Спосіб вимірювання головного заднього кута спірального свердла
Номер патенту: 16398
Опубліковано: 15.08.2006
Автори: Шарик Мирослав Володимирович, Кривий Петро Дмитрович, Кобельник Володимир Романович
Формула / Реферат
Спосіб вимірювання головного заднього кута спірального свердла, при якому спіральне свердло встановлюють в патроні, на якому міститься кутова шкала, поділена на 360°, і який закріплений в опорі кочення, а індикаторну головку годинникового типу закріплюють в механізмі, який дозволяє забезпечити її переміщення у двох взаємно перпендикулярних напрямках, щуп індикаторної головки встановлюють на заданий діаметр в точці головної різальної кромки, і повертають свердло на кут повороту ![]() , величина якого обмежена головною різальною кромкою і кривою перетину головної задньої поверхні з поверхнею канавки, і реєструють по індикаторній головці величину
, величина якого обмежена головною різальною кромкою і кривою перетину головної задньої поверхні з поверхнею канавки, і реєструють по індикаторній головці величину ![]() падіння кривої, утвореної перетином головної задньої поверхні і циліндричної поверхні діаметром
падіння кривої, утвореної перетином головної задньої поверхні і циліндричної поверхні діаметром ![]() , співвісної з віссю свердла при певному значенні
, співвісної з віссю свердла при певному значенні ![]() , який відрізняється тим, що вимірювання величини головного заднього кута здійснюють в січній площині, перпендикулярній до осі свердла, щуп індикаторної головки встановлюють в точку
, який відрізняється тим, що вимірювання величини головного заднього кута здійснюють в січній площині, перпендикулярній до осі свердла, щуп індикаторної головки встановлюють в точку ![]() головної різальної кромки, яка знаходиться на діаметрі
головної різальної кромки, яка знаходиться на діаметрі ![]() , де
, де ![]() - діаметр свердла, провертають свердло на певний кут
- діаметр свердла, провертають свердло на певний кут ![]() , що дорівнює (2-5)° і заміряють за показниками індикаторної головки падіння
, що дорівнює (2-5)° і заміряють за показниками індикаторної головки падіння ![]() кривої, утвореної перетином головної задньої поверхні із січною площиною, що проходить перпендикулярно осі свердла через точку
кривої, утвореної перетином головної задньої поверхні із січною площиною, що проходить перпендикулярно осі свердла через точку ![]() , аналогічно повторюють такі повороти свердла
, аналогічно повторюють такі повороти свердла ![]() разів (i=5-10), реєструють показники індикаторної головки і визначають величини
разів (i=5-10), реєструють показники індикаторної головки і визначають величини![]() , отримані експериментальні дані апроксимують рівнянням n-го порядку
, отримані експериментальні дані апроксимують рівнянням n-го порядку ![]() , знаходять першу похідну
, знаходять першу похідну ![]() і, підставивши
і, підставивши![]() , визначають значення головного заднього кута в площині, перпендикулярній осі свердла
, визначають значення головного заднього кута в площині, перпендикулярній осі свердла ![]() , яке дорівнює
, яке дорівнює ![]() , потім встановлюють щуп індикаторної головки в початкове положення, переміщають горизонтально зліва на право індикаторну головку на величину
, потім встановлюють щуп індикаторної головки в початкове положення, переміщають горизонтально зліва на право індикаторну головку на величину ![]() , для чого встановлюють щуп індикаторної головки на діаметрі
, для чого встановлюють щуп індикаторної головки на діаметрі![]() , переміщають індикаторну головку перпендикулярно осі свердла доти, поки щуп індикаторної головки не сконтактує з точкою
, переміщають індикаторну головку перпендикулярно осі свердла доти, поки щуп індикаторної головки не сконтактує з точкою ![]() на головній різальній кромці свердла, і створюють попередній натяг в індикаторній головці, повертають свердло на певний кут
на головній різальній кромці свердла, і створюють попередній натяг в індикаторній головці, повертають свердло на певний кут ![]() , що дорівнює (2-5)°, і заміряють за показниками індикаторної головки величини
, що дорівнює (2-5)°, і заміряють за показниками індикаторної головки величини ![]() , далі повторюють вищеописану методику і знаходять кут
, далі повторюють вищеописану методику і знаходять кут ![]() на діаметрі
на діаметрі ![]() , поетапно встановлюють щуп індикаторної головки в точках
, поетапно встановлюють щуп індикаторної головки в точках ![]() на відповідних діаметрах
на відповідних діаметрах ![]() , повторюють вищеописані прийоми і знаходять відповідні значення головних задніх кутів в площинах, перпендикулярних до осі свердла
, повторюють вищеописані прийоми і знаходять відповідні значення головних задніх кутів в площинах, перпендикулярних до осі свердла ![]() за цими даними будують залежність
за цими даними будують залежність ![]() і оцінюють зміну головного заднього кута
і оцінюють зміну головного заднього кута ![]() по довжині головної різальної кромки.
