Інструмент для обробки робочих середовищ
Номер патенту: 121950
Опубліковано: 26.12.2017
Автори: Шабалов Антон Олександрович, Тетерятник Олександр Анатолійович, Клічес Влас Андрійович, Костенюк Олександр Олександрович, Фомін Анатолій Вікторович
Формула / Реферат
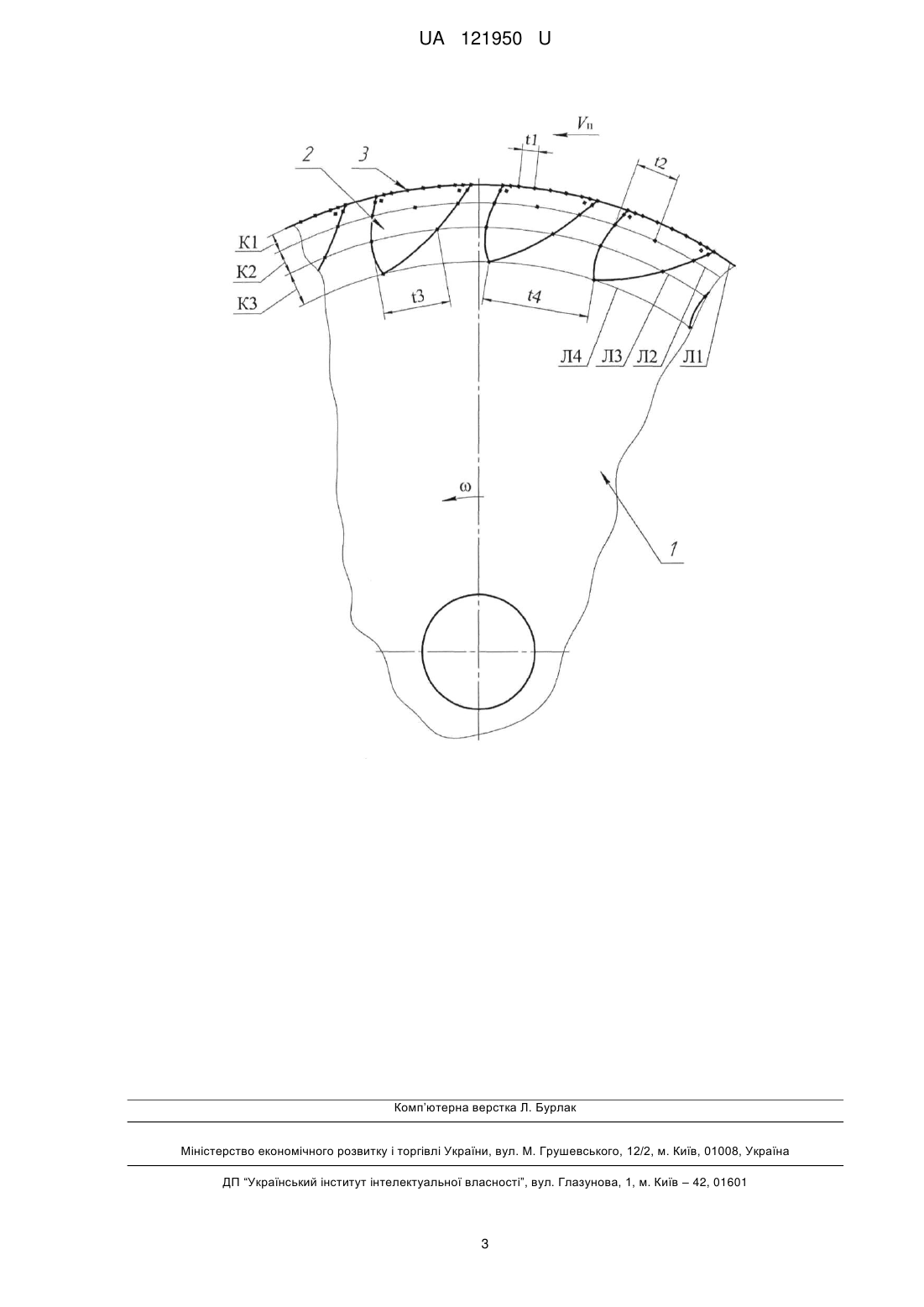
Інструмент для обробки робочих середовищ, що містить корпус і робочий алмазоносний шар (сегменти) з програмованим розташуванням алмазних зерен, який відрізняється тим, що в першій лінії різання, що розташована на найбільшій відстані від осі обертання інструмента, алмазні зерна розташовані з найменшим кроком, а в наступних лініях різання, чим ближча вона до осі обертання інструмента, тим більший крок розташування алмазних зерен в ній, а також відстань між сусідніми лініями різання (крок розташування ліній різання) збільшується від периферії до осі обертання інструмента, крок розташування додатково зменшується і додатково розташовуються алмазні зерна в міжлінійнорізальній площині на початку і кінці сегмента.
