Спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів
Номер патенту: 24387
Опубліковано: 25.06.2007
Автори: Бєлкіна Анна Олександрівна, Бєлкін Олександр Миколайович
Завантажити PDF файл.
Формула / Реферат
1. Спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів, що включає шліфування внутрішньої та зовнішньої поверхонь, який відрізняється тим, що додатково включає операцію шліфування зовнішньої поверхні, яку проводять спочатку перед шліфуванням внутрішньої поверхні.
2. Спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів за п. 1, який відрізняється тим, що шліфування внутрішньої поверхні проводять з використанням гідропластового патрона або призми.
Текст
Корисна модель належить до галузі обробки стальних цементованих втулок методами, основаними на обробці металів різанням і може бути використана для виготовлення втулок, кілець, та порожніх валів з рівномірним розташуванням цементованого шару. Відомо, що втулки, кільця та порожні вали (в подальшому втулки) можуть бути жорсткими, напівжорсткими та нежорсткими (жорсткість визначається відношенням товщини стінки втулки до середнього радіусу: при відношенні £0,2 - втулки нежорсткі (тонкостінні); при відношенні від 0,2 до 0,5 - напівжорсткі; більше 0,5 - жорсткі). Відомий спосіб виготовлення та обробки цементованих стальних втулок [Техпроцес інструментального заводу АО "КВБЗ"], що включає виготовлення зовнішніх та вн утрішніх поверхонь на токарних верстата х у трикулачковому самоцентруючому патроні, при цьому послідовність обробки поверхонь не має значення. Похибка базування при цьому щонайменше дорівнює 0,3мм, яка обумовлює в подальшому різницю глибини цементованого шару зовнішньої та вн утрішньої поверхонь. Виготовлені втулки підлягають термічної обробці, після якої у першу чергу обробляють внутрішню поверхню на внутрішньошліфувальному верстаті у самоцентруючому трикулачковому патроні. Похибка базування при цьому також дорівнює 0,3мм, яка також обумовлює різницю глибини цементованого шару і додається до попередньої. Крім того, абразивний пил, що виникає при обробці, значно збільшує коефіцієнт тертя у деталях патрона, що в свою чергу потребує збільшення зусилля затискування, яке деформує нежорсткі та напівжорсткі втулки і сприяє появленню мікротріщин. Завершальною є операція обробки зовнішньої поверхні, яка проводиться на круглошліфувальному верстаті на конічній оправці. Перевагами такого способу виготовлення втулок у дрібносерійному виробництві є використання універсальних пристроїв та мінімальна кількість шліфувальних операцій. Але він має суттєвий недолік, а саме: не забезпечує рівномірності цементованого шару на зовнішній та внутрішній поверхнях втулок, призводить до відхилення від макрогеометрії, наявності мікротріщин, що значно погіршує якість виготовлених втулок. В основу корисної моделі поставлена задача удосконалення відомого способу обробки стальних цементованих втулок шляхом введення додаткової операції шліфування та зміни послідовності виконання операцій шліфування, що забезпечує підвищення якості виготовлених втулок в результаті отримання рівномірного цементованого шару на зовнішній та внутрішній поверхнях втулок, покращення макро- та мікрогеометрії, зведення нанівець можливості виникнення мікротріщин. Поставлена задача вирішується тим, що спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів, що включає шліфування внутрішньої та зовнішньої поверхонь і, згідно корисної моделі, додатково включає операцію шліфування зовнішньої поверхні, яке проводять спочатку перед шліфуванням внутрішньої поверхні. Шліфування внутрішньої поверхні у конкретному варіанті здійснення способу проводять з використанням гідропластового патрона або призми. Проведення шліфування в першу чергу зовнішньої поверхні втулок, досягаючи допуску при обробці 0,02мм, обумовлює зменшення похибки базування на подальших операціях шліфування, при цьому проводиться зняття шару припуску і підготовка зовнішньої поверхні до кінцевих операцій шліфуванння. Обробка внутрішньої поверхні у спеціальному пристрої, наприклад гідропластовому патроні або призмі, забезпечує необхідне відведення тепла від втулки, при цьому не виникає потреби у великих силах затискування деталі на операції внутрішнього шліфування та встановлення деталі співвісно з шпинделем верстата і дозволяє механізувати та автоматизувати операцію