Спосіб волочіння прецизійних труб
Номер патенту: 23522
Опубліковано: 02.06.1998
Автори: Савченко Олег Миколайович, Моісєєв Володимир Володимирович, Зінов'єв Юрій Григорович, Островський Ігор Петрович, Аранович Анатолій Володимирович, Кісєльов Віктор Стефанович, Чуб Анатолій Васильович, Кореняк Юрій Костянтинович
Формула / Реферат
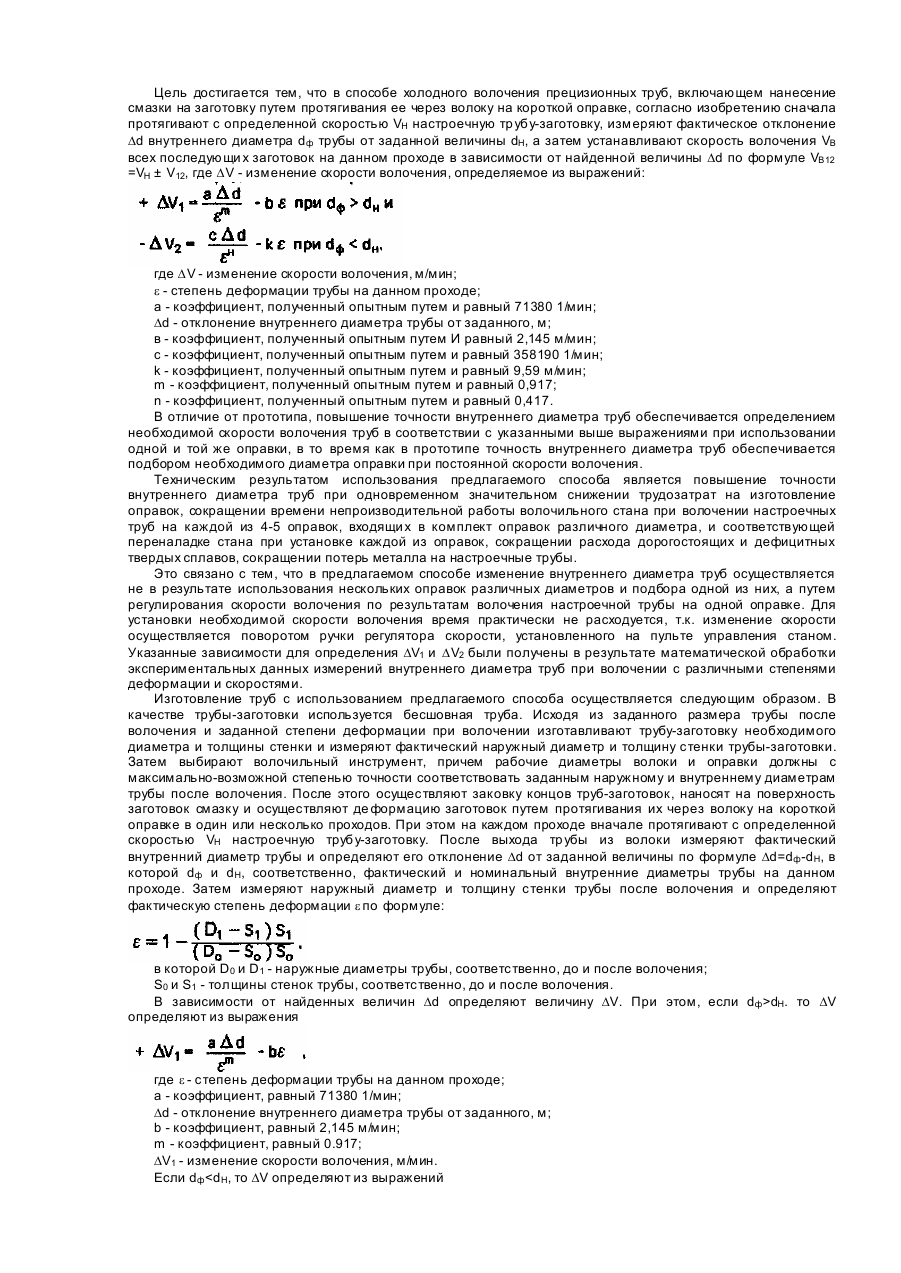
Способ волочения прецизионных труб, включающий нанесение смазки на заготовку и последующую ее деформацию путем протягивания через волоку на короткой оправке, отличающийся тем, что сначала протягивают с определенной скоростью VH настроечную трубу-заготовку, измеряют фактическое отклонение Dd внутреннего диаметра dф трубы от заданной величины dН, а затем устанавливают скорость волочения VB всех последующих заготовок на данном проходе в зависимости от найденной величины Dd по формуле VВ1,2= VH ± DV1,2, где DV - изменение скорости волочения, определяемое из выражений:
где DV - изменение скорости волочения, м/мин;
e- степень деформации трубы на данном проходе;
а - коэффициент, равный 71380 1/мин;
Dd - отклонение внутреннего диаметра трубы от заданного, м;
b - коэффициент, равный 2,145 м/мин;
с-коэффициент, равный 358190 1/мин;
к - коэффициент, равный 9,59 м/мин;
m - коэффициент, равный 0,917;
n - коэффициент, равный 0,417.