Текст
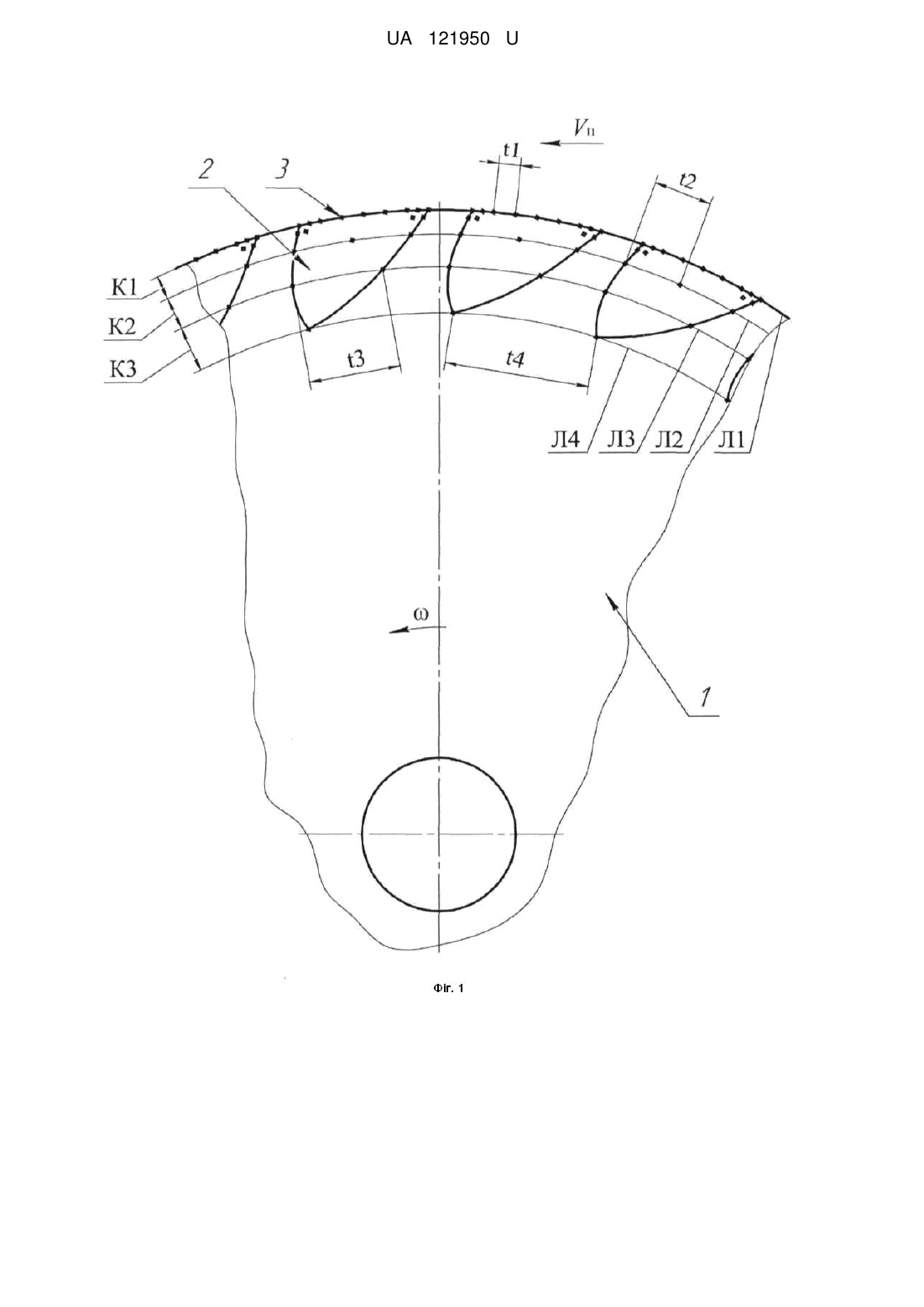
Реферат: Інструмент для обробки робочих середовищ містить корпус і робочий алмазоносний шар (сегменти) з програмованим розташуванням алмазних зерен. В першій лінії різання, що розташована на найбільшій відстані від осі обертання інструмента, алмазні зерна розташовані з найменшим кроком, а в наступних лініях різання, чим ближча вона до осі обертання інструмента, тим більший крок розташування алмазних зерен в ній, а також відстань між сусідніми лініями різання (крок розташування ліній різання) збільшується від периферії до осі обертання інструмента. Крок розташування додатково зменшується і додатково розташовуються алмазні зерна в міжлінійнорізальній площині на початку і кінці сегмента. UA 121950 U (12) UA 121950 U UA 121950 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області обробки гірських порід, будівельних матеріалів та конструкцій і може бути використана в робочих органах для шліфування і полірування цих матеріалів. Відомий інструмент для обробки (шліфування і полірування) робочих середовищ (головки АГШГ, АГШЧ (рис. 67), АГП (рис. 71), Ю.И. Сычев, Ю.Я. Берлин. Шлифовально-полировальные и фрезерные роботы по камню. - М.: Стройиздат, 1985. [1]), який складається з корпусу і робочого алмазоносного шару. Недоліком даного інструмента є підвищені енергоємність шліфування і знос алмазів, знижені продуктивність обробки робочих середовищ і якість оброблювальної поверхні внаслідок того, що робочий алмазоносний шар розташований по всьому діаметру торцевої поверхні корпусу. За такої форми робочого алмазоносного шару найбільше число проходів алмазних зерен над поверхнею, що оброблюється, припадає на поверхню, що співпадає з поздовжньою віссю інструмента (вісь, що співпадає з напрямком швидкості подачі Vп). В цьому випадку над цією поверхнею проходять всі алмазні зерна інструмента. Чим поверхня далі від поздовжньої осі і ближче до периферії інструмента, тим менша кількість алмазних зерен проходять над нею. Над поверхнею, що співпадає з перетином зовнішнього кола інструмента з його поперечною віссю (вісь, що перпендикулярна до поздовжньої осі), проходить тільки одне алмазне зерно, що розташовано на найбільшій відстані від осі обертання інструмента. Таким чином, різко нерівномірна обробка матеріалу знижує якість оброблювальної поверхні, потребує більшої кількості проходів інструмента над поверхнею, що оброблюється, або зниження швидкості подачі інструмента, що зменшує продуктивність і збільшує енергоємність обробки робочих середовищ. Нерівномірне навантаження на робочі зерна і зальне збільшення часу, що витрачається на обробку одиниці поверхні робочого середовища не тільки зменшує продуктивність робіт і збільшує енергоємність обробки, але і збільшує знос алмазних зерен. Найближчим аналогом за технічною суттю і ефектом, що досягається, є інструмент - круг АПС-2, рис. 64, [1], який містить корпус і робочий алмазоносний шар, сформований з комплекту швидкоз'ємних алмазних елементів, розташованих на периферії торцевої поверхні корпуса. За такої форми робочого алмазоносного шару збільшується рівномірність обробки робочого середовища, і покращуються перераховані якісні показники роботи інструмента, однак вони всетаки залишаються недостатньо