по довжині головної різальної кромки.
Текст
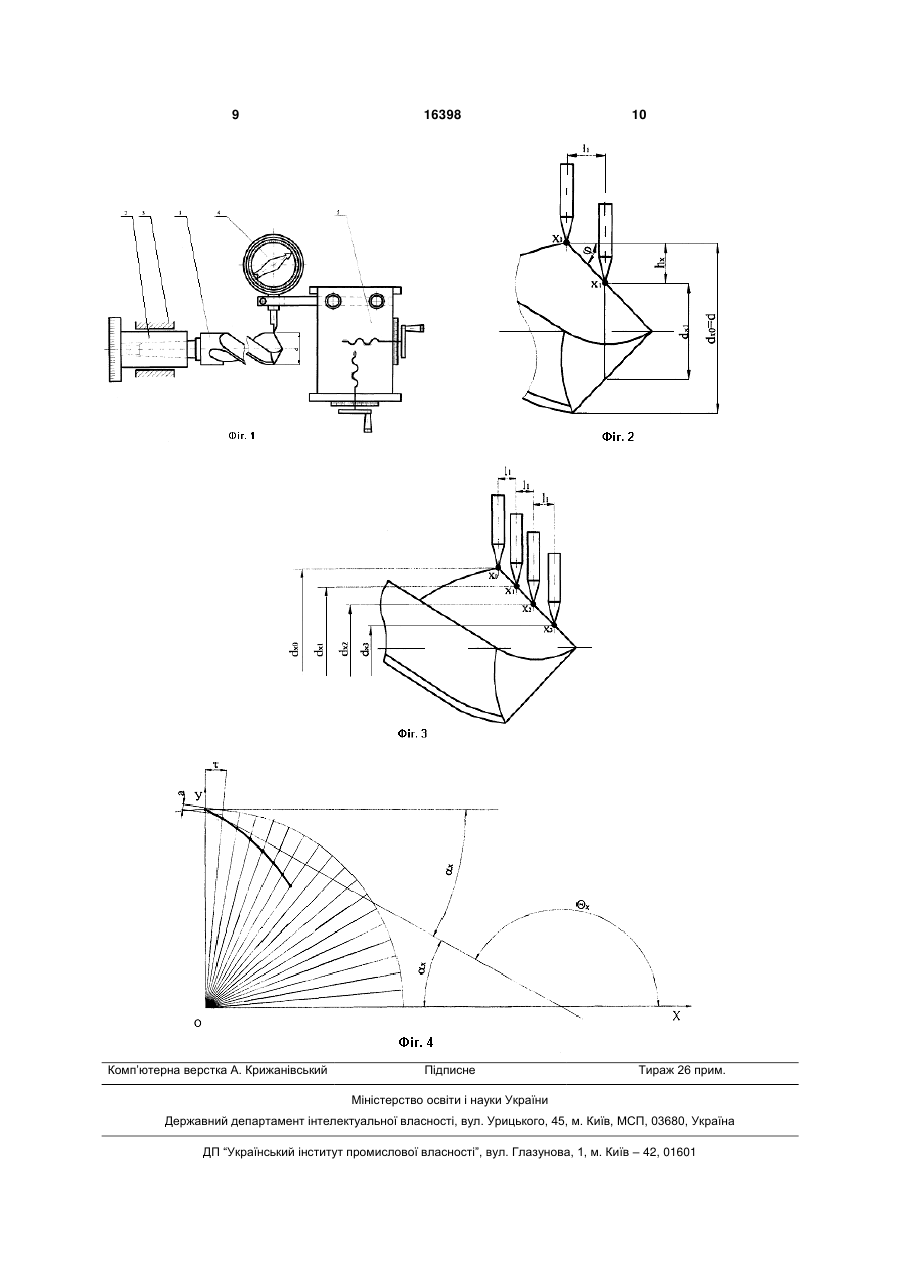
Спосіб вимірювання головного заднього кута спірального свердла, при якому спіральне свердло встановлюють в патроні, на якому міститься кутова шкала, поділена на 360°, і який закріплений в опорі кочення, а індикаторну головку годинникового типу закріплюють в механізмі, який дозволяє забезпечити її переміщення у двох взаємно перпендикулярних напрямках, щуп індикаторної головки встановлюють на заданий діаметр в точці головної різальної кромки, і повертають свердло на кут повороту τ x , величина якого обмежена головною різальною кромкою і кривою перетину головної задньої поверхні з поверхнею канавки, і реєструють по індикаторній головці величину k x 2 (19) 1 3 Корисна модель відноситься до машинобудування, а саме до контрольно-вимірювальної техніки. Відомий спосіб вимірювання головного заднього кута спірального свердла, суть якого полягає в тому, що для його реалізації використовують спеціальний електроконтактний прилад, а саме головний задній кут вимірюють шляхом повороту рухомої частини приладу відносно заданої точки на головній різальній кромці зуба по колу до тих пір поки контактна губка приладу, яка знаходиться під напругою, не доторкнеться з металічним інструментом і при цьому замкнеться електричне коло, спалахне лампочка і в цей момент здійснюють відлік кута по нерухомій шкалі, яка нанесена на основі вимірювальної головки. [Борисов Б.Я. Лабораторный практикум по резанию металлов. М-К.: Госнаучтехиздат, 1963.- с 12 - 13.]. Недоліком відомого способу є похибка вимірювання, яка викликана неможливістю чіткого забезпечення руху рухомої частини приладу по колу. Відомий спосіб вимірювання головного заднього кута спірального свердла на інструментальному мікроскопі. Суть даного способу полягає в наступному. Головні задні поверхні свердла покривають тонким шаром червоного нітролака і голкою, закріпленою в підпружиненій вісі, яка розміщена паралельно до осі свердла, наносять риски на поверхнях. Для вимірювання кута свердло встановлюють на столі мікроскопа в призмі, виставленої паралельно горизонтальній лінії, яку видно в окулярі. Цю лінію суміщають з віссю свердла. Точку перетину риски з різальною кромкою свердла суміщають з горизонтальною лінією повертаючи свердло навколо його осі. Поздовжнім переміщенням стола перетин взаємоперпендикулярних ліній мікроскопа суміщають з точкою перетину риски і різальної кромки свердла. Вертикальна лінія мікроскопа є дотичною до кола обертання розглядуваної точки на різальній кромці. Перетин повертають вліво і вертикальну лінію встановлюють дотично до риски на головній задній поверхні свердла. Величина головного заднього кута реєструється в верхньому окулярі. [Борисов Б.Я. Лабораторный практикум по резанию металлов. - М-К.: Госнаучтехиздат, 1963.- с 12 - 13.]