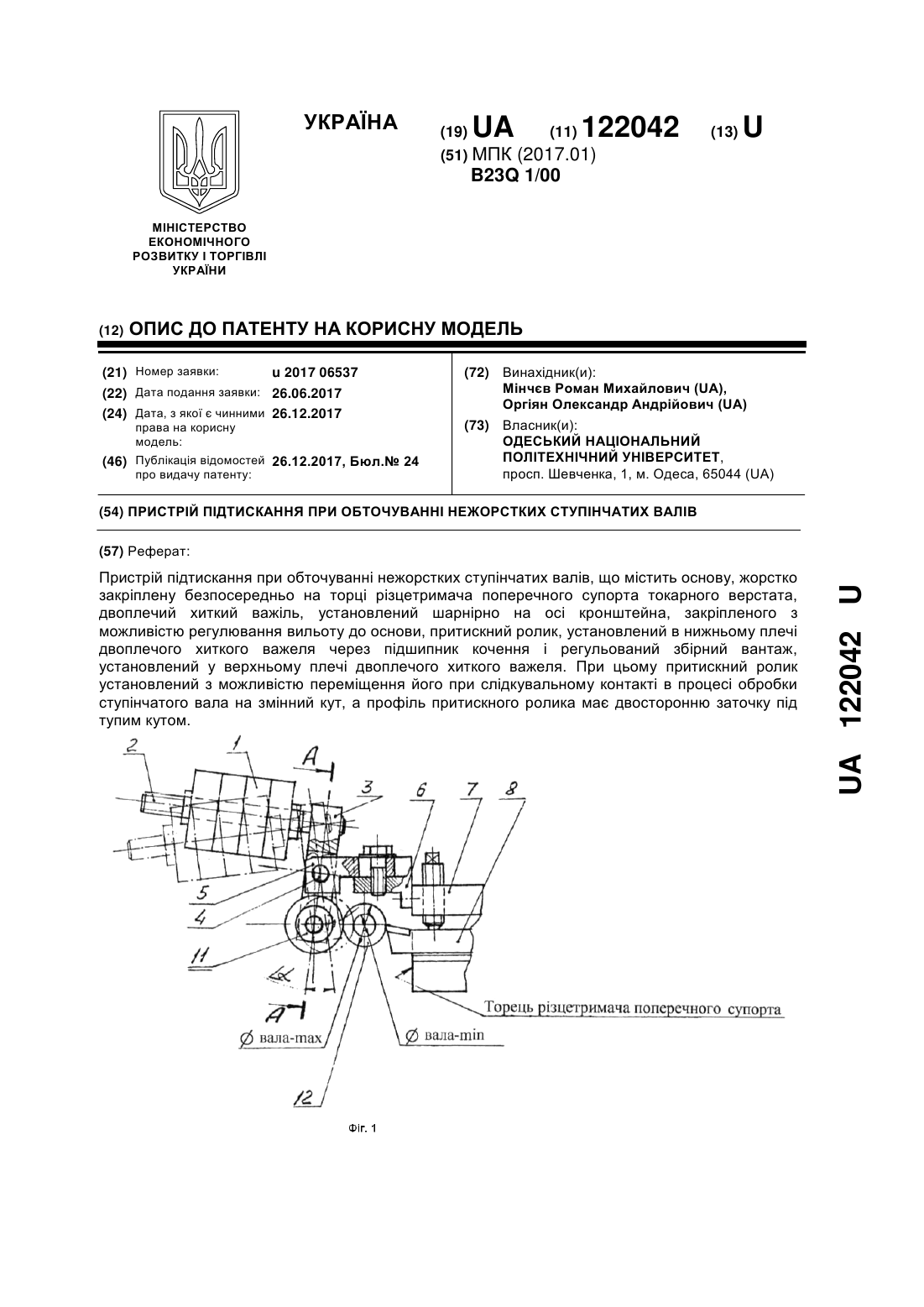
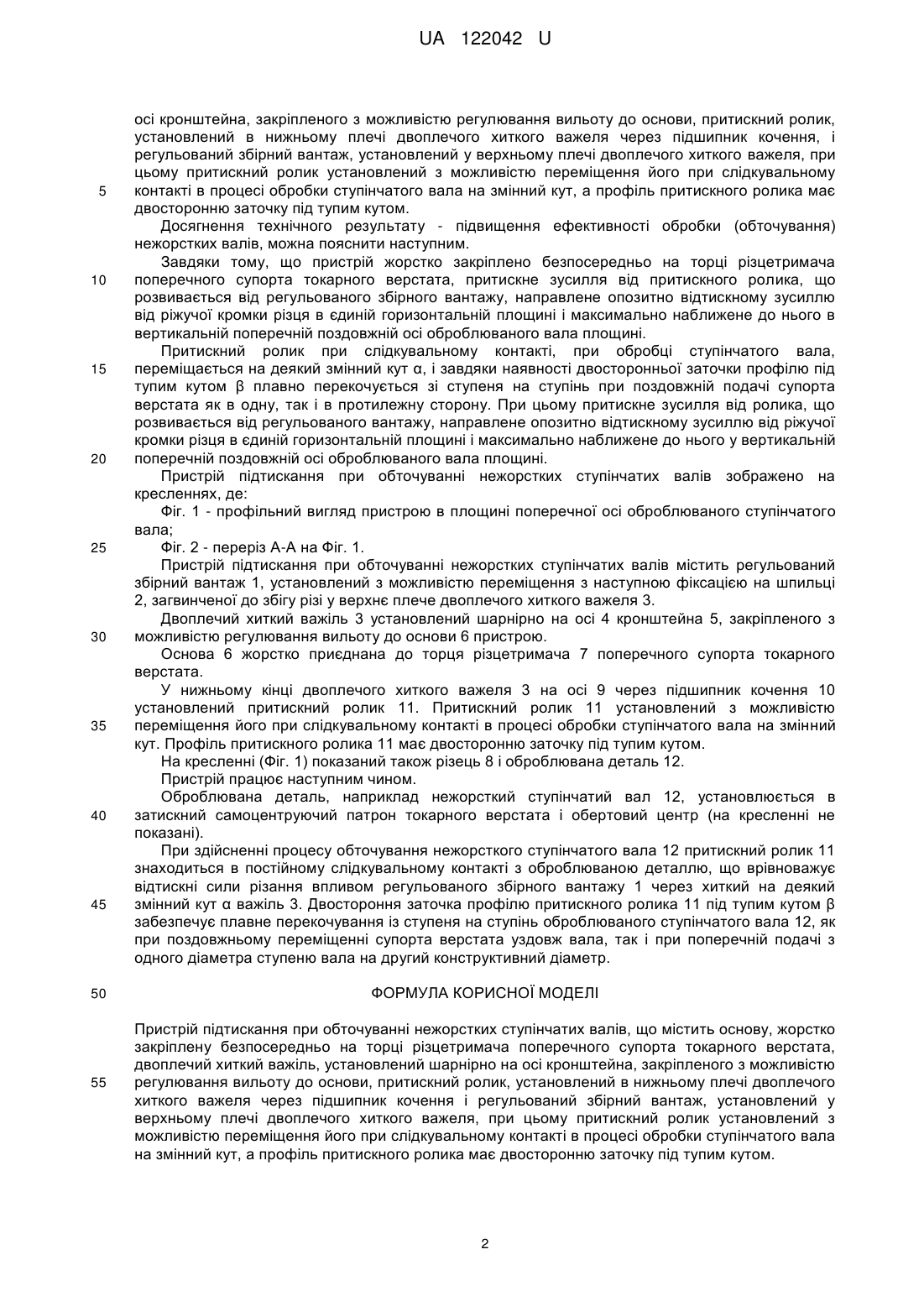
Пристрій підтискання при обточуванні нежорстких ступінчатих валів
Номер патенту: 122042
Опубліковано: 26.12.2017
Автори: Мінчєв Роман Михайлович, Оргиян Олександр Андрійович

Формула / Реферат
Пристрій підтискання при обточуванні нежорстких ступінчатих валів, що містить основу, жорстко закріплену безпосередньо на торці різцетримача поперечного супорта токарного верстата, двоплечий хиткий важіль, установлений шарнірно на осі кронштейна, закріпленого з можливістю регулювання вильоту до основи, притискний ролик, установлений в нижньому плечі двоплечого хиткого важеля через підшипник кочення і регульований збірний вантаж, установлений у верхньому плечі двоплечого хиткого важеля, при цьому притискний ролик установлений з можливістю переміщення його при слідкувальному контакті в процесі обробки ступінчатого вала на змінний кут, а профіль притискного ролика має двосторонню заточку під тупим кутом.
