Двороликова касета моталки гарячої штаби
Номер патенту: 11850
Опубліковано: 16.01.2006
Автори: Булатецький Юрій Олексійович, Тіщенко Андрій Миколайович, Левіна Валентина Іванівна
Формула / Реферат
Двороликова касета моталки гарячої штаби, що містить закріплені на рамі касети підвіски з формувальними роликами і розташовані між ними напрямні проводки із засобами регулювання їхнього положення, встановленими між напрямними проводками і касетою, і виконаними у вигляді вставок, яка відрізняється тим, що вона обладнана гвинтовими штангами, при цьому кожна із вставок виконана з опорною похилою поверхнею, а касета - з вибірками, крім того, у напрямній проводці виготовлені похилі поверхні, відповідні похилим поверхням вставок, а в тілі кожної вставки виконаний отвір для розміщення гвинтової штанги, виготовленої із двома буртами, встановленими у згаданих вибірках касети.
Текст
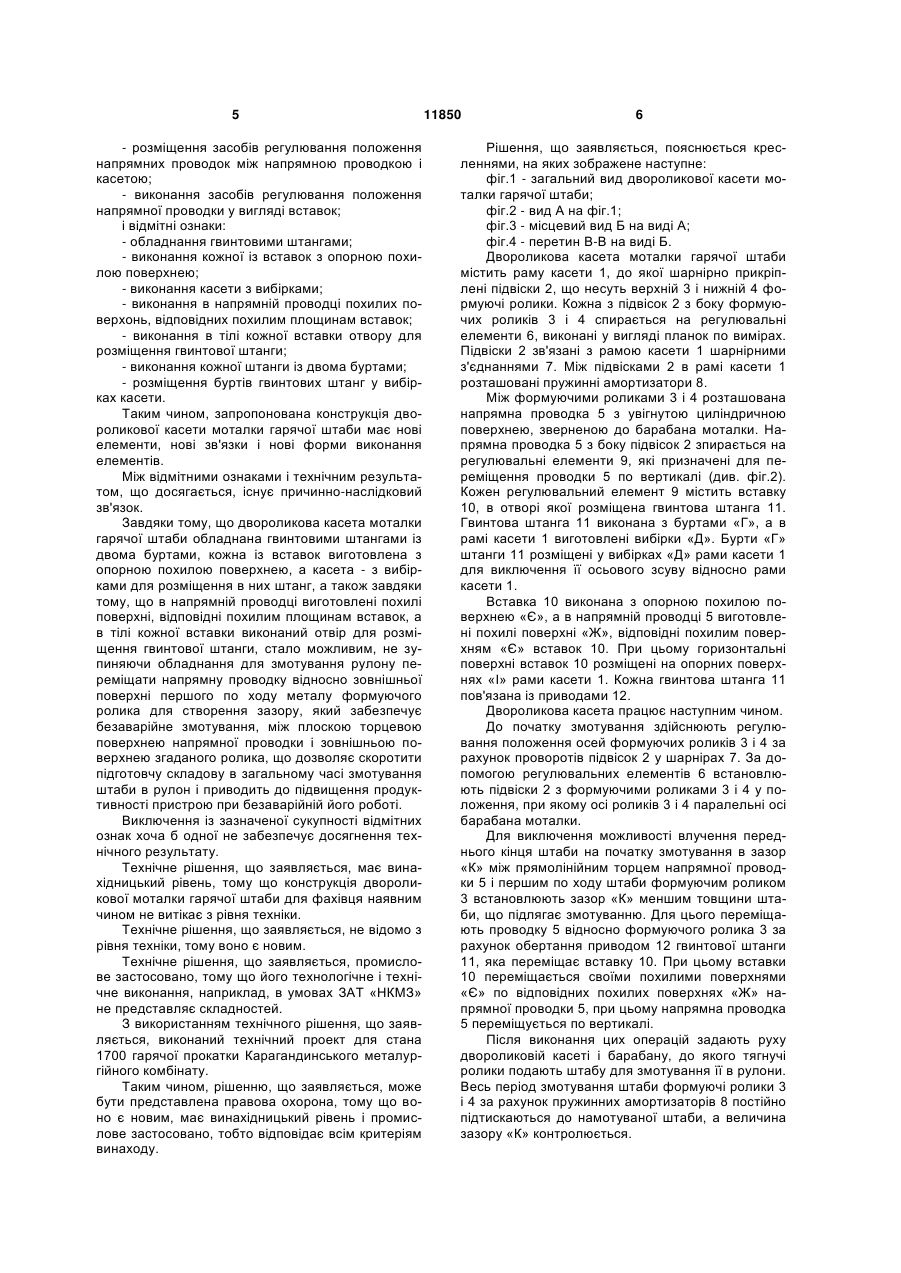
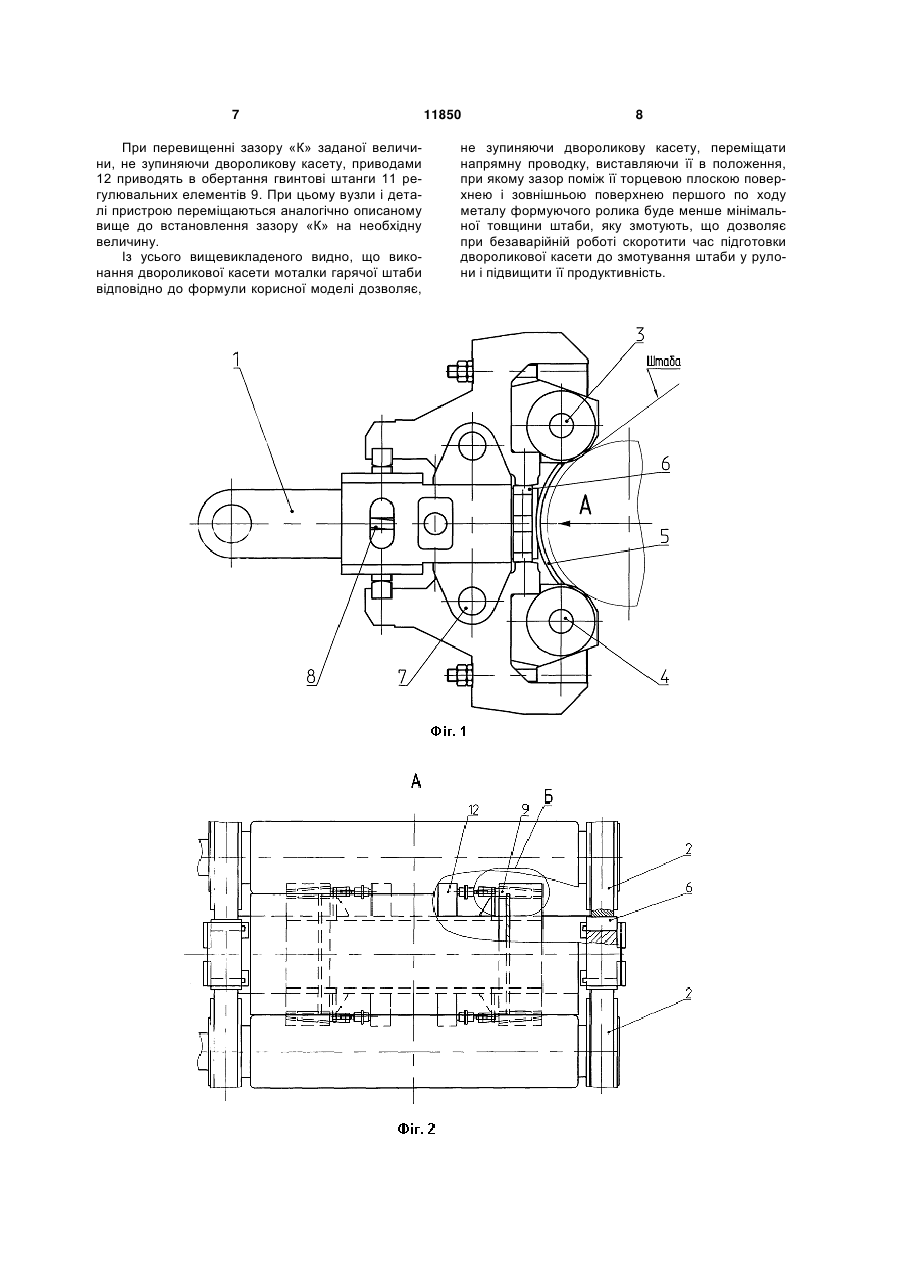
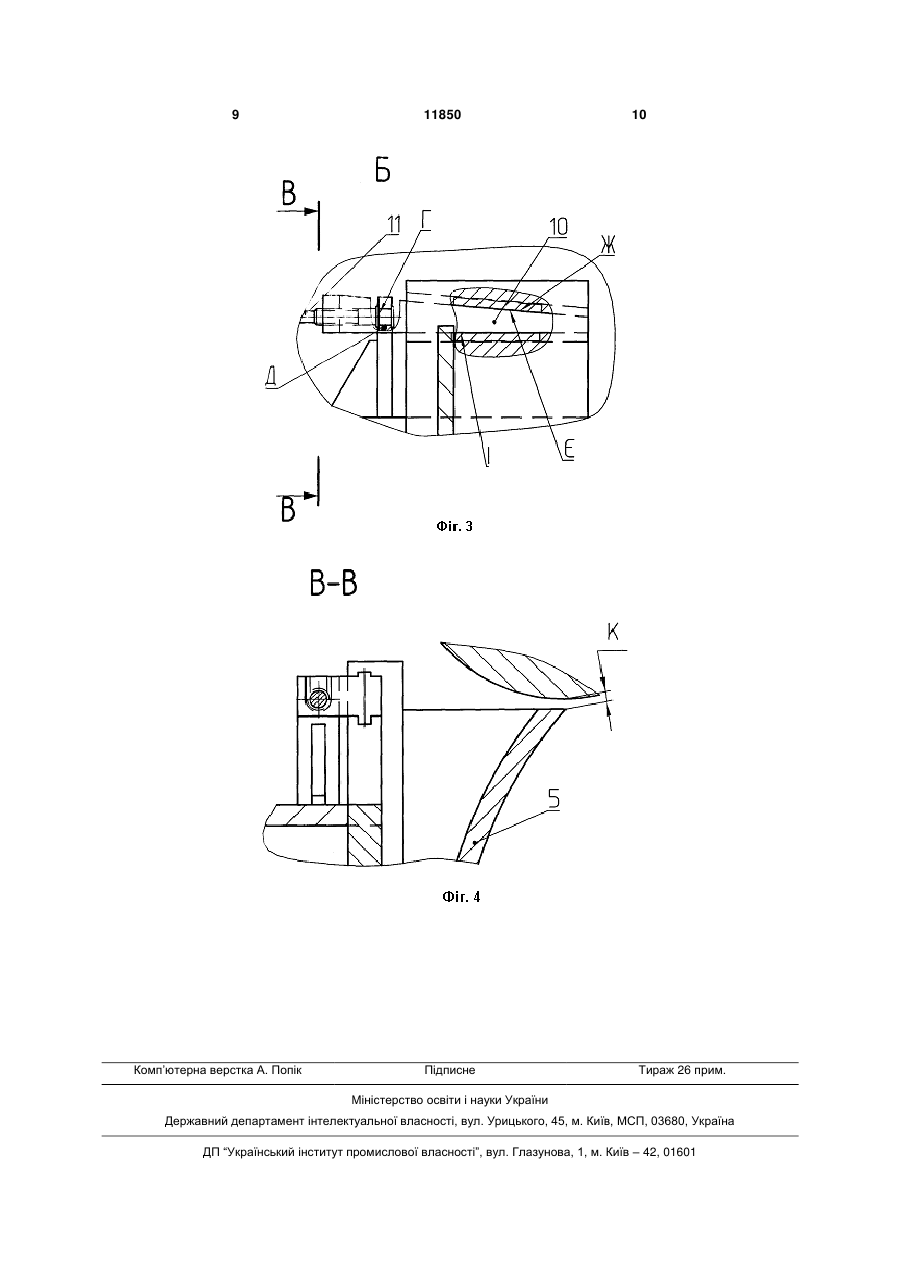
Двороликова касета моталки гарячої штаби, що містить закріплені на рамі касети підвіски з формувальними роликами і розташовані між ними 3 ситуації, змушеній зупинці обладнання для формування рулону. Після зупинки обладнання необхідно демонтувати формуючі ролики, зняти зношену напрямну проводку, встановити й приварити до рами касети або нову напрямну проводку, або відновлену напрямну проводку. На виконання цих операцій необхідні значні витрати часу. Таким чином, недоліками аналога є відсутність можливості регулювання напрямної проводки щодо зовнішньої поверхні першого по ходу металу формуючого ролика і незадовільна продуктивність пристрою, пов'язана із втратою часу, необхідного для демонтажу і заміни напрямної проводки. Відома також інша двороликова касета по кресленню НКМЗ №8-18734 ВЗ, більше близька до рішення, що заявляється, і прийнята у якості прототипу. До її складу входить касета, до рами якої шарнірне прикріплені два підвіски. У кожній підвісці розміщено по одному формуючому ролику. Між формуючими роликами розміщена напрямна проводка з увігнутою циліндричною поверхнею, зверненою до барабана моталки. Напрямна проводка кріпиться до касети за допомогою болтових з'єднань. При цьому в центральній частині рами касети виконані опорні поверхні, а в напрямній проводці - відповідні поверхні, що охоплюють раму касети. Між опорними поверхнями касети і напрямної