Спосіб зварювання поліетилен-поліпропіленових матеріалів
Номер патенту: 121610
Опубліковано: 11.12.2017
Автори: Юрженко Максим Володимирович, Демченко Валерій Леонідович

Формула / Реферат
Спосіб зварювання поліетилен-поліпропіленових матеріалів, що включає дотикання до нагрітого інструменту зразків поліетилен-поліпропіленових матеріалів за температури 200 °C, тиску 0,2 МПа, витримування 60 с, вилученням нагрітого інструменту з технологічною паузою 3 с, стиснення зразків поліетилен-поліпропіленових матеріалів за температури 200 °C, тиску 0,2 МПа, витримування 60 с, охолодження зразків поліетилен-поліпропіленових матеріалів до кімнатної температури, який відрізняється тим, що зварювання проводять під дією постійного магнітного поля.
Текст
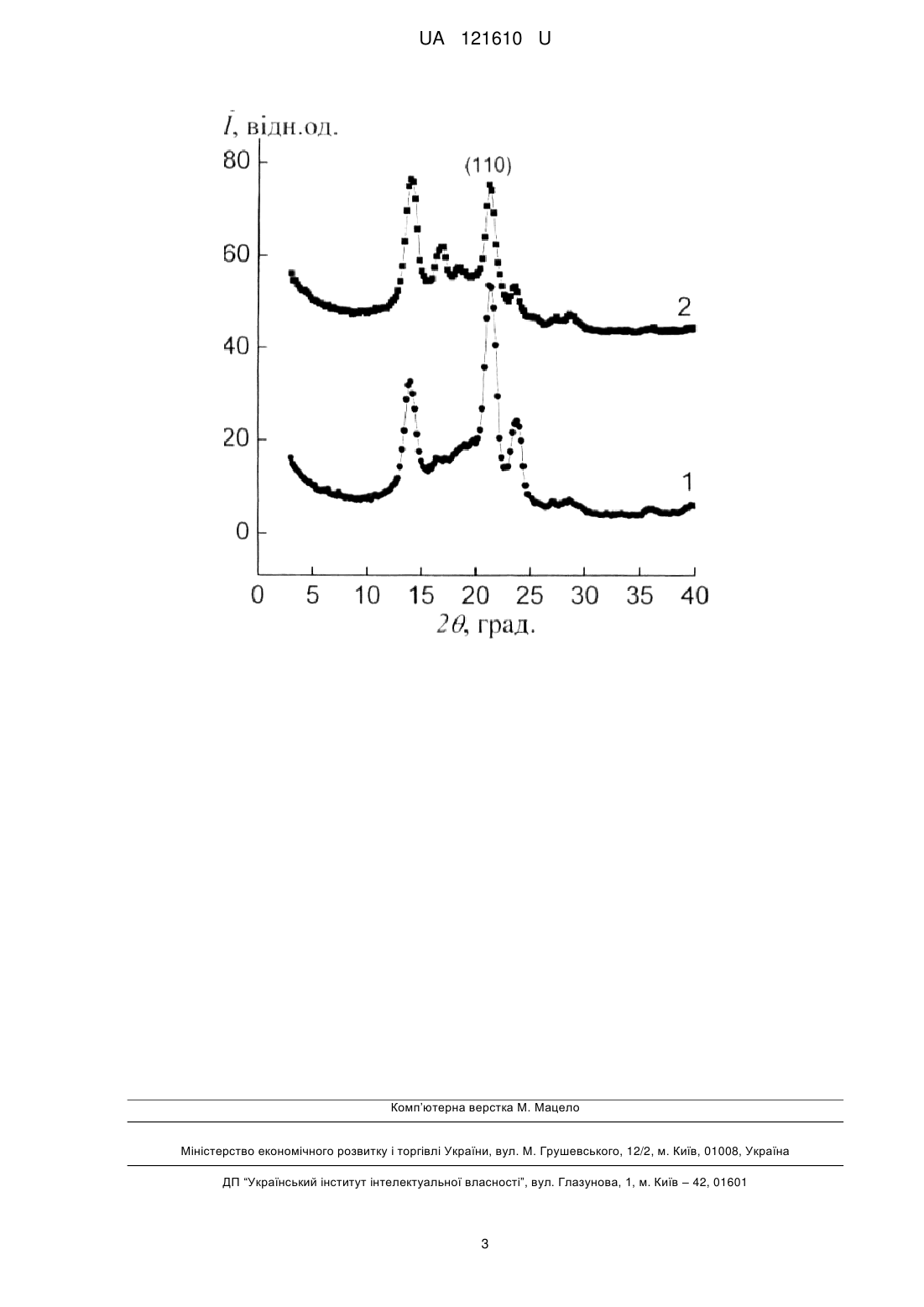
Реферат: Спосіб зварювання поліетилен-поліпропіленових матеріалів включає дотикання до нагрітого інструменту зразків поліетилен-поліпропіленових матеріалів за температури 200 °C, тиску 0,2 МПа, витримування 60 с, вилученням нагрітого інструменту з технологічною паузою 3 с, стиснення зразків поліетилен-поліпропіленових матеріалів за температури 200 °C, тиску 0,2 МПа, витримування 60 с, охолодження зразків поліетилен-поліпропіленових матеріалів до кімнатної температури. Зварювання проводять під дією постійного магнітного поля. UA 121610 U (54) СПОСІБ ЗВАРЮВАННЯ ПОЛІЕТИЛЕН-ПОЛІПРОПІЛЕНОВИХ МАТЕРІАЛІВ UA 121610 U UA 121610 U 5 10 15 20 25 Корисна модель належить до з'єднання з нагріванням і тиском попередньо сформованих частин, конкретно до способів зварювання термопластичних полімерів, і призначена для застосування при з'єднанні елементів мікроелектроніки, труб, деталей конструкцій тощо. Відомі способи зварювання термопластичних полімерів як із генеруванням тепла всередині зварюваного матеріалу (за рахунок тертя чи використання ультразвукового, високочастотного, світлового, лазерного, інфрачервоного випромінювання) [Волков С.С. Сварка пластмасс ультразвуком / С.С. Волков, Ю.Н. Орлов, Б.Я. Черняк. - М.: Химия, 1974. - - С. 68], так і з використанням зовнішнього теплоносія (нагрітим газом чи нагрітим інструментом) [Комаров Г.В. Соединения деталей из полимерных материалов / Г.В. Комаров. - СПб.: Профессия, 2006. - С. 452]. В якості найближчого аналогу вибраний спосіб зварювання поліетилен-поліпропіленових матеріалів. (ППМ) нагрітим інструментом [Demchenko V. Innovative method of polyethylenepolypropylene welding under the effect of strong constant magnetic field / V. Demchenko, M. Iurzhenko // V Internatitional research and practitice conference: Nanotechnology and nanomaterials "NANO-2017": book of abstract. - Chernivtsi, 2017] дотиканням до нагрітого інструменту зразків ПЕ-80 і ПП-80 за температури 200 °C, тиску 0,2 МПа, витримування 60 с, вилученням нагрітого інструменту з технологічною паузою 3 с, стисненням зразків ПЕ-80 і ПП-80 за температури 200 °C, тиску 0,2 МПа, витримування 60 с, охолодженням зразків ПЕ-80/ПП-80 до кімнатної температури. Цей спосіб пояснюється даними на графічному зображенні (ширококутові рентгенівські дифрактограми зварного з'єднання ПЕ-80/ПП-80: зразок за найближчим аналогом (крива 1) і за запропонованою корисною моделлю (крива 2) і табл. 1. Як видно з графічного зображення, відомий спосіб не забезпечує високої впорядкованості структурних елементів зварного з'єднання, про що свідчить значна висота піка (110) дифракції рентгенівських променів на кривій 1. Експлуатаційні характеристики матеріалу визначаються впорядкованістю структурних елементів зварного з'єднання. Як видно з табл. 1, розривна міцність зварного з'єднання за найближчим аналогом становить 6 МПа. Водночас існують такі вузли конструкцій будівель і трубопроводів, які зазнають значної деформації і тому потребують підвищеної міцності. Також особливі вимоги висуваються до зварювання елементів мікроелектроніки. 30 Таблиця 1 Етапи реалізації способу зварювання ППМ Дотикання зразка до нагрітого інструменту Т-ра, °C І Тиск, МПа Витримування, с Вилучення нагрітого інструмента, технологічна пауза, II тривалість, с Стиснення зварюваних зразків Т-ра, °C ІІІ Тиск, МПа Витримування, с Охолодження зварених зразків IV Тривалість охолодження, хв. Розривна міцність, МПа 35 40 Приклад реалізації способу за найближчим аналогом Зварювані полімери ПЕ-80/ПП-80 200 0,2 60 3 200 0,2 60 6 6 Недоліком відомого способу є те, що він не забезпечує високої впорядкованості структурних елементів зварного з'єднання. Задача запропонованої корисної моделі є розробка способу зварювання поліетиленполіпропіленових матеріалів нагрітим інструментом із забезпеченням кращої впорядкованості структурних елементів зварного з'єднання і підвищеної розривної міцності. Поставлена задача вирішується тим, що спосіб зварювання поліетилен-поліпропіленових матеріалів включає дотикання до нагрітого інструменту зразків поліетилен-поліпропіленових матеріалів за температури 200 °C, тиску 0,2 МПа, витримування 60 с, вилучення нагрітого інструменту з технологічною паузою 3 с, стиснення зразків поліетилен-поліпропіленових матеріалів за температури 200 °C, тиску 0,2 МПа, витримування 60 с, охолодження зразків 1 UA 121610 U 5 10 15 поліетилен-поліпропіленових матеріалів до кімнатної температури, відповідно до корисної моделі, зварювання проводять під дією постійного магнітного поля. Для зварювання брали поліетилен-поліпропіленові матеріали марок ПЕ-80 і ПП-80. Індукція постійного магнітного поля (ПМП) становила 1 Тл. Запропонований спосіб зварювання термопластичних полімерів пояснюється табл. 2 і графічним зображенням (крива 2) і реалізується таким чином: Приклад 1. На першому етапі вміщують нагрітий інструмент у зону дії ПМП. Температура нагрітого інструмента 200 °C. На другому етапі дотикають зразки ПЕ-80 і ПП-80 до нагрітого інструмента в зоні дії ПМП. Температура 200 °C, тиск 0,2 МПа, витримування 60 с. На третьому етапі вилучають нагрітий інструмент із зони дії ПМП, технологічна пауза 3 с. На четвертому етапі зразки ПЕ-80 і ПП-80 піддають стисненню в зоні дії ПМП. Температура 200 °C, тиск 0,2 МПа, витримування 60 с. На п'ятому етапі охолоджують