Текст
Реферат: UA 122042 U UA 122042 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до верстатобудування, а саме до пристроїв для підтискання при токарній обробці зовнішніх поверхонь нежорстких ступінчатих валів для підвищення точності обробки. Відома велика кількість пристроїв для обточування нежорстких валів із застосуванням нерухомих або рухомих люнетів [див. Станочные приспособления. Справочник, М. Изд-во "Машиностроение"; 1984, том 2-й, с. 293-300]. 1. Люнет самоцентруючий. При обертанні маховичка три підтримувальні ролики одночасно переміщуються до центру, причому два бічних повзуна ролика переміщаються за допомогою черв'яка, черв'ячного колеса і рейки на повзунах, а верхній повзун переміщається униз за допомогою паразитних шестерень, що передають йому рух від правого бокового повзуна. Діаметр оброблюваної заготовки 35-90 мм. (с. 293-297, рис. 84). 2. Люнет з пневматичним підтисканням заготовки. Люнет складається з двох жорстко закріплених роликів, регульованих гвинтами. Підтискання деталі в люнеті проводиться верхнім підтискним роликом від пневмоциліндра, установленого на відкидній кришці, (с. 297, рис. 85). 3. Люнет-віброгасник. У корпусі люнета установлені три гідроциліндри, плунжери яких з роликами контактують з оброблюваною заготовкою. При обертанні маховичка гідравлічного гвинтового насоса масло витісняється в гідроциліндри, переміщаючи плунжери. Повернення їх у вихідне положення здійснюється вакуумом, що створюється під плунжерами при обертанні маховичка насоса в зворотну сторону. Після контактування роликів плунжерів із заготовкою вони зупиняються гвинтами (с. 297, рис. 86). 4. Люнет-віброгасник плаваючий. Корпус люнета під дією пружин притискається до копіру, закріпленого на кронштейні. Він може переміщатися в напрямних основи, змонтованої на каретці токарного верстата. Люнет може відходити від оброблюваної заготовки біля центрів або патрона, переходити по уступах валика, рухаючись строго по копіру. Головка люнета є віброгасником. Робоча поверхня ролика сферична. Ролик обертається у вилці, на яку діє пружина (с. 297, рис. 87). 5. Люнет пневматичний. Оброблювана заготовка установлюється на нижній змінний вкладиш. У циліндр подається стиснене повітря. Верхня відкидна частина з притиском і верхнім вкладишем шарнірами з'єднана з корпусом і штоком пневмоциліндра. При переміщенні поршня циліндра верхня відкидна частина опускається і оброблювана заготовка обтискається вкладишами (с. 298, рис. 88). 6. Люнет здвоєний пневматичний. Оброблювані заготовки спираються на два нижніх шарикопідшипники, а верхні шарикопідшипники підтискають кришкою, укріпленою на штоку пневмоциліндра. (с. 298-300, рис. 89). Відомий також люнет, що містить основу, установлений на ній корпус з приводом його повороту, верхню губку із закріпленою на її вертикальному важелі нижньою губкою, пов'язану через передавальний механізм з приводом її переміщення, виконаний у вигляді силового двошвидкісного гідроциліндра з поршнем-рейкою. Передавальний механізм виконаний у вигляді підпружиненого штока і валика з зубчастим сектором і кулачком. Вертикальний важіль верхньої губи установлений на корпусі люнета за допомогою введеного в пристрій пружного плоского елемента. Шток розташований на вертикальному важелі верхньої губи. Зубчастий сектор пов'язаний з поршнем-рейкою, а кулачок призначений для взаємодії з торцем згаданого підпружиненого штока (авторське свідоцтво СРСР № 1565631, опубл. 