Спосіб обробки увігнутих тороподібних поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини

Формула / Реферат
Спосіб обробки увігнутих тороподібних поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини, який відрізняється тим, що електричну дугу збуджують між електродом-заготовкою та дротовим електродом-інструментом, який протягують в зоні обробки по круглому електродотримачу в одній площині з віссю обертання електрода-заготовки, а робочу рідину нагнітають в міжелектродний зазор крізь щілину між електродотримачем та майстром-електродом, який штучно створює гідравлічний опір течії робочої рідини в міжелектродному зазорі в напрямку, що протилежний течії потоку біля дроту, причому ширина щілини дорівнює двом - п'яти торцевим міжелектродним зазорам.
Текст
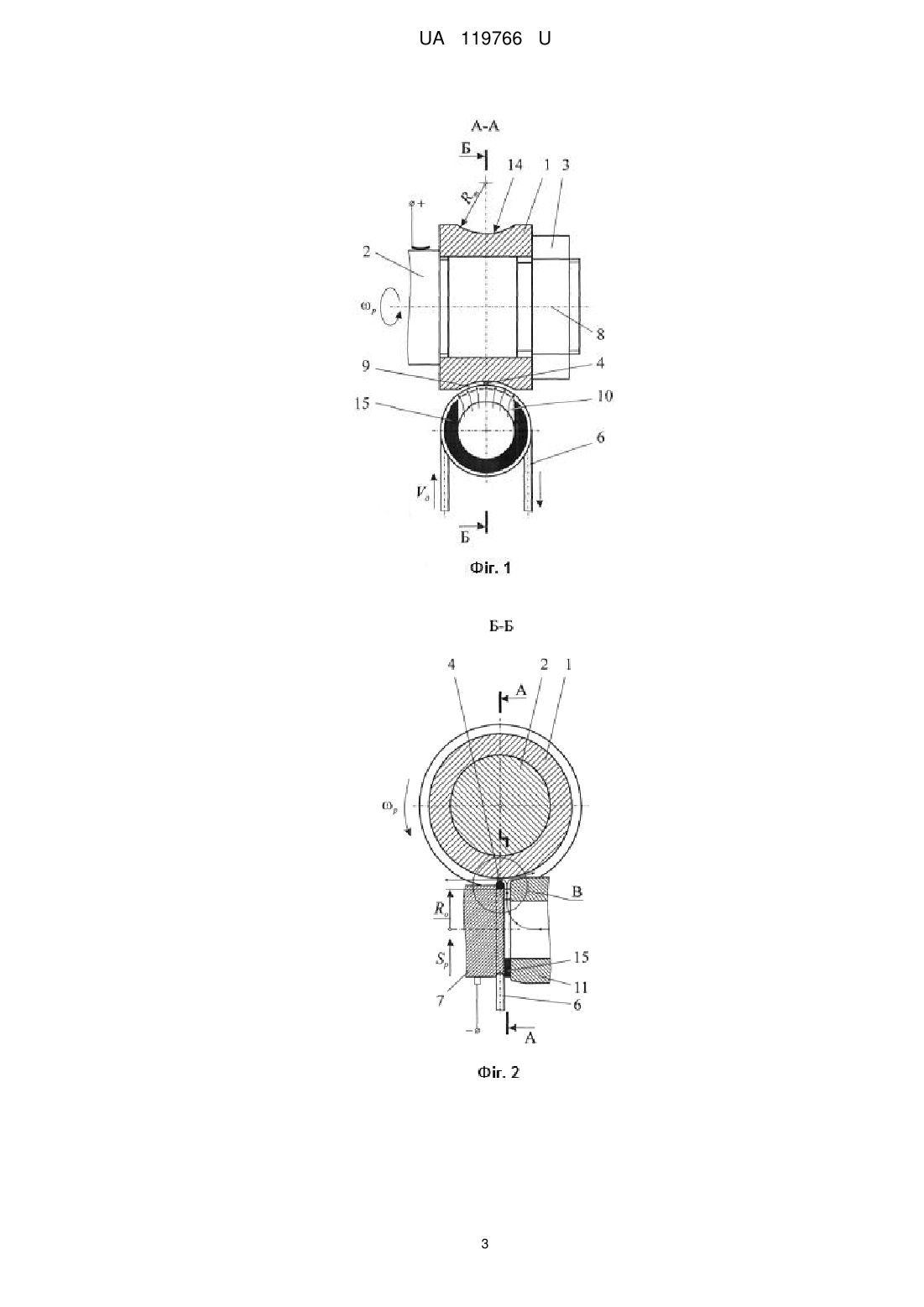
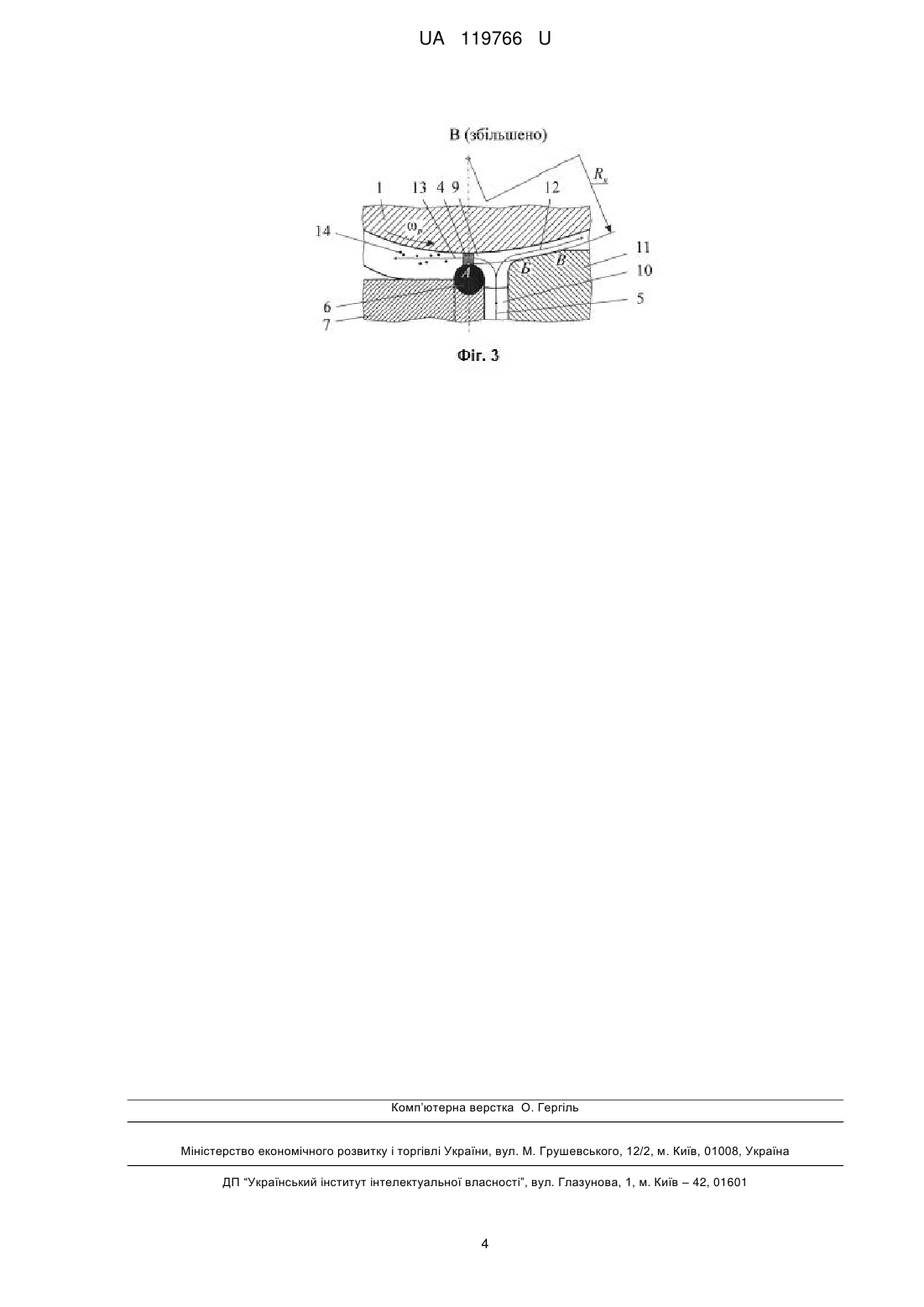
Реферат: Спосіб обробки увігнутих тороподібних поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини, при якому електричну дугу збуджують між електродомзаготовкою та дротовим електродом-інструментом, який протягують в зоні обробки по круглому електродотримачу в одній площині з віссю обертання електрода-заготовки. Робочу рідину нагнітають в міжелектродний зазор крізь щілину між електродотримачем та майстромелектродом, який штучно створює гідравлічний опір течії робочої рідини в міжелектродному зазорі в напрямку, що протилежний течії потоку біля дроту. Ширина щілини дорівнює двом п'яти торцевим міжелектродним зазорам. UA 119766 U (12) UA 119766 U UA 119766 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі електроерозійної обробки і може бути використана в машинобудуванні як спосіб обробки увігнутих тороподібних поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини, зокрема в деталях, що виготовлені із важкооброблюваних матеріалів. Відомими аналогами є способи електроерозійної обробки, наприклад електроімпульсне шліфування, при якому електрод-заготовка та дисковий металевий електрод-інструмент обертаються [1, с. 6, рис. 1.3]. Якщо робочу поверхню електрода-інструмента виконати випуклої тороподібної форми, то таким інструментом можна обробити увігнуту тороподібну поверхонь на електроді-заготовці. Недоліками аналогів є низька продуктивність обробки. Останнє пов'язано з тим, що процес супроводжується відносно великими паузами. Відомим аналогом є спосіб обробки тіл обертання електричною дугою в гідродинамічному потоці робочої рідини [2]. При реалізації даного способу електрод-заготовка обертається, електрод-інструмент може мати поступальний рух радіальної подачі, а робоча рідина подається у між електродний зазор крізь канал у