Спосіб футерування металевої труби
Номер патенту: 17911
Опубліковано: 16.10.2006
Автори: Бідношея Марія Олександрівна, Бідношея Валентин Якович, Пархоменко Ірина Валентинівна, Бідношея Марина Валентинівна
Формула / Реферат
1. Спосіб футерування металевої труби, що включає футерування металевої труби скляною або пластмасовою, який відрізняється тим, що металева труба складається із двох однакових повздовжніх половин, а скляна або пластмасова труби мають зовнішню облицювальну волокнисту оболонку, забезпечуючу одночасно рівномірний і щільний контакт із внутрішньою поверхнею обох повздовжніх половин металевої труби, при їх взаємному сполученні.
2. Спосіб футерування за п. 1, який відрізняється тим, що поверхню обох повздовжніх половин металевої труби піддають знежирювальному відпалу і механічному очищенню, а зовнішню поверхню скляної або пластмасової труб обробляють хімічним розчинником, ґрунтують, посипають кварцовим піском, сушать.
3. Спосіб футерування за пп. 1, 2, який відрізняється тим, що поверхню скляної або пластмасової труб, заґрунтовану з кварцевим піском, вкривають смугою волокнистого неорганічного облицювального матеріалу із скловолокна або базальтового волокна, товщина якої при одночасному стискуванні вкритими обома половинами металевої труби досягає мінімальної величини, не викликаючи деформації скляної або пластмасової труб.
4. Спосіб футерування за пп. 1-3, який відрізняється тим, що на внутрішню поверхню однієї з повздовжніх половин металевої труби вкладають скляну або пластмасову труби із заґрунтованою з кварцовим піском зовнішньою поверхнею із зовнішньою облицювальною волокнистою оболонкою, а зверху - другою повздовжньою половиною металевої труби накривають нижню і з'єднують, забезпечуючи рівномірний щільний контакт з облицювальною волокнистою оболонкою, нарізають різьбу на глибину 150-200 мм з двох кінців зовнішньої поверхні з'єднаної труби.
5. Спосіб футерування за пп. 1-4, який відрізняється тим, що кінці скляної або пластмасової труб виступають на 50-60 мм із металевої труби.
6. Спосіб футерування за пп. 1-5, який відрізняється тим, що повздовжній шов зовнішньої поверхні складених половин металевої труби і ділянку поверхні між протилежними кінцями труби до різьби ґрунтують, додатково захищають повздовжній шов антикорозійною мастикою.
Текст
1. Спосіб футерування металевої труби, що включає футерування металевої труби скляною або пластмасовою, який відрізняється тим, що металева труба складається із двох однакових повздовжніх половин, а скляна або пластмасова труби мають зовнішню облицювальну волокнисту оболонку, забезпечуючу одночасно рівномірний і щільний контакт із внутрішньою поверхнею обох повздовжніх половин металевої труби, при їх взаємному сполученні. 2. Спосіб футерування за п. 1, який відрізняється тим, що поверхню обох повздовжніх половин металевої труби піддають знежирювальному відпалу і механічному очищенню, а зовнішню поверхню скляної або пластмасової труб обробляють хімічним розчинником, ґрунтують, посипають кварцовим піском, сушать. 3. Спосіб футерування за пп. 1, 2, який відрізняється тим, що поверхню скляної або пластмасової U 2 17911 1 3 17911 4 й розміщення полої скляної заготовки в трубі, натрубопроводу [6], в якому для захисту внутрішньої грівання труби і скляної заготовки при одночасноповерхні трубопроводу шляхом футерування виму створенні підвищеного тиску повітря в її прокористовують попередньо виготовлену оболонку шарку по відношенню до каналу між трубою і трубчатої форми із зовнішнім діаметром, рівним скляною заготовкою, нагрівання і створення підвнутрішньому діаметру трубопроводу, яку виготовищеного тиску повітря в прошарку скляної заговлено шляхом