Текст
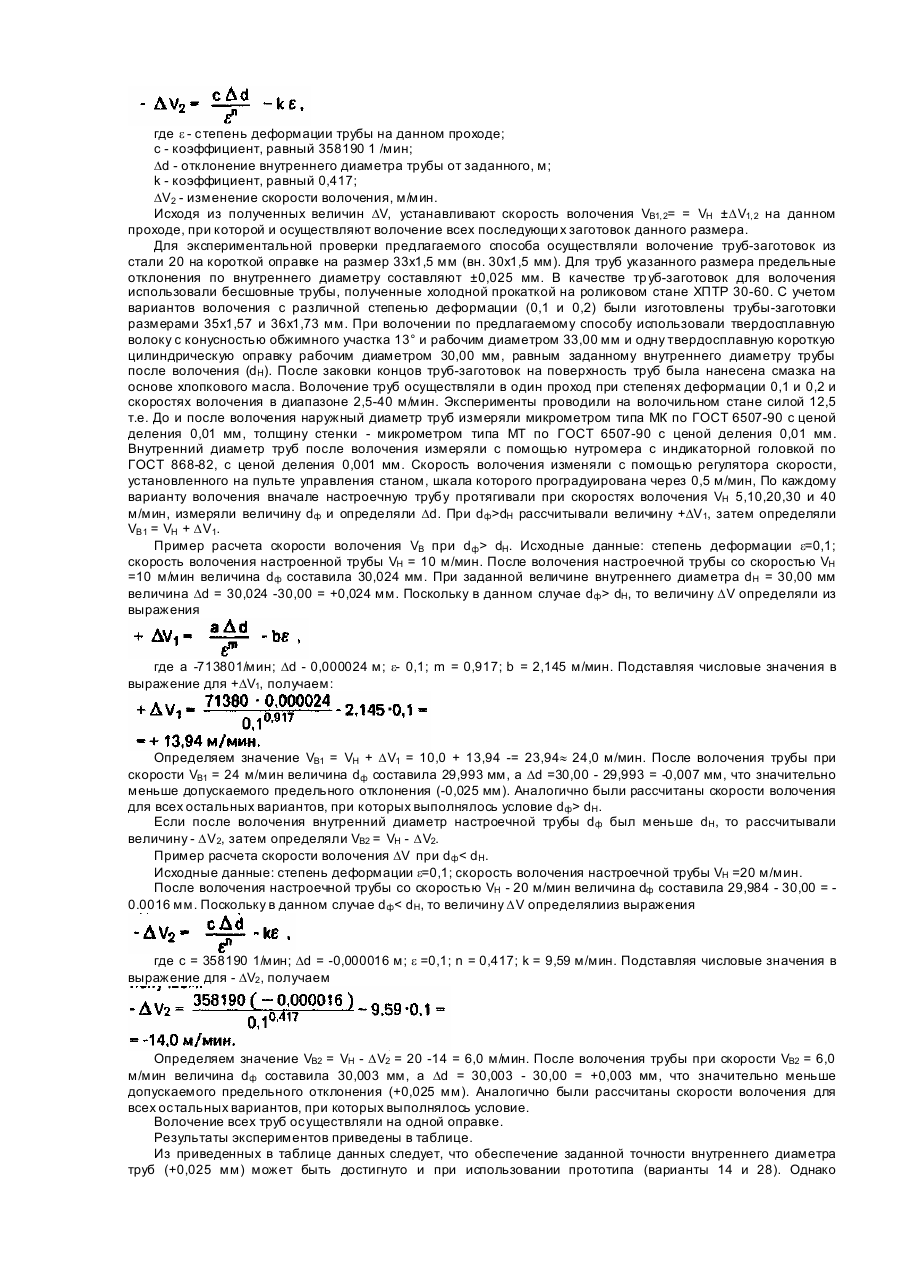
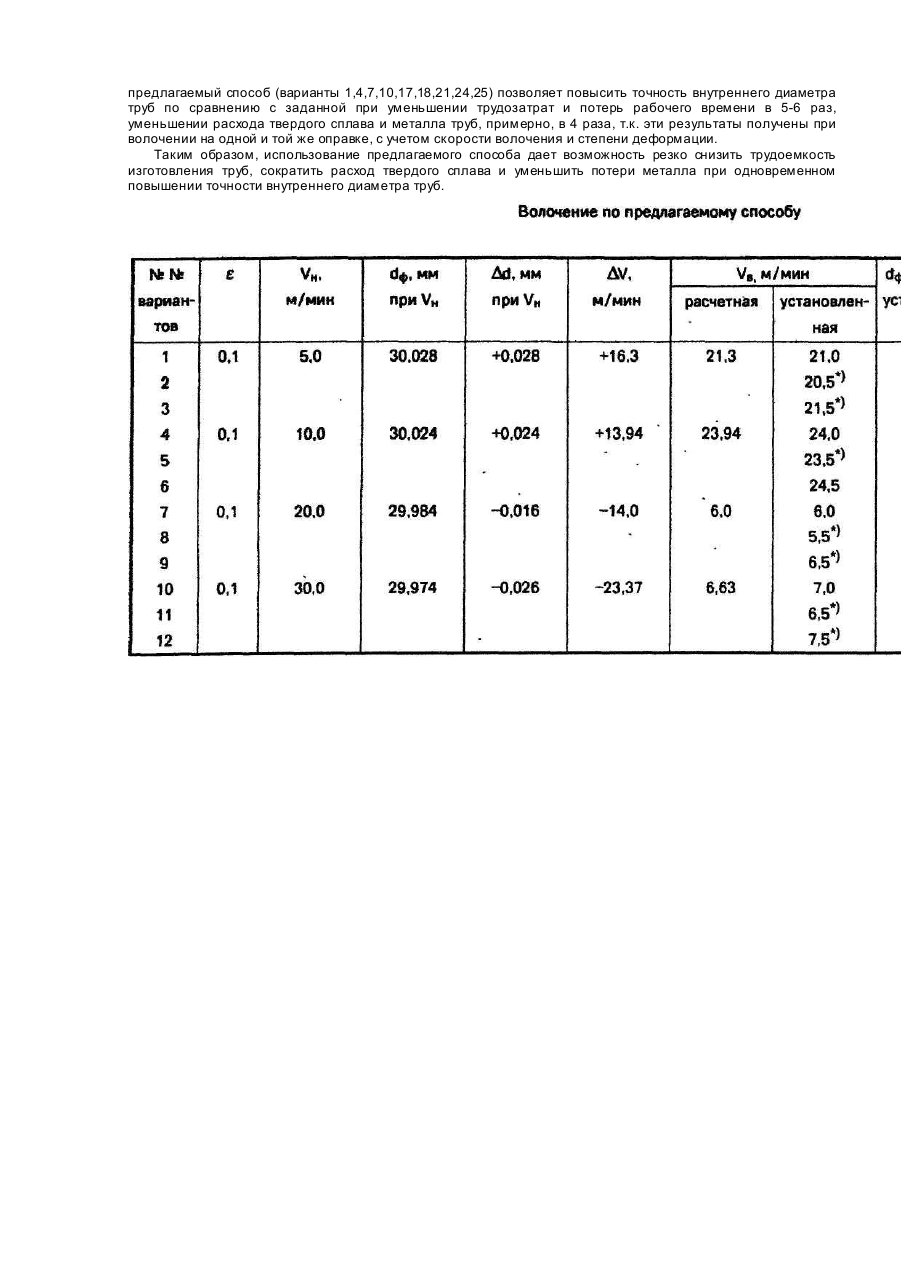
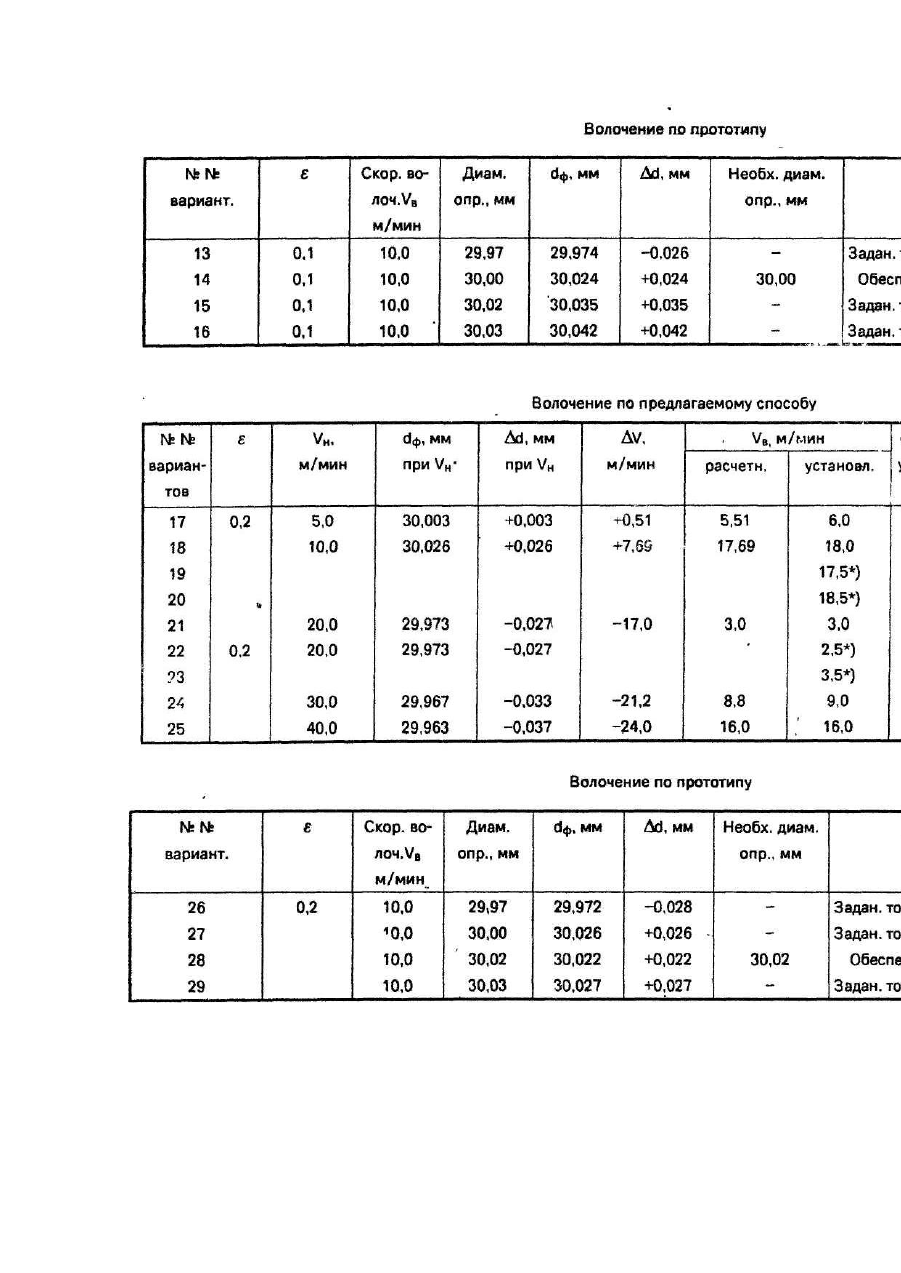
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении прецизионных труб холодным волочением на коротких цилиндрической или самоустанавливающейся оправках, в частности, для получения труб с особо высокой точностью внутреннего диаметра, используемых в машиностроении, например, в качестве пневмо- или гидроцилиндров, либо топливопроводов в двигателях автомобилей. При этом для использования таких труб, например, в качестве цилиндров гидроамортизаторов автомобилей без дополнительной механической обработки внутренней поверхности предельные отклонения их вн утреннего диаметра от номинальных значений для труб вн утренним диаметром 20-30 мм должны быть (в зависимости от размеров труб) не более ±0.022- ±0,025 мм. Предлагаемый способ может быть эффективно использован при волочении труб как на линейных, так и на барабанных станах. Как известно, при волочении труб на короткой оправке внутренний диаметр трубы определяется диаметром оправки. Если задан внутренний диаметр трубы, то диаметр оправки вычисляется как разность наружного диаметра и удвоенной толщины стенки [Розов Н.В. Холодное волочение стальных труб,- М., Металлургия, 1965, с. 111]. Однако из практики волочения труб на короткой оправке известно, что внутренний диаметр трубы после волочения зависит не только от диаметра оправки, нo и от други х факторов, основными из которых являются, например, упругая деформация волоки и оправки, нагрев волоки, оправки и трубы в процессе волочения и упругое последствие трубы после выхода ее из очага деформации. Упругое последействие трубы, в свою очередь, зависит от многих факторов, аналитическая связь между которыми не установлена. [Перлин И.Л., Ерманок М.З. Теория волочения. - М.: Металлургия, 1971, с. 370]. В связи с этим были созданы различные способы волочения, обеспечивающие повышение точности внутреннего диаметра труб. Известен способ волочения труб, включающий нанесение смазки на заготовку и последующую деформацию заготовки путем протягивания ее через волоку на короткой оправке. При этом волоку и оправку предварительно нагревают до температуры 60-120°С[Заявка Японии № 62-124020, кл. В 21 С 1/00, 1987]. При использовании данного Способа трубы имеют низкую точность внутреннего диаметра, т.к. данный способ не учитывает изменение внутреннего диаметра в результате упругого последствия тр убы. Известен также способ волочения труб, включающий нанесение смазки на заготовку и последующую деформацию заготовки путем протягивания ее на короткой оправке через волоку и кольцо, в котором размещены прокатные элементы, с последующим безоправочным редуцированием во 2-ой волоке. При этом осуществляется предварительный одновременный нагрев волоки, короткой оправки и кольца. В холодном состоянии оправка и прокатные элементы не соприкасаются с трубой; при нагреве волоки, оправки и кольца вследствие теплового расширения оправки и кольца осуществляется обжатие трубы по толщине стенки, после чего осуществляется обжатие трубы без оправки во второй волоке [Заявка Японии № 63-260621, кл. В 21 С 1/22, В 21 С 3/02, 1989]. При использовании данного способа в результате нагрева волоки увеличивается как наружный, так