Спосіб отримання порожнистих виробів з фланцем
Номер патенту: 122023
Опубліковано: 26.12.2017
Автори: Абхарі Пейман, Таган Любов Вікторівна, Картамишев Дмитро Олександрович, Алієва Лейла Іграмотдіновна
Формула / Реферат
Спосіб отримання порожнистих виробів з фланцем, який полягає у радіально-зворотному видавлюванні металу в порожнину, утворену напівматрицями, який відрізняється тим, що на заключній стадії процесу деформування виконують осадження утвореного фланця переміщенням верхньої напівматриці.
Текст
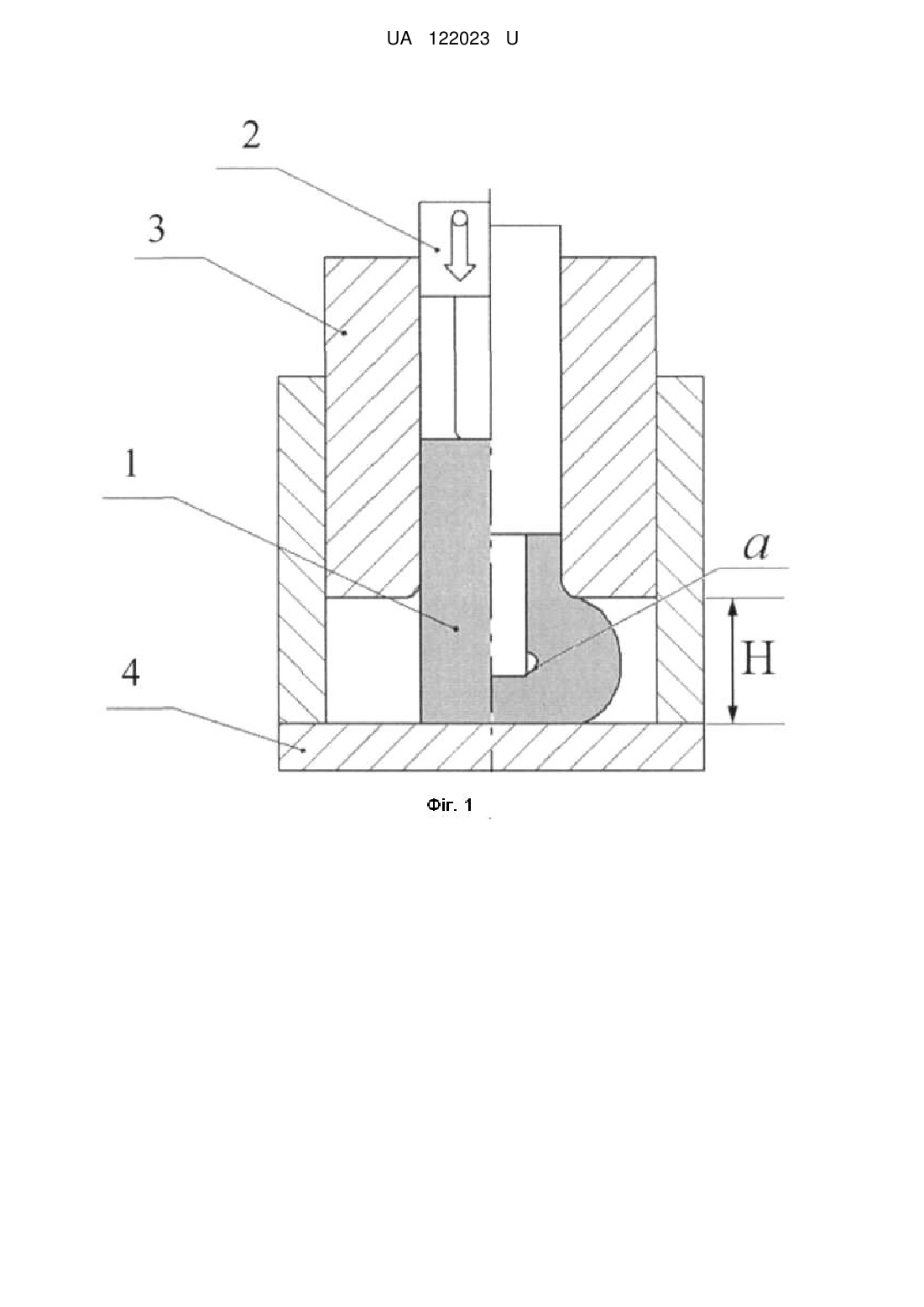
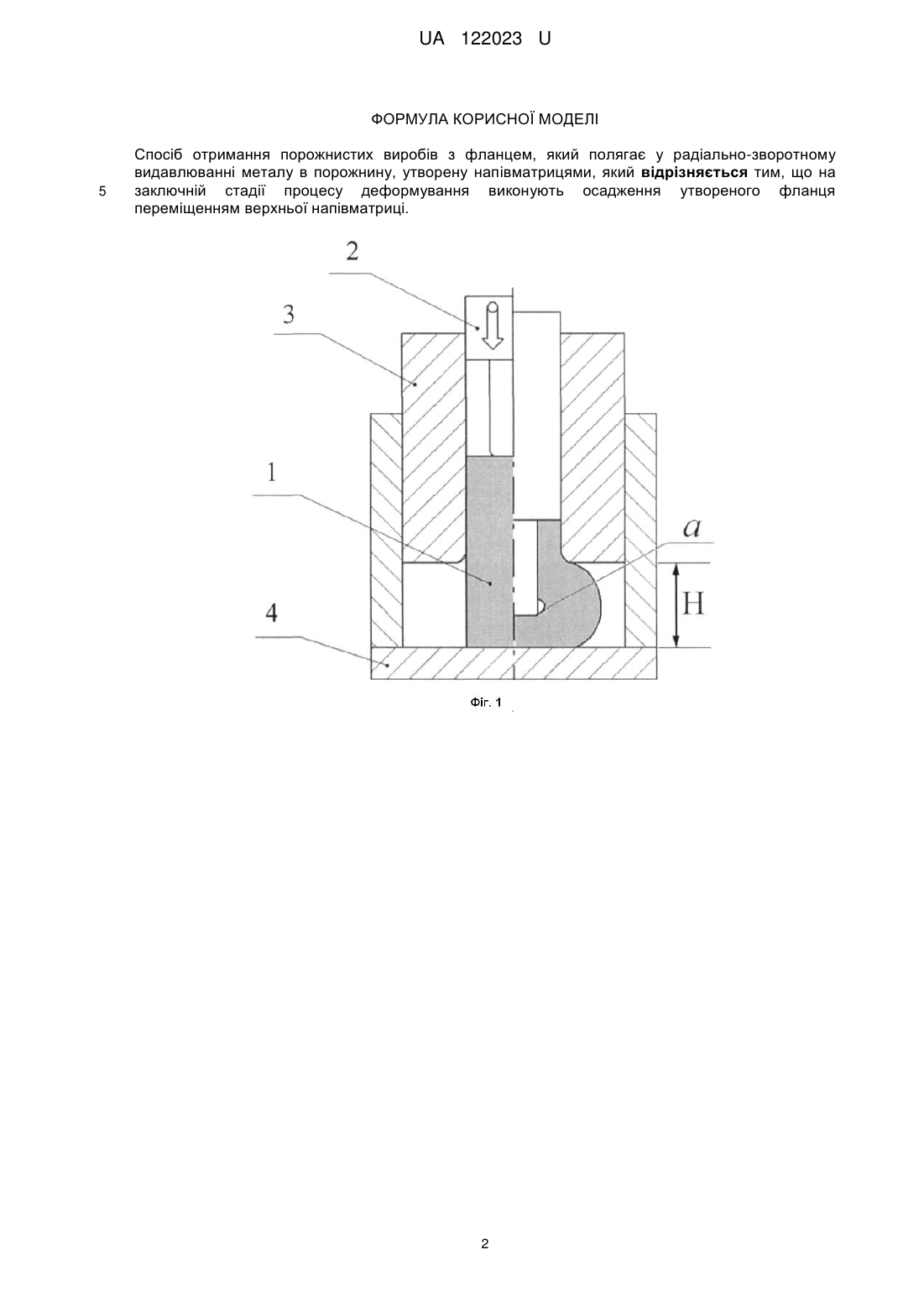
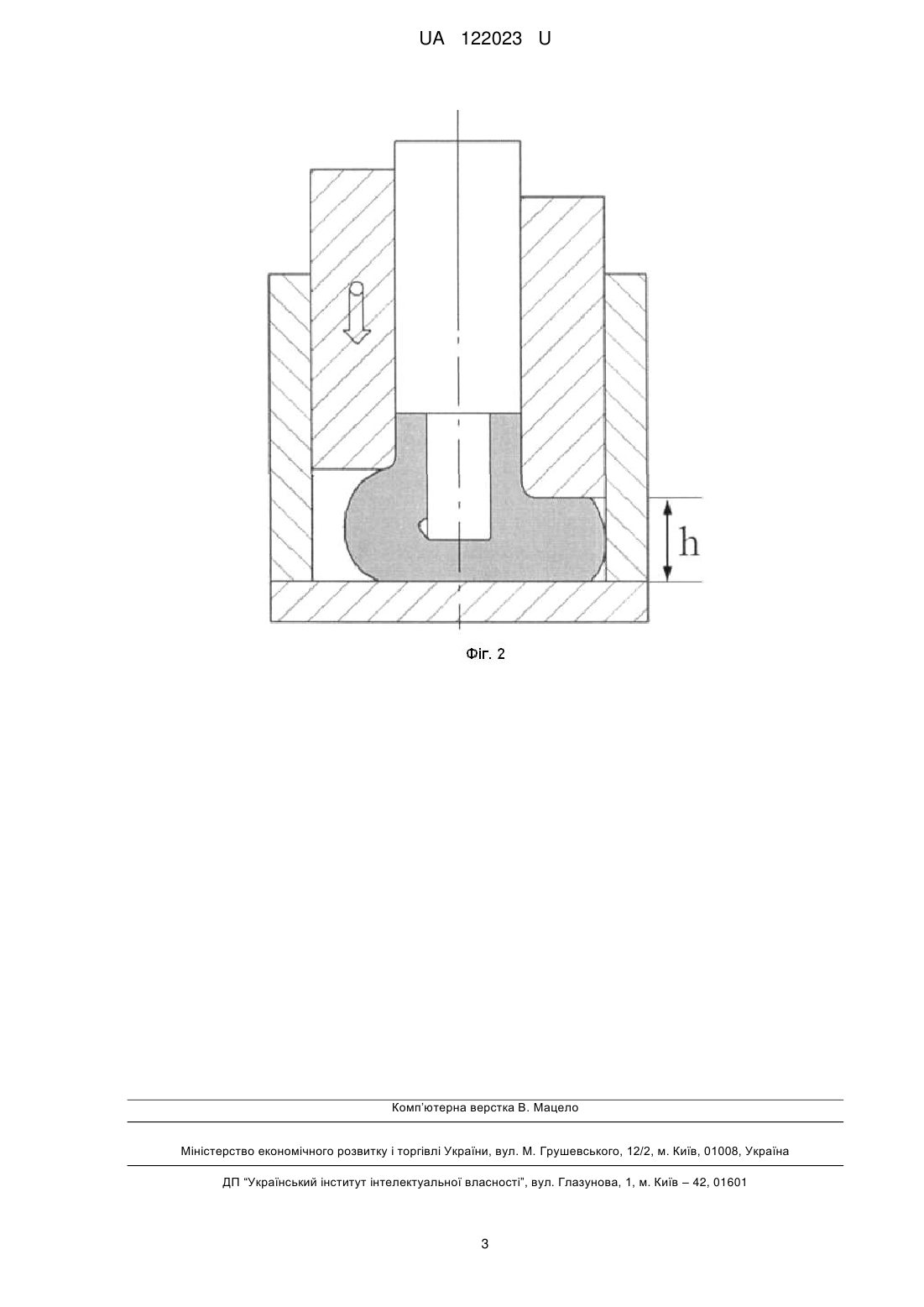
Реферат: Спосіб отримання порожнистих виробів з фланцем полягає у радіально-зворотному видавлюванні металу в порожнину, утворену напівматрицями. На заключній стадії процесу деформування виконується осадження утвореного фланця переміщенням верхньої напівматриці. UA 122023 U (54) СПОСІБ ОТРИМАННЯ ПОРОЖНИСТИХ ВИРОБІВ З ФЛАНЦЕМ UA 122023 U UA 122023 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може знайти застосування при отриманні видавлюванням порожнистих виробів з фланцем. Відомий спосіб отримання порожнистих виробів з фланцем, згідно з яким до торця заготівки, яка розміщена в нерухомій