електроді-інструменті. Якщо робочу поверхню електродаінструмента виконати випуклої форми з радіусною твірною, то таким інструментом можна обробити увігнуту тороподібну поверхонь на електроді-заготовці. Даний спосіб володіє значно більшою продуктивністю обробки, так як використовує дугову форму електричного розряду, який горить в міжелектродному зазорі без пауз. Однак, аналог володіє великим електроерозійним зносом електрода-інструмента. Так, якщо електрод-інструмент буде виготовлено навіть із графітового (електроерозійкого) матеріалу, то завдяки тому, що міжелектродний зазор у напрямку евакуації продуктів ерозії із зони обробки зростає, об'ємний знос електрода-інструмента значно викривляє профіль твірної, що формує тороподібну поверхню. Останнє негативно впливає на точність формоутворення тороподібної поверхні. В основу корисної моделі поставлена задача підвищення точності формоутворення тороподібної поверхні тіла обертання. Поставлена задача вирішується тим, що спосіб обробки увігнутих тороподібних поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини, згідно з корисною моделлю, електричну дугу збуджують між електродом-заготовкою та дротовим електродомінструментом, який протягують в зоні обробки по круглому електродотримачу в одній площині з віссю обертання електрода-заготовки, а робочу рідину нагнітають в міжелектродний зазор крізь щілину між електродотримачем та майстром-електродом, який штучно створює гідравлічний опір течії робочої рідини в міжелектродному зазорі в напрямку, що протилежний течії потоку біля дроту, причому ширина щілини дорівнює двом - п'яти торцевим міжелектродним зазорам. Корисна модель пояснюється кресленнями, де наведена схема пристрою для реалізації способу обробки увігнутих тороподібних поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини, що пропонується: фіг. 1 - поздовжній переріз пристрою А-А в площині протягування дроту; фіг. 2 - поперечний переріз пристрою Б-Б в напрямку перпендикулярному площині протягування дроту; фіг. 3 - збільшений вид В на робочу зону пристрою. Реалізацію даного способу здійснюють з використанням пристрою (фіг. 1-3), що монтується на модернізованому токарному верстаті. Електрод-заготовку 1 закріпляють на оправці 2 за допомогою гайки 3. Оправку 2, в свою чергу, закріплюють в трьохкулачковому патроні (на фіг. не показано). Далі вмикають привод обертання патрона. Електричну дугу 4 збуджують в гідродинамічному потоці робочої рідини 5 між електродом-заготовкою 1 та дротовим електродом-інструментом 6, який протягують в зоні обробки по круглому електродотримачу 7 в одній площині з віссю 8 обертання електрода-заготовки 1. Робочу