зразки ПЕ-80 і ПП-80 у зоні дії ПМП до кімнатної температури. Тривалість охолодження 6 хв. На шостому етапі вилучають зварений зразок із зони дії ПМП, температура зразка 20 °C. Дифрактограму одержаного зварного з'єднання наведено на графічному зображенні (крива 2). Таблиця 2 Етапи реалізації способу зварювання термопластичних полімерів Приклади реалізації способу згідно з пропонованою KM Зварювані полімери ПЕ-80/ ПП-80 Приклад 1 Вміщення нагрітого інструмента в зону дії ПМП Т-ра, °C Дотикання зразка до нагрітого інструмента в зоні дії ПМП Т-ра, °C II Тиск, МПа Витримування, с Вилучення нагрітого інструмента із зони дії ПМП, III технологічна пауза, тривалість, с Стиснення зварюваних зразків у зоні дії ПМП Т-ра, °C Тиск, МПа Витримування, с Охолодження зварених зразків у зоні дії ПМП V Тривалість охолодження, хв. VI Вилучення зварених зразків із зони дії ПМП Т-ра, °C Розривна міцність, МПа І 20 200 200 0,2 60 3 200 0,2 60 6 20 12 Як видно з графічного зображення, за способом зварювання згідно запропонованої корисної моделі впорядкованість структурних елементів зварного з'єднання зростає (пор. криві 1 і 2 креслення). Зменшення висоти піку (110) свідчить про формування краще впорядкованої структури зварного з'єднання, що підтверджується також поліпшенням розривної міцності матеріалу (пор. величини розривної міцності в таблицях). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб зварювання поліетилен-поліпропіленових матеріалів, що включає дотикання до нагрітого інструменту зразків поліетилен-поліпропіленових матеріалів за температури 200 °C, тиску 0,2 МПа, витримування 60 с, вилученням нагрітого інструменту з технологічною паузою 3 с, стиснення зразків поліетилен-поліпропіленових матеріалів за температури 200 °C, тиску 0,2 МПа, витримування 60 с, охолодження зразків поліетилен-поліпропіленових матеріалів до кімнатної температури, який відрізняється тим, що зварювання проводять під дією постійного магнітного поля. 2 UA 121610 U Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 65/02
Мітки: зварювання, спосіб, матеріалів, поліетилен-поліпропіленових
Код посилання
<a href="https://ua.patents.su/5-121610-sposib-zvaryuvannya-polietilen-polipropilenovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання поліетилен-поліпропіленових матеріалів</a>
Спосіб зварювання поліетиленових матеріалів

Номер патенту: 116126
Опубліковано: 10.05.2017
Автори: Демченко Валерій Леонідович, Юрженко Максим Володимирович
МПК: B23K 20/06, B29C 65/02, B29K 27/00, C08J 3/28, B23K 101/00
Мітки: зварювання, поліетиленових, матеріалів, спосіб
Формула / Реферат:
Спосіб зварювання поліетиленових матеріалів шляхом дотикання до нагрітого інструмента зразків поліетиленових матеріалів за температури 200 °C, тиску 0,2 МПа, витримування 60 с, вилучення нагрітого інструмента з технологічною паузою 3 с, стиснення зразків поліетиленових матеріалів за температури 200 °C, тиску 0,2 МПа, витримування 60 с, охолодження зразків поліетиленових матеріалів до кімнатної температури, який відрізняється тим, що...