. Недоліком відомого способу є похибка вимірювання, яка викликана явищем паралаксу. Відомий спосіб вимірювання головного заднього кута спірального свердла при якому свердло встановлюють в патрон, а контролюючий штифт опирають на задню поверхню свердла в заданій точці головної різальної кромки на певному діаметрі свердла і свердло повертають на заданий кут, при цьому штифт ковзає по головній задній поверхні, а самописець, який зв'язаний із штифтом за допомогою важільної системи викреслює криву лінію на паперовій стрічці, що закріплена на барабані. Після цього до отриманої кривої проводять дотичну, вимірюють відрізки на осі x і відповідно на осі у, і за формулою 7.5 y1 , tg x Dx x1 (1) визначають значення головного заднього кута. Тут у формулі (1) 7.5 - постійне число, яке харак 16398 4 теризує передаточний механізм; у1 - ордината, мм; х1 - абсциса, мм; Dx - заданий діаметр кола свердла, на якому вимірюють заданий кут, мм. Дійсне значення головного заднього кута в нормальній січній площині N визначають за формулою tg N x sin , (2) де - головний кут свердла в плані, . [Егоров СВ., Червяков А.Г. Резание конструкционых метереалов и режущий инструмент. Лабораторный практикум. Учеб. пособие для вузов. Изд. 2-е, перераб. - М.: Высш. школа, 1975. - с. 34 35.Ттретьяков И.П., Аршинов В.А., Киселев Н.Ф., Синопальников В.А. Лабораторные работы по курсу "Резание металов". - М.: Машиностроение, 1965. - с. 79 - 82.]. Недоліком відомого способу є неможливість чіткого проставлення дотичних до кривих, а також невідповідність розмірностей у формулі для визначення величини головного заднього кута. Найближчим до запропонованого є спосіб вимірювання головного заднього кута спірального свердла, суть якого полягає в тому, що спіральне свердло з діаметром d встановлюють в патроні, на якому є кутова шкала поділена на 360 і який закріплений в опорі кочення, а індикаторну головку годинникового типу закріплюють в механізмі, який дозволяє забезпечити її переміщення у двох взаємоперпендикулярних напрямках, і щуп індикаторної головки встановлюють на заданий діаметр в точці головної різальної кромки, і повертають свердло на кут x, величина якого обмежена головною різальною кромкою і кривою перетину головної задньої поверхні з поверхнею канавки, і реєструють по індикаторній головці величину kх падіння кривої утвореної перетином головної задньої поверхні і циліндричної поверхні діаметром dx співвісної з віссю свердла при певному значенні x. [Берсегянц P.O., Межуев Б.Н. Учебное пособие к лабораторным работам по курсу „Резание металов". - М.: ВЗПИ, 1975. - с. 96 - 98.]. Недоліком відомого способу є похибка вимірювання, яка викликана не привильним визначенням величини кута провороту x, так як крива, що описує головну задню поверхню свердла може бути не монотонною, а також невизначеність площини в якій здійснюється вимірювання головного заднього кута свердла. В основу корисної моделі, спосіб вимірювання головного кута спірального свердла, поставлено задачу підвищення точності контролю значення головного заднього кута спірального свердла, при якому спіральне свердло з діаметром d встановлюють в патроні, на якому є кутова шкала поділена на 360 і який закріплений в опорі кочення, а індикаторну головку годинникового типу закріплюють в механізмі, який дозволяє забезпечити її переміщення у двох взаємоперпендикулярних напрямках, і щуп індикаторної головки встановлюють на заданий діаметр в точці головної різальної кромки, і повертають свердло на кут x, величина якого обмежена головною різальною кромкою і кривою перетину головної задньої поверхні з поверхнею канавки, і реєструють по індикаторній головці величину kх падіння кривої утвореної перетином головної задньої поверхні і циліндричної 5 16398 6 поверхні діаметром d, співвісної з віссю