Збірна фасонна фреза для ремонтного відновлення профілю поверхні кочення колеса рухомого складу машин рейкового транспорту
Номер патенту: 119973
Опубліковано: 25.10.2017
Автори: Рубан Владислав Миколайович, Хміленко Василь Стефанович, Сладковскі Алєксандєр
Формула / Реферат
Збірна фасонна фреза для ремонтного відновлення профілю поверхні кочення колеса рухомого складу машин рейкового транспорту, що включає корпус зі вставними ножами фасонного профілю, кількість яких ![]() визначається за формулою:
визначається за формулою:
![]() ,
,
де ![]() - коефіцієнт умов обробки;
- коефіцієнт умов обробки;
![]() - діаметр фасонної фрези,
- діаметр фасонної фрези,
при цьому в ножах по гвинтовій лінії встановлені твердосплавні циліндричні різці, різальні кромки яких розташовані по профільній лінії ножа, яка відповідає профілю поверхні кочення колеса, яка відрізняються тим, що твердосплавні циліндричні різці в сусідніх ножах розміщені зі зміщення один відносно одного з кроком ![]() , згідно із співвідношенням:
, згідно із співвідношенням:
![]() ,
,
де ![]() - сумарна розгорнута довжина профілю поверхні кочення;
- сумарна розгорнута довжина профілю поверхні кочення;
![]() - сумарна кількість твердосплавних циліндричних різців.
- сумарна кількість твердосплавних циліндричних різців.
Текст
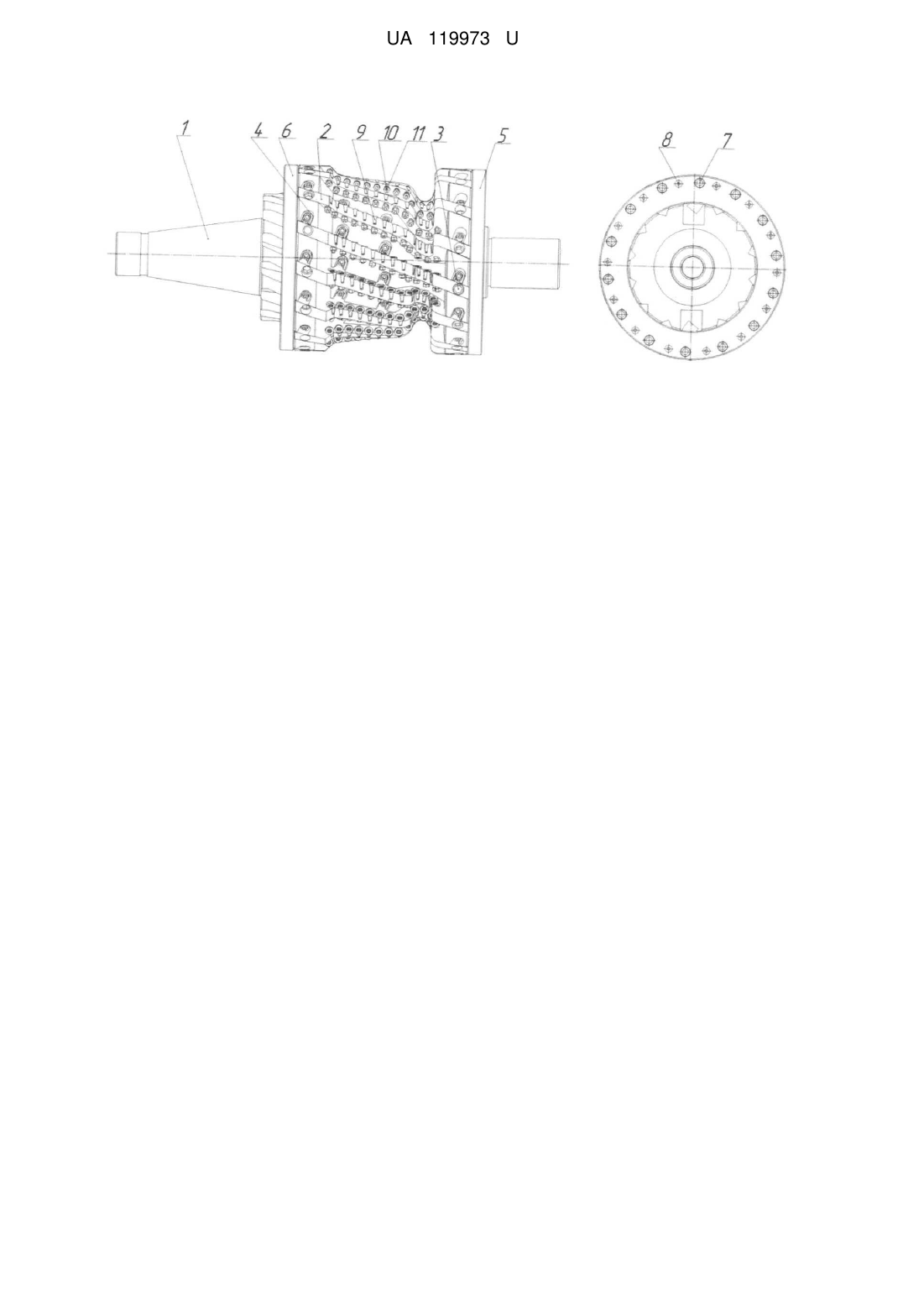
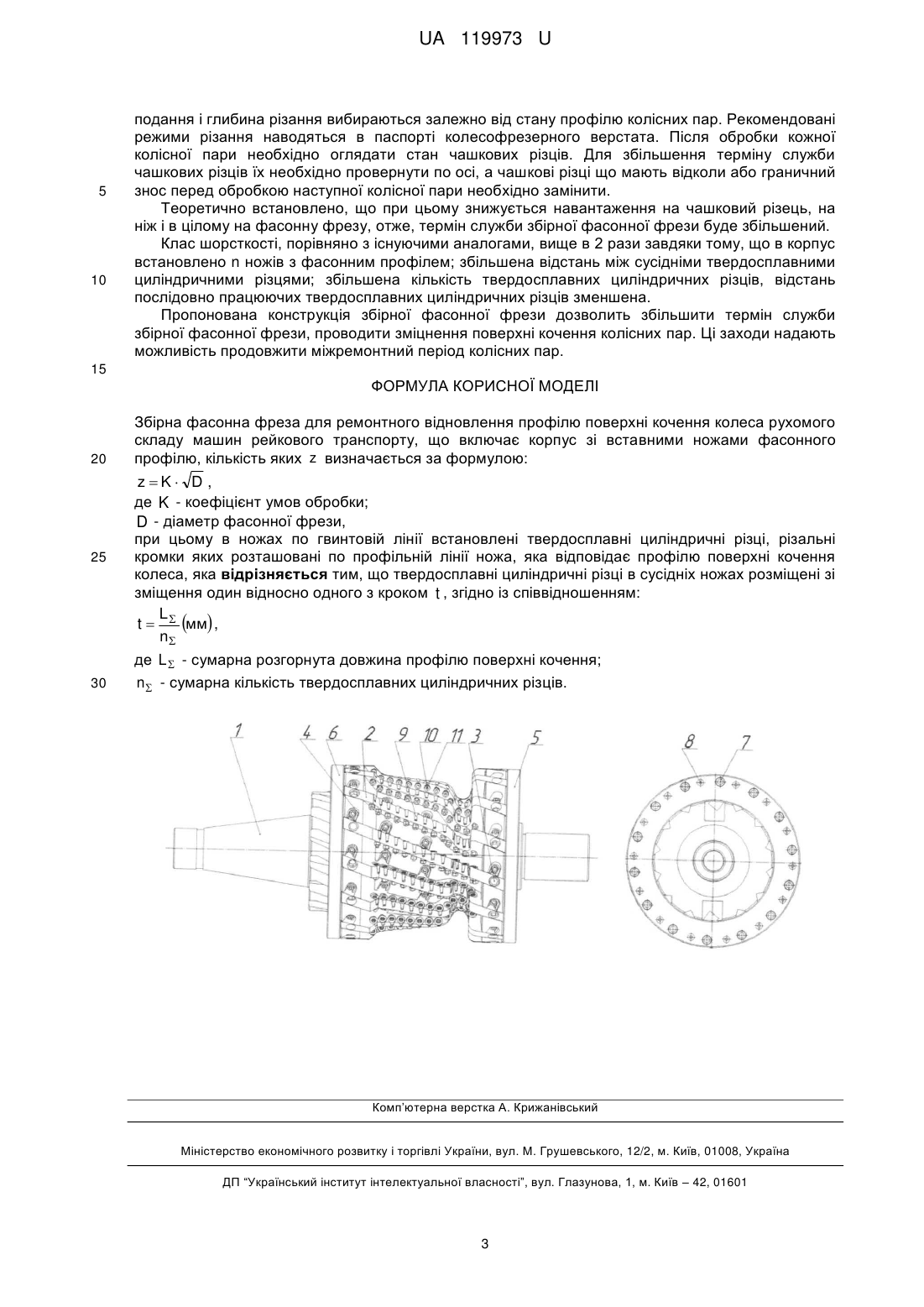
Реферат: Збірна фасонна фреза для ремонтного відновлення профілю поверхні кочення колеса рухомого складу машин рейкового транспорту містить корпус зі вставними ножами фасонного профілю, кількість яких z визначається за формулою: z K D , де K - коефіцієнт умов обробки; D діаметр фасонної фрези. При цьому в ножах по гвинтовій лінії встановлені твердосплавні циліндричні різці, різальні кромки яких розташовані по профільній лінії ножа, яка відповідає профілю поверхні кочення колеса. Крім цього твердосплавні циліндричні різці в сусідніх ножах L розміщені зі зміщення один відносно одного з кроком t , згідно із співвідношенням: t мм , n де L - сумарна розгорнута довжина профілю поверхні кочення; n - сумарна кількість твердосплавних циліндричних різців. UA 119973 U (12) UA 119973 U UA 119973 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до конструкцій спеціальних збірних фасонних фрез і може бути використана для відновного ремонту профілю поверхні кочення колісних пар без викочування зпід електровозів, тепловозів і мотор-вагонних секцій на колесофрезерних верстатах. Фасонна фреза є різальним інструментом, у якого різальна кромка не паралельна осі обертання і є сукупністю кривих і прямих ліній, а профіль поверхні колеса утворюється в результаті обертання різальної кромки відносно осі інструмента. До аналогів можна віднести: 1. Відома конструкція спеціальної фасонної фрези, призначеної для відновлення профілю колісних пар без викочування з під локомотивів (ВНИИ. Високопродуктивні конструкції фасонних фрез і їх раціональна експлуатація. - М.: Машгиз, 1961). 