внутрішнього шліфування. Спосіб здійснюють наступним чином. Для рівномірного розташування цементованого шару на зовнішній та внутрішній поверхні необхідно перед термічною обробкою забезпечити співвісність зовнішньої та внутрішньої поверхонь, обробляючи зовнішню поверхню на токарному або шліфувальному верстатах на конічній оправці одним із відомих методів різання, який має забезпечити точність обробки в межах 0,1мм. Після термічної обробки, коли досягнута необхідна твердість та товщина цементованого шару з урахуванням припуску під шліфування, першою обробляється зовнішня поверхня на круглошлі фувальному верстаті на конічній оправці, досягаючи допуску при обробці 0,02мм. Наступну обробку (шліфування внутрішньої поверхні) проводять на внутрішньошліфувальному верстаті з базуванням по зовнішній поверхні, у пристосуванні, яке забезпечує гарний тепловідвід та мінімальну похибку базування не більше 0,02мм (наприклад з використанням гідропластового патрона або призми). При необхідності досягнення високої шорсткості операція може бути виконана двічі. Останню операцію шліфування зовнішньої поверхні проводять на шліфувальному верстаті на конічній оправці з метою досягнення необхідної шорсткості, розміру та співвісності зовнішньої та внутрішньої поверхні, а також досягнення рівномірного шару цементації на зовнішній та внутрішній поверхнях деталі. Пропонуємий спосіб забезпечує підвищення якості виготовлених втулок в результаті отримання рівномірного цементованого шару на зовнішній та внутрішній поверхнях втулок, покращення макро- та мікрогеометрії, зведення нанівець можливості виникнення мікротріщин.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treating of the cemented steel non-rigid and semi-rigid bushings, rings and hollow shafts
Автори англійськоюBielkin Oleksandr Mykolaiovych
Назва патенту російськоюСпособ обработки цементируемых стальных нежестких и полужестких втулок, колец и полых валов
Автори російськоюБелкин Александр Николаевич
МПК / Мітки
МПК: B24B 1/00
Мітки: стальних, нежорстких, втулок, порожнистих, напівжорстких, кілець, спосіб, валів, цементованих, обробки
Код посилання
<a href="https://ua.patents.su/1-24387-sposib-obrobki-cementovanikh-stalnikh-nezhorstkikh-ta-napivzhorstkikh-vtulok-kilec-ta-porozhnistikh-valiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів</a>
Спосіб обробки точінням нежорстких деталей типу валів
Номер патенту: 69491
Опубліковано: 15.09.2004
Автори: Пашков Євген Валентинович, Шмидт Людміла Анатоліївна, Бохонський Олександр Іванович
МПК: B23B 1/00
Мітки: нежорстких, типу, спосіб, валів, деталей, точінням, обробки
Формула / Реферат:
Спосіб обробки точінням нежорстких деталей типу валів, що включає їх закріплення по кінцях, обертання, створення протидіючого радіальній складовій силі різання зусилля, а також переміщення уздовж оброблюваної поверхні різального інструмента, який відрізняється тим, що протидіюче зусилля реалізують у вигляді серії імпульсів сил одного знака, що прикладаються у перерізі деталі, рівновіддаленому від її кінців, величину яких змінюють в залежності...
Спосіб визначення міцності втулок
Номер патенту: 21059
Опубліковано: 15.02.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/00
Мітки: визначення, спосіб, втулок, міцності
Формула / Реферат:
Спосіб визначення міцності втулок, що включає прикладання навантаження до їх внутрішніх поверхонь, який відрізняється тим, що зміну напрямку зусилля від верхньої головки випробувальної машини з вертикального до горизонтального, направленого перпендикулярно до внутрішньої поверхні втулки, забезпечують за допомогою сегментів, шарнірно з’єднаних з хрестовинами, нижня з яких є опорною плитою пристрою, а до хвостовика верхньої прикладають...
Спосіб обробки стальних виробів
Номер патенту: 19356
Опубліковано: 25.12.1997
Автори: Ковальчук Вячеслав Йосипович, Бережницька Марія Пилипівна, Витвицький Віктор Іванович, Ткачов Володимир Іванович, Гребенюк Станіслав Олексійович
Мітки: обробки, спосіб, стальних, виробів
Формула / Реферат:
Спосіб обробки стальних виробів, що включає гартування, відпуск та шліфування, який відрізняється тим, що в процесі відпуску стальний виріб наводнюють протягом 2-х годин при тиску 3 МПа з подальшим охолодженням в атмосфер! водню, а після шліфування обезводнюють у вакуумі при температурі 150°С протягом 2-х годин.
