Спосіб обробки поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини
Формула / Реферат
1. Спосіб обробки поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини, при якому електричну дугу збуджують між електродом-заготовкою та дротовим електродом-інструментом, який протягують в зоні обробки по опуклій поверхні електродотримача в площині, що перпендикулярна осі обертання електрода-заготовки, а процес здійснюють при гарантованому зазорі між необробленою поверхнею електрода-заготовки та електродом-інструментом, тобто без можливого контакту електрода-інструмента з електродом-заготовкою та без застосування слідкуючої подачі електрода-інструмента.
2. Спосіб за п. 1, який відрізняється тим, що електричну дугу ініціюють високовольтним імпульсним підпалювачем.
3. Спосіб за будь з яким пп. 1, 2, який відрізняється тим, що обробку здійснюють із зануренням робочої зони в ванну з робочою рідиною.
Текст
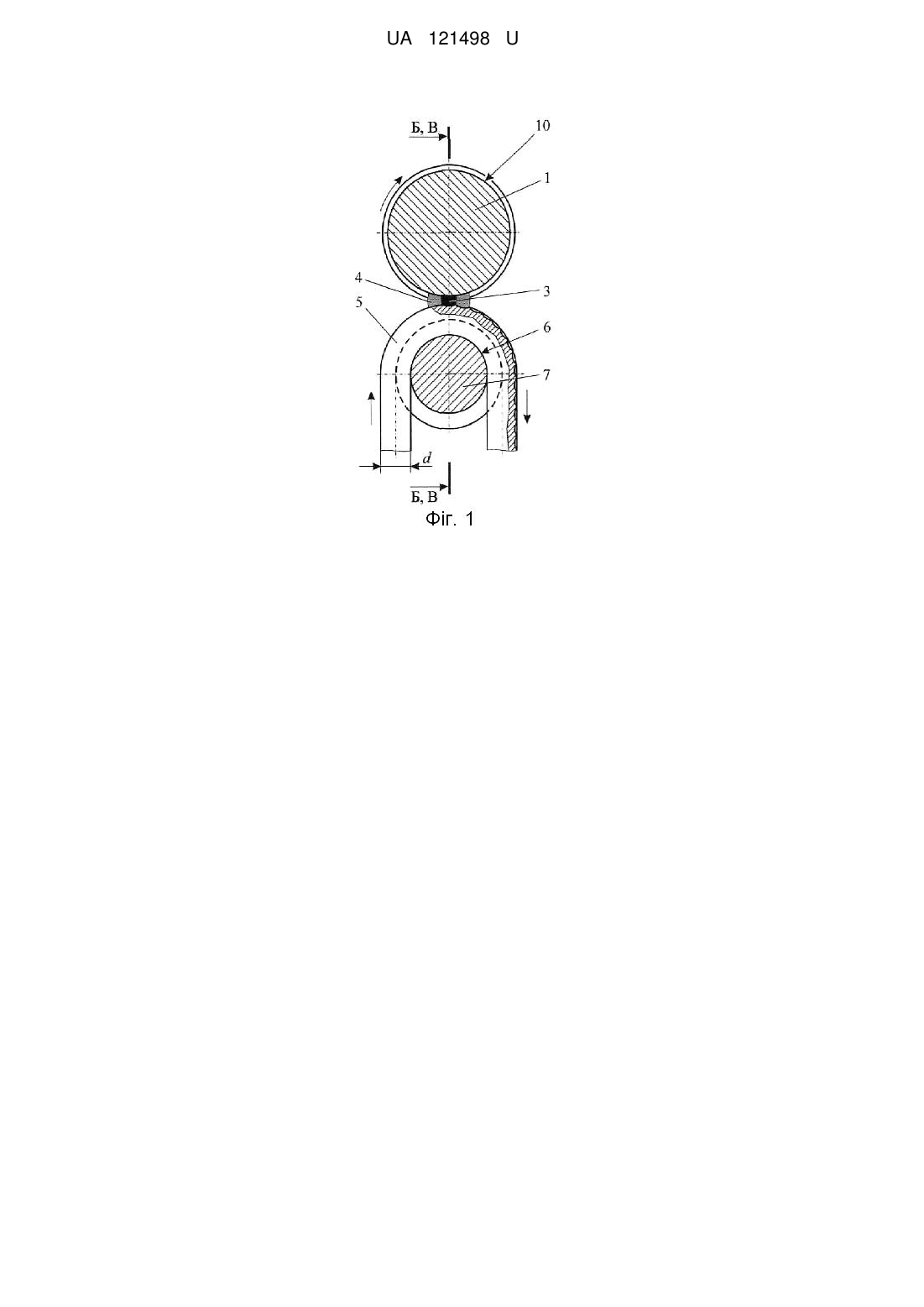
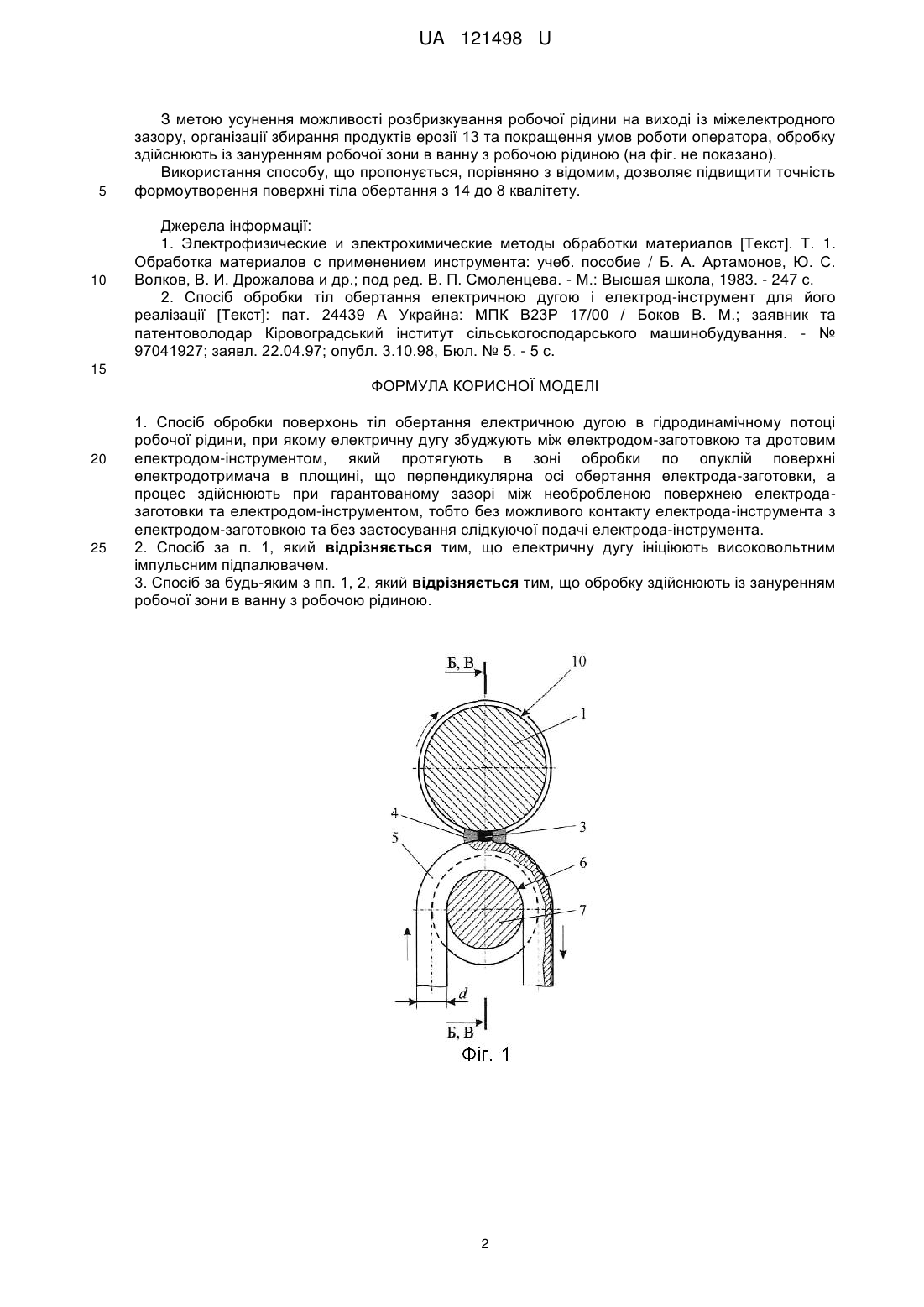
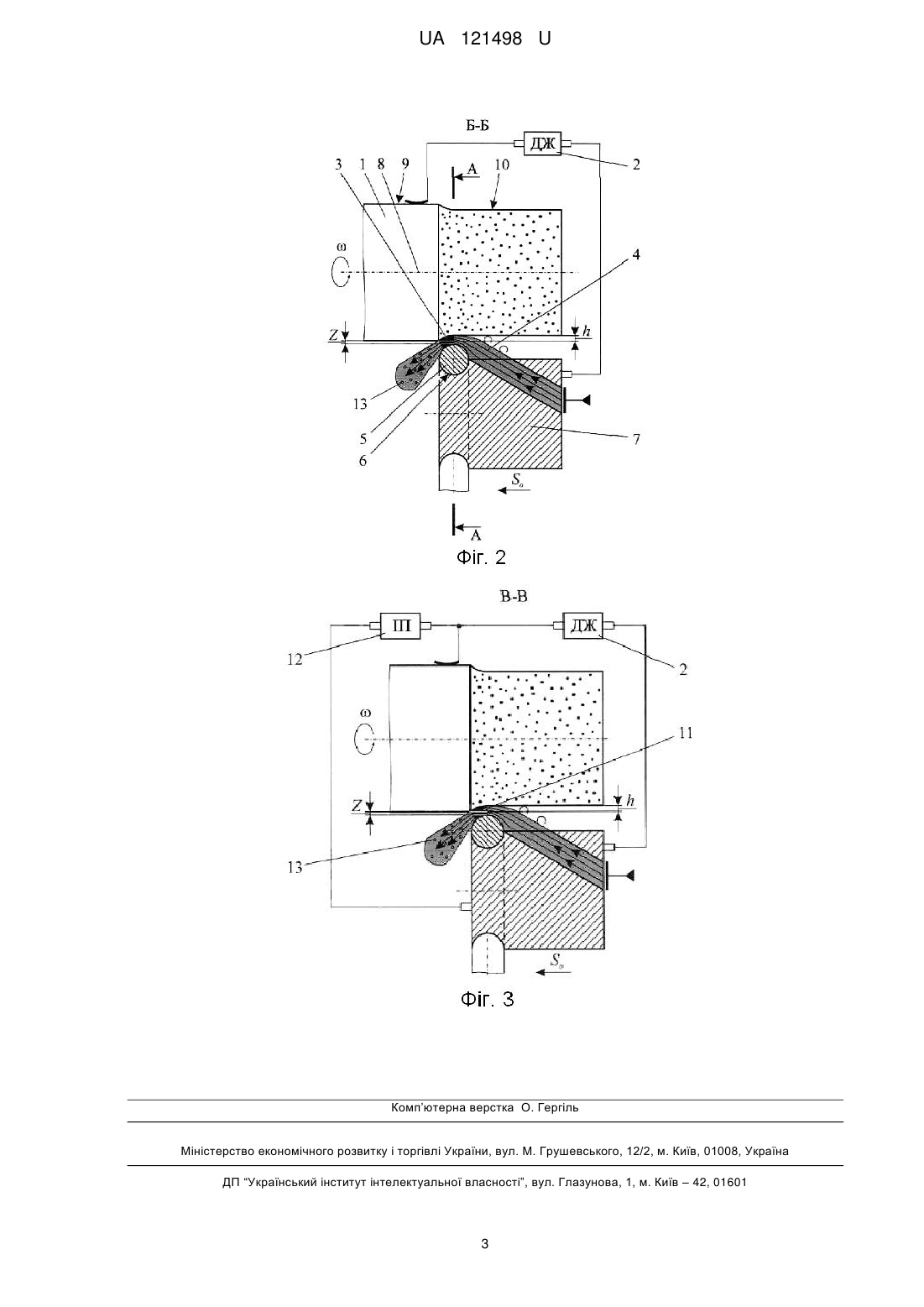
Реферат: Спосіб обробки поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини, при якому електричну дугу збуджують між електродом-заготовкою та дротовим електродом-інструментом, який протягують в зоні обробки по опуклій поверхні електродотримача в площині, що перпендикулярна осі обертання електрода-заготовки, а процес здійснюють при гарантованому зазорі між необробленою поверхнею електродазаготовки та електродом-інструментом, тобто без можливого контакту електрода-інструмента з електродом-заготовкою та без застосування слідкуючої подачі електрода-інструмента. Електричну дугу ініціюють високовольтним імпульсним підпалювачем. Обробку здійснюють із зануренням робочої зони в ванну з робочою рідиною. UA 121498 U (12) UA 121498 U UA 121498 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується області електроерозійної обробки і може бути використана в машинобудуванні як спосіб обробки поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини, зокрема деталей великого діаметра, що виготовлені із важкооброблюваних матеріалів. Відомі аналогічні способи електроерозійної обробки, наприклад електроімпульсне шліфування, при якому електрод-заготовка та дисковий металевий електрод-інструмент обертаються [1, с. 6, рис. 1.3]. Якщо електроду-інструменту надати осьову подачу, то електроімпульсним шліфуванням можна обробляти тіла обертання, наприклад циліндричні поверхні валів. Недоліком даних способів є дуже низька продуктивність обробки. Останнє пов'язано з тим, що процес супроводжується відносно великими паузами. Відомий спосіб обробки тіл обертання електричною дугою в гідродинамічному потоці робочої рідини [2]. При реалізації даного способу електрод-заготовка обертається, електродінструмент може мати поступальний рух радіальної або осьової подачі, а робоча рідина подається у міжелектродний зазор крізь канал у електроді-інструменті. Даний спосіб має значно більшу продуктивність обробки (приблизно в 10 разів), так як використовує дугову форму електричного розряду, який горить в міжелектродному зазорі без пауз. Однак, точність обробки відомим способом дуже низька, що пов'язано із суттєвим електроерозійним та абразивним зносом навіть графітового електрода-інструмента. Низька точність обробки особливо спостерігається при обробки деталей великого діаметра. Крім того, наявність слідкуючої подачі електрода-інструмента унеможливлює отримання круглої форми великого виробу, так як остання еквідистантно повторює "некруглість" заготовки. Це також негативно відбивається на точності обробки. Задачею даного способу є підвищення точності формоутворення поверхонь тіла обертання. Дана задача вирішується у відомому способі обробки поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини за рахунок того, що електричну дугу збуджують між електродом-заготовкою та дротовим електродом-інструментом, який протягують