рідину (технічну воду) нагнітають в міжелектродний зазор 9 крізь щілину 10 між електродотримачем 7 та майстерелектродом 11. Оскільки точка А на дротовому електроді-інструменті та точки Б і В на майстріелектроді 11 лежать на одному радіусі Rк, штучно створюється гідравлічний опір течії робочої рідини в міжелектродному зазорі в напрямку не робочого потоку 12. Так, робочий потік 13 пересікає дротовий електрод-інструмент 6 лише по лінії, що проходить через точку А, чим, власне, забезпечується найменший гідравлічний опір течії робочої рідини в міжелектродному зазорі, а не робочий потік 12 пересікає майстер-електрод по площині шириною, що визначається відстанню між точками Б, В, чим забезпечується значно більший гідравлічний опір. Тому робочий потік 13 більш потужний (за витратою), порівняно з не робочим 12, і ефективно використовується для стиснення електричної дуги 4 та вилучення продуктів ерозії 14 із зони обробки. Електроерозійний знос майстра-електрода 6 обмежений протягуванням дротового електрода-інструмента 6 та спостерігається лише при першому його використанню, 1 UA 119766 U 5 10 15 20 тобто припрацьована поверхня його далі не зношується. Ширина щілини 10 задається електропровідною прокладкою 15 та дорівнює двом - п'яти торцевим міжелектродним зазорам. Це дає можливість підтримати потрібний технологічний тиск робочої рідини на вході в міжелектродний зазор на певному рівні і, тим самим, компенсувати можливі її бічні втрати в початковій стадії формоутворення тороподібної поверхні 14 електрода-заготовки 1. Для формоутворення тороподібної поверхні 14 радіусом Rm необхідно опорний радіус Ro електродотримача 7 виконати із умови: Ro=Rm-δm-d, де δm - величина торцевого міжелектродного зазору. В залежності від режиму обробки вона змінюється у межах від 0,05 до 0,20 мм; d - діаметр дроту. Звичайно d=0,5….0,8 мм. Слід відмітити, що протягування дротового електрода-інструмента 6 дозволяє компенсувати його електроерозійний знос і тим самим підвищити точність формоутворення тороподібної поверхні 14 електрода-заготовки 1. Використання способу, що пропонується, порівняно з відомим, дозволяє підвищити точність формоутворення тороподібної поверхні з 14 до 8 квалітету. Джерело інформації: 1. Электрофизические и электрохимические методы обработки материалов [Текст]. Т. 1. Обработка материалов с применением инструмента: учеб. пособие / Б. А. Артамонов, Ю. С. Волков, В. И. Дрожалова и др.; под ред. В. П. Смоленцева. - М.: Высшая школа, 1983.-247 с. 2. Спосіб обробки тіл обертання електричною дугою і електрод-інструмент для його реалізації [Текст]: пат. 24439 А Украйна: МПК В23Р 17/00 / Боков В.