Спосіб визначення міцності втулок на стиснення
Номер патенту: 23925
Опубліковано: 11.06.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/00
Мітки: втулок, міцності, визначення, стиснення, спосіб
Формула / Реферат:
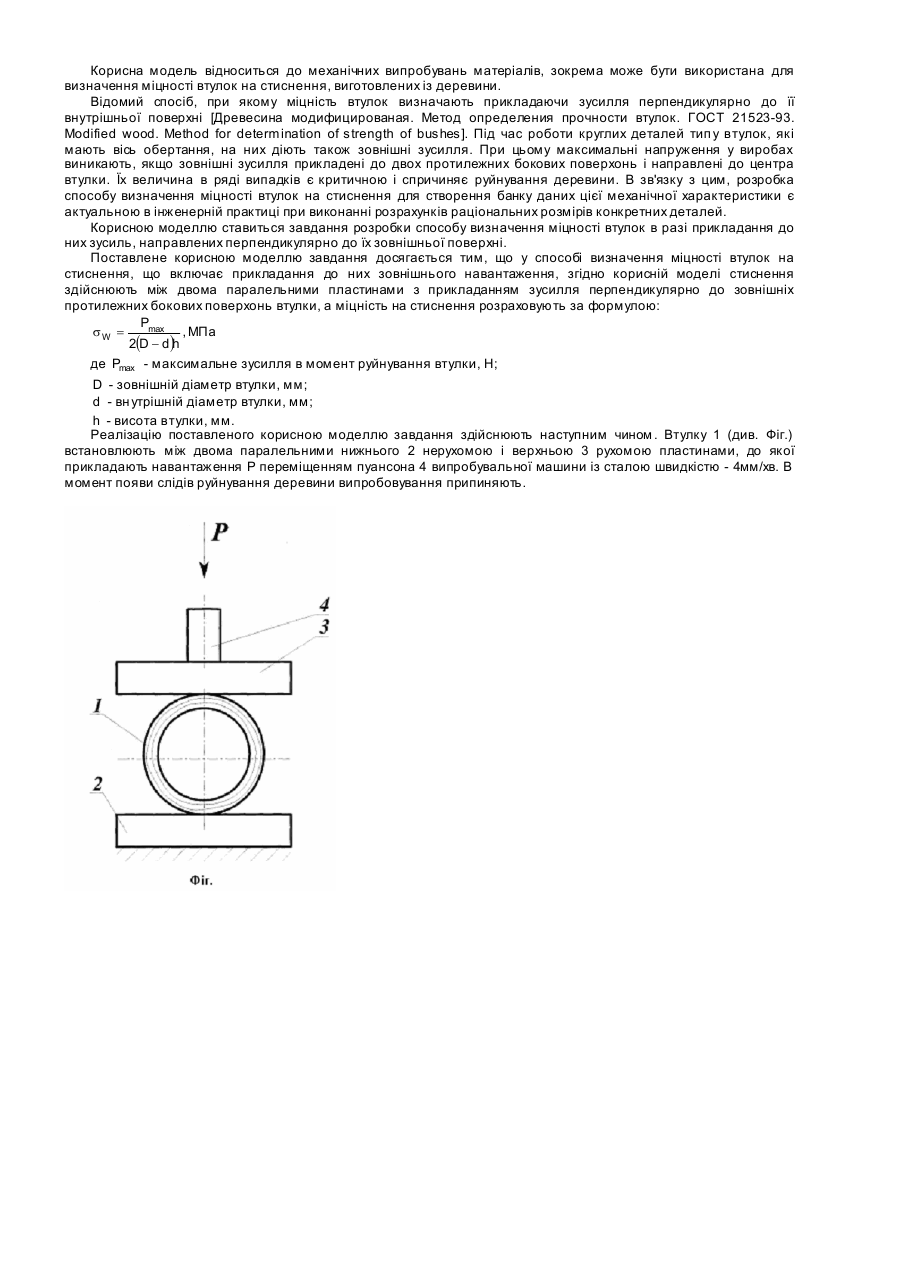
Спосіб визначення міцності втулок на стиснення, що включає прикладання до них зовнішнього навантаження, який відрізняється тим, що стиснення здійснюють між двома паралельними пластинами з прикладанням зусилля перпендикулярно до зовнішніх протилежних бокових поверхонь втулки, а міцність на стиснення розраховують за формулоюде
Спосіб холодної правки нежорстких деталей типу валів
Номер патенту: 19255
Опубліковано: 15.12.2006
Автори: Колот Лідія Петрівна, Фоменко Олександр Олександрович, Ковалевська Олена Сергіївна
МПК: B21D 3/00
Мітки: холодної, нежорстких, правки, деталей, типу, спосіб, валів
Формула / Реферат:
Спосіб холодної правки нежорстких деталей типу валів, який включає поверхневе пластичне деформування вала обкаткою його роликом при постійному напрямку подачі, причому більший ступінь подачі деформації створюють на вгнутій частині поверхні вала, який відрізняється тим, що обкатку здійснюють одночасно трьома роликами в одному перерізі та з зусиллями, які змінюються по довжині вала в залежності від форми деформації, від максимальної на вгнутій...
Попередній патент: Голографічний захисний елемент “hsf”
Наступний патент: Спосіб одержання ферментного препарату з глутамінтрансферазною активністю
Випадковий патент: Спосіб виготовлення струмовідводів для свинцево-кислотних акумуляторів