намотки безперервного волокнистовки, здійснюється шляхом продування гарячого того наповнювача на циліндричну обертаючу повітря через полу скляну заготовку. Одночасно із оправку в два або три шари з кутом намотки 120продувкою гарячого повітря через полу скляну 125°. Волокнистий наповнювач насичують епоксизаготовку, здійснюють відкачування повітря із кадним зв'язуючим при співвідношенні мас наповнюналу між трубою і скляною заготовкою. Декілька вача і зв'язуючого від 30:70 до 50:50% відповідно, труб із розміщеними в них полими скляними загоз наступним термотвердженням і охолодженням товками встановлюють послідовно, продувають готового виробу. Оболонку у деформованому вичерез них гаряче повітря, а його відкачування гляді, що має поперечний переріз V-образної фоздійснюють індивідуально із кожного каналу між рми або трьохлистника, вводять у захищувану трубою і скляною заготовкою. Повітря із останньої частину трубопроводу і притискують до його внутскляної заготовки можна скерувати на зовнішні рішньої поверхні подачею теплоносія. В якості поверхні труб. Трубу із розміщеною в ній полою зв'язуючого використовують склад, що вміщує скляною заготовкою вставляють з нахилом. мас.%: 50-70 епоксидіанової смоли, 30-50 олігоеіАле і в цьому, на перший погляд більш вдосфруретандіепоксиду і стехіометричну кількість коналеному патенті, основні недоліки способу затверджувача амінного або ангідридного типу. практично ідентичні недолікам вище розглянутим. Даючи позитивну оцінку використання в заВ літературі описано декілька способів покритпропонованому способі захисту від корозії внутрітя внутрішньої поверхні металевих труб полімершньої поверхні трубопроводів, шляхом викорисними матеріалами [4]. По одному із них - трубу із тання композиції із наповнювача - волокнистого пластмаси розігрівають до еластичного стану і хімічно стійкого матеріалу - скловолокна або базапотім проштовхують в нагріту до 110-120°С метальтового волокна, або вуглеволокна та хімічно леву трубу, внутрішній діаметр якої менше зовнішстійкого епоксидного зв'язуючого з отверджувачем нього діаметру пластмасової труби на 1-1,5мм. Так для створення трубчатої оболонки, внутрішня поможливо футерувати невеликі відрізки труб прибверхня якої несе безпосередню протидію корозійлизно до 1м. Футерувати труби стандартної довній агресивності гранспортуючих рідин, слід відміжини тонкостінними пластмасовими трубами практити складність створення трубчатої оболонки тично неможливо через зминання розігрітих (триразова почергова термічна обробка і обтискупластмасових труб при проштовхуванні. вання трубчатої оболонки з тимчасовою її фіксаціПо другому способу пластмасову трубу вклаєю для одержання кінцевої форми), а також забездають в металеву з більшим зазором, який заповпечення якісного (без зминання) введення її в нюють бетоном. Для кращого з'єднання пластмазахищувану трубу, що робить запропонований сову трубу попередньо вкривають лаком, спосіб достатньо енергоємним, малопродуктивним обсипають піском і просушують. Спосіб працеєміз значними працевтратами. Але механічна міцний, збільшує масу і зовнішній діаметр труб, а моність використовуваної композиції при розтягуванжливість футерування середніх і малих діаметрів ні має достатньо високий показник (800-1000МПа), труб при цьому обмежена. що свідчить про перспективність використання на Третій спосіб - пневматичний - заключається у її основі матеріалу, успішно протидіючого механічсуміщені пластмасової і металевої труб до темпеному навантаженню. ратури розм'якшення пластмаси. Потім пластмаНайбільш близький спосіб покриття внутрішсову трубу роздувають стиснутим повітрям до ньої поверхні трубопроводу [7], взятий за протощільного