2. Відома фреза об'єднаного профілю для обробки колісних пар (паспорт И582.00.00-ПС, И583.00.00-ПС). Фрези призначені для обробки (відновлення профілю) колісних пар без викочування з-під електровозів і тепловозів на колесофрезерних верстатах. Фрези працюють в комплекті з двох штук - правої і лівої, одночасно обробляючи обидва колеса колісної пари. 3. Відомі фрези для обточування обіддя коліс за профілем типів И707-И716 (технічні умови ТУ 32 ЦТ 2222-95). Призначені для обробки без викочування колісних пар рухомого складу залізниць на колісно-фрезерних верстатах типу КЖ20. Фрези працюють в комплекті з двох штук - правої і лівої, одночасно обробляючи обидва колеса колісної пари. 4. Відома фреза для відновлення профілю колеса рухомого складу залізничного транспорту (патент України № 25091, МПК В23С 5/11, 5/14, опубл. 25.12.98 p.). Усі перераховані фрези ідентичні по конструкції, ножі в корпусі фрези закріплені торцевими кришками, клинами і гвинтами та відрізняються формою отримуваного профілю. Фрези встановлюються одним кінцем, що має конус, в шпиндель верстата, а іншим кінцем, що має циліндричний хвостовик, - в опорний елемент верстата. Фрези складаються з 10 ножів з фасонним профілем, в кожній встановлюються в середньому по 12 різців з міжосьовою відстанню діаметр різця плюс 1,8 мм. Недолік цих конструкцій фрез полягає в тому, що із-за порівняно великих довжин різальних кромок, а, отже, і периметрів різання, в системі ВПІД (верстат - пристосування - інструмент деталь) виникають вібрації, що різко знижують стійкість інструменту і продуктивність обробки. Ножі виходять з ладу із-за стирання ділянок зовнішньої поверхні. Вказані фрези використовуються не лише для магістрального транспорту, але і в локомотивному господарстві промислового транспорту. При цьому зазвичай термін служби такого інструменту на промисловому транспорті істотно менший. Це обумовлено складнішими умовами експлуатації локомотивних коліс, що, у свою чергу, призводить до їх передчасного зносу з появою повзунів, наварів та інших дефектів, які вимагають особливих режимів фрезерної обробки колісних пар. Наприклад, в умовах роботи гірничо-металургійного комплексу міжремонтний термін служби збірних фасонних фрез складає 3-6 місяців. Після цього знадобиться ремонт із заміною ножів, твердосплавних різців і копітка робота по налаштуванню фрези за відповідним профілем поверхні кочення. Як прототип вибрана конструкція фасонної фрези аналогічного призначення, розроблена фірмою Simmons Machine Tool Corporation, робить фрези для верстатів TN-84с (TN-84с Stanray Wheel Truing Machine. [Електронний ресурс]. URL: http://www.simmonsalbany.com/group/index.php?option=com_content&view=article&id=51&Itemi d=58), для яких точність виконання профілю складає 0,25 мм. Фасонна фреза складається з 16 ножів фасонного профілю, встановлених похило в корпус. У циліндричних гніздах ножів встановлені 184 твердосплавні різці. Кріплення ножів в корпусі здійснюється клинами, гвинтами і торцевими кришками, а кріплення