матриці, прикладається деформуюче зусилля пуансона і виконується радіальне видавлювання металу, в результаті чого утворюється деталь з фланцем [1]. Відомий спосіб отримання порожнистих виробів з фланцем, обраний нами як найближчий аналог, який полягає у радіально-зворотному видавлюванні металу в порожнину, утворену напівматрицями [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є радіальнозворотне видавлювання металу в порожнину, утворену напівматрицями, з радіальною течією металу в кругову поперечну порожнину з формуванням фланця та зі зворотною течією металу з формуванням стінки виробу, в результаті чого отримують порожнисті вироби типу стакану з фланцем. Відомий спосіб не забезпечує отримання якісних виробів, тому що при видавлюванні стакана з відносно високим фланцем за рахунок інтенсивної радіальної течії в області утворення фланця біля дна порожнини виникає дефект типу утягнення (піднутрення порожнини стакана). В основу корисної моделі поставлена задача вдосконалення відомого способу отримання порожнистих виробів з фланцем та поліпшення якості деталей типу стакана з фланцем за рахунок усунення утягнення біля дна порожнини. Поставлена задача вирішується за рахунок того, що на заключній стадії процесу деформування виконується осадження утвореного фланця переміщенням верхньої напівматриці. При осадженні фланця метал тече також в напрямку до центру заготівки, що сприяє заповненню утягнення. Таким чином, утягнення усувається, в результаті чого підвищується якість деталі типу стакана з фланцем, що штампується. Суть корисної моделі пояснюється кресленням, на якому зображено: - Фіг. 1 - початкова стадія процесу радіально-зворотного видавлювання деталі типу стакана з фланцем; - Фіг. 2 - схема усунення утягнення α шляхом руху напівматриці на заключній стадії процесу. Отримання деталей типу стакана з фланцем здійснюється в такий спосіб. Заготівка 1 з підготовленою поверхнею, переважно холодна, укладається в штамп, який включає деформуючий пуансон 2, верхню 3 та нижню 4 напівматриці. З початком руху пуансона 2 починається процес деформування заготівки 1 і на першому етапі в результаті комбінованого радіально-зворотного видавлювання металу в порожнину напівматриць 3 і 4, утворюється деталь типу стакана з фланцем з технологічною висотою Н (Н = (1,2…1,3) h, де h - необхідна висота фланця готового виробу). За рахунок радіальної течії металу в кругову поперечну порожнину формується фланець виробу, а зворотною течією