зближення її із внутрішньою стінкою метип, полягає у попередньому виготовленні облиталевої труби і все охолоджують. цювальної оболонки із внутрішнього і зовнішнього Відомий спосіб захисту внутрішньої поверхні плівкових рукавів з розташованим між ними армуметалевих труб полімерними [5], що полягає в ючим, насиченим термореактивним зв'язуючим розміщенні в захисній трубі, наповненого повітрям волокнистим рукавом - наповнювачем, герметизагерметично закритого полімерного рукава, і притиції оболонки і встановленні тривалості тимчасової скування його до внутрішньої поверхні металевої витримки від 1 до 30 діб, при цьому вибирають труби, шляхом створення надлишкового тиску в співвідношення наповнювач : зв'язуюче від 30:70 порожнині заготовки, видалення повітря із міжтрудо 50:50%. Після тимчасової витримки оболонку бного простору поступовим нагріванням труби за вводять в трубопровід, притискують до внутрішдопомогою кільцевої печі, шляхом її переміщення. ньої поверхні трубопроводу подачею робочого В результаті термопластичний матеріал перехоагенту і затверджують оболонку шляхом полімеридить у в'язкотікучий стан під дією надлишкового зації зв'язуючого. тиску повітря в полімерному рукаві і на внутрішній Приведений спосіб-прототип може бути викоповерхні труби формується захисне покриття. ристаний для захисту від корозії споруджувальних Недоліки способу - енергоємність процесу і вітрубопроводів, проте він має ряд недоліків: 1) нарогідність одержання неякісного покриття через сичення армуючого склотрикотажу або склотканискладність керування процесом охолодження комни здійснюють в об'ємі між двома поліетиленовипозиції "метал-полімер". ми рукавами з наступною витримкою не менше Відомий спосіб захисту внутрішньої поверхні доби без стискування армуючої тканини. Отже, 5 17911 6 тканина насичується за рахунок капілярного ефекоболонку, забезпечуючи одночасно рівномірний і ту, що залежить, як відомо, від в'язкості рідини і щільний контакт із внутрішньою поверхнею обох наявності пор, величини яких не контролюються, повздовжніх половин металевої труби, при їх взащо обов'язково погіршить якість насичення і, як ємному сполученні. наслідок, знизить фізично-хімічні і експлуатаційні Згідно з корисною моделлю, поверхню обох властивості одержуваних оболонок; 2) зборка обповздовжніх половин металевої труби піддають лицювальної або ремонтної оболонки здійснюєтьзнежирювальному відпалу і механічному очищенся безпосередньо перед її установкою в трубу без ню, а зовнішню поверхню скляної або пластмасовикористання пристосувань, гарантуючих якість вої труб обробляють хімічним розчинником, ґруноболонок; 3) використання раніше виготовленої тують, посипають кварцовим піском, сушать. відомими способом оболонки із зовнішнім діаметЗгідно з корисною моделлю, поверхню скляної ром труби, що облицьовується, має значні складабо пластмасової труб, заґрунтованою з кварцонощі через механічні труднощі введення такої вим піском вкривають смугою волокнистого неороболонки в середину трубопроводу. ганічного облицювального матеріалу із скловолокДоцільно відмітити схожість основних технолона або базальтового волокна, товщина якої при гічних прийомів виконання футерування скляною одночасному стискуванні вкритими обома половиабо пластмасовою трубами в більшості розглянунами металевої труби досягає мінімальної велитих патентів. чини, не визиваючи деформації скляної або пласЗагальними ознаками з обома прототипами є тмасової труб. спосіб антикорозійного захисту внутрішньої поверЗгідно з корисною моделлю, на внутрішню похні металевої труби шляхом футерування її скляверхню, однією з поздовжніх половин металевої ною або пластмасовою трубами. труби вкладають скляну