в зоні обробки по опуклій поверхні електродотримача в площині, що перпендикулярна осі обертання електрода-заготовки, а процес здійснюють при гарантованому зазорі між необробленою поверхнею електрода-заготовки та електродом-інструментом, тобто без можливого контакту електрода-інструмента з електродом-заготовкою та без застосування слідкуючої подачі електрода-інструмента. Крім того, електричну дугу ініціюють високовольтним імпульсним підпалювачем. Більш того, обробку здійснюють із зануренням робочої зони в ванну з робочою рідиною. На кресленнях наведена схема пристрою для реалізації способу обробки циліндричної поверхні тіла обертання, що пропонується: фіг. 1 - поперечний переріз пристрою А-А в площині протягування дроту; фіг. 2 - поздовжній переріз пристрою Б-Б в напрямку, перпендикулярному площині протягування дроту; фіг. 3 - поздовжній переріз пристрою В-В в напрямку, перпендикулярному площині протягування дроту з додатковим високовольтним імпульсним підпалювачем електричної дуги. Реалізацію даного способу здійснюють з використанням пристрою (фіг. 1-3), що монтується на модернізованому токарному верстаті. Електрод-заготовку 1 закріпляють в трикулачковому патроні (на фіг. не показано) та обертають. Від джерела живлення 2 постійного електричного струму електричну дугу 3 збуджують в гідродинамічному поперечному потоці робочої рідини 4 між електродом-заготовкою 1 та дротовим електродом-інструментом 5 діаметром d, який протягують в зоні обробки по опуклій поверхні 6 електродотримача 7 в площині, що перпендикулярна осі обертання 8 електрода-заготовки 1, а процес здійснюють при гарантованому зазорі Z між необробленою поверхнею 9 електрода-заготовки 1 та електродомінструментом 5, тобто без можливого контакту електрода-інструмента 5 з електродомзаготовкою 1. Така технологічна схема формоутворення циліндричної поверхні 10 компенсує знос дротового електрода-інструмента 5 (кожна нова дуга горить на новому