металу формується стінка стакану. Причому на внутрішній поверхні деталі в області утворення фланця (переважно відносно високого) в результаті інтенсивної радіальної течії біля дна порожнини стакана утворюється дефект типу утягнення (піднутрення порожнини стакана) α. Це відбувається при досягненні пуансоном 2 області утворення фланця. На другому етапі процесу деформування, тобто на заключній стадії процесу, рух пуансона 2, як правило, припиняється, і виконується осадження утвореного фланця. Для цього переміщують вниз верхню напівматрицю 3, в результаті чого технологічна висота фланця Н зменшується до необхідної висоти фланця h. При осадженні фланця метал тече і в напрямку до центру виробу та заповнює утягнення α, за рахунок чого цей дефект усувається. При досягненні необхідних розмірів виробу рух інструментів припиняється, деталь виймається із штампу і цикл штампування продовжується. Застосування пропонованого способу отримання порожнистих виробів з фланцем дозволяє отримувати деталі типу стакана з фланцем з усуненням дефектів форми типу утягнення. Це забезпечує поліпшення якості виробів і підвищення продуктивності їх виготовлення. Джерела інформації: 1. А.с. 1038050 СССР, МКИ B21J 13/12. Штамп для радиального выдавливания / И.С. Алиев, К.Д. Махмудов. - № 3435062/25-27; заявл. 07.05.1982 // Открытия. Изобретения. - 1983. - № 32. 2. Алиева Л.И. Процессы комбинированного пластического деформирования и выдавливания / Л.И. Алиева // Обработка материалов давлением: сборник научных трудов. Краматорск: ДГМА, 2016. - № 1 (42). - С. 100-108. 60 1 UA 122023 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб отримання порожнистих виробів з фланцем, який полягає у радіально-зворотному видавлюванні металу в порожнину, утворену напівматрицями, який відрізняється тим, що на заключній стадії процесу деформування виконують осадження утвореного фланця переміщенням верхньої напівматриці. 2 UA 122023 U Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21K 21/08
Мітки: виробів, порожнистих, спосіб, фланцем, отримання
Код посилання
<a href="https://ua.patents.su/5-122023-sposib-otrimannya-porozhnistikh-virobiv-z-flancem.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання порожнистих виробів з фланцем</a>
Спосіб отримання порожнистих виробів з тонким дном
Номер патенту: 117796
Опубліковано: 10.07.2017
Автори: Гончарук Христина Василівна, Алієва Лейла Іграмотдіновна, Таган Любов Вікторівна, Абхарі Пейман
МПК: B21K 21/00, B21J 5/00, B21C 23/20