и внутренний диаметр трубы. Поскольку коэффициент линейного расширения материала оправки (твердые сплавы типа В К) в 2,0-2,5 раза меньше коэффициента линейного расширения материала трубы (углеродистые и легированные стали), то обжатия оправкой внутренней поверхности трубы не происходит. При волочении по данному способу труб на оправке, материал которой имеет коэффициент линейного расширения больший, чем у материала протягиваемой трубы, обжатие оправкой внутренней поверхности трубы не позволяет повысить точность внутреннего диаметра, т.к. при безоправочном волочении трубы во второй волоке в результате неравномерного изменения толщины стенки по периметру тр убы точность внутреннего диаметра снижается до ±0,04 мм, что недопустимо. Известен также способ волочения, включающий нанесение сказки на, заготовки и последующую деформацию заготовок путем протягивания их через волоку на коротких оправках различных диаметров, близких к заданному внутреннему диаметру тр убы. При осуществлении этого способа проводят волочение труб-заготовок одного размера на оправках различных диаметров, близких к заданному, при постоянных скорости волочения и степени деформации, измеряют внутренний диаметр труб после волочения на каждой оправке и по результатам этих замеров подбирают оправку необходимого диаметра, на которой осуществляют волочение остальных труб [Перлин И.Л., Ерманок М.З. Теория волочения. - М.: Металлургия, 1|71, с- 370]. При использовании данного способа может быть обеспечена высокая точность внутреннего диаметра труб. Необходимо, однако отметить, что для осуществления данного способа необходимо вначале изготовить комплект из 4-5 коротких оправок из вольфрамокобальтовых твердых сплавов. Изготовление таких оправок является сложным и очень трудоемким процессом, включающим вначале изготовление твердосплавных заготовок оправок путем высокотемпературного спекания порошков карбидов вольфрама и кобальта на комбинатах твердых сплавов, а затем шлифовку, притирку и полировку указанных заготовок на трубных заводах. Шлифовка заготовок осуществляется на специальных круглошлифовальных станках высокой точности с помощью алмазных кругов, притирка и полировка рабочей поверхности оправок осуществляются с целью получения высокой точности диаметра оправок и минимальной шероховатости их рабочей поверхности. Притирка и полировка осуществляются вр учн ую, с помощью алмазного порошка и специальных полирующих паст, нанесенных на притиры и фетровые круги. Таким образом, изготовление каждой твердосплавной оправки является весьма длительным, дорогостоящим, трудоемким и низкопроизводительным процессом, при этом расходуются также весьма дефицитные и дорогостоящие твердые сплавы. Для подбора оправки необходимого диаметра при волочении также расходуется определенное количество труб. Кроме этого, поскольку подбор оправки осуществляется при постоянной скорости волочения и степени деформации, то при каждом изменении этих параметров подбор оправки нужно осуществлять заново, что дополнительно увеличивает тр удоемкость данного способа. Сам процесс волочения на каждой оправке из комплекта оправок требует затрат времени. Цель изобретения - создание способа холодного волочения прецизионных труб, обеспечивающего повышение точности внутреннего диаметра