяє в процесі гарячої деформації з більшим ступенем обтиснення роздрібнити литу структуру вихідної заготівки і отримати більш рівномірне розташування карбідної неоднорідності в поковках з інструментальних високолегованих сталей. Таблиця 1 Величина локального обтиснення за кожен прохід та винос при куванні заготівки від 0800 до 0400 мм з карбідної сталі марки X22М Ступінь Величина обтиснення, мм Уков деформації, % Номер Номер виносу проходу За один За винос За винос загалом прохід 1 40 5,0 2 50 7,1 І 200 1,8 3 70 9,5 4 40 6,2 4 1 40 6,6 2 50 8,9 II 200 2,25 3 70 13,7 4 40 9,0 15 20 Джерела інформації: 1. Семенов, Е.И. Ковка и объемная штамповка. Учебник для вузов / Е.И. Семенов. - М.: Высшая школа, 1972-332 с. 2. Патент України 84077 B21J 1/04. Спосіб протягування заготівок із карбідних сталей / Алієв І. С; Тумко О. М.; Жбанков Я. Г.; Логозинський І. М.; заявл. 05.04.2013, опубл. 10.10.2013, Бюл. № 19 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб протягування заготівок з карбідних сталей, який полягає в нагріванні вихідної заготівки до верхньої межі температурного інтервалу кування, витримці металу після нагрівання, подальшому протягуванні з локальним обтисненням до 0,05 від діаметра заготівки за кілька проходів, який відрізняється тим, що в процесі нагрівання, для кування, вихідну заготівку піддають попередній витримці металу до повного прогріву і подальшому відпалу, при якому температура попередньої витримки поєднується з температурою початку подальшого відпалу, яка залежить від марки сталі, а величина локального обтиснення на кожному проході під час кування призначається в наступній послідовності: перший прохід проводять з величиною локального обтиснення не більше 40 мм, потім кожні наступні - збільшують на 10-20 мм у порівнянні з попереднім, а в процесі останнього проходу - зменшують до початкового значення, причому сумарний ступінь локального обтиснення не перевищує 0,5 від діаметра заготівки. 2 UA 118099 U Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21J 5/00
Мітки: карбідних, спосіб, заготівок, сталей, протягування
Код посилання
<a href="https://ua.patents.su/5-118099-sposib-protyaguvannya-zagotivok-z-karbidnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб протягування заготівок з карбідних сталей</a>
Спосіб протягування заготівок із карбідних сталей
Номер патенту: 84077
Опубліковано: 10.10.2013
Автори: Жбанков Ярослав Геннадійович, Тумко Олександр Миколайович, Алієв Іграмотдін Серажутдінович, Логозинський Ігор Миколайович
МПК: B21J 1/04
Мітки: протягування, заготівок, спосіб, карбідних, сталей
Формула / Реферат:
Спосіб протягування заготівок із карбідних сталей, який полягає у нагріванні, послідовному локальному обтисненні бойками та подачі заготівки, який відрізняється тим, що вихідну заготівку нагрівають до температури вище верхньої межі температурного інтервалу кування, та нижче на 50…100 °C температури, яку описує лінія солідус діаграми стану сталі, витримують 2-4 години, охолоджують до верхньої межі температурного інтервалу кування, після...
Спосіб кування заготівок з нерівномірним температурним полем
Номер патенту: 117753
Опубліковано: 10.07.2017
Автор: Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: температурним, заготівок, спосіб, полем, кування, нерівномірним
Формула / Реферат:
Спосіб кування заготівок з нерівномірним температурним полем, що включає нагрівання заготівки до температури кування і її протягування плоскими бойками, який відрізняється тим, що вихідну заготівку, нагріту рівномірно, протягують по всій довжині в декілька етапів, на першому за декілька проходів із відносним обтисканням 0,1…0,2 та відносною подачею 0,5…1,1 від діаметра заготівки, при охолодженні поверхні заготівки на 100 градусів із...
Спосіб кування заготівок з нерівномірним температурним полем
Номер патенту: 118083
Опубліковано: 25.07.2017
Автори: Жбанков Ярослав Геннадійович, Самоглядов Антон Діомидович
МПК: B21J 1/04
Мітки: полем, заготівок, спосіб, нерівномірним, температурним, кування
Формула / Реферат:
Спосіб кування заготівок з нерівномірним температурним полем, який полягає у нагріванні заготівки до температури кування і її протягуванні комбінованими бойками, який відрізняється тим, що вихідна заготівка нагріта рівномірно протягується по всій довжині в декілька етапів, на першому за декілька проходів із відносним обтисканням 0,15…0,25 та відносною подачею 0,3…0,5 від діаметра заготівки, при охолодженні поверхні заготівки на 100 градусів...
Мастило для деформуючого протягування нержавіючих сталей
Номер патенту: 70386
Опубліковано: 11.06.2012
Автори: Шейкін Сергій Євгенович, Процишин Віра Томівна, Ростоцький Ігор Юрійович, Короткова Надія Петрівна
МПК: C10M 161/00, B23Q 11/10, B23Q 11/14
Мітки: деформуючого, мастило, сталей, протягування, нержавіючих
Формула / Реферат:
Мастило для деформуючого протягування нержавіючих сталей, що включає хлорований парафін, яке відрізняється тим, що додатково містить рослинну олію і продукт взаємодії вищих ненасичених жирних кислот, каніфолі і алканоламіну (при масовому співвідношенні вищі ненасичені жирні кислоти : каніфоль : алканоламін 1 : 0,5-1,5 : 1,5-3,0) з таким співвідношенням компонентів, мас. %: рослинна олія 20-40 ...
Спосіб диференційованого кування заготівок
Номер патенту: 81347
Опубліковано: 25.06.2013
Автори: Швець Олексій Анатолійович, Алієв Іграмотдін Сєражутдінович, Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: заготівок, кування, диференційованого, спосіб
Формула / Реферат:
Спосіб диференційованого кування заготівок, який включає нагрівання заготівки до температури кування і її протягування бойками, який відрізняється тим, що вихідна заготівка протягується по всій довжині в декілька етапів, які можуть здійснюватись в різній черговості, на першому за декілька проходів із відносним обтисканням до 0,1 та відносною подачею до 0,5 від діаметра заготівки, на черговому етапі протягування здійснюється із обтисканнями...
Попередній патент: Напіврідке редукторне мастило
Наступний патент: Конструкція резервуара для стисненого газу
Випадковий патент: Генетичні маркери високого вмісту олеїнової кислоти у рослин