23.05.1990). Крім того, відомі й інші конструкції люнетів: наприклад, авторські свідоцтва СРСР № 28090, 45155, 64395, 65536, 97843, 916223, 1551513. Перераховані пристрої не дозволяють здійснювати обточування нежорстких ступінчатих валів по всій їх довжині без переналагодження в єдиному циклі обробки до готової деталі, а також на верстатах з числовим програмним управлінням. При цьому конструктивно зазначені пристрої принципово відрізняються від заявленої корисної моделі, в зв'язку з цим критика кожного з перерахованих люнетів буде некоректною, тому жоден із зазначених і відомих заявнику люнетів не може бути вибраний як найближчий аналог. В основу корисної моделі поставлено задачу створити пристрій, в якому, шляхом іншого конструкційного рішення (взаємного розташування і, взаємозв'язку вузлів і деталей), забезпечити підвищення ефективності за рахунок нейтралізації сили відтискання, що діє в поперечному напрямку від ріжучої кромки різця, постійно по всій довжині обробки нежорстких ступінчатих валів. Поставлена задача вирішена в пристрої підтискання при обточуванні нежорстких ступінчатих валів, що містить основу, жорстко закріплену безпосередньо на торці різцетримача поперечного супорта токарного верстата, двоплечий хиткий важіль, установлений шарнірно на 1 UA 122042 U 5 10 15 20 25 30 35 40 45 50 55 осі кронштейна, закріпленого з можливістю регулювання вильоту до основи, притискний ролик, установлений в нижньому плечі двоплечого хиткого важеля через підшипник кочення, і регульований збірний вантаж, установлений у верхньому плечі двоплечого хиткого важеля, при цьому притискний ролик установлений з можливістю переміщення його при слідкувальному контакті в процесі обробки ступінчатого вала на змінний кут, а профіль притискного ролика має двосторонню заточку під тупим кутом. Досягнення технічного результату - підвищення ефективності обробки (обточування) нежорстких валів, можна пояснити наступним. Завдяки тому, що пристрій жорстко закріплено безпосередньо на торці різцетримача поперечного супорта токарного верстата, притискне зусилля від притискного ролика, що розвивається від регульованого збірного вантажу, направлене опозитно відтискному зусиллю від ріжучої кромки різця в єдиній горизонтальній площині і максимально наближене до нього в вертикальній поперечній поздовжній осі оброблюваного вала площині. Притискний ролик при слідкувальному контакті, при обробці ступінчатого вала, переміщається на деякий змінний кут α, і завдяки наявності двосторонньої заточки профілю під тупим кутом β плавно перекочується зі ступеня на ступінь при поздовжній подачі супорта верстата як в одну, так і в протилежну сторону. При цьому притискне зусилля від ролика, що розвивається від регульованого вантажу, направлене опозитно відтискному зусиллю від ріжучої кромки різця в єдиній горизонтальній площині і максимально наближене до нього у вертикальній поперечній поздовжній осі оброблюваного вала площині. Пристрій підтискання при обточуванні нежорстких ступінчатих валів зображено на кресленнях, де: Фіг. 1 - профільний вигляд пристрою в площині поперечної осі оброблюваного ступінчатого вала; Фіг. 2 - переріз А-А на Фіг. 1. Пристрій підтискання при обточуванні