Кластер моделей, що газифікуються
Формула / Реферат
Блок моделей, що газифікуються, що містить ливникову систему із закріпленими моделями, який відрізняється тим, що блок утворений горизонтальними ливниками, оснащеними на кінцях зливниками, що частково окрашені (цільні або пустотілі) із закріпленими моделями, які розміщені ярусами один над одним і з'єднані між собою вертикальним складеним пінополістироловим стояком.
Текст
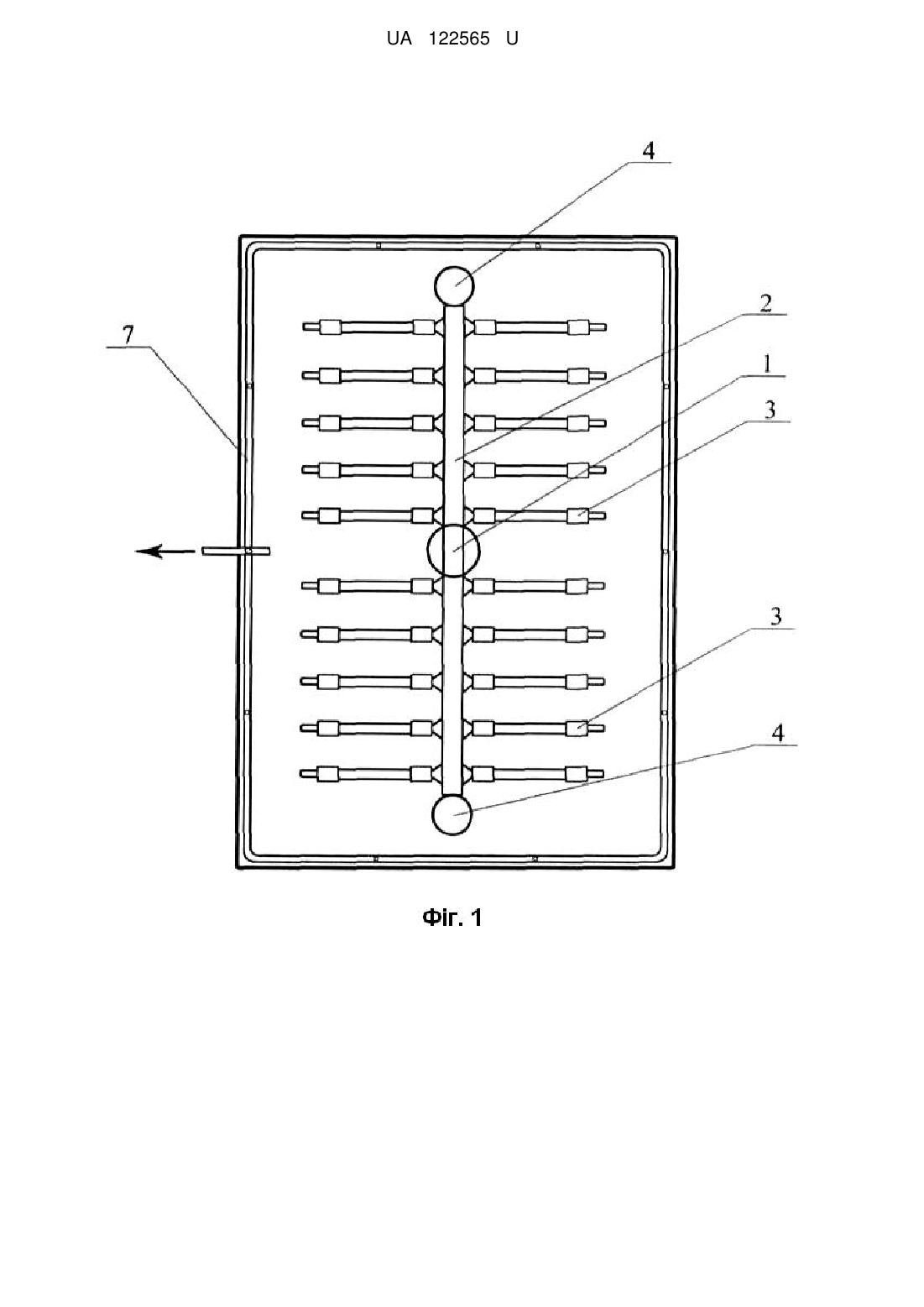
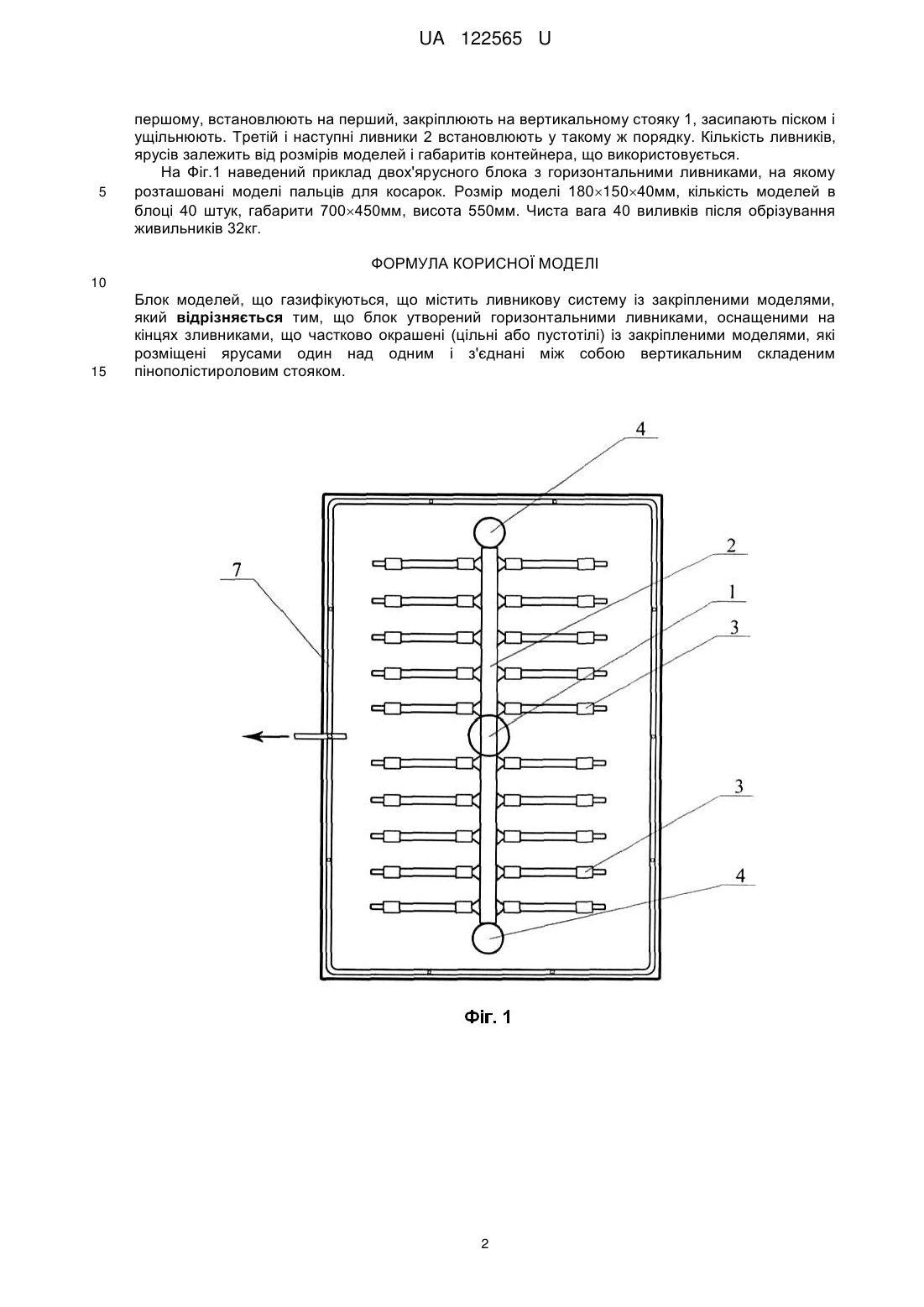
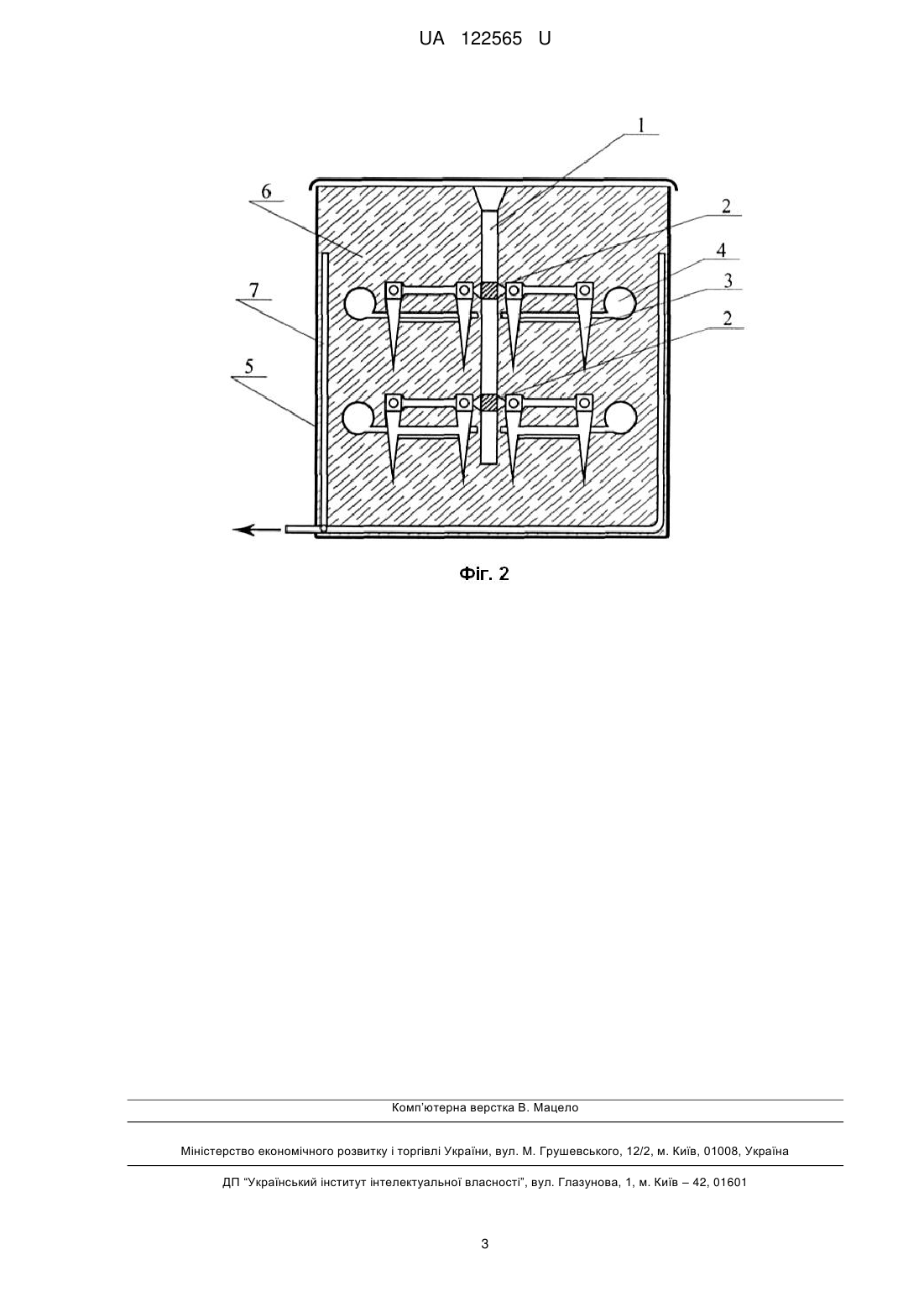
Реферат: Блок моделей, що газифікуються, має ливникову систему із закріпленими моделями. Блок утворений горизонтальними ливниками, оснащеними на кінцях зливниками, що частково окрашені (цільні або пустотілі) із закріпленими моделями, які розміщені ярусами один над одним і з'єднані між собою вертикальним складеним пінополістироловим стояком. UA 122565 U (54) КЛАСТЕР МОДЕЛЕЙ, ЩО ГАЗИФІКУЮТЬСЯ UA 122565 U UA 122565 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, може бути використана при литві по моделям, що газифікуються, для отримання точнолитих деталей. Відомі блоки моделей у вигляді кластера із пінополістиролових моделей, що газифікуються [Шуляк, В.С. Методы литья по газифицируемым моделям из полистирола.- К: УкрНИИНТИ.1971. - С.50-51]. Кругові яруси моделей закріплені вертикально поміж декількома частинами пустотілого стояка, виготовленого із самотвердіючих піщаних сумішей. Відомі збірні блоки моделей [Богословский С.Д. Литье мелких стальных деталей по выплавляемым моделям.- М. Машиностроение. - 1982.