або пластмасову труби із В основу корисної моделі поставлено завданзаґрунтованою з кварцевим піском зовнішньою ня по створенню в умовах підприємстваповерхнею із зовнішньоюоблицювальною волоквиготовача надійної, якісної і продуктивності технистою оболонкою, а зверху - другою повздовжнології шляхом футерування склом - екологічно ньою половиною металевої труби накривають нибезпечним і біологічно нейтральним матеріалом з жню і з'єднують, забезпечуючи рівномірний і низьким коефіцієнтом тертя при русі по ньому ріщільний контакт з облицювальною волокнистою дини, і володіючим високою корозійною стійкостю оболонкою, нарізають різьбу на глибину 150в широкому спектрі агресивних середовищ, навіть 200мм з двох кінців зовнішньої поверхні з'єднаної при підвищених температурах, або пластмасовими труби. трубами. Останні характеризуються меншим гідЗгідно з корисною моделлю, кінці скляної або равлічним опором в порівнянні із чавунними або пластмасової труб виступають на 50-60мм із месталевими. Маса пластмасових труб приблизно в талевої труби. 5 разів менше, ніж сталевих, проте міцність їх неЗгідно з корисною моделлю, повздовжній шов висока. Пропускна здатність під час експлуатації зовнішньої поверхні складових половин металевої залишається практично незмінною, а у металевих труби і ділянку поверхні між протилежними кільтруб знижується внаслідок корозії і відкладання цями труби до різьби ґрунтують, додатково захиосадів. щають поздовжній шов антикорозійною мастикою. Футеровані пластмасовими металеві труби Запропонований спосіб виконують таким чиможуть працювати в умовах агресивних середоном: для знищення органічних речовин (в тому вищ в значно більш широкому діапазоні темперачислі жирових і масляних плівок) поверхні двох тур і тиску, ніж незахищені металеві труби в тих однакових зовнішніх металевих половин - складовипадках, коли хімічна стійкість футеруючого шару вих металевої труби, піддають знежирювальному це дозволяє. Футеровані труби не бояться випадвідпалу (отжигу) при температурі 500-550°С [9], кових ударів, більш сприятливо реагують на різкі піскострумлять до класу чистоти 4-5 [10], обдувазміни температур і тиску. ють чистим стиснутим повітрям для видалення Найбільше використання мають пластмасові залишків пилу і окалини. труби із фторопласту - 4, що володіють такими Паралельно здійснюють хімічне знежирення фізико-хімічними властивостями [4]: густина - 2,2зовнішньої поверхні скляної або пластмасової 2,3г/см3, максимальна робоча температура екструб. Для обробки поверхні труби використовують плуатації - 269°С, межа міцності при розтягуванні в якості органічного розчинника відомі синтетичні 140-200кг/см2, відносне подовження при розриві засоби, наприклад, водний розчин відомого синте205-500%, межа міцності при згинанні - 110тичного миючого засобу сульфанолу (5-15г/л) при 140кг/см2, твердість по Брінелю - 3-4кг/см2, темпетемпературі 30-50°С. Час струмного очищення ратура розкладання - 415°С. складає 1-5хв., а з використанням ультразвукового Фторопласт-4 є полімером тетрафторетилену. впливу з частотою 18кГц повне видалення забрудЦе найбільш хімічно стійкий матеріал із всіх відонень і знежирювання досягається за 0,5-1хв. Після мих пластмас. В цьому відношенні він перевищує закінчення обробки поверхню промивають гарязолото, платину, спеціальні нержавіючі сталі, фачою (до 50-70°С) і холодною проточною водою, рфор та інші матеріали, що використовуються в після чого сушать при 110-120°С. На висушену агресивних середовищах. скляну або пластмасову поверхню наносять розПоставлене завдання досягається тим, що мечин бітуму в бензині в пропорції 1:3 і зразу, на сиру талева труба складається із двох однакових поповерхню, напиляють