свердла площиною, що проходить перпендикулярно до осі свердла та величину шуканого кута. при певному значенні x, причому вимірювання Спосіб реалізується наступним чином. величини головного заднього кута здійснюють в Вимірювання величини головного заднього кусічній площині перпендикулярній до осі свердла, та спірального свердла здійснюють в січній площуп індикаторної головки встановлюють в точку х0 щині перпендикулярній до осі свердла. головної різальної кромки, яка знаходиться на діаСпіральне свердло 1 з діаметром d встановметрі dX0=d, де d - діаметр свердла, повертають люють в патроні 2, на якому є кутова шкала подісвердло на певний кут рівний (2-5) і заміряють лена на 360 і який закріплений в опорі кочення 3. за показами індикаторної головки падіння kx0 криІндикаторну головку годинникового типу 4 закріпвої, утвореної перетином головної задньої поверхлюють в механізмі 5, який дозволяє забезпечити її ні із січною площиною, що проходить перпендикупереміщення у двох взаємоперпендикулярних налярно до осі свердла через точку х0, аналогічно прямках. Щуп індикаторної головки встановлюють повторяють такі провороти свердла і разів (і=5-10), в точку х0 головної різальної кромки, яка знахореєструють покази індикаторної головки і визнадиться на діаметрі dX0=d. чають падіння kХ0i, отримані дані в декартовій системі координат зображають відповідними точками, Повертають свердло 1 на певний кут рівний потім отримані експериментальні дані апроксиму(2-5) і заміряють за показами індикаторної головють рівнянням n-го порядку y=f(x), знаходять перки 4 Фіг.1 падіння kxо кривої перетину головної задньої поверхні з січною площиною, що проходить dy шу похідну і підставивши х=0 отримують знаперпендикулярно до осі свердла через точку х0 dx Фіг.4. Аналогічно повторяють i разів (i=5-10) повочення тангенса кута tg x 0 y' x 0 нахилу дотичної роти свердла 1 і реєструють покази індикаторної проставленої в точці х0 до кривої перетину головголовки 4 і визначають падіння kx0, кривої утвореної задньої поверхні та січної площини, яка прохоної перетином головної задньої поверхні із січною дить перпендикулярно до осі свердла через точку площиною, що проходить перпендикулярно до осі свердла через точку х0 і встановлюють щуп індих0 і напрямом осі ОХ (абсцис), де x 0 визнакаторної головки в початкове положення. 2 Отримані дані зображають в декартовій сисчають tg x0, за формутемі координат відповідними точками. лою tg x 0 tg tg x 0 y' x 0 і звідси виx0 Отримані експериментальні дані апроксимузначають значення головного заднього кута в ють рівнянням n-го порядку y=f(x). Знаходять перплощині перпендикулярній осі свердла x0, яке dy шу похідну і підставивши х=0 отримують знарівне x 0 arctg y' x 0 , потім встановлюють щуп dx чення тангенса кута tg x 0 y' x 0 нахилу дотичної індикаторної головки в початкове положення, переміщають горизонтально зліва на право індикапроставленої в точці х0 до кривої перетину головторну головку на величину l1, для чого встановлюної задньої поверхні та січної площини, яка прохоють щуп індикаторної головки на діаметрі дить перпендикулярно до осі свердла через точку dx1 dx 0 2 l1 tg , переміщають індикаторну головх0 і напрямом осі ОХ (абсцис) Фіг.4. Знаючи, що ку перпендикулярно осі свердла, доти поки щуп індикаторної індикаторної головки не сконтактує