-с.16-17], що складені із окремих секцій. Секція моделей виготовлена в одній прес-формі, моделі секції об'єднані з частиною стояка живильниками, а окремі секції зібрані за допомогою металевих стрижнів-складальників у блок. Недоліками даних технологій є складне збирання блока при закріпленні кругових ярусів моделей між окремими частинами стояка. Габарити кластера та металомісткість невеликі, і виникає необхідність їх установки по декілька штук в контейнер, що ускладнює технологічність зборки, зменшує металомісткість контейнера, в якому розміщений блок. Ливникова система блока повинна забезпечити необхідну швидкість заповнення його в контейнері рідким металом без утворення у виливку усадочних раковин і пористості при затвердінні. Блок повинен оптимально використовувати об'єм контейнера і при цьому розташовувати навколо своїх елементів достатню кількість піску для вільного видалення всього обсягу газоподібної фракції і поглинання рідкої фази продуктів, що виділяються при деструкції пінополістиролу під впливом розплавленого металу. В основу корисної моделі поставлено задачу удосконалення блока моделей, що газифікуються шляхом модифікації конструкції блока горизонтальними пінополістироловими ливниками, забезпеченими на кінцях зливами, із закріпленими моделями, які розміщені ярусами один над одним, і поєднані між собою вертикальним складеним пінополістироловим стояком. Це забезпечує технологічність зборки, збільшення кількості деталей, що виплавляються та металомісткості контейнера, поліпшення якості відливок. Поставлена задача вирішується тим, що у кластері моделей, що газифікуються, який містить ярусну ливникову систему із закріпленими моделями, згідно корисної моделі, кластер утворений горизонтальними пінополістироловими ливниками, забезпеченими на кінцях зливами, із закріпленими моделями, які розміщені ярусами один над одним і поєднані між собою вертикальним складеним пінополістироловим стояком. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак і технічним результатом полягає у наступному. Горизонтальне розміщення ливників із закріпленими моделями в контейнері збільшує кількість деталей та металомісткості контейнера, що газифікуються за рахунок заповнення всього об'єму контейнера. Розміщені ярусами один над одним і поєднані між собою вертикальним стояком пінополістиролові ливники із закріпленими моделями забезпечують технологічність зборки за рахунок того, що яруси розміщують послідовно один над одним і поєднують пінополістироловим стояком. Зливи із пінополістиролу на кінцях ливників для зливання перших порцій метала, що пройшов по ливнику, забезпечують отримання якісних відливків. При проходженні по ливнику розплавленого металу розплавляється і розкладається пінополістирол ливника, при цьому охолоджується метал. Після зливання перших охолоджених порцій метала у ливникову систему поступає метал з температурою, що необхідна для литва по моделям, що газифікуються. Формування ярусів ливників залежить від розмірів моделей та габариту контейнера. Поступове формування ярусів формує вертикальний стояк за допомогою скріплення ливників один з одним. Суть корисної моделі пояснюється кресленнями, де: На Фіг. 1 - зображений загальний вигляд двох'ярусного блока в розрізі А-А; на Фіг. 2 - представлений повздовжній переріз Б-Б. Блок містить вертикальний стояк 1, горизонтальний ливник 2, моделі 3, що газифікуються, злив 4 для зливання перших порцій металу. Блок 1 розташований в контейнері 5, заповненому піском 6, по периметру якого розміщений гофрований шланг 7 для видалення газів, що утворюються при розкладанні пінополістиролу. Блок моделей, що газифікуються, отримують наступним чином. Готові пінополістиролові моделі 3 закріплюють на горизонтальному пінополістироловому ливнику 2. Перший ливник 2 з моделями 3 встановлюють в контейнер 5 на піщану "постіль", засипають піском 6 і ущільнюють пісок вібруванням. Другий ливник 