Мітки: тонким, спосіб, дном, отримання, порожнистих, виробів
Формула / Реферат:
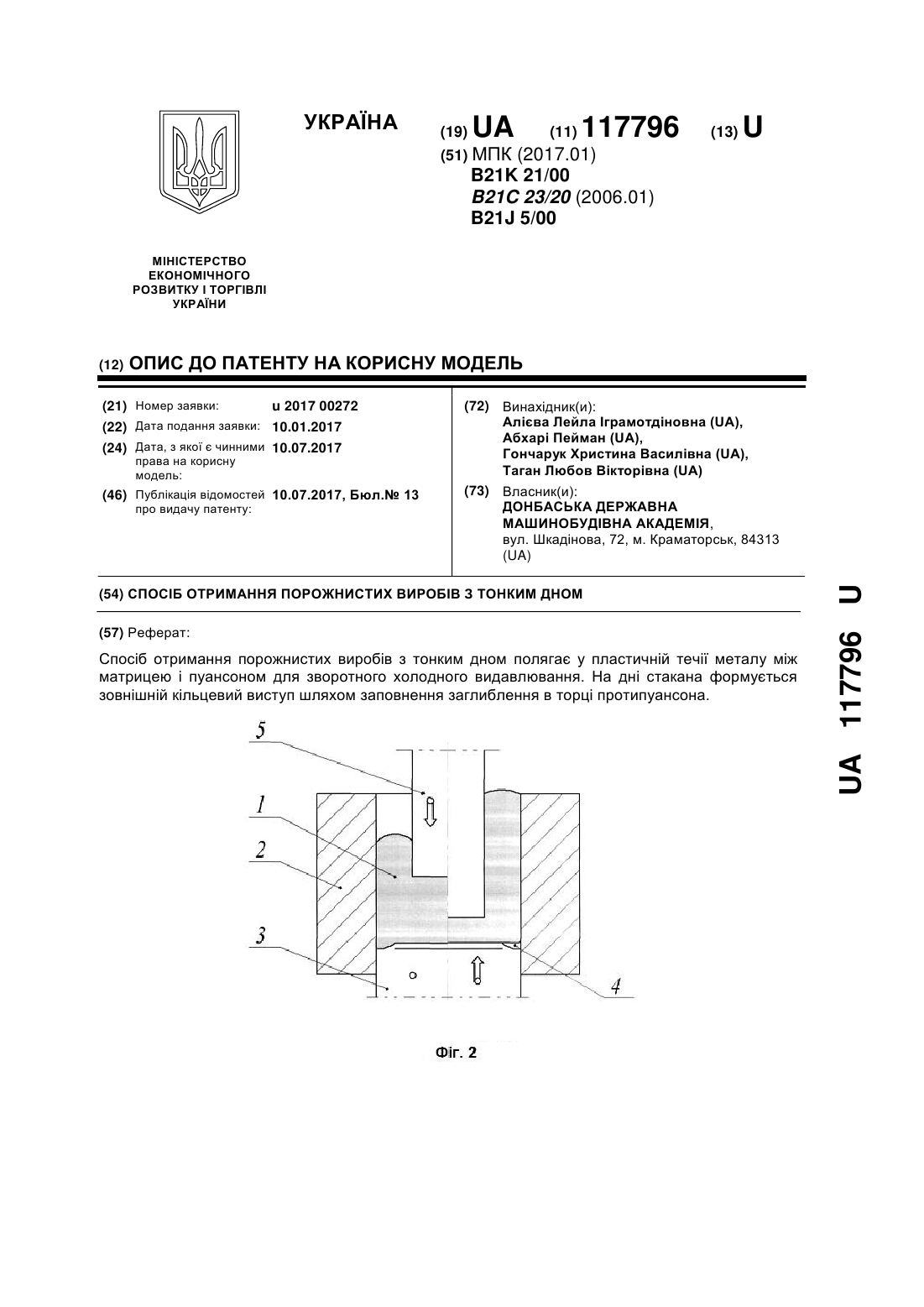
Спосіб отримання порожнистих виробів з тонким дном, який полягає у пластичній течії металу між матрицею і пуансоном для зворотного холодного видавлювання, який відрізняється тим, що на дні стакана формується зовнішній кільцевий виступ шляхом заповнення заглиблення в торці протипуансона.
Спосіб ротаційного витягання порожнистих деталей з фланцем
Номер патенту: 79208
Опубліковано: 10.04.2013
Автори: Чорна Валентина Ігорівна, Чесноков Олексій Вікторович
МПК: B21D 22/14
Мітки: фланцем, ротаційного, деталей, витягання, порожнистих, спосіб
Формула / Реферат:
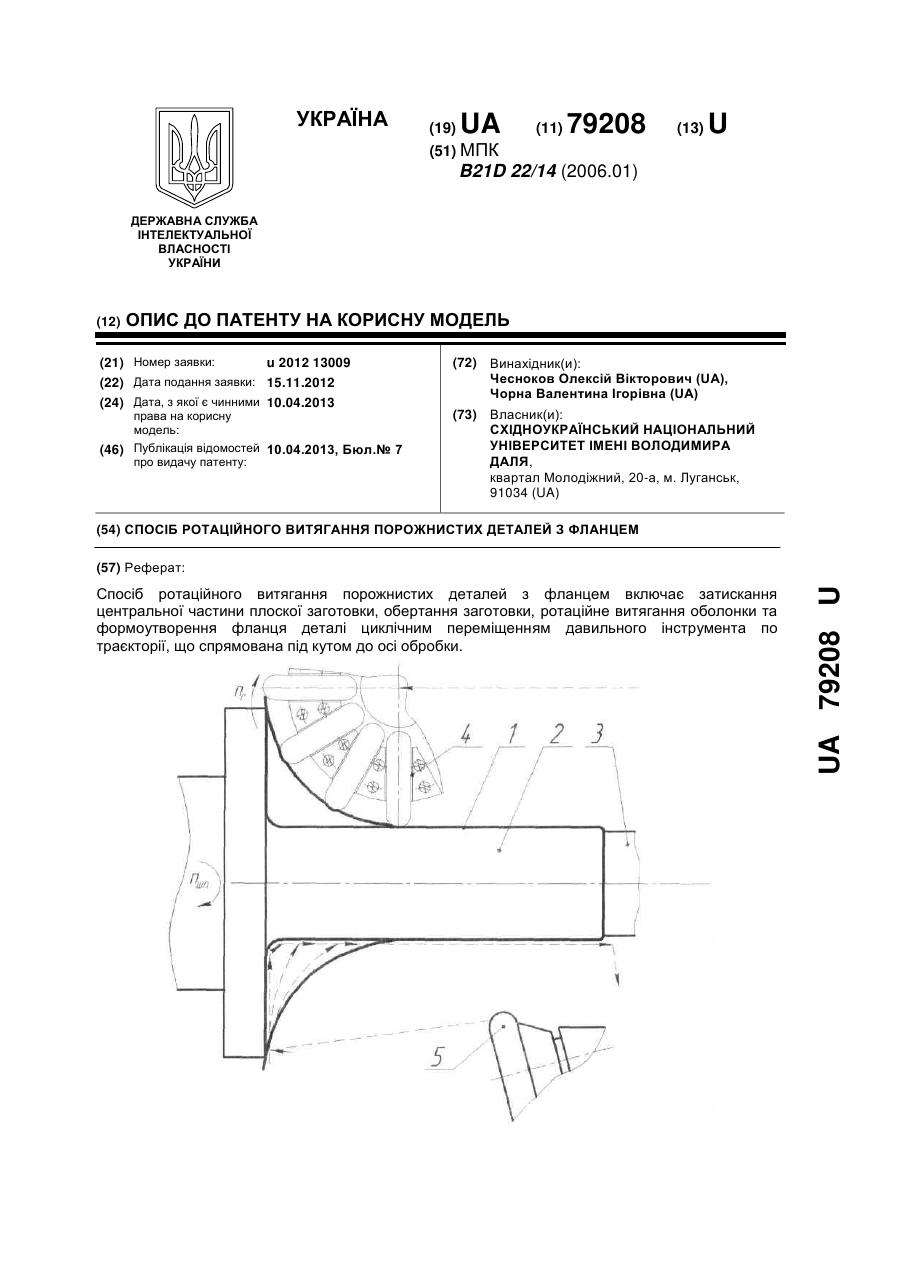
Спосіб ротаційного витягання порожнистих деталей з фланцем, що полягає у затисканні центральної частини плоскої заготовки, обертанні заготовки, ротаційному витяганні оболонки та формоутворенні фланця деталі циклічним переміщенням давильного інструмента по траєкторії, що спрямована під кутом до осі обробки, формоутворення фланця здійснюють під час переміщення давильного інструмента у напрямі від периферії фланця до поверхні, що примикає до...
Штамп для отримання порожнистих деталей з зовнішнім та внутрішнім фланцем