кварцовий пісок. Сушить не вздовжніх половин, а скляна або пластмасова більше однієї доби. труби мають зовнішню облицювальну волокнисту Також в якості органічного розчинника можна 7 17911 8 використовувати бензин, гас, скипидар, діхлориеведена лише узагальнена схема їх виконання. тан, трихолоретилен. Хлоровміщуючі розчинники Здійснення приведеним способом футеруванне вибухонебезпечні і не спалахують, що дозволяє ня металевих труб в стаціонарних умовах підприінтенсифікувати процес знежирення шляхом підігємства-виготивача, дозволить покращити умови рівання цих розчинників [10]. контролю технологічних операцій процесу і забезГотують смугу тканинного волокнистого неорпечить стабільність якості кожної із них. ганічного облицювального матеріалу із скловолокОтже, технічний результат, що виникає при на або базальтового волокна, товщина якої в 1,3реалізації запропонованого способу, обумовлений 1,4 рази більше товщини прошарку між внутрішпідвищенням якості футерування труб із зниженньоюметалевою і зовнішньою скляною або пласням енергетичних витрат і працевтрат. тмасовою поверхнями труб, а ширина і довжина Використання металевих труб, футерованих смуги визначається периметром і довжиною пласскляною або пластмасовими трубами, дозволить тмасової або скляної труб. Вкривають смугою мазбільшити термін їх експлуатації в декілька разів в теріалу, заґрунтовану з піском зовнішню поверхню агресивних середовищах, як наслідок, знизить скляної або пластмасової труб, міцно стягують і витрати металу, зменшить простої обладнання і фіксують кінці сторін з утворенням рукава, що ріввитрати на їх відновлення, вилучить відкладання номірно і щільно прилягає до поверхні труби. осадів на стінках труб, збереже чистоту транспорНа внутрішню поверхню однієї з повздовжніх туючих продуктів, скоротить гідравлічні витрати. половин металевої труби вкладають скляну або Враховуючи зростаючу актуальність в забезпластмасові труби із зовнішньою облицювальною печенні захисту трубопроводів від корозії в різних волокнистою оболонкою, а зверху - другою погалузях промисловості, то доцільність запропоновздовжньою половинкою металевої труби накриваного способу футерування у виробництво не вають нижню і з'єднують шляхом зварювання, виникає сумнівів. створюючи з нею рівномірний і щільний контакт з Реалізація запропонованого технічного рішеноблицювальною волокнистою оболонкою. При ня має також соціальне значення для спеціалізації цьому кінці із двох сторін однієї із названих труб вітчизняних підприємств по здійсненню технології виступають на 50-60 мм із металевої труби. реалізації даного способу, і дає можливість ствоПовздовжній шов зовнішньої поверхні з'єднаренню додаткових робочих місць по виконанню них половин металевої труби ґрунтують за допозобов'язань керівництва держави по скороченню могою розчину бітуму в бензині в пропорції 1:3. числа безробітних на Україні. Сушка не більше однієї доби. Висушений заґрунТаким чином, вказані технічні ознаки дають тований повздовжній шов додатково захищають можливість використання технічного рішення в бітумною мастикою. промислових умовах і забезпечують йому відповіВикористання в запропонованому способі фудність критерію "промислова придатність". терування металевої труби, що складається споЛітература: чатку із двох повздовжніх половин, створює умови 1. Стеблецов А.Г., Максутов Ф.А., Ахунов A.M. для здійснення контролю за якісним розміщенням Способ облицовки стеклом металических труб. по довжині труби, що футерується скляною або Авт. св. СССР №487033, кл. 27/02, опубл. пластмасовою трубами із зовнішньою волокнис12.01.76. тою облицювальною оболонкою. 2. Редько В.В., Логовикова Л.С., Лолетова С.