проводки розміщені зверху і знизу закладні призматичні вставки, які виготовляють по вимірах. Формуючі ролики мають регулювання їхнього положення у вигляді планок, які розташовані між рамою касети і плечем підвіски, розташованим ближче до барабана моталки. Планки виготовляють по вимірах. Кожна підвіска своїм плечем, вільним від формуючого ролика, зпирається на підпружинені упори, розміщені в рамі касети. Працює двороликова касета наступним чином. До початку процесу змотування здійснюють настроювання формуючих роликів за допомогою планок, розташованих між підвіскою і рамою касети. Настроювання полягає в установці осей формуючих роликів паралельно осі барабана моталки. Потім виставляють напрямну проводку в положення, при якому відстань між горизонтальним прямолінійним торцем напрямної проводки і зовнішньою поверхнею першого по ходу металу формуючого ролика була б менше мінімальної товщини штаби, що підлягає змотуванню. Це необхідно для того, що б на початку змотування передній кінець штаби не потрапив у згаданий зазор, що привело б до створення аварійної ситуації. Встановлення згаданого зазору потрібної величини здійснюють за рахунок переміщення напрямної проводки відносно рами касети, після чого фіксують її в заданому положенні за допомогою закладних призматичних планок, виготовлених по конкретних вимірах розмірів між рамою касети і поверхнями напрямної проводки, що охоплюють раму. Крім того, за допомогою регулювальних засобів виставляють осі формуючих роликів паралельно осі барабана моталки. Потім тягнучі ролики подають штабу до барабана моталки. При цьому передній кінець штаби 11850 4 направляється першим по ходу металу формуючим роликом у зазор між ним і барабаном моталки, далі штаба попадає в зазор між увігнутою поверхнею напрямної проводки і барабаном моталки, під впливом другого формуючого ролика, деформуючись, формується в перший виток, а далі - у наступні витки до утворення рулону штабового матеріалу. В описаному пристрої також як і в аналогу на початку змотування мають місце ударні навантаження, які призводять до зношування і розбалансування вузлів, що приводить до збільшення зазору поміж прямолінійною поверхнею торця напрямної проводки і зовнішньою поверхнею першого по ходу металу формуючого ролика, що спричиняє виникнення аварійної ситуації через потрапляння в цей зазор переднього кінця штаби. У порівнянні з аналогом в описаній