труб при волочении их на короткой оправке при одновременном снижении трудозатрат, экономии вольфрамокобальтовых твердых сплавов и металла труб, повышении производительности волочильных станов. Цель достигается тем, что в способе холодного волочения прецизионных труб, включающем нанесение смазки на заготовку путем протягивания ее через волоку на короткой оправке, согласно изобретению сначала протягивают с определенной скоростью VH настроечную тр убу-заготовку, измеряют фактическое отклонение Dd внутреннего диаметра dф трубы от заданной величины dH, а затем устанавливают скорость волочения VB всех последующи х заготовок на данном проходе в зависимости от найденной величины Dd по формуле VB12 =VH ± V12, где DV - изменение скорости волочения, определяемое из выражений: где DV - изменение скорости волочения, м/мин; e - степень деформации трубы на данном проходе; а - коэффициент, полученный опытным путем и равный 71380 1/мин; Dd - отклонение внутреннего диаметра трубы от заданного, м; в - коэффициент, полученный опытным путем И равный 2,145 м/мин; с - коэффициент, полученный опытным путем и равный 358190 1/мин; k - коэффициент, полученный опытным путем и равный 9,59 м/мин; m - коэффициент, полученный опытным путем и равный 0,917; n - коэффициент, полученный опытным путем и равный 0,417. В отличие от прототипа, повышение точности внутреннего диаметра труб обеспечивается определением необходимой скорости волочения труб в соответствии с указанными выше выражениями при использовании одной и той же оправки, в то время как в прототипе точность внутреннего диаметра труб обеспечивается подбором необходимого диаметра оправки при постоянной скорости волочения. Техническим результатом использования предлагаемого способа является повышение точности внутреннего диаметра труб при одновременном значительном снижении трудозатрат на изготовление оправок, сокращении времени непроизводительной работы волочильного стана при волочении настроечных труб на каждой из 4-5 оправок, входящи х в комплект оправок различного диаметра, и соответствующей переналадке стана при установке каждой из оправок, сокращении расхода дорогостоящих и дефицитных твердых сплавов, сокращении потерь металла на настроечные трубы. Это связано с тем, что в предлагаемом способе изменение внутреннего диаметра труб осуществляется не в результате использования нескольких оправок различных диаметров и подбора одной из них, а путем регулирования скорости волочения по результатам волочения настроечной трубы на одной оправке. Для установки необходимой скорости волочения время практически не расходуется, т.к. изменение скорости осуществляется поворотом ручки регулятора скорости, установленного на пульте управления станом. Указанные зависимости для определения DV1 и DV2 были получены в результате математической обработки экспериментальных данных измерений внутреннего диаметра труб при волочении с различными степенями деформации и скоростями. Изготовление труб с использованием предлагаемого способа осуществляется следующим образом. В качестве трубы-заготовки используется бесшовная труба. Исходя из заданного размера трубы после волочения и заданной степени деформации при волочении изготавливают трубу-заготовку необходимого диаметра и толщины стенки и измеряют фактический