різців в ножах - гвинтами через внутрішні отвори. У одній з торцевих кришок фрези передбачені отвори для консольного кріплення інструменту до шпинделя верстата. Переваги фасонної фрези фірми Simmons Machine Tool Corporation США: плавність різання, хороше дроблення стружки, підвищена сумарна стійкість різальних кромок завдяки можливості повороту і переустановлення різців. Недоліки фрези полягають в тому, що її ножі також порівняно швидко виходять з ладу із-за інтенсивного зносу ділянок поверхні між різцями фрези. В результаті аналізу роботи існуючих фасонних фрез було встановлено, що при обробці зміцненої, загартованої ділянки профілю поверхні катання колеса різець випробовує великі навантаження. Різальна кромка підводиться, внаслідок чого, в ножах, перемичка між отворами для різців, що мають різну орієнтацію, - рветься. Це призводить до подальшого вивертання різців, при цьому деформується ніж, змінюється геометрія лінії різання, знижуючи клас шорсткості. 1 UA 119973 U 5 10 15 У основу корисної моделі поставлено задачу підвищення терміну служби збірної фасонної фрези і підвищення класу точності поверхні кочення колісних пар машин рейкового транспорту. Технічний результат полягає: 1) у зменшенні сили, що діє на один циліндричний різець; 2) у зменшенні міжосьової відстані між послідовно працюючими циліндричними різцями; 3) у збільшенні товщини перегородки між циліндричними різцями в одному ножі. Поставлена задача вирішується тим, що у збірній фасонній фрезі для ремонтного відновлення профілю поверхні кочення колеса рухомого складу машин рейкового транспорту, що включає корпус зі вставними ножами фасонного профілю, кількість яких z визначається за формулою: z K D , де K - коефіцієнт умов обробки; D - діаметр фасонної фрези, при цьому в ножах по гвинтовій лінії встановлені твердосплавні циліндричні різці, різальні кромки яких розташовані по профільній лінії ножа, що відповідає профілю поверхні кочення колеса, відповідно до корисної моделі, твердосплавні циліндричні різці в сусідніх ножах розміщені зі зміщенням один відносно одного з кроком t , згідно із співвідношенням: L мм , n де L - сумарна розгорнута довжина профілю поверхні кочення; n - сумарна кількість твердосплавних циліндричних різців. Розміщення твердосплавних циліндричних різців в сусідніх ножах зі зміщенням один відносно одного з кроком більше 1 мм призводить до збільшення навантаження на один твердосплавний циліндричний різець і погіршення якості поверхні кочення колісних пар. Спільні з прототипом ознаки - корпус з ножами, в яких встановлені твердосплавні циліндричні різці по профільній лінії ножа, що відповідає профілю поверхні кочення колеса. Відмінності полягають в тому, що в корпус встановлено n ножів з фасонним профілем; збільшена відстань між сусідніми твердосплавними циліндричними різцями; збільшена кількість циліндричних різців, відстань послідовно працюючих твердосплавних циліндричних різців зменшена. Це значно підвищує клас шорсткості обробленої