конструкції двороликової касети є можливість регулювання згаданого зазору між вузлами пристрою завдяки роз'ємному з'єднанню напрямної проводки і рами касети, зчленованих за допомогою болтових з'єднань. Однак для встановлення зазору потрібної величини між торцевою поверхнею напрямної проводки і зовнішньою поверхнею першого по ходу металу формуючого ролика потрібно зупинити обладнання для змотування, демонтувати вузли, виставити нові вузли і виконати зборку знову, що приводить до збільшення підготовче - заключної складової в загальному часі технологічного циклу змотування, а значить - знижує продуктивність двороликової касети моталки гарячої штаби. Таким чином, недоліком описаної двороликової касети є незадовільна її продуктивність. До основи винаходу поставлене завдання підвищення продуктивності двороликової касети моталки гарячої штаби. Поставлене завдання вирішується за рахунок технічного результату, який полягає в скороченні часу підготовки двороликової касети для виконання безаварійного змотування штаби в рулон. Для досягнення зазначеного результату двороликова касета моталки гарячої штаби, що включає закріплені на рамі касети підвіски з формуючими роликами і розташовані між ними напрямні проводки із засобами регулювання їхнього положення, встановленими між напрямними проводками і касетою, і виконані у вигляді вставок, відповідно до винаходу обладнана гвинтовими штангами, при цьому кожна із вставок виконана з опорною похилою поверхнею, а касета - з вибірками, крім того, у напрямній проводці виготовлені похилі поверхні, відповідні похилим поверхням вставок, а в тілі кожної вставки виконаний отвір для розміщення гвинтової штанги, виготовленої із двома буртами, встановленими в згаданих вибірках касети. У результаті порівняльного аналізу пропонованого технічного рішення і прототипу встановлено, що вони мають наступні загальні ознаки: - закріплення на рамі касети підвісок з формуючими роликами; - розташування між підвісками напрямних проводок із засобами регулювання їхнього положення; 5 - розміщення засобів регулювання положення напрямних проводок між напрямною проводкою і касетою; - виконання засобів регулювання положення напрямної проводки у вигляді вставок; і відмітні ознаки: - обладнання гвинтовими штангами; - виконання кожної із вставок з опорною похилою поверхнею; - виконання касети з вибірками; - виконання в напрямній проводці похилих