2, підготовлений аналогічно 1 UA 122565 U 5 першому, встановлюють на перший, закріплюють на вертикальному стояку 1, засипають піском і ущільнюють. Третій і наступні ливники 2 встановлюють у такому ж порядку. Кількість ливників, ярусів залежить від розмірів моделей і габаритів контейнера, що використовується. На Фіг.1 наведений приклад двох'ярусного блока з горизонтальними ливниками, на якому розташовані моделі пальців для косарок. Розмір моделі 18015040мм, кількість моделей в блоці 40 штук, габарити 700450мм, висота 550мм. Чиста вага 40 виливків після обрізування живильників 32кг. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Блок моделей, що газифікуються, що містить ливникову систему із закріпленими моделями, який відрізняється тим, що блок утворений горизонтальними ливниками, оснащеними на кінцях зливниками, що частково окрашені (цільні або пустотілі) із закріпленими моделями, які розміщені ярусами один над одним і з'єднані між собою вертикальним складеним пінополістироловим стояком. 2 UA 122565 U Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: газифікуються, моделей, кластер
Код посилання
<a href="https://ua.patents.su/5-122565-klaster-modelejj-shho-gazifikuyutsya.html" target="_blank" rel="follow" title="База патентів України">Кластер моделей, що газифікуються</a>
Блок моделей, що газифікуються

Номер патенту: 18523
Опубліковано: 15.11.2006
Автори: Хомишинець Володимир Лукич, Іванов Сергій Володимирович
Мітки: газифікуються, моделей, блок
Формула / Реферат:
Блок моделей, що газифікуються, що містить ливникову систему із закріпленими моделями, який відрізняється тим, що блок утворений горизонтальними ливниками, оснащеними на кінцях зливниками із закріпленими моделями, які розміщені ярусами один над одним і з’єднані між собою вертикальним складеним пінополістироловим стояком.