з точкою хl на головній різальній кромці свердла і створюють попередній натяг в індикаторній головці, повертають свердло на певний кут рівний (25) і заміряють за показами індикаторної головки падіння kxli, в подальшому повторюють вищеописану методику визначення значення головного заднього кута в площині перпендикулярній осі свердла і знаходять кут xl на діаметрі dxl, поетапно встановлюють щуп індикаторної головки в точках х2, x3, … хn на відповідних діаметрах dx2, dx3, ..., dxn, повторюють вищеописані прийоми і знаходять відповідні значення головних задніх кутів в пложинах перпендикулярних до осі свердла x2, x3, …, xn по цих даних будують залежність x=f(dx) і оцінюють зміну головного заднього кута x по довжині головної різальної кромки. На Фіг.1 показано схему встановлення спірального свердла та індикаторної головки годинникового типу для вимірювання падіння затилка kх; на Фіг.2 показано схему встановлення щупа індикаторної головки на інший діаметр; на Фіг.3 показано розміщення щупів для проведення замірів на різних діаметрах; на Фіг.4 показано криву, утворену перетином головної задньої поверхні із січною tg x0 x0 завжди буде від'ємне значення, тому що кут є тупий формулою: x0 tg 2 x0 , визначають tg tg x0 tg x0, x0 Фіг.4 за y' x 0 . Звідси, визначають значення головного заднього кута в січній площині перпендикулярній осі свердла і яка проходить через точку х0 xo, яке рівне x 0 arctg y' x 0 . Потім встановлюють щуп індикаторної головки 4 в точці xl головної різальної кромки свердла на діаметрі dx1 dx 0 2 l1 tg , де ll величина горизонтального, зліва на право переміщення індикаторної головки, і переміщають індикаторну головку перпендикулярно осі свердла, доти поки її щуп не сконтактує з точкою xl на головній різальній кромці свердла і створюють попередній натяг в індикаторній головці Фіг.3. Знову повертають свердло 1 на певний кут рівний (2-5) і заміряють за показами індикаторної головки 4 Фіг.2 падіння kxli. В подальшому повторюють вищеописані прийоми і знаходять головний задній кут в площині перпендикулярній осі свердла в точці xl хl на діаметрі dxl. 7 16398 8 Поетапно встановлюють щуп індикаторної гозазначеного відомого механізму. ловки в точках х2, х3, … хn на відповідних діаметПроводили замір величини падіння kх кривої, рах dx2, dx3, ..., dxn, повторюють вищеописані приутвореної перетином головної задньої поверхні із йоми і знаходять відповідні значення головних січною площиною, що проходить перпендикулярно задніх кутів в площинах перпендикулярних до осі до осі свердла через точку х, поставивши щуп індикаторної головки в точці головної різальної кросвердла x2, x3, …, xn, Фіг.3. мки на діаметрі 28мм. Свердло повертали на кут По цих даних x0, x2, …, xn будують залеж5 п'ять разів, і щоразу фіксували падіння kх. ність =f(dx) і оцінюють зміну головного заднього Отримані значення падіння kх на діаметрі 28мм кута x по довжині головної різальної кромки. заносили в таблицю. Потім свердло повертали у Приклад конкретного виконання способу вимівихідне положення, для того щоб змінюючи полорювання головного заднього кута спірального свеження щупа індикаторної головки перейти на інрдла. ший діаметр положення точки x на головній різаВимірювання головного заднього кута здійсльній кромці. нювали з використанням спірального свердла діаметром