поверхонь, відповідних похилим площинам вставок; - виконання в тілі кожної вставки отвору для розміщення гвинтової штанги; - виконання кожної штанги із двома буртами; - розміщення буртів гвинтових штанг у вибірках касети. Таким чином, запропонована конструкція двороликової касети моталки гарячої штаби має нові елементи, нові зв'язки і нові форми виконання елементів. Між відмітними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки тому, що двороликова касета моталки гарячої штаби обладнана гвинтовими штангами із двома буртами, кожна із вставок виготовлена з опорною похилою поверхнею, а касета - з вибірками для розміщення в них штанг, а також завдяки тому, що в напрямній проводці виготовлені похилі поверхні, відповідні похилим площинам вставок, а в тілі кожної вставки виконаний отвір для розміщення гвинтової штанги, стало можливим, не зупиняючи обладнання для змотування рулону переміщати напрямну проводку відносно зовнішньої поверхні першого по ходу металу формуючого ролика для створення зазору, який забезпечує безаварійне змотування, між плоскою торцевою поверхнею напрямної проводки і зовнішньою поверхнею згаданого ролика, що дозволяє скоротити підготовчу складову в загальному часі змотування штаби в рулон і приводить до підвищення продуктивності пристрою при безаварійній його роботі. Виключення із зазначеної сукупності відмітних ознак хоча б одної не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, має винахідницький рівень, тому що конструкція двороликової моталки гарячої штаби для фахівця наявним чином не витікає з рівня техніки. Технічне рішення, що заявляється, не відомо з рівня техніки, тому воно є новим. Технічне рішення, що заявляється, промислове застосовано, тому що його технологічне і технічне виконання, наприклад, в умовах ЗАТ «НКМЗ» не представляє складностей. З використанням технічного рішення, що заявляється, виконаний технічний проект для стана 1700 гарячої прокатки Карагандинського металургійного комбінату. Таким чином, рішенню, що заявляється, може бути представлена правова охорона, тому що воно є новим, має винахідницький рівень і промислове застосовано, тобто відповідає всім критеріям винаходу. 