наружный диаметр и толщину стенки трубы-заготовки. Затем выбирают волочильный инструмент, причем рабочие диаметры волоки и оправки должны с максимально-возможной степенью точности соответствовать заданным наружному и внутреннему диаметрам трубы после волочения. После этого осуществляют заковку концов труб-заготовок, наносят на поверхность заготовок смазку и осуществляют де формацию заготовок путем протягивания их через волоку на короткой оправке в один или несколько проходов. При этом на каждом проходе вначале протягивают с определенной скоростью VH настроечную трубу-заготовку. После выхода тр убы из волоки измеряют фактический внутренний диаметр трубы и определяют его отклонение Dd от заданной величины по формуле Dd=dф -dH, в которой dф и dH, соответственно, фактический и номинальный внутренние диаметры трубы на данном проходе. Затем измеряют наружный диаметр и толщину стенки трубы после волочения и определяют фактическую степень деформации e по формуле: в которой D0 и D1 - наружные диаметры трубы, соответственно, до и после волочения; S0 и S1 - толщины стенок трубы, соответственно, до и после волочения. В зависимости от найденных величин Dd определяют величину DV. При этом, если dф >dH. то DV определяют из выражения где e - степень деформации трубы на данном проходе; а - коэффициент, равный 71380 1/мин; Dd - отклонение внутреннего диаметра трубы от заданного, м; b - коэффициент, равный 2,145 м/мин; m - коэффициент, равный 0.917; DV1 - изменение скорости волочения, м/мин. Если dф dН рассчитывали величину +DV1, затем определяли VB1 = VH + DV1. Пример расчета скорости волочения VВ при dф > dH. Исходные данные: степень деформации e=0,1; скорость волочения настроенной трубы VH = 10 м/мин. После волочения настроечной трубы со скоростью VH =10 м/мин величина dф составила 30,024 мм. При заданной величине внутреннего диаметра d H = 30,00 мм величина Dd = 30,024 -30,00 = +0,024 мм. Поскольку в данном случае d ф > dH, то величину DV определяли из выражения где а -713801/мин; Dd - 0,000024 м; e- 0,1; m = 0,917; b = 2,145 м/мин. Подставляя числовые значения в выражение для +DV1, получаем: Определяем значение VB1 = VH + DV1 = 10,0 + 13,94 -= 23,94» 24,0 м/мин. После волочения трубы при скорости VВ1 = 24 м/мин величина dф составила 29,993 мм, a Dd =30,00 - 29,993 = -0,007 мм, что значительно меньше допускаемого предельного отклонения (-0,025 мм). Аналогично были рассчитаны скорости волочения для всех остальных вариантов, при которых выполнялось условие dф > dH. Если после волочения внутренний диаметр настроечной трубы dф был меньше dH, то рассчитывали величину - DV2, затем определяли VB2 = VH - DV2. Пример расчета скорости волочения DV при dф < dH. Исходные данные: степень деформации e=0,1; скорость волочения настроечной трубы VH =20 м/мин. После волочения настроечной трубы со скоростью VH - 20 м/мин величина dф составила 29,984 - 30,00 = 0.0016 мм. Поскольку в данном случае d ф < dH, то величину DV определялииз выражения где с = 358190 1/мин; Dd = -0,000016 м; e =0,1; n = 0,417; k = 9,59 м/мин. Подставляя числовые значения в выражение для - DV2 , получаем Определяем значение VB2 = VH - DV2 = 20 -14 = 6,0 м/мин. После волочения трубы при скорости VВ2 = 6,0 м/мин величина dф составила 30,003 мм, a Dd = 30,003 - 30,00 = +0,003 мм, что значительно меньше допускаемого предельного отклонения (+0,025 мм). Аналогично были рассчитаны скорости волочения для всех остальных вариантов, при которых выполнялось условие. Волочение всех труб осуществляли на одной оправке. Результаты экспериментов приведены в таблице. Из приведенных в таблице данных следует, что обеспечение заданной точности внутреннего диаметра труб (+0,025 мм) может быть достигнуто и при использовании прототипа (варианты 14 и 28). Однако предлагаемый способ (варианты 1,4,7,10,17,18,21,24,25) позволяет повысить точность внутреннего диаметра труб по сравнению с заданной при уменьшении трудозатрат и потерь рабочего времени в 5-6 раз, уменьшении расхода твердого сплава и металла труб, примерно, в 4 раза, т.к. эти результаты получены при волочении на одной и той же оправке, с учетом скорости волочения и степени деформации. Таким образом, использование предлагаемого способа дает возможность резко снизить трудоемкость изготовления труб, сократить расход твердого сплава и уменьшить потери металла при одновременном повышении точности внутреннего диаметра труб.
ДивитисяДодаткова інформація
Автори англійськоюSavchenko Oleh Mykolaiovych, Ostrovskyi Ihor Petrovych, Chub Anatolii Vasyliovych, Koreniak Yurii Kostiantynovych, Kisieliov Viktor Stefanovych
Автори російськоюСавченко Олег Николаевич, Островский Игорь Петрович, Чуб Анатолий Васильевич, Кореняк Юрий Константинович, Киселев Виктор Стефанович
МПК / Мітки
МПК: B21C 1/00
Мітки: волочіння, прецизійних, спосіб, труб
Код посилання
<a href="https://ua.patents.su/5-23522-sposib-volochinnya-precizijjnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб волочіння прецизійних труб</a>
Спосіб волочіння труб
Номер патенту: 18668
Опубліковано: 25.12.1997
Автори: Шешегова Лілія Іванівна, Епішев Олександр Михайлович, Кармазін Володимир Яковлевич, Умеренков Володимир Миколайович, Хотимський Юрій Леонтійович, Сивак Віктор Володимирович
МПК: B21C 1/16
Мітки: волочіння, труб, спосіб
Формула / Реферат:
Способ волочения труб, включающий деформацию в волоке термически и химически обработанной сварной заготовки с подготовленным концом, отличающийся тем, что используют при деформации электросварную трубу с внутренним гратом, которую обжимают по стенке на 1,5 - 5% в первом проходе на короткой оправке.
Оправка для волочіння труб
Номер патенту: 19597
Опубліковано: 25.12.1997
Автори: Сизоненко Григорій Олександрович, Кореняк Юрій Костантинович, Носар Валентина Дмитрівна, Лісовський Олександр Олександрович, Панченко Андрій Володимирович, Шумейко Анатолій Олексійович, Островський Ігор Петрович, Чуб Анатолій Васильович, Петренко Сергій Володимирович, Лозовий Віктор Іванович, Аронович Анатолій Володимирович, Савченко Олег Миколайович
МПК: B21C 3/16
Мітки: волочіння, оправка, труб
Формула / Реферат:
Оправка для волочения труб, включающая рабочую втулку и примыкающую к ней насадку, собранные на полом стержне, соединенном с системой подачи смазки, отличающаяся тем, что насадка снабжена упругими кольцевыми элементами, установленными с зазором в проточке, выполненной на ее наружной поверхности, и выступающими над ней на величину, меньшую величины упругой деформации кольцевых элементов, при этом полость, образованная в результате проточки,...