нежорстких ступінчатих валів містить регульований збірний вантаж 1, установлений з можливістю переміщення з наступною фіксацією на шпильці 2, загвинченої до збігу різі у верхнє плече двоплечого хиткого важеля 3. Двоплечий хиткий важіль 3 установлений шарнірно на осі 4 кронштейна 5, закріпленого з можливістю регулювання вильоту до основи 6 пристрою. Основа 6 жорстко приєднана до торця різцетримача 7 поперечного супорта токарного верстата. У нижньому кінці двоплечого хиткого важеля 3 на осі 9 через підшипник кочення 10 установлений притискний ролик 11. Притискний ролик 11 установлений з можливістю переміщення його при слідкувальному контакті в процесі обробки ступінчатого вала на змінний кут. Профіль притискного ролика 11 має двосторонню заточку під тупим кутом. На кресленні (Фіг. 1) показаний також різець 8 і оброблювана деталь 12. Пристрій працює наступним чином. Оброблювана деталь, наприклад нежорсткий ступінчатий вал 12, установлюється в затискний самоцентруючий патрон токарного верстата і обертовий центр (на кресленні не показані). При здійсненні процесу обточування нежорсткого ступінчатого вала 12 притискний ролик 11 знаходиться в постійному слідкувальному контакті з оброблюваною деталлю, що врівноважує відтискні сили різання впливом регульованого збірного вантажу 1 через хиткий на деякий змінний кут α важіль 3. Двостороння заточка профілю притискного ролика 11 під тупим кутом β забезпечує плавне перекочування із ступеня на ступінь оброблюваного ступінчатого вала 12, як при поздовжньому переміщенні супорта верстата уздовж вала, так і при поперечній подачі з одного діаметра ступеню вала на другий конструктивний діаметр. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Пристрій підтискання при обточуванні нежорстких ступінчатих валів, що містить основу, жорстко закріплену безпосередньо на торці різцетримача поперечного супорта токарного верстата, двоплечий хиткий важіль, установлений шарнірно на осі кронштейна, закріпленого з можливістю регулювання вильоту до основи, притискний ролик, установлений в нижньому плечі двоплечого хиткого важеля через підшипник кочення і регульований збірний вантаж, установлений у верхньому плечі двоплечого хиткого важеля, при цьому притискний ролик установлений з можливістю переміщення його при слідкувальному контакті в процесі обробки ступінчатого вала на змінний кут, а профіль притискного ролика має двосторонню заточку під тупим кутом. 2 UA 122042 U Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23Q 1/00
Мітки: нежорстких, валів, ступінчатих, підтискання, обточуванні, пристрій
Код посилання
<a href="https://ua.patents.su/5-122042-pristrijj-pidtiskannya-pri-obtochuvanni-nezhorstkikh-stupinchatikh-valiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій підтискання при обточуванні нежорстких ступінчатих валів</a>
Спосіб управління обробкою нежорстких валів на токарному верстаті точінням
Номер патенту: 102767
Опубліковано: 25.11.2015
Автори: Максимчук Іван Вікторович, Вишняк Валентина Юріївна, Глазов Сергій Андрійович, Русанов Ярослав Сергійович
МПК: B23B 25/06
Мітки: спосіб, валів, токарному, нежорстких, обробкою, верстаті, точінням, управління
Формула / Реферат:
Спосіб управління обробкою нежорстких валів на токарному верстаті, за яким задають обертальний рух оброблюваної деталі і рух поздовжньої подачі, який відрізняється тим, що від початку обробки вала до середини зменшують подачу та збільшують відповідно від середини до закінчення обробки.
Спосіб холодної правки нежорстких деталей типу валів
Номер патенту: 19255
Опубліковано: 15.12.2006
Автори: Фоменко Олександр Олександрович, Колот Лідія Петрівна, Ковалевська Олена Сергіївна
МПК: B21D 3/00
Мітки: нежорстких, валів, холодної, спосіб, деталей, правки, типу
Формула / Реферат:
Спосіб холодної правки нежорстких деталей типу валів, який включає поверхневе пластичне деформування вала обкаткою його роликом при постійному напрямку подачі, причому більший ступінь подачі деформації створюють на вгнутій частині поверхні вала, який відрізняється тим, що обкатку здійснюють одночасно трьома роликами в одному перерізі та з зусиллями, які змінюються по довжині вала в залежності від форми деформації, від максимальної на вгнутій...
Люнет для шліфування нежорстких фасонних деталей круглого перерізу
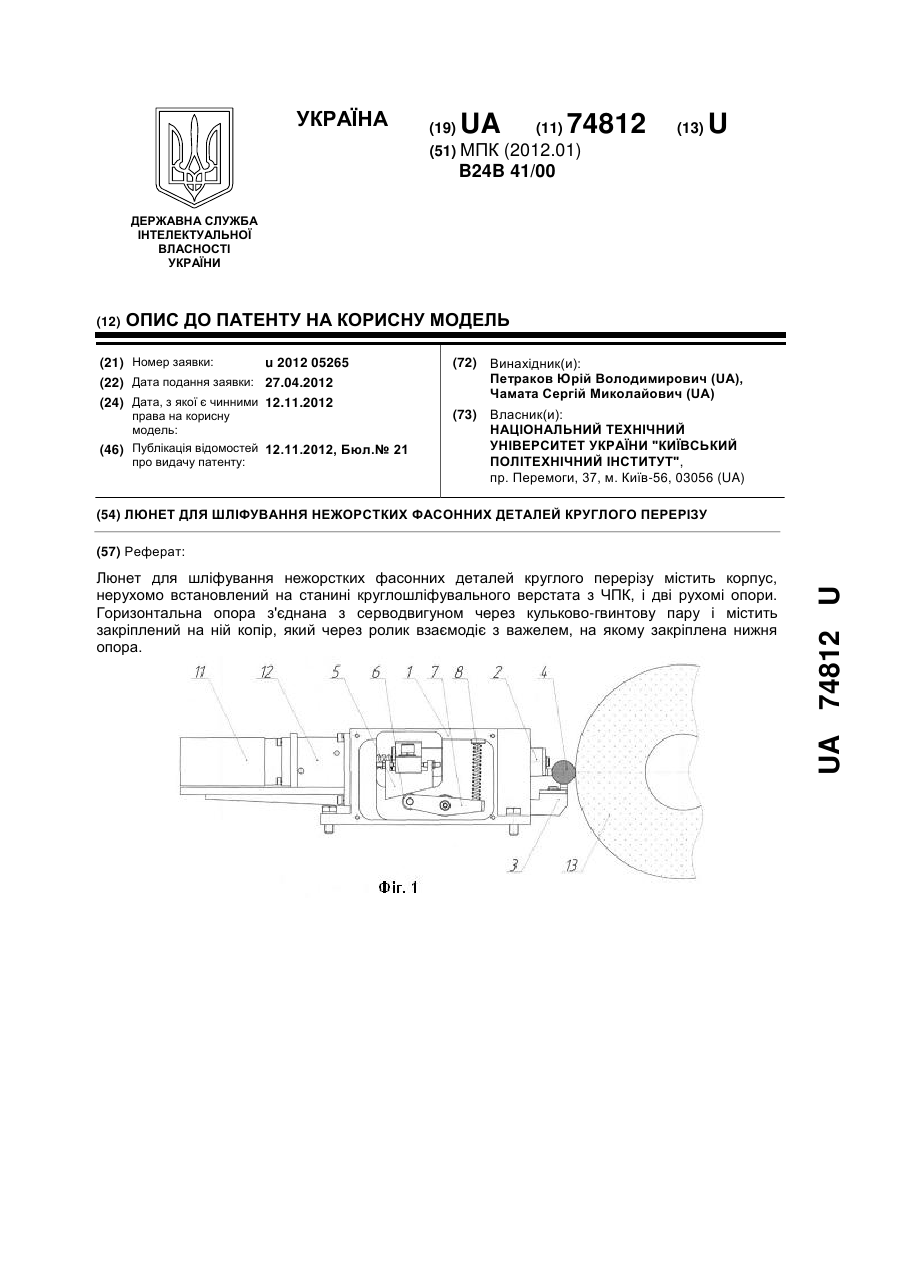
Номер патенту: 74812
Опубліковано: 12.11.2012
Автори: Петраков Юрій Володимирович, Чамата Сергій Миколайович
МПК: B24B 41/00
Мітки: фасонних, перерізу, круглого, деталей, нежорстких, шліфування, люнет
Формула / Реферат:
Люнет для шліфування нежорстких фасонних деталей круглого перерізу, що містить корпус, нерухомо встановлений на станині круглошліфувального верстата з ЧПК, і дві рухомі опори, який відрізняється тим, що горизонтальна опора з'єднана з серводвигуном через кульково-гвинтову пару і містить закріплений на ній копір, який через ролик взаємодіє з важелем, на якому закріплена нижня опора.
Спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів
Номер патенту: 24387
Опубліковано: 25.06.2007
Автори: Бєлкін Олександр Миколайович, Бєлкіна Анна Олександрівна
МПК: B24B 1/00
Мітки: цементованих, кілець, стальних, спосіб, валів, втулок, напівжорстких, обробки, нежорстких, порожнистих
Формула / Реферат:
1. Спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів, що включає шліфування внутрішньої та зовнішньої поверхонь, який відрізняється тим, що додатково включає операцію шліфування зовнішньої поверхні, яку проводять спочатку перед шліфуванням внутрішньої поверхні.2. Спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів за п. 1, який...
Люнет з адаптивним керуванням для шліфування нежорстких циліндричних деталей
Номер патенту: 47458
Опубліковано: 10.02.2010
Автори: Кальченко Віталій Іванович, Корж Андрій Олександрович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: люнет, адаптивним, керуванням, нежорстких, циліндричних, шліфування, деталей
Формула / Реферат:
1. Люнет з адаптивним керуванням для шліфування нежорстких циліндричних деталей, який містить губку з кишенею, в яку підведена рідина, який відрізняється тим, що губка з кишенею виконана з можливістю переміщення в площині формоутворення.2. Люнет з адаптивним керуванням для шліфування нежорстких циліндричних деталей за п. 1, який відрізняється тим, що керування переміщенням губки люнета здійснюють від датчика адаптивного контролю, який...
Попередній патент: Застосування ізопропілового естеру 3-(2-метил-4-оксо-1,4-дигідрохінолін-3-іл)пропанової кислоти як засобу гемостатичної дії
Наступний патент: Спосіб діагностики розвитку атеросклерозу
Випадковий патент: Спосіб одержання l-аргінінової солі периндроприлу