Номер патенту: 65528
Опубліковано: 12.12.2011
Автори: Грудкіна Наталія Сергіївна, Алієва Лейла Іграмотдіновна, Мартинов Сергій Володимирович
МПК: B21J 13/02
Мітки: отримання, фланцем, порожнистих, зовнішнім, штамп, внутрішнім, деталей
Формула / Реферат:
Штамп для отримання порожнистих деталей з зовнішнім та внутрішнім фланцем, який містить контейнер, нижню півматрицю, верхню півматрицю, на котру спирається блок пружин та до якої приєднані тяги, який відрізняється тим, що до конструкції штампа входить порожнистий пуансон та протипуансон, верхня оправка, що підпружинена, та нижня оправка.
Штамп для отримання порожнистих деталей з внутрішнім фланцем
Номер патенту: 51884
Опубліковано: 10.08.2010
Автори: Грудкіна Наталія Сергіївна, Мартинов Сергій Володимирович, Алієва Лейла Іграмотдіновна
МПК: B21J 13/02
Мітки: внутрішнім, штамп, отримання, фланцем, порожнистих, деталей
Формула / Реферат:
Штамп для отримання порожнистих деталей з внутрішнім фланцем, який містить пуансон, оправку, порожнистий контрпуансон та матрицю, який відрізняється тим, що оправка, яка є рухливою, закріплена в траверсі, що розташована в порожнині плити, і спирається на пружини та переміщується за допомогою штовхачів.