11850 6 Рішення, що заявляється, пояснюється кресленнями, на яких зображене наступне: фіг.1 - загальний вид двороликової касети моталки гарячої штаби; фіг.2 - вид А на фіг.1; фіг.3 - місцевий вид Б на виді А; фіг.4 - перетин В-В на виді Б. Двороликова касета моталки гарячої штаби містить раму касети 1, до якої шарнірно прикріплені підвіски 2, що несуть верхній 3 і нижній 4 формуючі ролики. Кожна з підвісок 2 з боку формуючих роликів 3 і 4 спирається на регулювальні елементи 6, виконані у вигляді планок по вимірах. Підвіски 2 зв'язані з рамою касети 1 шарнірними з'єднаннями 7. Між підвісками 2 в рамі касети 1 розташовані пружинні амортизатори 8. Між формуючими роликами 3 і 4 розташована напрямна проводка 5 з увігнутою циліндричною поверхнею, зверненою до барабана моталки. Напрямна проводка 5 з боку підвісок 2 зпирається на регулювальні елементи 9, які призначені для переміщення проводки 5 по вертикалі (див. фіг.2). Кожен регулювальний елемент 9 містить вставку 10, в отворі якої розміщена гвинтова штанга 11. Гвинтова штанга 11 виконана з буртами «Г», а в рамі касети 1 виготовлені вибірки «Д». Бурти «Г» штанги 11 розміщені у вибірках «Д» рами касети 1 для виключення її осьового зсуву відносно рами касети 1. Вставка 10 виконана з опорною похилою поверхнею «Є», а в напрямній проводці 5 виготовлені похилі поверхні «Ж», відповідні похилим поверхням «Є» вставок 10. При цьому горизонтальні поверхні вставок 10 розміщені на опорних поверхнях «І» рами касети 1. Кожна гвинтова штанга 11 пов'язана із приводами 12. Двороликова касета працює наступним чином. До початку змотування здійснюють регулювання положення осей формуючих роликів 3 і 4 за рахунок проворотів підвісок 2 у шарнірах 7. За допомогою регулювальних елементів 6 встановлюють підвіски 2 з формуючими роликами 3 і 4 у положення, при якому осі роликів 3 і 4 паралельні осі барабана моталки. Для виключення можливості влучення переднього кінця штаби на початку змотування в зазор «К» між прямолінійним торцем напрямної проводки 5 і першим по ходу штаби формуючим роликом 3 встановлюють зазор «К» меншим товщини штаби, що підлягає змотуванню. Для цього переміщають проводку 5 відносно формуючого ролика 3 за рахунок обертання приводом 12 гвинтової штанги 11, яка переміщає вставку 10. При цьому вставки 10 переміщається своїми похилими поверхнями «Є» по відповідних похилих поверхнях «Ж» напрямної проводки 5, при цьому напрямна проводка 5 переміщується по вертикалі. Після виконання цих операцій задають руху двороликовій касеті і барабану, до якого тягнучі ролики подають штабу для змотування її в рулони. Весь період змотування штаби формуючі ролики 3 і 4 за рахунок пружинних амортизаторів 8 постійно підтискаються до намотуваної штаби, а величина зазору «К» контролюється. 