Оправка для волочіння труб
Номер патенту: 10796
Опубліковано: 25.12.1996
Автори: Півник Юрій Вікторович, Радовинський Юрій Леонідович, Журба Олександр Савельович, Баскелович Віктор Зіновьович, Іванов Ігор Павлович, Сидоренко Валентин Костянтинович, Швець Геннадій Михайлович, Перевалова Еліна Володимировна, Ісерсон Ігор Саулович, Губа Володимир Михайлович
МПК: B21C 3/16, B21B 25/00
Мітки: труб, волочіння, оправка
Формула / Реферат:
Оправка для волочения труб, выполненная из сплава на основе карбида вольфрама-с покрытием наружной рабочей поверхности одним слоем титана и тремя слоями нитрида титана при соотношении толщины слоев 1:4:6:2 и содержании азота в каждом из слоев нитрида титана соответственно 25, 33 и 50%, отличающаяся тем, что на верхний слой нитрида титана, содержащий 50% азота, нанесен слой, состоящий из равномерно смешанной смеси нитридов титана и хрома,...
Пристрій для волочіння металевих труб з перемінною вздовж товщиною стінки
Номер патенту: 18111
Опубліковано: 01.07.1997
Автори: Островський Ігор Петрович, Чуб Анатолій Васильович, Кореняк Юрій Костянтинович, Фролов Віктор Пилипович, Борисенко Юрій Миколайович, Сеніна Тетяна Володимирівна
МПК: B21C 3/16
Мітки: товщиною, перемінною, пристрій, стінки, труб, волочіння, вздовж, металевих
Формула / Реферат:
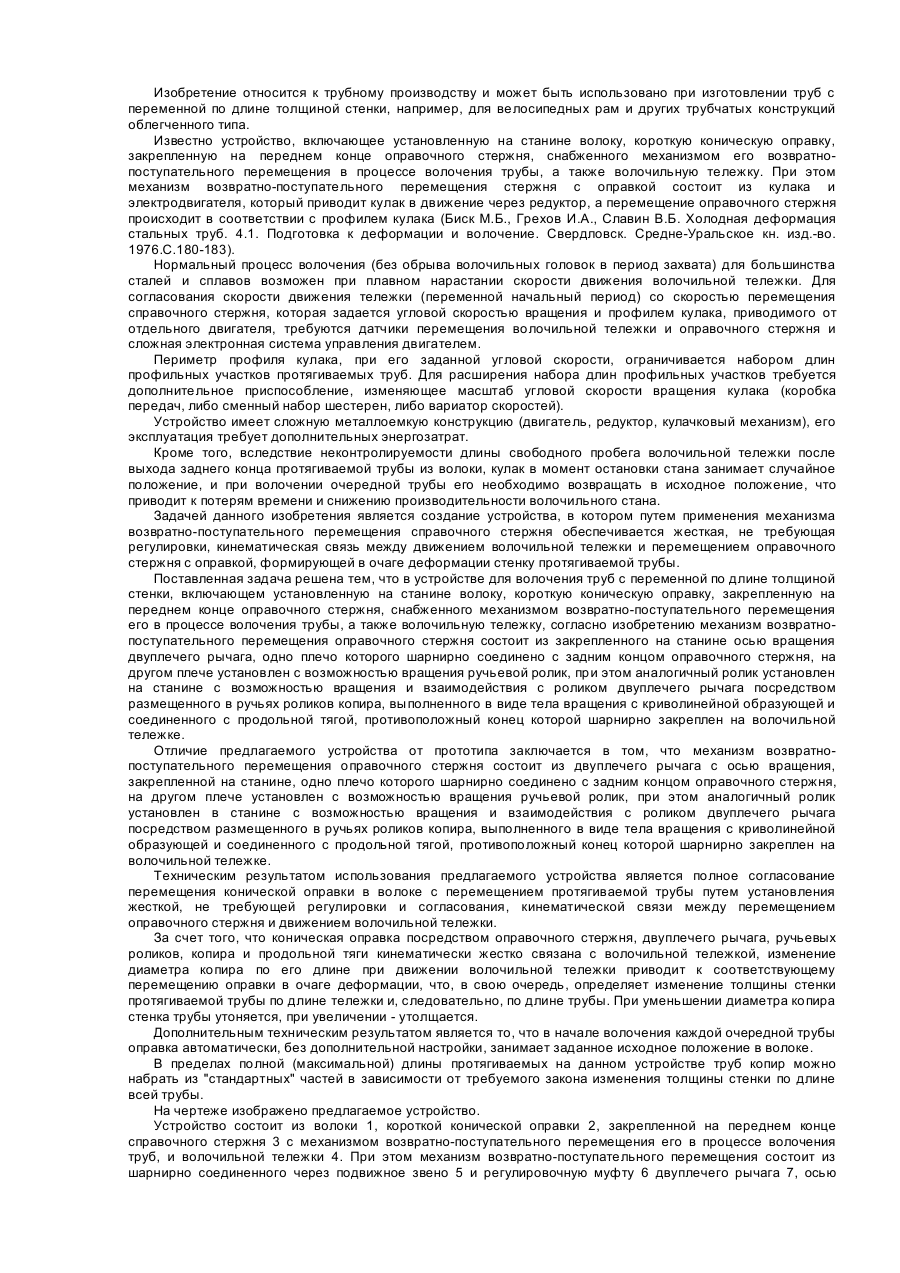
Устройство для волочения металлических труб с переменной по длине толщиной стенки, включающее установленную на станине волоку, короткую коническую оправку, закрепленную на переднем конце оправочного стержня, снабженного механизмом возвратно-поступательного перемещения в процессе волочения трубы, и волочительную тележку, отличающееся тем, что механизм возвратно-поступательного перемещения справочного стержня состоит из двуплечего рычага с осью...