місці) та дозволяє здійснювати процес обробки без застосування слідкуючої подачі електрода-інструмента 5, тобто при постійній осьовій подачі So. Останнє, в свою чергу, забезпечує підвищення точності формоутворення циліндричної поверхні 10 та рівномірну шорсткість обробленої поверхні 10, зокрема деталей великого діаметра, що виготовлені із важкооброблюваних матеріалів. При обробці важкооброблюваних матеріалів, які мають великий електричний опір (наприклад, твердих сплавів на вольфрамовій основі), глибина лунки, що утворюється, а отже глибина шару h, що знімається за один прохід, дуже мала. Тому, щоб забезпечити гарантований зазор Z на рівні 0,01…0,03 мм та можливість усталеного збудження електричної дуги 11, її ініціюють високовольтним імпульсним підпалювачем 12. 1 UA 121498 U 5 10 З метою усунення можливості розбризкування робочої рідини на виході із міжелектродного зазору, організації збирання продуктів ерозії 13 та покращення умов роботи оператора, обробку здійснюють із зануренням робочої зони в ванну з робочою рідиною (на фіг. не показано). Використання способу, що пропонується, порівняно з відомим, дозволяє підвищити точність формоутворення поверхні тіла обертання з 14 до 8 квалітету. Джерела інформації: 1. Электрофизические и электрохимические методы обработки материалов [Текст]. Т. 1. Обработка материалов с применением инструмента: учеб. пособие / Б. А. Артамонов, Ю. С. Волков, В. И. Дрожалова и др.; под ред. В. П. Смоленцева. - М.: Высшая школа, 1983. - 247 с. 2. Спосіб обробки тіл обертання електричною дугою і електрод-інструмент для його реалізації [Текст]: пат. 24439 А Украйна: МПК В23Р 17/00 / Боков В. М.; заявник та патентоволодар Кіровоградський інститут сільськогосподарського машинобудування. - № 97041927; заявл. 22.04.97; опубл. 3.10.98, Бюл. № 5. - 5 с. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 1. Спосіб обробки поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини, при якому електричну дугу збуджують між електродом-заготовкою та дротовим електродом-інструментом, який протягують в зоні обробки по опуклій поверхні електродотримача в площині, що перпендикулярна осі обертання електрода-заготовки, а процес здійснюють при гарантованому зазорі між необробленою поверхнею електродазаготовки та електродом-інструментом, тобто без можливого контакту електрода-інструмента з електродом-заготовкою та без застосування слідкуючої подачі електрода-інструмента. 2. Спосіб за п. 1, який відрізняється тим, що електричну дугу ініціюють високовольтним імпульсним підпалювачем. 3. Спосіб за будь-яким з пп. 1, 2, який відрізняється тим, що обробку здійснюють із зануренням робочої зони в ванну з робочою рідиною. 2 UA 121498 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/013, B23K 35/38
Мітки: дугою, тіл, електричною, поверхонь, обробки, потоці, гідродинамічному, рідини, обертання, спосіб, робочої
Код посилання
<a href="https://ua.patents.su/5-121498-sposib-obrobki-poverkhon-til-obertannya-elektrichnoyu-dugoyu-v-gidrodinamichnomu-potoci-robocho-ridini.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини</a>
Спосіб обробки увігнутих тороподібних поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини
Номер патенту: 119766
Опубліковано: 10.10.2017
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23P 17/00, B23H 1/10
Мітки: поверхонь, обробки, потоці, спосіб, тороподібних, рідини, гідродинамічному, тіл, робочої, обертання, дугою, електричною, увігнутих
Формула / Реферат:
Спосіб обробки увігнутих тороподібних поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини, який відрізняється тим, що електричну дугу збуджують між електродом-заготовкою та дротовим електродом-інструментом, який протягують в зоні обробки по круглому електродотримачу в одній площині з віссю обертання електрода-заготовки, а робочу рідину нагнітають в міжелектродний зазор крізь щілину між електродотримачем та...