поверхні. Корисна модель пояснюється кресленням, на якому зображений загальний вигляд пропонованої збірної фасонної фрези. Збірна фасонна фреза складається з корпусу 1, в пазах якого встановлені ножі 2. Кріплення ножів здійснюється за допомогою гвинтів 3 і клинів 4. Базова поверхня ножа 2 притиснута до базового кільця 5. Базове кільце 5 і кільце 6 кріпляться до корпусу гвинтами 7. Гвинти 8 призначені для притиснення ножа 2 до базового кільця 5. Ножі 2 мають маркування і встановлюються у відповідні промарковані пази корпусу 1. У ножах 2 встановлені твердосплавні циліндричні різці 9 радіусом R, які допомогою гвинтів 10 і гайок 11 твердосплавних циліндричних різців закріплені в ножі 2. Збірна фасонна фреза є складною конструкцією, яка складається з унікальних деталей, циліндричних різців і кріпильних елементів. Корпус 1 збірної фасонної фрези встановлюється в центр стенду для налаштування. Пронумеровані ножі 2 встановлюються у відповідні пази в корпусі 1, базова поверхня кожного ножа 2 має бути притиснута до базового кільця 5. Ніж 2 фіксується в корпусі 1 за допомогою гвинтів 3 і клинів 4. Твердосплавний циліндричний різець 9 фіксується в корпусі ножа 2 за допомогою гвинта 10 і гайки 11. Під твердосплавний циліндричний різець 9 встановлюється компенсаційна шайба. За допомогою контршаблона і індикатора на рухливому столі, відповідно до необхідного профілю перевіряється биття послідовно працюючих циліндричних різців 9. Биття послідовно працюючих різців допускається 0,01 мм. При необхідності підбираються і встановлюються необхідні компенсаційні шайби. Складається таблиця компенсаційних шайб під кожним твердосплавним циліндричним різцем для усіх ножів збірної фасонної фрези. Пристрій працює таким чином. Збірна фасонна фреза встановлюється на колесофрезерний верстат КЖ-20, який знаходиться всередині траншеї під рейками і дає вільний проїзд локомотиву над верстатом. Локомотив встановлюється на верстат в позицію фрезерування маневровою лебідкою, колісна пара спирається на чотири приводні ролики верстата. Дві центрові бабки колесофрезерного верстата КЖ20 центрують колісну пару по центрових гніздах осі колісної пари. Фасонні фрези по черзі підводяться до кожного колеса колісної пари і встановлюються для відновлення профілю поверхні кочення. Урізування фрез робити поступово на ділянці кола 350-400 мм. Процес повного відновлення здійснюється за один оборот колісної пари під локомотивом. Величина t 20 25 30 35 40 45 50 55 2 UA 119973 U 5 10 подання і глибина різання вибираються залежно від стану профілю колісних пар. Рекомендовані режими різання наводяться в паспорті колесофрезерного верстата. Після обробки кожної колісної пари необхідно оглядати стан чашкових різців. Для збільшення терміну служби чашкових різців їх необхідно провернути по осі, а чашкові різці що мають відколи або граничний знос перед обробкою наступної колісної пари необхідно замінити. Теоретично встановлено, що при цьому знижується навантаження на чашковий різець, на ніж і