7 При перевищенні зазору «К» заданої величини, не зупиняючи двороликову касету, приводами 12 приводять в обертання гвинтові штанги 11 регулювальних елементів 9. При цьому вузли і деталі пристрою переміщаються аналогічно описаному вище до встановлення зазору «К» на необхідну величину. Із усього вищевикладеного видно, що виконання двороликової касети моталки гарячої штаби відповідно до формули корисної моделі дозволяє, 11850 8 не зупиняючи двороликову касету, переміщати напрямну проводку, виставляючи її в положення, при якому зазор поміж її торцевою плоскою поверхнею і зовнішньою поверхнею першого по ходу металу формуючого ролика буде менше мінімальної товщини штаби, яку змотують, що дозволяє при безаварійній роботі скоротити час підготовки двороликової касети до змотування штаби у рулони і підвищити її продуктивність. 9 Комп’ютерна верстка А. Попік 11850 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTwo-roller cassette of the winder of hot strip
Автори англійськоюTischenko Andrii Mykolaiovych, Bulatetskyi Yurii Oleksiiovych, Levina Valentyna Ivanivna
Назва патенту російськоюДвухроликовая кассета моталки горячей полосы
Автори російськоюТищенко Андрей Николаевич, Булатецкий Юрий Алексеевич, Левина Валентина Ивановна
МПК / Мітки
МПК: B21C 47/34
Мітки: двороликова, гарячої, моталки, касета, штаби
Код посилання
<a href="https://ua.patents.su/5-11850-dvorolikova-kaseta-motalki-garyacho-shtabi.html" target="_blank" rel="follow" title="База патентів України">Двороликова касета моталки гарячої штаби</a>
Роликотримач моталки гарячої штаби
Номер патенту: 60733
Опубліковано: 15.10.2003
Автори: Осокін Анатолій Андрійович, Тіщенко Андрій Миколайович, Єршов Валентин Олександрович
МПК: B21C 47/34
Мітки: роликотримач, гарячої, моталки, штаби
Формула / Реферат:
Роликотримач моталки гарячої штаби, що містить закріплені на касеті підвіски з формуючими роликами, розташовані поміж ними напрямні проводки і регулювальні елементи формуючих роликів, який відрізняється тим, що кожен регулювальний елемент виконаний у вигляді клина, виготовленого з зовнішньою похилою поверхнею і паралельним їй внутрішнім наскрізним отвором, у якому розміщений ходовий гвинт із буртами на одному кінці, а касета виготовлена з...