Спосіб обробки електричною дугою в гідродинамічному потоці робочої рідини із застосуванням непрофільованого стрижневого електрода-інструмента
Номер патенту: 63905
Опубліковано: 25.10.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: рідини, непрофільованого, електрода-інструмента, гідродинамічному, потоці, дугою, робочої, спосіб, обробки, стрижневого, електричною, застосуванням
Формула / Реферат:
1. Спосіб обробки електричною дугою в гідродинамічному потоці робочої рідини із застосуванням непрофільованого стрижневого електрода-інструмента, який відрізняється тим, що обробку здійснюють з поступальним радіальним або осьовим, або одночасно з радіальним та осьовим (просторовим) рухом непрофільованого електрода-інструмента при нагнітанні робочої рідини одночасно в бічний та торцевий міжелектродні зазори крізь щілиноподібні та з'єднані між...
Спосіб обробки тіл обертання електричною дугою
Номер патенту: 50552
Опубліковано: 15.10.2002
Автори: Мельник Тетяна Олександрівна, Шмельов Віталій Миколайович, Гросул Ігор Анатолійович, Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: електричною, обертання, тіл, дугою, спосіб, обробки
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, що включає збудження дуги між електродом-заготовкою, що обертається, і електродом-інструментом, який має поступальний дискретний рух осьової подачі, з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що прокачування здійснюють за напрямком від периферії до центра електрода-інструмента.2. Спосіб за п. 1, який відрізняється тим, що осьову подачу...
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом
Номер патенту: 25645
Опубліковано: 10.08.2007
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: обертання, непрофільованим, електродом-інструментом, спосіб, обробки, тіл, електричною, дугою, розмірної
Формула / Реферат:
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом з обертанням електрода-заготовки та радіальною й осьовою подачею електрода-інструмента при потужному нагнітанні робочого середовища в міжелектродний зазор, який відрізняється тим, що дугу збуджують між електродом-заготовкою та торцевою поверхнею непрофільованого електрода-інструмента (наприклад, дротового, стержневого чи трубчастого), який...
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 24632
Опубліковано: 10.07.2007
Автор: Боков Віктор Михайлович
МПК: B23P 17/00, B23H 1/00
Мітки: обертання, обробки, дугою, спосіб, електричною, тіл, розмірної
Формула / Реферат:
Спосіб розмірної обробки тіл обертання електричною дугою з обертанням електрода-заготовки та радіальною й осьовою подачею без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь центральний отвір в електроді-інструменті із дроселюванням потоку на виході з торцевого зазору, який відрізняється тим, що обробку здійснюють припрацьованим двошаровим електродом-інструментом з концентрично...
Попередній патент: Спосіб лікування хворих при коморбідному перебігу неалкогольного стеатогепатиту та ішемічної хвороби серця (дифузного кардіосклерозу)
Наступний патент: Спосіб комплексного лікування гастроезофагеальної рефлюксної хвороби у хворих на стабільну стенокардію напруги
Випадковий патент: Спосіб реабілітації жінок, які перенесли перитоніт після абдомінального розродження