М.; заявник та патентоволодар Кіровоградський інститут сільськогосподарського машинобудування. - № 97041927; заявл. 22.04.97; опубл. 3.10.98, Бюл. № 5.-5 с. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб обробки увігнутих тороподібних поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини, який відрізняється тим, що електричну дугу збуджують між електродом-заготовкою та дротовим електродом-інструментом, який протягують в зоні обробки по круглому електродотримачу в одній площині з віссю обертання електродазаготовки, а робочу рідину нагнітають в міжелектродний зазор крізь щілину між електродотримачем та майстром-електродом, який штучно створює гідравлічний опір течії робочої рідини в міжелектродному зазорі в напрямку, що протилежний течії потоку біля дроту, причому ширина щілини дорівнює двом - п'яти торцевим міжелектродним зазорам. 2 UA 119766 U 3 UA 119766 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23P 17/00, B23H 1/10
Мітки: електричною, тіл, дугою, поверхонь, потоці, гідродинамічному, обробки, спосіб, робочої, тороподібних, увігнутих, рідини, обертання
Код посилання
<a href="https://ua.patents.su/6-119766-sposib-obrobki-uvignutikh-toropodibnikh-poverkhon-til-obertannya-elektrichnoyu-dugoyu-v-gidrodinamichnomu-potoci-robocho-ridini.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки увігнутих тороподібних поверхонь тіл обертання електричною дугою в гідродинамічному потоці робочої рідини</a>
Спосіб обробки електричною дугою в гідродинамічному потоці робочої рідини із застосуванням непрофільованого стрижневого електрода-інструмента
Номер патенту: 63905
Опубліковано: 25.10.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: обробки, непрофільованого, потоці, застосуванням, рідини, дугою, спосіб, електричною, гідродинамічному, електрода-інструмента, стрижневого, робочої
Формула / Реферат:
1. Спосіб обробки електричною дугою в гідродинамічному потоці робочої рідини із застосуванням непрофільованого стрижневого електрода-інструмента, який відрізняється тим, що обробку здійснюють з поступальним радіальним або осьовим, або одночасно з радіальним та осьовим (просторовим) рухом непрофільованого електрода-інструмента при нагнітанні робочої рідини одночасно в бічний та торцевий міжелектродні зазори крізь щілиноподібні та з'єднані між...
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною
Номер патенту: 52085
Опубліковано: 16.12.2002
Автори: Шмельов Віталій Миколайович, Боков Віктор Михайлович, Мельник Тетяна Олександрівна
МПК: B22D 19/00, B23P 6/00
Мітки: розмірної, поверхонь, спосіб, тіл, обробки, дугою, криволінійною, електричною, твірною, обертання
Формула / Реферат:
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною, що передбачає нагнітання робочої рідини у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх поверхонь - фасонних наскрізних отворів та від центра до периферії електрода-інструмента для формоутворення зовнішніх поверхонь - фасонних стержнів, який відрізняється...
Спосіб чорнової одночасної обробки електричною дугою плоских торцевих поверхонь двох твердосплавних прокатних валків в біполярному режимі з прокачуванням робочої рідини в торцевому зазорі
Номер патенту: 74250
Опубліковано: 25.10.2012
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 9/04
Мітки: поверхонь, обробки, електричною, спосіб, зазорі, дугою, одночасної, плоских, біполярному, чорнової, прокачуванням, валків, режимі, прокатних, твердосплавних, двох, робочої, торцевих, рідини, торцевому
Формула / Реферат:
1. Спосіб чорнової одночасної обробки електричною дугою плоских торцевих поверхонь двох твердосплавних прокатних валків в біполярному режимі з прокачуванням робочої рідини в торцевому зазорі, який відрізняється тим, що напрямок прокачування робочої рідини в торцевому зазорі періодично змінюють.2. Спосіб за п. 1, який відрізняється тим, що частоту зміни напрямку...
Спосіб розмірної обробки електричною дугою тіл обертання
Номер патенту: 21543
Опубліковано: 15.03.2007
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: дугою, електричною, спосіб, розмірної, обертання, обробки, тіл
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою тіл обертання, що включає обертання електрода-заготовки та радіальну подачу без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь осьовий отвір в електроді-інструменті, який відрізняється тим, що обробку здійснюють електродом-інструментом, матеріал якого має одночасно не тільки високу електроерозійну, але й абразивну стійкість, наприклад...
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 24627
Опубліковано: 10.07.2007
Автор: Боков Віктор Михайлович
МПК: B23P 17/00, B23H 1/00
Мітки: розмірної, дугою, тіл, електричною, спосіб, обробки, обертання
Формула / Реферат:
Спосіб розмірної обробки тіл обертання електричною дугою з обертанням електрода-заготовки та радіальною подачею без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь осьовий отвір в електроді-інструменті, який відрізняється тим, що обробку здійснюють при штучному дроселюванні (підпору) потоку на виході з торцевого міжелектродного зазору, наприклад, за рахунок контактного торцевого...
Попередній патент: Спосіб отримання n-арилсульфініл-1,4-бензохінонмоноімінів
Наступний патент: Кормушка кузнєцова для риби
Випадковий патент: Одноступенева ракета