Тягнучі ролики моталки гарячої штаби
Номер патенту: 40444
Опубліковано: 16.07.2001
Автори: Єршов Валентин Олександрович, Філь Андрій Васильович, Осокін Анатолій Андрійович
МПК: B21C 47/34
Мітки: моталки, штаби, ролики, тягнучі, гарячої
Формула / Реферат:
1. Тягнучі ролики моталки гарячої штаби, до складу яких входять ролики, що встановлені у станині, розміщеній на фундаментній плиті, які відрізняються тим, що обладнані шарнірно сполученим зі станиною механізмом її переміщення та схемою його керування, а також вертикальною віссю, один торець якої жорстко прикріплено до фундаментної плити, а у станині виконано відповідний отвір, при цьому станину і фундаментну плиту відповідно оснащено...
Тягнучо-задавальні ролики моталки гарячої штаби
Номер патенту: 59470
Опубліковано: 15.09.2003
Автори: Білобров Юрій Миколайович, Погребняк Микола Прокопович, Барабаш Андрій Володимирович
МПК: B21C 47/34
Мітки: штаби, гарячої, ролики, моталки, тягнучо-задавальні
Формула / Реферат:
Тягнучо-задавальні ролики моталки гарячої штаби, що складаються з нижнього ролика і розміщеного в подушках верхнього ролика, пов'язаного з рухливою частиною верхньої проводки, що шарнірно з'єднана з приводом її хитання, які відрізняються тим, що вони обладнані додатковим привідним роздільним роликом, рухлива частина верхньої проводки виконана у вигляді хитного важеля, розміщеного співвісно з верхнім роликом з можливістю відносного...
Барабан моталки гарячої штаби
Номер патенту: 54223
Опубліковано: 17.02.2003
Автори: Осокін Анатолій Андрійович, Єршов Валентин Олександрович
МПК: B21C 47/28
Мітки: штаби, моталки, барабан, гарячої
Формула / Реферат:
Барабан моталки гарячої штаби, що містить порожнистий хрестоподібний вал з розміщеною в його порожнині привідною штангою, кінець якої прикріплений до диска, і розташовані паралельно подовжній осі хрестоподібного вала периферійні штанги, одні кінці яких прикріплені до диска, а інші - розміщені в опорах, який відрізняється тим, що він оснащений додатковими засобами фіксації штанг, при цьому в хрестоподібному валу виконані отвори в напрямках,...
Барабан моталки гарячої штаби
Номер патенту: 31282
Опубліковано: 15.12.2000
Автори: Осокін Анатолій Андрійович, Єршов Валентин Олександрович
МПК: B21C 47/28
Мітки: моталки, штаби, гарячої, барабан
Текст:
...виступами, входячими у кільцеві ви точки втулок, - підпори виконані з похилими поверхнями і виступами , - вставки виконані з двох частин:штовхача та захвата,взаємодіючих по площені, перпендикулярній осі барабана, - поверхня штовхача, контактуюча з підпором приводної штанги, ви конана суцільною, а довжина штовхача - не менше половини довжини під пору. Таким чином запропоноване рішення має нові форми виконання елементів. Між сукупністю...
Попередній патент: Спосіб витягання червоподібного відростка при лапароскопічній апендектомії деструктивного апендикса, ускладненого перитонітом
Наступний патент: Пристрій для нагрівання газу
Випадковий патент: Пристрій для розігрівання в'язких продуктів в ємкості