Спосіб загартування довгих оправок для волочіння труб
Номер патенту: 19560
Опубліковано: 25.12.1997
Автори: М'ясоїд Олександр Федорович, Полуектов Вадим Володимирович, Новіков Леонід Миколайович, Ковіка Микола Данилович, Крилов Михайло Юрійович, Гладченко Олександр Федорович, Лобанов Олександр Іванович
МПК: C21D 1/42
Мітки: загартування, спосіб, волочіння, довгих, оправок, труб
Формула / Реферат:
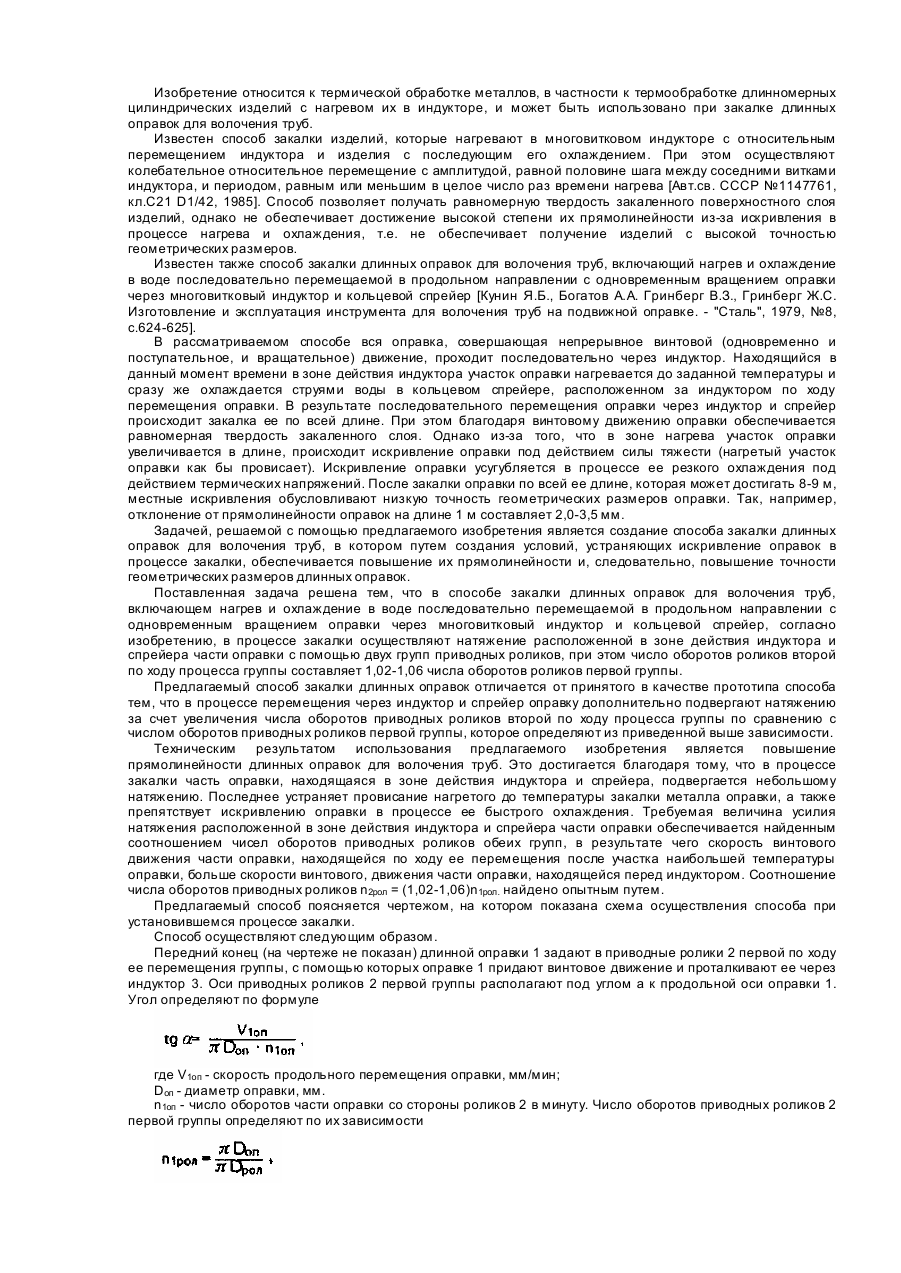
Способ закалки длинных оправок для волочения труб, включающий нагрев и охлаждение в воде последовательно перемещаемой в продольном направлении с одновременным вращением оправки через многовитковый индуктор и кольцевой спрейер, отличающийся тем, что в процессе закалки осуществляют натяжение расположенной в зоне действия индуктора и спрейера части оправки с помощью двух групп приводных роликов, при этом число оборотов роликов второй по ходу...
Попередній патент: Композиція запашних речовин
Наступний патент: Контейнер для зберігання екологічнонебезпечних речовин та радіоактивних відходів низької та середньої активності
Випадковий патент: Вимірювач потужності випромінювання лазера