високими. Задачею корисної моделі є зменшення енергоємності обробки робочих середовищ, витрати алмазів, підвищення продуктивності робіт та якості обробленої поверхні матеріалу. Суть корисної моделі пояснюється кресленням, де зображено фрагмент торцевої робочої поверхні інструмента (схема). Інструмент для обробки робочих середовищ складається з корпусу 1, який містить робочий алмазоносний шар 2; останній виконаний з програмованим розташуванням алмазних зерен 3 (див. Деклараційний патент України 63651 А. Алмазний різальний елемент (шар) 15.01.2014, бюл № 1) таким чином, що в першій лінії різання Л1 (лінія різання характеризується однаковою відстанню (радіусом) розташування алмазних зерен від осі обертання інструмента), що розташована на найбільшій відстані від осі обертання, найбільша відносна концентрація алмазних зерен 3 (найменша відстань від сусідніми алмазними зернами (найменший крок розташування алмазних зерен (t1)). В наступних лініях різання Л2, Л3, Л4, чим ближча вона до осі обертання інструмента, тим більший крок розташування алмазних зерен t2, t3, t4, а також відстань між сусідніми лініями різання (крок розташування ліній різання К1, К2, К3) збільшується від периферії до центра інструмента (осі обертання інструмента). Таким чином значно вирівнюється кількість проходів алмазних зерен над будь-якою поверхнею матеріалу, що оброблюється. Крок розташування алмазних зерен в лінії різання, а також крок розташування ліній різання, визначається фізико-механічними характеристиками робочого середовища, що оброблюється, характеристиками робочого алмазоносного шару і параметрами процесу обробки матеріалу. За переривчастого (сегментного) робочого алмазоносного шару, коли відстань між сегментами в певній лінії різання, більша, ніж крок розташування в ній алмазних зерен, на початку і кінці сегмента крок розташування додатково зменшується і додатково розташовуються алмазні зерна в міжлінійнорізальній площині. Це знижує нерівномірність навантаження на алмазні зерна, що знаходяться на початку сегмента і вирівнює рівномірність обробки поверхні робочого середовища. Інструмент для обробки робочих середовищ працює наступним чином. При наданні інструменту обертального руху з кутовою швидкістю ω і поступального руху зі швидкістю подачі Vп, алмазні зерна 3 алмазоносного шару 2 виконують різання матеріалу, з яким вони знаходяться в контакті. Алмазні зерна 3, що знаходяться в певній лінії різання Л1, Л2, 1 UA 121950 U 5 10 15 20 25 Л3, Л4, розробляють робоче середовище шириною, що дорівнює величині діаметру лінії різання, в якій вони знаходяться. Ширина обробки вимірюється в напрямку, перпендикулярному швидкості подачі Vп. Найбільшу ширину обробки виконують алмазні зерна, що знаходяться в першій лінії різання Л1, найменшу - в лінії різання Л4. Таким чином алмазні зерна 3, що знаходяться в першій лінії різання Л1 оброблюють всю ширину робочого середовища, що дорівнює діаметру інструмента. Алмазні зерна, що знаходяться в другій лінії різання Л2, оброблюють ширину робочого середовища, що дорівнює діаметру лінії Л2 і робоче середовище, що знаходиться між лініями Л1 і Л2 не обробляють. Алмазні зерна, що знаходяться в лінії Л3, не оброблюють середовище, що заходяться між лініями Л1 і Л3 і т.