d=28мм та індикаторної головки годинникового типу з ціною поділки 0,001мм, та вище заТаблиця Значення величини падіння затилка в залежності від кута провороту свердла на діаметрі d=28 мм. № п/п 1 2 3 4 5 Величина діаметра знаходження точки х на головній різальній кромці, мм. 28 28 28 28 28 За отриманими експериментальними даними будували в декартовій системі координат колову шкалу з центром О в початку координат із кроком 5 , проставили значення падіння kх на діаметрі 28мм (Фіг.4). Апроксимували отриманні результати кривою n-го порядку і отримали рівняння кривої вигляду: y R 1 x2 a arcsin x R 1 x2 , R2 R2 де R - радіус розміщення точки x на головній різальній кромці, мм; x - біжуче значення аргументу в декартовій системі координат, мм; a - падіння kх на куті повороту свердла xi=5 , мм. Аналіз експериментальних даних поданих в таблиці показав, що падіння kх на куті повороту 5 , має постійний характер, тобто крива може бути представлена Архімедовою спіраллю. Визначали першу похідну даного рівняння, оскільки вона характеризує тангенс кута нахилу дотичної проставленої в точці x з координатами (0; Rx), до кривої утвореної перетином головної задньої поверхні і січної площини, що проходить перпендикулярно осі свердла через точку x до напряму осі ОХ (абсцис) і отримали: Величина кута провороту свердла xi , Величина падіння затилка k xi , мм 5 10 15 20 25 1,31 2,65 3,93 5,25 6,55 x y' R 1 x2 a R x R x x2 R2 ar sin a . 1 R2 R2 Виходячи з вище сказаного, визначили тангенса кута tg x 0 нахилу дотичної проставленої в точці x з координатами (0; Rx), до кривої, утвореної перетином головної задньої поверхні із січною площиною, що проходить перпендикулярно до осі свердла через точку х, до напряму осі ОХ. Прирівa нявши х=0, отримали tg x 0 y'x1 0 . R Знаючи, що a tg x 0 tg tg x 0 y' x 0 , визнаx0 R чили величину головного заднього кута в площині перпендикулярній осі свердла, яка проходить через точку х0. a arctg x 0 arctg y' x 0 R arctg a R arctg 1.31 28 258'34". Отже, головний задній кут сверла в площині перпендиулярній осі свердла в точці головної різальної кромки х0 на діаметрі d=28мм =2°58'34". x0 9 Комп’ютерна верстка А. Крижанівський 16398 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measuring the main back angle of a spiral drill
Автори англійськоюKryvyi Petro Dmytrovych, Sharyk Myroslav Volodymyrovych, Kobelnyk Volodymyr Romanovych
Назва патенту російськоюСпособ измерения главного заднего угла спирального сверла
Автори російськоюКривой Петр Дмитриевич, Шарик Мирослав Владимирович, Кобельник Владимир Романович
МПК / Мітки
МПК: G01B 5/24
Мітки: спосіб, спірального, вимірювання, кута, заднього, свердла, головного
Код посилання
<a href="https://ua.patents.su/5-16398-sposib-vimiryuvannya-golovnogo-zadnogo-kuta-spiralnogo-sverdla.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання головного заднього кута спірального свердла</a>
Спосіб формоутворення задніх поверхонь спірального свердла з перехідними різальними крайками
Номер патенту: 14836
Опубліковано: 15.05.2006
Автори: Лупкін Борис Володимирович, Мамлюк Олег Володимирович, Родін Родіон Петрович, Равська Наталія Сергіївна
МПК: B23B 51/02
Мітки: спосіб, різальними, перехідними, задніх, спірального, формоутворення, крайками, свердла, поверхонь
Формула / Реферат:
Спосіб формоутворення задніх поверхонь спірального свердла з перехідними різальними крайками, який відрізняється тим, що свердло заточують двома (чотирма) конічними шліфувальними кругами, встановленими на одній осі, і взаємне положення яких відносно осі свердла визначають заданими вихідними даними: і
Спосіб заточування свердла з криволінійними різальними крайками

Номер патенту: 14830
Опубліковано: 15.05.2006
Автори: Равська Наталія Сергіївна, Родін Родіон Петрович, Мамлюк Олег Володимирович, Лупкін Борис Володимирович
МПК: B23B 51/00
Мітки: криволінійними, заточування, спосіб, різальними, крайками, свердла
Формула / Реферат:
Спосіб заточування свердла з криволінійними різальними крайками, який включає заточування фасонним шліфувальним кругом, що встановлений на осі перпендикулярно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що для спрощення кінематичної схеми обробки заточування здійснюють фасонним шліфувальним кругом, профіль якого обкреслений за дугою кола, яке обертається навколо нерухомої осі, а свердло, вісь якого перпендикулярна...
Спосіб заточування свердла по циліндричних фасонних поверхнях
Номер патенту: 14829
Опубліковано: 15.05.2006
Автори: Родін Родіон Петрович, Мамлюк Олег Володимирович, Лупкін Борис Володимирович, Равська Наталія Сергіївна
МПК: B23B 51/00
Мітки: фасонних, свердла, циліндричних, поверхнях, спосіб, заточування
Формула / Реферат:
Спосіб заточування свердла по циліндричних фасонних поверхнях, який відрізняється тим, що для спрощення технологічних пристосувань, заточування виконують фасонним шліфувальним кругом, профіль якого обкреслений дугою кола, вісь свердла встановлюється паралельно осі шліфувального круга, а саме свердло - на відстані і
Спосіб заточування свердла
Номер патенту: 52246
Опубліковано: 16.12.2002
Автори: Родін Родіон Петрович, Равська Наталья Сергіївна, Мамлюк Олег Володимирович, Лупкін Борис Володимирович
МПК: B23B 51/02
Мітки: спосіб, заточування, свердла
Формула / Реферат:
Спосіб заточування свердла, який включає заточування двома конічними шліфувальними кругами, що встановлені з зазором на одній осі, похилій відносно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що задні поверхні основних різальних крайок формують конічними поверхнями шліфувальних кругів, а задні поверхні в центральній зоні поперечної різальної крайки свердла формують граничними окружностями, розташованими на торцях...
Спосіб заточування свердла з підрізними різальними крайками
Номер патенту: 52249
Опубліковано: 16.12.2002
Автори: Равська Наталья Сергіївна, Родін Родіон Петрович, Лупкін Борис Володимирович, Мамлюк Олег Володимирович
МПК: B23B 3/00
Мітки: різальними, заточування, підрізними, крайками, свердла, спосіб
Формула / Реферат:
Спосіб заточування свердла з підрізними різальними крайками, при якому шліфувальним кругом одноразово формують площини периферійної і центральної різальних крайок свердла, який відрізняється тим, що оброблювальне свердло встановлюють в універсально-заточувальній головці з кутами й надають зворотно-поступального руху відносно шліфувального круга комбінованої "а",...
Попередній патент: Гранульоване органо-мінеральне добриво
Наступний патент: Спосіб заміщення сегментарного дефекту довгої кістки
Випадковий патент: Спосіб відкритої "раунд блок" ритидектомії через скорочений навколовушний доступ