В. Нанесення на заґрунтовану поверхню скляної Производство труб со стеклометаловым покрытиабо пластмасової труб кварцевого піску, створює ем. - Обзорная информация. М.: Институт "Чермешорсткість поверхні і збільшує фіксацію волокнистинформация", сер. "Трубное производство", 1984, того облицювального матеріалу на поверхні. вып. 3, 11с. Товщина зовнішньої волокнистої облицюваль3. Аюхов А.А., Пландовский А.Е., Помпеев А.А. ної оболонки в 1,3-1,4 рази більше товщини проСпособ покрытия стеклом внутренней поверхносшарку між внутрішньою поверхнею металевої трути труб. RU №2109701, С03С 27/02, F16L 58/14, би і зовнішньою поверхнею скляної або опубл. 27.04.1998. пластмасової труб обумовлена з одного боку 4. Самсонов В.Г., Харахаш В.Г. и др. Противонеобхідністю створення надійного, рівномірного і корозионные пластмасовые покрытия. К.: Техника. щільного контакту по периметру із внутрішньою 1965. 90с., с.39-42, 16-17. поверхнею металевої труби, а з іншого - створен5. Авт. св. СССР №1350442, кл. F16L 58/10, ням захисту від нагрівання скляної або пластмасо1987, бюл. №41. вої труб під час зварювання повздовжніх метале6. Крыжановский В.К., Бурлов В.В., Паниматвих труб. ченко А.Д. Способ защиты внутренней поверхносВиступаючі на 50-60мм кінці скляної або пласти трубопровода. RU №2248496, кл. F16L 58/10, тмасової труб із металевої труби, обумовлені неопубл. 20.03.2005. обхідністю подальшого з'єднання з кінцями скляної 7. Патент РФ №2037733, кл. F16L 58/10, або пластмасової труб іншої суміжної металевої опубл. 19.06.1995. труби. 8. Ганель С.В., Баканов С.П. Трубы из пластиВраховуючи практичну ідентичність технологіческих масс в продовольственном машиностроечних операцій, пов'язаних із способом футеруваннии. М.: Машгаз, 1963, 32 с. ня металевої труби скляною або пластмасовою 9. Петцольд А., Пешманн Г. Эмаль и эмалиротрубами, авторами при описуванні способу не вание металов. Справочник. Перевод с немецкого зроблено розмежування технологічних операцій Бурхмана Е.К. М.: Металургия, 1990, 576с., с.293. для скляної або пластмасової труб окремо, а при10. Красноярский В.В., Цикерман П.Я. Корро 9 17911 зия и защита подземных металлических сооруже87. ний. М.: Высшая школа, 1965, 296с., с.72-73, 85 Комп’ютерна верстка Л. Купенко Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for lining metal pipe
Автори англійськоюBidnosheya Valentyn Yakovych, Bidnosheia Valentyn Yakovych, Bidnosheia Maryna Valentynivna, Parkhomenko Iryna Valentynivna
Назва патенту російськоюСпособ футеровки металлической трубы
Автори російськоюБидношея Валентин Яковлевич, Бидношея Марина Валентиновна, Пархоменко Ирина Валентиновна
МПК / Мітки
МПК: F16L 58/02
Мітки: спосіб, футерування, металевої, трубі
Код посилання
<a href="https://ua.patents.su/5-17911-sposib-futeruvannya-metalevo-trubi.html" target="_blank" rel="follow" title="База патентів України">Спосіб футерування металевої труби</a>
Спосіб захисту внутрішньої поверхні металевої труби від корозії
Номер патенту: 17305
Опубліковано: 15.09.2006
Автори: Бідношея Марія Олександрівна, Бідношея Марина Валентинівна, Бідношея Валентин Якович, Наливайко Олександр Іванович
МПК: F16L 58/02
Мітки: внутрішньої, поверхні, корозії, захисту, металевої, трубі, спосіб
Формула / Реферат:
1. Спосіб захисту внутрішньої поверхні металевої труби від корозії, що включає футерування металевої труби скляною або пластмасовою трубою, нагрівання композиції, який відрізняється тим, що металева труба складається із двох однакових повздовжніх половин, а скляна або пластмасова труба має зовнішню облицювальну волокнисту оболонку, насичену епоксидним зв'язуючим з отверджувачем, забезпечуючи одночасно щільний зв'язок із внутрішньою поверхнею...