Роторно-конвеєрна лінія для виготовлення моделей, що газифікуються
Номер патенту: 43781
Опубліковано: 25.08.2009
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Болюх Віталій Анатолійович, Шинський Олег Йосипович, Каричковський Петро Микитович
МПК: B22C 7/00, B22C 11/00
Мітки: лінія, моделей, роторно-конвеєрна, газифікуються, виготовлення
Формула / Реферат:
Роторно-конвеєрна лінія для виготовлення моделей, що газифікуються, яка містить послідовно розташовані пристрій попереднього розсіву вихідного полістиролу, пневмотранспортний елеватор, дозувальну установку для підспінювання полістиролу, розміщений під установкою роторний автомат для одержання піномоделей; розташовані по дотичній до автомата конвеєр витримки піномоделей, конвеєри складання, фарбування, сушіння кущів піномоделей та транспортний...
Спосіб виготовлення моделей, які газифікуються
Номер патенту: 71324
Опубліковано: 15.11.2004
Автор: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: виготовлення, спосіб, моделей, газифікуються
Формула / Реферат:
Спосіб виготовлення моделей, які газифікуються, шляхом заповнення порожнини прес-форми пінополістироловими гранулами, остаточного їх спінювання в ній під впливом теплового поля з наступним сходженням прес-форми та видаленням з неї моделі, який відрізняється тим, що пінополістиролові гранули просочують розчином електроліту, засипають в порожнину прес-форми, забезпечують витання в ній гранул (псевдозрідження гранул), наприклад, за рахунок...
Спосіб виготовлення моделей, що газифікуються
Номер патенту: 82027
Опубліковано: 25.02.2008
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Барабаш Віктор Андрійович, Каричковський Петро Микитович, Яковишин Олег Анатолійович, Шинський Олег Йосипович
Мітки: газифікуються, виготовлення, спосіб, моделей
Формула / Реферат:
Спосіб виготовлення моделей, що газифікуються, який включає спікання пінополістиролових гранул у прес-формі, який відрізняється тим, що в порожнину прес-форми вводять до 50 % мас. вторинних гранул пінополістиролу, одержаних внаслідок переробки пінополістиролових відходів модельного виробництва, від загальної маси введених первинних та вторинних гранул.
Спосіб виготовлення моделей, що газифікуються
Номер патенту: 71323
Опубліковано: 15.11.2004
Автор: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: виготовлення, моделей, газифікуються, спосіб
Формула / Реферат:
1. Спосіб виготовлення моделей, що газифікуються, шляхом заповнення порожнини прес-форми пінополістироловими гранулами, остаточного їх спінювання в ній під впливом теплової енергії з наступним сходженням прес-форми, який відрізняється тим, що в порожнину прес-форми вводять герметичну ємність, в першу чергу - із еластичного матеріалу, з'єднану з джерелом підвищеного тиску, ззовні неї, в зазор між внутрішніми стінками прес-форми і ємністю,...
Попередній патент: Механізм навіски робочих органів сівалки
Наступний патент: Спосіб одержання виливків з використовуванням вакуумних форм з моделлю, що газифікується
Випадковий патент: Система протипожежної безпеки транспортного засобу