Спосіб виготовлення порожнистих виробів типу стакана
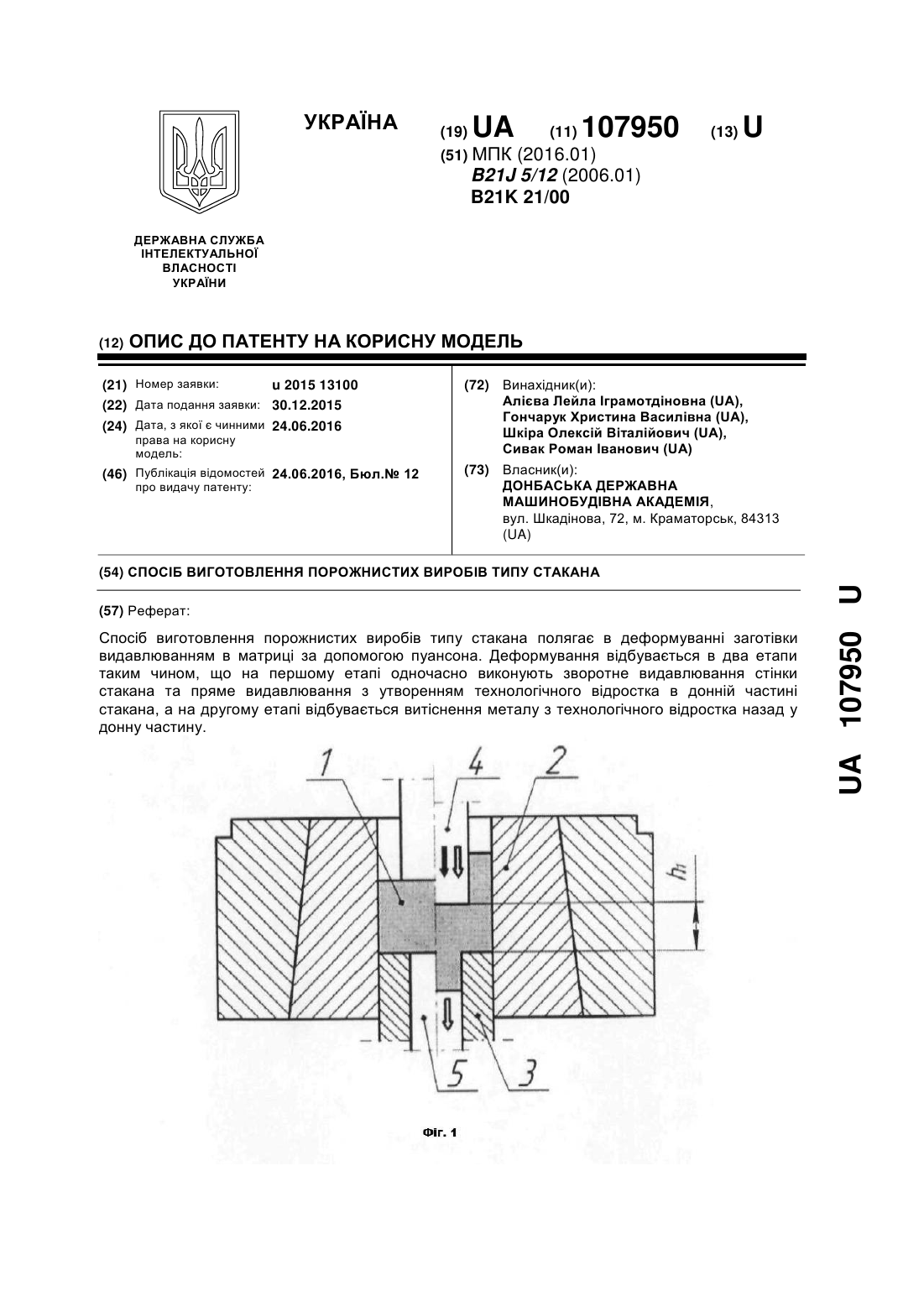
Номер патенту: 107950
Опубліковано: 24.06.2016
Автори: Алієва Лейла Іграмотдіновна, Сивак Роман Іванович, Шкіра Олексій Віталійович, Гончарук Христина Василівна
МПК: B21K 21/00, B21J 5/12
Мітки: типу, виробів, виготовлення, спосіб, стакана, порожнистих
Формула / Реферат:
Спосіб виготовлення порожнистих виробів типу стакана, що полягає в деформуванні заготівки видавлюванням в матриці за допомогою пуансона, який відрізняється тим, що деформування відбувається в два етапи таким чином, що на першому етапі одночасно виконують зворотне видавлювання стінки стакана та пряме видавлювання з утворенням технологічного відростка в донній частині стакана, а на другому етапі відбувається витіснення металу з технологічного...
Попередній патент: Спосіб діагностики розвитку атеросклерозу
Наступний патент: Спосіб поперечного різання листового матеріалу ножицями з шевронним ножем
Випадковий патент: Спосіб катетеризації артерії