Спосіб зварювання поліетилену
Номер патенту: 111544
Опубліковано: 10.11.2016
Автори: Демченко Валерій Леонідович, Юрженко Максим Володимирович
МПК: B29C 65/02
Мітки: поліетилену, спосіб, зварювання
Формула / Реферат:
Спосіб зварювання поліетилену, що включає дотикання до нагрітого інструмента зразків поліетилену за температури 200 °C, тиском 0,2 МПа, витримування 60 с, вилучення нагрітого інструмента з технологічною паузою 3 с, стиснення зразків поліетилену за температури 200 °C, тиском 0,2 МПа, витримування 60 с, охолодження зразків поліетилену до кімнатної температури, який відрізняється тим, що зварювання проводять під дією постійного...
Спосіб зварювання матеріалів методом божко
Номер патенту: 94337
Опубліковано: 26.04.2011
Автори: Божко Михайло Миколайович, Божко Георгій Миколайович
МПК: B29C 65/04
Мітки: божко, методом, матеріалів, зварювання, спосіб
Формула / Реферат:
1. Спосіб зварювання пласких пластичних матеріалів, за яким місце з'єднання приєднувальних частин пластичних матеріалів розташовують на металевій плиті, притискають електродом, і включають струм для зварювання, після чого електрод відводять від місця зварювання, який відрізняється тим, що попередньо утворюють на частинах матеріалів для зварювання фігурний край і такої ж форми електрод та ізолятор, на фігурний край однієї з частин кладуть...
Спосіб зварювання плівок із полімерних матеріалів та пристрій для його здійснення
Номер патенту: 72386
Опубліковано: 15.02.2005
Автори: Крамаренко Лариса Миколаївна, Фесенко Олександр Михайлович
МПК: B29C 65/02
Мітки: спосіб, плівок, здійснення, зварювання, полімерних, матеріалів, пристрій
Формула / Реферат:
1. Спосіб зварювання плівок із полімерних матеріалів, який включає контакт з'єднуваних поверхонь, їх стискання та нагрів за допомогою зварювального електрода, який відрізняється тим, що нагрів з'єднуваних поверхонь проводять за допомогою постійно нагрітого до температури 156-158 °С зварювального електрода, а стискання - з силою 5-6 МПа протягом 3,7-4 сек.2. Пристрій для зварювання плівок із полімерних матеріалів, який включає раму з...
Спосіб для лазерного зварювання матеріалів
Номер патенту: 69280
Опубліковано: 25.04.2012
Автори: Циганок Борис Архипович, Чапний Тарас Михайлович
МПК: B23K 26/00
Мітки: матеріалів, зварювання, спосіб, лазерного
Формула / Реферат:
Спосіб для лазерного зварювання матеріалів, що включає подачу генерованого лазерного випромінювання до зварюваних деталей, подачу імпульсів напруги з джерела живлення до ТЕА-СО2 лазеру, який відрізняється тим, що температуру зварювального шва вимірюють та порівнюють у логічному пристрої із заздалегідь заданою температурою і, за результатом, регулюють потужність лазерного випромінювання.
Попередній патент: Спосіб відбору субстанцій для цілеспрямованого пошуку оригінальних біологічно активних сполук з аналептичною активністю на моделі кетамінового наркозу
Наступний патент: Спосіб діагностування тепловозних двигунів внутрішнього згоряння за нерівномірністю частоти обертання колінчастого вала та параметрами пускового струму
Випадковий патент: Пристрій для отримання модифікованого яблучно-пектинового пюре