в цілому на фасонну фрезу, отже, термін служби збірної фасонної фрези буде збільшений. Клас шорсткості, порівняно з існуючими аналогами, вище в 2 рази завдяки тому, що в корпус встановлено n ножів з фасонним профілем; збільшена відстань між сусідніми твердосплавними циліндричними різцями; збільшена кількість твердосплавних циліндричних різців, відстань послідовно працюючих твердосплавних циліндричних різців зменшена. Пропонована конструкція збірної фасонної фрези дозволить збільшити термін служби збірної фасонної фрези, проводити зміцнення поверхні кочення колісних пар. Ці заходи надають можливість продовжити міжремонтний період колісних пар. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 Збірна фасонна фреза для ремонтного відновлення профілю поверхні кочення колеса рухомого складу машин рейкового транспорту, що включає корпус зі вставними ножами фасонного профілю, кількість яких z визначається за формулою: zK D , де K - коефіцієнт умов обробки; D - діаметр фасонної фрези, при цьому в ножах по гвинтовій лінії встановлені твердосплавні циліндричні різці, різальні кромки яких розташовані по профільній лінії ножа, яка відповідає профілю поверхні кочення колеса, яка відрізняється тим, що твердосплавні циліндричні різці в сусідніх ножах розміщені зі зміщення один відносно одного з кроком t , згідно із співвідношенням: L t мм , n де L - сумарна розгорнута довжина профілю поверхні кочення; n - сумарна кількість твердосплавних циліндричних різців. Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори російськоюSladkowski Aleksander
МПК / Мітки
Мітки: відновлення, поверхні, рухомого, збірна, профілю, фреза, колеса, фасонна, складу, кочення, транспорту, машин, ремонтного, рейкового
Код посилання
<a href="https://ua.patents.su/5-119973-zbirna-fasonna-freza-dlya-remontnogo-vidnovlennya-profilyu-poverkhni-kochennya-kolesa-rukhomogo-skladu-mashin-rejjkovogo-transportu.html" target="_blank" rel="follow" title="База патентів України">Збірна фасонна фреза для ремонтного відновлення профілю поверхні кочення колеса рухомого складу машин рейкового транспорту</a>
Фасонна фреза для відновлення профілю колеса рухомого складу залізничного транспорту
Номер патенту: 25091
Опубліковано: 30.10.1998
Автори: Лишаєв Георгій Петрович, Колот Олександр Володимирович, Малиновський Михайло Данилович, Сергієнко Микола Іванович, Коротун Сергій Анатолійович, Колот Володимир Олександрович
МПК: B23C 5/02
Мітки: рухомого, залізничного, профілю, фреза, колеса, фасонна, транспорту, відновлення, складу
Формула / Реферат:
Фасонная фреза для восстановления профиля колеса подвижного состава железнодорожного транспорта, содержания корпус с ножами, в которых рядами установлены цилиндрические режущие пластины, режущие кромки которых расположены по профильной линии ножа адекватной профилю колеса, отличающаяся тем, что режущие пластины в смежных ножах размещены со смещением друг относительно друга с шагом t переменной величины в пределах (0,22 - 0,34)R по зонам,...