Спосіб футерування подових труб нагрівальних печей
Номер патенту: 43880
Опубліковано: 15.01.2002
Автори: Мартиненко Валерій Владленович, Литвин Людмила Григорівна, Ципін Савелій Якович
МПК: F27D 3/02
Мітки: футерування, спосіб, нагрівальних, печей, подових, труб
Формула / Реферат:
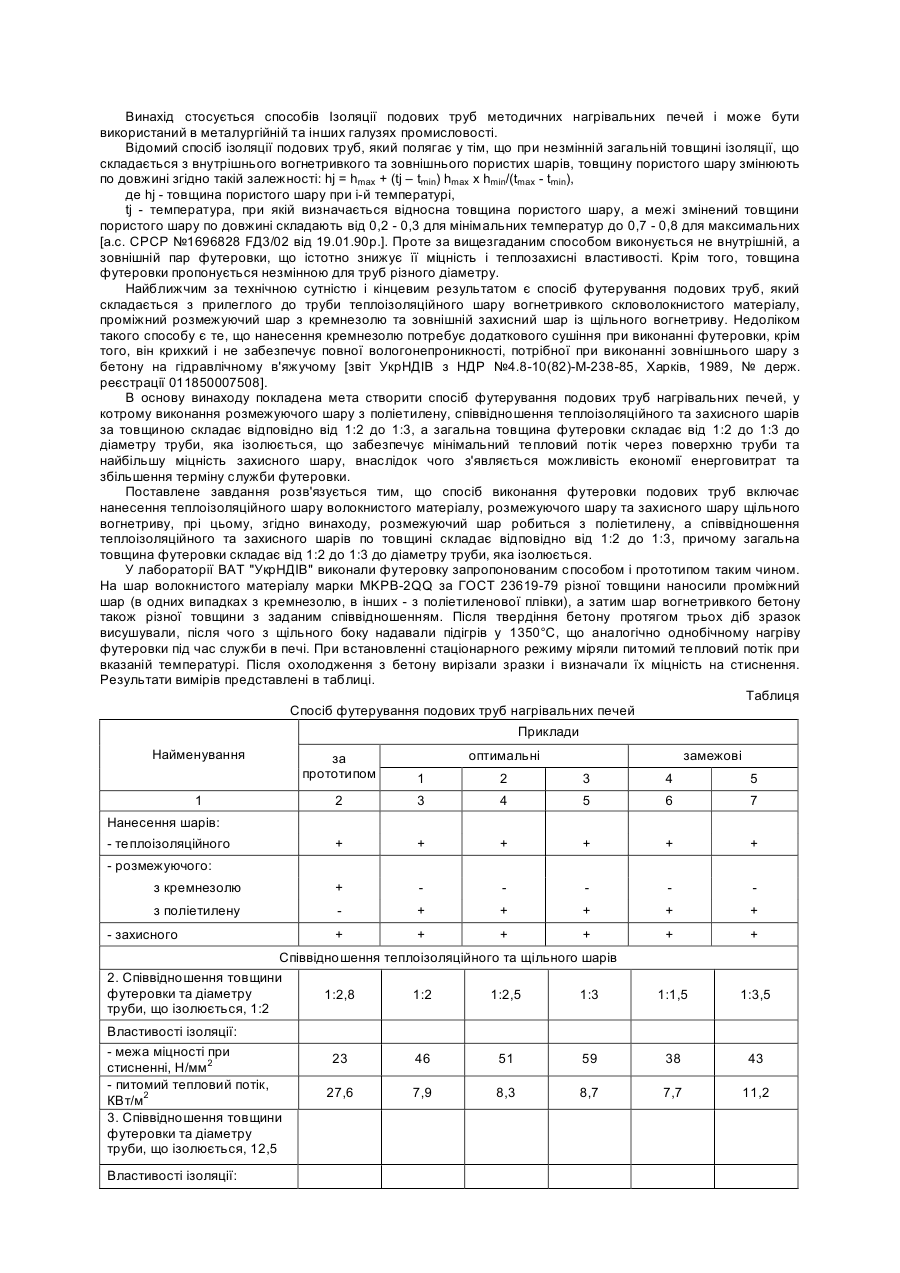
Спосіб футерування подових труб нагрівальних печей, що включає нанесення теплоізоляційного шару волокнистого матеріалу, роздільного шару і захисного шару щільного вогнетриву, який відрізняється тим, що роздільний шар виконаний з поліетилену, а співвідношення теплоізоляційного та захисного шарів по товщині складає відповідно від 1:2 до 1:3, причому загальна товщина складає від 1:2 до 1:3 до діаметра труби, що ізолюється.