д. Внаслідок цього для підвищення рівномірності обробки і забезпечення достатньої поверхні контакту інструмента з робочим середовищем, найбільша концентрація алмазних зерен повинна бути розташована в першій лінії Л1, що виконує основну роботу по обробці робочого середовища найбільшої ширини. Алмазні зерна в лініях, що оброблюють все меншу ширину, для збільшення рівномірності обробки матеріалу (максимального вирівнювання кількості проходів алмазних зерен над одиницею площі поверхні матеріалу), концентрація алмазних зерен зменшується, відстань між лініями збільшується. Тобто доля алмазних зерен, що оброблюють всю ширину матеріалу збільшується, що збільшує рівномірність обробки матеріалу по всій ширині обробки. Крім цього для забезпечення рівномірності обробки поверхні матеріалу, за межсегментної відстані більшої, ніж крок розташування алмазних зерен в лінії різання, їх крок розташування на початку і в кінці сегмента зменшується, а також алмазні зерна розташовуються додатково між лініями різання. Всі перераховані відмінності значно поліпшують рівномірність обробки поверхні робочого середовища, що значно поліпшує всі якісні показники обробки. Таким чином рішення, що пропонується, у порівнянні з прототипом має такі переваги: - підвищену продуктивність обробки; - підвищену якість обробки; - знижену енергоємність обробки; - знижену витрату алмазних зерен. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Інструмент для обробки робочих середовищ, що містить корпус і робочий алмазоносний шар (сегменти) з програмованим розташуванням алмазних зерен, який відрізняється тим, що в першій лінії різання, що розташована на найбільшій відстані від осі обертання інструмента, алмазні зерна розташовані з найменшим кроком, а в наступних лініях різання, чим ближча вона до осі обертання інструмента, тим більший крок розташування алмазних зерен в ній, а також відстань між сусідніми лініями різання (крок розташування ліній різання) збільшується від периферії до осі обертання інструмента, крок розташування додатково зменшується і додатково розташовуються алмазні зерна в міжлінійнорізальній площині на початку і кінці сегмента. 2 UA 121950 U Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24D 5/00
Мітки: інструмент, середовищ, обробки, робочих
Код посилання
<a href="https://ua.patents.su/5-121950-instrument-dlya-obrobki-robochikh-seredovishh.html" target="_blank" rel="follow" title="База патентів України">Інструмент для обробки робочих середовищ</a>
Інструмент правлячий з розташуванням алмазних зерен ланцюжком по осі корпуса

Номер патенту: 116942
Опубліковано: 12.06.2017
Автори: Стасюк Володимир Володимирович, Стасюк Надія Леонідівна, Ковтанюк Сергій Васильович
МПК: B24B 53/047
Мітки: ланцюжком, корпуса, осі, алмазних, інструмент, зерен, розташуванням, правлячий
Формула / Реферат:
1. Інструмент правлячий з розташуванням алмазних зерен ланцюжком по осі корпуса, який містить корпус та робочу частину, що виготовлена методом порошкової металургії та включає зв'язку та алмазні зерна крупної і мілкої зернистості, що розташовують щонайменше в один шар, який відрізняється тим, що розмір алмазних зерен мілкої зернистості складає ±1/4 розміру зерен крупної зернистості.2. Інструмент правлячий з розташуванням алмазних...