Фасонна фреза для відновлення профілю обода колеса залізничного рухомого складу

Номер патенту: 75010
Опубліковано: 15.02.2006
Автори: Колот Олександр Володимирович, Колот Володимир Олександрович, Міхєєнков Юрій Сергійович
МПК: B23C 5/02
Мітки: профілю, фасонна, колеса, відновлення, складу, фреза, рухомого, обода, залізничного
Формула / Реферат:
1. Фасонна фреза для відновлення профілю обода колеса залізничного рухомого складу, що містить корпус із ножами, в яких рядами відповідно до профільної лінії, адекватної профілю обода колеса, встановлені циліндричні різальні пластини, розділені між собою перемичками, яка відрізняється тим, що фасонна фреза має базовий ніж із змінною товщиною перемичок по профільній лінії ножа, товщина яких визначена наступною нерівністю:
Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту
Номер патенту: 46678
Опубліковано: 15.05.2002
Автор: Матвєєв Володимир Валентинович
Мітки: профілю, транспорту, кочення, поверхні, спосіб, рейкового, колеса, відновлення
Формула / Реферат:
Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту, що включає нарощування нагрітої до заданої температури зношеної поверхні кочення колеса шляхом наплавлення на неї металу і видалення металу з відновлюваної поверхні кочення колеса до одержання заданого профілю, який відрізняється тим, що необхідну температуру зношеної поверхні кочення колеса забезпечують шляхом додаткового технологічного наплавлення металу на частину...
Спосіб відновлення профілю поверхні обода колеса рейкового транспорту
Номер патенту: 61794
Опубліковано: 15.07.2005
Автори: Ольшевський Віктор Іванович, Матвєєв Володимир Валентинович
Мітки: спосіб, обода, транспорту, профілю, відновлення, колеса, поверхні, рейкового
Формула / Реферат:
Спосіб визначення профілю поверхні засипання шихти на колошнику доменної печі, що включає вимір відстані від технологічного нуля до точки поверхні засипання шихти і наступне визначення профілю поверхні засипання шихти шляхом інтерполяції отриманих значень координат точок, що обмірюються по діаметру печі, який відрізняється тим, що вимір відстані від технологічного нуля до поверхні засипання шихти здійснюють не менше, ніж у чотирьох точках на...
Спосіб відновлення профілю зношеного гребеня колеса рейкового транспорту
Номер патенту: 46677
Опубліковано: 15.05.2002
Автор: Матвєєв Володимир Валентинович
Мітки: колеса, відновлення, транспорту, гребеня, рейкового, спосіб, профілю, зношеного
Формула / Реферат:
Спосіб відновлення профілю зношеного гребеня колеса рейкового транспорту, що включає нарощування нагрітої до заданої температури зношеної поверхні гребеня колеса шляхом наплавлення на неї металу і видалення металу з всієї поверхні кочення колеса до одержання заданого розміру профілю кочення, який відрізняється тим, що перед наплавленням металу на зношену поверхню гребеня колеса видаляють метал з поверхні кочення обода колеса до основи гребеня...
Попередній патент: Друкований виріб у вигляді водної розмальовки
Наступний патент: Спосіб оцінки рівня ішемічного ушкодження скелетних м’язів методом модульованої електростимуляції
Випадковий патент: Пристрій для підводної витяжки хребта