Спосіб футерування нагрівальних агрегатів
Номер патенту: 11485
Опубліковано: 15.12.2005
Автори: Фенченко Ігор Іванович, Тітов Валерій Георгійович, Фенченко Маргарита Ігорівна, Тітов Андрій Валерійович, Ірха Віктор Миколайович
МПК: C21C 5/44
Мітки: спосіб, агрегатів, футерування, нагрівальних
Формула / Реферат:
1. Спосіб футерування нагрівальних агрегатів, що включає покриття внутрішніх стінок корпуса агрегату вогнетривкими матеріалами, який відрізняється тим, що покриття внутрішніх стінок корпуса агрегату виконують неформованим вогнетривким бетоном, що заливають у порожнину, утворену внутрішньою поверхнею корпуса агрегату і зовнішньою поверхнею опалубки, наприклад, заповнюваної під тиском повітря гумокордової камери, причому зовнішні стінки...
Пристрій для контролю співвісності фланця й труби та перпендикулярності ущільнювальної поверхні фланця повздовжній осі труби
Номер патенту: 34222
Опубліковано: 15.02.2001
Автор: Мікульонок Ігор Олегович
МПК: F16L 23/00, B25B 27/14
Мітки: пристрій, співвісності, трубі, осі, ущільнювальної, повздовжній, контролю, поверхні, перпендикулярності, фланця
Текст:
...1, закріплений на ньому стержень 2 з повзуном 3, який може пересуватися вздовж стержня 2 і фіксуватися на ньому в необхідному положенні за допомогою гвинта 4. До повзуна 3 жорстко закріплено тримач 5, на другому кінці якого змонтовано контрольну хрестовин у 6 (фіг. 1, 2). На обох планках контрольної хрестовини 6 рівномірно від її центра нанесені, наприклад, міліметрові поділки (тобто контрольна хрестовина являє собою сукупність чотирьох...
Спосіб захисту внутрішньої поверхні ствола димової труби
Номер патенту: 10304
Опубліковано: 15.11.2005
Автор: Аврамков Леонід Леонідович
МПК: E04H 12/28
Мітки: спосіб, ствола, поверхні, внутрішньої, захисту, димової, трубі
Формула / Реферат:
1. Спосіб захисту внутрішньої поверхні ствола димової труби, за яким на внутрішній поверхні ствола димової труби формують шар футерівки, при цьому виконують футерівку рядами послідовно зсунутими по вертикалі по всій висоті ствола димової труби, який відрізняється тим, що на внутрішню поверхню ствола димової труби наносять гідрофобну полімерну речовину і приклеюють теплоізоляційні елементи, які попередньо обклеєні склотканиною, стики між...
Попередній патент: Панель керування транспортним засобом
Наступний патент: Спосіб одержання полівалентної аутовакцини для лікування гнійно-септичних захворювань
Випадковий патент: Безпечна гакова підвіска