Інструмент для алмазної або абразивної обробки отворів
Номер патенту: 101565
Опубліковано: 10.04.2013
Автори: ЩЕРБИНА КИРИЛО КОСТЯНТИНОВИЧ, Підгаєцький Михайло Матвійович
МПК: B23D 77/00, B24B 33/00
Мітки: отворів, інструмент, абразивної, обробки, алмазної
Формула / Реферат:
1. Інструмент для алмазної або абразивної обробки отворів, виконаний у вигляді циліндричного тіла, на зовнішній поверхні якого розташовані алмазні або абразивні зерна у вигляді брусків, розміщених в пазах, або суцільним шаром окремих зерен, які утворюють переривчату поверхню різання, який відрізняється тим, що циліндричне тіло виконане у вигляді порожнистого циліндра, котрий перетинає наскрізний замкнений гвинтовий паз, який утворює в межах...
Стенд для дослідження і моделювання процесу різання робочих середовищ
Номер патенту: 44579
Опубліковано: 12.10.2009
Автори: Слободчиков Віталій Валерійович, Аржаєв Геннадій Олександрович, Пелевін Леонід Євгенійович
Мітки: різання, робочих, моделювання, процесу, середовищ, дослідження, стенд
Формула / Реферат:
Стенд для дослідження і моделювання процесу різання робочих середовищ, що містить контейнер зі зразком робочого середовища, прилад для створення зусилля різання різцем, різцетримач, механізм зміни глибини різання з рамою, яка має степінь вільності у вертикальному напрямку, вертикальний пружний елемент, з'єднаний з рамою механізму зміни глибини різання, і горизонтальний пружний елемент, причому пружні елементи оснащені перетворювачами...
Інструмент правлячий з пошаровим розташуванням алмазних зерен різної величини
Номер патенту: 98039
Опубліковано: 10.04.2015
Автори: Ковтанюк Сергій Васильович, Стасюк Надія Леонідівна, Стасюк Володимир Володимирович
МПК: B24B 53/00
Мітки: пошаровим, величини, зерен, правлячий, алмазних, розташуванням, інструмент, різної
Формула / Реферат:
Інструмент правлячий з пошаровим розташуванням алмазних зерен різної величини, що містить корпус і робочу частину, що виготовлена методом порошкової металургії, яка включає зв'язку та алмазні зерна крупної і мілкої зернистості, що розташовують щонайменше в один шар, який відрізняється тим, що розмір алмазних зерен мілкої зернистості складає 0,1-0,7 розміру зерен крупної зернистості, а як алмазні зерна використовують високоякісні синтетично...
Стенд для дослідження і моделювання процесу різання робочих середовищ
Номер патенту: 48380
Опубліковано: 10.03.2010
Автори: Аржаєв Геннадій Олександрович, Пелевін Леонід Євгенійович, Слободчиков Віталій Валерійович
Мітки: моделювання, середовищ, дослідження, робочих, різання, стенд, процесу
Формула / Реферат:
Стенд для дослідження і моделювання процесу різання робочих середовищ, що містить контейнер зі зразком робочого середовища, причому контейнер встановлений у горизонтальних напрямних відносно рами механізму зміни глибини різання і взаємодіє із консоллю вертикального пружного елемента, прилад для створення зусилля різання різцем, механізм зміни глибини різання з рамою, яка має ступінь вільності у вертикальному напрямку, вертикальний пружний...
Попередній патент: Роторно-пульсаційний апарат з ротором, що вібрує
Наступний патент: Спосіб відновлення мікрофлори слизових оболонок ротової порожнини при генералізованому пародонтиті у наркозалежних з токсичним гепатитом
Випадковий патент: Пристрій для визначення лишків за довільним модулем m модулярної системи числення